质量对比、原因分析及整改措施报告
护理质控分析及整改措施
护理质控分析及整改措施一、引言护理质控是指通过科学的手段和方法,对护理过程中的质量进行监控、评价、分析,并制定相应的整改措施,以提高护理质量和安全水平。
护理质控分析的目的是发现存在的问题和不足,找出原因,探索解决办法,从而提高护理质量,确保患者的安全和满意度。
本文将结合实际情况,进行护理质控分析及整改措施的研究。
二、护理质控分析1.护理质控的目的护理质控的目的是通过有效的措施,提高护理质量和安全水平,确保患者的安全和满意度。
护理质控应该立足于患者的需求和利益,注重护理质量的科学性和合理性。
2.护理质控的内容(1)护理质量评价:包括对护理过程中的环境、设备、护理人员、护理操作等进行评价,了解护理质量的情况。
(2)护理质量监控:通过定期的护理质量监控,及时掌握护理质量的情况,发现存在的问题和不足。
(3)护理质量分析:对护理过程中存在的问题和不足进行分析,找出原因,探索解决办法。
(4)护理质量整改:根据护理质量分析的结果,制定相应的整改措施,提高护理质量和安全水平。
3.影响护理质量的因素(1)护理人员的素质和技术水平:护理人员的专业素质和技术水平直接影响护理质量的高低。
(2)护理环境和设备的条件:护理环境和设备的条件是否良好,对护理质量有着重要影响。
(3)护理过程中的管理:护理过程中的管理是否科学和规范,也会影响护理质量的高低。
4.护理质控分析方法(1)定量分析法:通过对护理相关数据的统计和分析,进行定量化的护理质控分析。
(2)定性分析法:通过对护理过程中的问题和不足进行描述和分析,找出存在的原因和解决办法。
(3)对比分析法:通过对不同时间段或不同护理组的护理质量数据进行对比分析,找出存在的差距和不足。
三、护理质控整改措施1.提高护理人员的素质和技术水平(1)加强护理人员的培训和学习,提高专业素质和技术水平。
(2)建立健全护理人员的考核和评价制度,激励护理人员的积极性和主动性。
2.改善护理环境和设备的条件(1)加强护理环境的整理和清洁工作,维持护理环境的良好状态。
原因分析及整改措施

2022年原因分析及整改措施篇1:原因分析及整改措施一、存在的问题一是学习的要求和动力不够。
对学习的要求不够高,学习的资料较浅,学习的范围较窄,系统性、专业性、深入性不强,从而使得学习的效果不明显。
动力不足,缺乏学习的主动性。
主要表此刻:一方面,学习的自觉性不强。
没改变那种“要我学”为“我要学”的良好学习习惯。
自我较注重单位安排的各种政治、业务学习,而对其他学习的主动性不够;另一方面,学习的钻劲不够。
学习过程中,我仔细做了笔记,但往往浅尝辄止,没有作深入消化,领悟内涵,全面贯彻;第三,学习重点不清。
自我没有仔细把握学习重点,但求面面俱到,结果忽视了直接相关工作需要的重点学习。
二是职责意识不够强。
由于大局意识不够,往往只管自我职责以内的事,其它的事就少有过问。
有时,自我明明看见其它同志工作中存在的问题,因碍于面子或是认为不该自我管,也就没有主动提出来帮忙改正,而是放之任之;有时自我认为无足轻重、无碍大局、可干可不干的事,也就无动于衷;有时本该今天干完的事,也随便拖到明天干。
三是处理问题理论联系实不够。
尽管我也经常学习,但学习的深度不够。
我经常告诫自我要用辨证的观点和方法去分析和处理问题,可总是讲在嘴边,忘在手边,结果分析和处理问题的方法简单,对具体问题分析力度不够,不能全面运用发展的、联系的、辨证的眼光看待和处理问题。
二、产生问题的原因分析一是平常疏于学习。
在知识结构日新月异的今天,不学习,就要落伍。
以往我总认为,只要能把本质工作干好,其他学习都无关紧要,殊不知,学习与工作是相辅相成的。
仅有深入地、系统地、全面地学习,才能更好地胜任自我的工作。
在日常工作中,我认为只要能干好本职工作就行了,而放松了对其他知识的学习。
理论知识的学习上也只满足于看看党报党刊、听听时事新闻,读读书本,偏重于时事了解,而对于_的学习不够,致使理论基础薄弱。
由于忽视了对党的路线、方针、政策的学习和掌握,对于自我所学的东西,也没有仔细去深入消化,吸收,也就不能很好地做到把自我所学贯彻到实践中去,落实到行动上来,致使在实际工作中政策水平较低。
医疗质量存在问题及整改措施

未来医疗质量提升的方向和重点
加强信息化建设
通过加强医院信息化建设,实现 医疗信息的共享和互通,提高医
疗服务的效率和质量。
推进多学科协作
加强不同学科之间的协作和沟通 ,实现多学科联合诊疗,提高疾 病的诊疗水平和患者的就医体验
。
加强患者安全管理
建立完善的患者安全管理制度和 流程,加强对患者的安全管理和 保护,减少医疗差错和事故的发
医疗质量存在问题及整改措施
汇报人:XXX 2024-01-28
contents
目录
• 引言 • 医疗质量现状分析 • 医疗质量存在问题的原因分析 • 整改措施及实施计划 • 整改措施的效果评估 • 总结与展望
01
引言
目的和背景
01
02
03
提高医疗质量
针对当前医疗质量存在的 问题,提出整改措施,旨 在提高医疗服务水平,保 障患者安全。
持续改进和优化建议
持续改进
建立医疗质量持续改进机制,定期收集和分析医疗质量数据 ,针对存在的问题制定改进措施,并不断完善和优化整改措 施。
优化建议
加强医护人员培训和教育,提高医护人员的专业技能和服务 意识;加强医疗设备的管理和维护,确保医疗设备的正常运 行;加强患者沟通和教育,提高患者对医疗服务的认知和理 解。
促进医院发展
通过改进医疗质量,提升 医院整体形象和竞争力, 实现可持续发展。
响应政策要求
贯彻落实国家关于医疗质 量管理的相关政策,加强 医疗质量监管。
汇报范围
医疗技术水平
涉及医生、护士等医务人员的 专业技能和知识水平。
医疗安全管理
涉及患者安全、医院感染控制 、医疗事故防范等方面的管理 。
医疗服务流程
质控科质量考核常见问题整改措施3篇
质控科质量考核常见问题整改措施3篇1电子病案复制暴露的问题1.1复制粘贴问题电子病案如同双刃剑,它提升了临床医生的工作效率,但是因医生粘贴病历埋下了不容忽视的法律纠纷与质量隐患。
(1)病历雷同现象:常发现其中一位医师管理的不同时段的病人,连入院记录、病程记录、手术记录、术后记录甚至科主任查房记录都十分相似。
(2)体检格式流于形式,采集归纳整理病史简单刻板,病历记录与病情矛盾百出,粗制滥造诊断名称,分析空泛,致鉴别内容与病史前后相悖。
(3)粘贴复制致使病历失真。
如既往的同病种病历完全被后入院的病员套用而出现病历中“男、女”性别混淆,“左、右”错误,族别相混,年龄前后不同。
(4)病程记录不按病情发生、发展、演变的逻辑规律客观记录,反复粘贴、复制既往病历了事,克隆出”双胞胎”病历。
1.2病案首页录入缺陷(1)病人基本医疗信息填写不全或错误;(4)出院诊断名称不规范;(5)出院诊断填写错误,如缺主要诊断,仅有次要诊断;(6)手术相关并发症漏填;(7)院内感染填写错误或漏填(8)有病理报告,病理诊断未填写或填写错误;(9)各级医师签名不及时。
1.3病历记录不规范(1)入院记录不能及时完成,入院记录规定时限为入院24小时内完成,仍有一些医师不按规定执行;(2)主诉不完整或描述过长或未能将患者具体特征性、典型性病状准确表述,如一些科室用诊断或手术名称代替主诉,如“股骨头坏死二年”;(3)主诉与诊断风马牛不相及;(4)只注重本科疾病,忽视便随疾病。
特别是一个科室,常将非本科疾病遗漏,导致纠纷;(5)责任心缺失,首次病程记录未能按时完成或缺诊断依据或缺鉴别诊断;(6)日常病程记录间隔时间过长或一些重要病情变化未记录;(7)病程记录与护理记录不符。
如病人体温单连续一周记录:每日大便一次,病程记录中记录为多日未解大便;(8)生化全检报告:转氨酶异常偏高,病程记录中未见记录,亦未跟踪复查;(9)病程记录中未能反映更改重要医嘱的理由,如更改抗菌素使用情况缺乏分析及疗效动态缺乏记录;(10)上级医师查房缺乏新意,尤其是个别高年资医师的临床指导及分析水平难以体现本专业最新动态;(11)该让患者签字的未签字:如患者未在病史已阅、情况属实处签名,侵犯患者知情权,为医患纠纷埋下隐患;(12)会诊记录有缺陷或病程记录中未反映会诊意见及执行情况;(13)因电子病历书写不及时,给上级医师及时审修带来诸多不便,一旦出现医疗纠纷,律师要求立即封存病案就会使医院陷入被动。
影像科整改措施报告
影像科整改措施报告尊敬的医院领导及各位同事:首先,我谨代表影像科向大家致以诚挚的歉意。
近期,我们科室在工作中出现了一些问题,给患者的诊疗和医院的整体服务质量带来了一定的影响。
为了尽快解决这些问题,提高我们的工作水平和服务质量,特制定以下整改措施报告。
一、问题分析1、设备维护不及时部分影像设备由于长期高强度使用,出现了故障频率增加的情况。
而我们在设备维护方面存在疏忽,没有严格按照规定的维护周期进行保养,导致设备性能下降,影响了检查结果的准确性和及时性。
2、人员培训不足部分工作人员对新的影像技术和诊断方法掌握不够熟练,业务水平有待提高。
在面对复杂病例时,可能会出现诊断失误或延误的情况。
3、工作流程不合理影像检查的预约、登记、检查、报告等环节之间存在衔接不畅的问题,导致患者等待时间过长,满意度下降。
4、图像质量控制不严格部分影像图像的质量不符合诊断要求,存在清晰度不够、对比度不佳等问题,影响了医生的诊断准确性。
5、与临床科室沟通不畅影像科与临床科室之间在患者病情的沟通和诊断意见的交流方面存在不足,导致诊疗工作不能高效协同进行。
二、整改措施1、加强设备维护管理(1)建立完善的设备维护档案,详细记录设备的使用情况、维护周期和维修记录。
(2)严格按照设备厂家的要求和规定的维护周期,安排专业技术人员对设备进行定期保养和维护,确保设备始终处于良好的运行状态。
(3)加强对设备操作人员的培训,提高其对设备的正确使用和日常维护能力,减少因操作不当导致的设备故障。
2、加大人员培训力度(1)制定详细的培训计划,定期组织科室人员参加业务培训和学术交流活动,学习最新的影像技术和诊断方法。
(2)邀请专家来科室进行讲座和指导,提高工作人员的业务水平和诊断能力。
(3)鼓励科室人员自主学习,对取得相关专业证书或在学术研究方面有突出表现的人员给予一定的奖励。
3、优化工作流程(1)对影像检查的各个环节进行梳理,找出存在的问题和瓶颈,重新设计工作流程,减少不必要的环节和等待时间。
关于道路质量不达标的整改情况汇报

关于道路质量不达标的整改情况汇报在城市化进程中,道路建设作为基础设施的重要组成部分,直接关系到城市的发展和居民的生活质量。
然而,随着城市交通负荷不断增加,一些道路质量不达标的问题也逐渐显露出来。
面对这一情况,城市管理部门采取了一系列的整改举措,以确保道路质量符合标准,保障市民的出行安全和舒适。
本文将就此展开深入探讨,详细分析道路质量不达标的原因、整改措施和效果。
一、道路质量不达标的原因1. 设计不合理部分道路之所以质量不达标,主要是因为在设计阶段存在缺陷。
可能是由于道路设计时未充分考虑交通流量、地质条件等因素,导致后期出现了裂缝、坑洼等问题。
2. 施工质量差另外,一些道路质量不达标的问题也与施工质量密切相关。
可能是施工中操作不当、施工人员缺乏经验、使用劣质材料等原因,导致了道路的质量问题。
二、整改措施为了解决道路质量不达标的问题,城市管理部门采取了一系列的整改措施。
1. 完善设计规范针对设计不合理的问题,相关部门加强了对道路设计的审核,完善了设计规范,确保设计符合实际道路使用情况,有效避免了类似问题的再次发生。
2. 加强监管对施工质量差的问题,城市管理部门也加强了对施工过程的监管力度,对施工单位进行严格的资质审核,严格要求施工操作规范,提高了施工质量。
三、整改效果经过一段时间的努力,整改措施取得了显著的成效。
道路质量得到了有效改善,市民出行的安全和舒适感明显提升。
通过不断对比监测数据,可以清晰地看到道路质量整体水平的提高,裂缝、坑洼等问题大幅减少,更好地满足了城市发展的需要。
个人观点和理解作为一个城市的居民,道路质量的改善直接关系到我的日常出行和生活质量。
我对于城市管理部门采取的整改措施表示肯定,他们的努力让我们的城市越来越宜居。
我也希望在日常生活中,我们每个人都能够自觉地遵守交通规则,爱护公共道路,共同维护好我们的城市环境。
在这篇文章中,我们对道路质量不达标的整改情况进行了全面的评估,分析了其原因、整改措施和效果。
存在问题原因分析及整改措施

确定优先级
对总结出的问题进行优先级排序,确定需要 优先解决的紧急和重要问题。
问题归档与资料整理
建立问题档案
为每个问题建立独立的档案,记录问题的详细信 息和分析结果。
整理资料
将与问题相关的资料进行整理和分类,以便后续 查阅和使用。
更新档案
随着时间的推移,对问题档案进行更新和维护, 确保资料的准确性和完整性。
分类
根据问题的性质和严重程度,整改措施可分为预防性措施、 纠正性措施和改进性措施。
选择
根据问题的具体情况选择合适的整改措施,以达到最佳的整 改效果。
整改措施的制定流程
收集问题
通过各种渠道收集存在的问题,如质量检 查、客户反馈等。
监督与评估
对实施情况进行监督和评估,确保整改效 果达到预期目标,并根据实际情况进行调 整和改进。
经验积累与知识共享
经验积累
01
在解决问题的过程中,总结和积累相关的经验和知识。
知识共享
02
将积累的经验和知识与其他团队成员进行共享,提高整个团队
的问题解决能力。
知识库建设
03
建立团队或组织的知识库,将积累的知识进行整理和分类,方
便成员随时查阅和学习。
THANKS
感谢观看
问题整改措施制定
整改措施的重要性
解决问题
通过制定整改措施,可以 针对存在的问题进行有效 的解决,消除潜在的安全 风险和隐患。
防止问题扩大
及时发现和解决潜在问题 可以防止其进一步扩大, 减少可能造成的损失和影 响。
提高质量
整改措施的制定有助于提 高产品质量和生产效率, 提升企业竞争力。
整改措施的分类与选择
制定实施计划
根据问题性质制定详细的实施计 划,包括目标、时间、方法等。
质控科质量考核常见问题整改措施
影响检测行业的健康发展
质量考核问题长期存在会阻碍整个检 测行业的健康发展。
02
质量考核问题整改措施
针对问题类型的整改措施
数据准确性问题
建立数据核查机制,确保数据录入和处 理过程无误。对于异常数据,设置警报
和复查机制。
设备维护问题
制定设备维护计划,定期检查设备运 行状况,确保设备处于良好状态。
详细描述
为避免设备故障导致检测结果异常,应对设备进行定期维 护保养,确保设备处于良好状态。同时,建立设备故障应 急预案,及时处理设备故障,确保检测工作的连续性和准 确性。
总结词
加强设备校准
总结词
提高员工设备操作水平
详细描述
加强员工对设备操作的培训和实践,提高员工的设备操作 水平和故障处理能力。同时,鼓励员工积极参与设备维护 和校准工作,提高设备的整体运行效率。
03
质量考核问题整改效果评估
整改效果评估标准
有效性
及时性
评估整改措施是否有效解决了存在的问题 ,是否提高了工作质量。
评估整改措施是否及时实施,是否在规定 时间内完成。
可持续性
经济性
评估整改措施是否具有长期效果,是否能 够持续改进工作质量。
评估整改措施是否具有经济效益,是否在 资源利用和成本控制方面合理。
总结词
建立复核机制
总结词
加强员工培训
详细描述
定期组织员工进行操作技能和理论知识的培训,提高员工 的操作水平和责任心。同时,鼓励员工积极参与培训,并 对培训效果进行评估和反馈。
案例二:设备故障导致检测结果异常问题整改
总结词
定期维护保养
详细描述
对设备进行定期校准,确保设备的准确性和可靠性。对校 准过程中发现的问题及时进行处理和纠正,保证设备的正 常运行和使用效果。
存在问题原因分析及整改措施
03
整改措施制定
短期整改措施
短期整改措施: 针对当前存在的问题, 制定短期内的整改计划,确保问题得到 及时解决。
3. 加强日常监督和检查,确保整改措施 得到有效执行。
2. 制定针对性的整改方案,明确责任人 和完成时间。
具体措施:
1. 立即组织专家团队对问题进行深入分 析,找出根本原因。
团队协作
团队协作中存在的问题,如沟 通不畅、合作不协调等。
问题筛选与优先级排序
重要性
根据问题的重要性和紧迫性进 行筛选,优先解决重要且紧急
的问题。
影响范围
评估问题的潜在影响范围,影 响范围广的问题优先解决。
资源投入
考虑解决问题的资源投入,包 括人力、物力和财力等,合理 分配资源。
风险评估
对问题进行风险评估,优先解 决风险较高的问题。
可维护性
评估整改措施是否提高了系统的可维护性, 方便未来的维护和升级。
整改成效评估方法
对比分析
将整改前后的系统性能、安全性和稳 定性等方面的数据进行对比,分析整 改措施的效果。
用户反馈
收集用户对整改后系统的反馈意见, 了解用户对整改措施的满意度和认可 度。
专家评审
邀请专家对整改后的系统进行评审, 提供专业的意见和建议。
测试验收
通过系统测试验收,确保整改措施的 有效性和系统的稳定性。
整改总结与经验教训
整改总结
对整个整改过程进行总结,梳理 整改措施的实施情况和效果,总
结经验和教训。
经验教训
分析整改过程中遇到的问题和困难 ,总结解决问题的经验和教训,为 今后的工作提供参考和借鉴。
关键环节质量考核反馈与整改措施

急危重症患者质量考核反馈与整改措施 2015年三季度医务科按计划组织质控医师对全院各病区的急危重症患者管理进行了质控检查,每个病区抽查3-5份急危重症病历,通过检查反映出各病区对急危重症患者较为重视,总体质量持续好转,但检查中仍发现一些问题没有得到有效整改,具体总结如下:一、急危重症患者质量管理存在问题:1、个别疾病符合危重症的标准,但医嘱中未开具病危重 ,如脑外伤、脑血管意外等,总体例数较一季度明显减少;2、病程记录不及时或漏记,按病历书写规范要求,病危重患者至少每天记录一次病程,病情变化随时记,但个别职工未执行;3、部分医患沟通内容不详实,带有黏贴复制痕迹,未根据病情加以修改;4、少数入院评估不具体,特别是未反映出病情危重,如冠心病、慢阻肺等对心功能未作评估;5、个别危重患者抢救后未书写抢救记录,如脑外伤病例;6、仍有个别抢救病历首页中抢救次数以“—”替代;7、三级查房制度执行不到位。
①上级医师查房记录内容简单,无分析及指导意见;②少数病危重患者上级医师查房不及时。
8、仍有指纹不规范,无从辨认,未注明部位。
前三季度病历质量甲级率统计前三季度缺陷数统计二、原因分析:1、少数医师责任心不强,工作马虎,以完成书写为目标,有的书写病程记录等不及时,打印时未对电子版本认真核对,导致打印错误。
2、医疗安全意识差,平时诊疗工作不注重医疗安全,书写不认真,未严格执行病历书写规范,黏贴复制后未仔细核对、修改。
3、技术水平提升不快,目前诊疗的基础工作大部分由住院医师完成,其基本功相对较差,书写病历难免达不到要求。
4、少数科室诊疗工作相对较忙,工作难免顾此失彼。
5、培训工作与院科两级质控不到位,没有加强考核。
三、整改意见及要求:各病区要持续关注急危重症患者的管理,加强科内学习和科室质控工作与考核,注重方式方法,掌握质控技巧,要求如下:1、认真学习医院住院病历质量评定标准并执行,要求职工写好每一份住院病历。
2、病危重患者均应根据病情签署病危重通知书,并执行好医患沟通制度,掌握沟通技巧。
工作报告的关键指标分析与整改措施

工作报告的关键指标分析与整改措施一、引言工作报告是一种组织机构在一定时间内对工作成果和问题进行总结、展望和规划的一种文书。
而关键指标则是工作报告中重要的衡量工作绩效的指标。
本文将以工作报告的关键指标分析与整改措施为主题展开回答写作。
二、关键指标的定义与重要性关键指标是衡量工作绩效的重要标准,通常是一些代表性的数字或数据。
通过分析关键指标,我们能够了解工作的现状和问题所在,从而采取相应的整改措施,提高工作效率和质量。
三、选择合适的关键指标选择合适的关键指标是进行工作报告分析的基础。
首先,关键指标应该与工作的目标和任务相契合,能够真实地反映出工作的成果和问题。
其次,关键指标应具有可度量性和可比性,能够方便进行数据收集和对比分析。
四、关键指标的分析方法进行关键指标的分析时,可以采用多种方法,如趋势分析、对比分析和比例分析等。
通过这些分析方法,可以发现问题原因和关键因素,并为制定整改措施提供依据。
五、关键指标异常情况的处理在进行关键指标分析时,可能会出现异常情况,如某个指标的明显下降或突然上升。
对于这种情况,需要及时进行问题排查,并找出原因。
一旦发现问题,需要及时制定整改措施,以解决问题并避免类似情况再次发生。
六、整改措施的制定根据关键指标的分析结果,我们可以得出一些问题和改进的方向。
根据这些问题和方向,我们可以提出相应的整改措施。
整改措施应该具有明确的目标和步骤,方便评估和追踪。
七、整改措施的落实与监测在制定整改措施后,需要组织相关人员进行执行,并进行监测和评估。
通过监测和评估,能够了解整改措施的实施情况和效果,及时进行调整和改进。
八、问题整改的启示与经验在进行问题整改过程中,我们可以总结出一些启示和经验。
这些启示和经验可以帮助我们更好地开展工作,并提升工作的质量和效率。
九、实施整改的成果与效益在实施整改后,我们可以进行成果和效益的评估。
这些评估结果可以用于一定时期内的绩效考核,也可以作为制定未来工作目标和计划的依据。
室间质量评价结果分析及整改

室间质量评价结果分析及整改首先,评价结果分析是对评价得分、指标排名等进行统计、比较和解读,以便了解室内空间的整体质量水平及对比其他类似的空间进行分析。
分析结果通常包括以下几个方面:1.平均评价得分:根据评价指标对各项指标的得分进行平均得到一个综合评价得分。
2.指标排名:根据各项指标的得分进行排名,了解各项指标的重要性及优劣势。
3.差距分析:将评价得分与标准得分进行比较,了解与目标标准的差距,并找出问题所在。
4.问题分析:针对评价得分较低或较差的指标进行分析,找出问题的原因及影响因素。
5.重要性分析:对各项指标进行权重分析,了解各项指标的重要性在整体评价中的占比。
然后,根据评价结果分析,制定整改措施,改善室内空间的质量。
根据问题分析的结果,可以采取以下几个整改措施:1.环境舒适度提升:提升室内空间的舒适度,可以采取控制室温和湿度、改进通风系统、合理设置灯光等措施。
2.采光改善:根据评价结果分析,如果采光不足,可以通过增加窗户数量、使用透光性较好的材料等来改善室内采光。
3.通风改善:如果通风效果不佳,可以安装新的通风设备或调整原有通风设备的位置,以增加通风效果。
4.噪音控制:对于噪音问题,可以采取隔音措施,如在墙体、天花板等处使用隔音材料,以减少室内噪音的传递。
5.温度调节:如果室内温度不好控制,可以采取安装空调或调整空调的设置等方法,以满足人们对室内温度的舒适需求。
最后,对整改措施的效果进行评估。
可以重新进行室内质量评价,看整改措施是否取得了明显的效果。
根据评估结果,可以进一步调整整改策略,以达到改善室内空间质量的目标。
总之,室间质量评价结果分析及整改是一项综合性的工作,需要对评价得分和指标进行全面分析和解读,并针对问题提出相应的整改措施。
通过不断地评估和改进,可以使室内空间的质量得到有效提升,为人们提供更舒适的生活、工作环境。
对照个是否问题清单和原因分析及整改措施对照问题清单
对照个是否问题清单和原因分析及整改措施对照问题清单背景在企业和组织中,经常会进行一些问题清单的整理和对照工作。
问题清单可以帮助企业或组织找到存在的问题,并通过对照分析和整改措施来解决这些问题。
本文旨在介绍对照个是否问题清单和原因分析及整改措施对照问题清单的相关内容。
对照个是否问题清单对照个是否问题清单是指将某个问题清单中的问题都进行对照分析,看看这些问题在其他方面是否也存在。
例如,如果一个企业的问卷调查中发现很多员工抱怨充电设施不足,那么这个问题就可以加入到问题清单中,然后与其他方面进行对照,比如是否会影响员工工作效率、是否会影响员工满意度等等。
在进行对照时,需要做到以下几点:1.明确对照的标准:对照时需要明确对照的标准,可以根据企业或组织的需求来制定。
2.确定对照的范围:对照的范围可以根据问题清单中的问题来确定,需要将所有相关问题都考虑进去。
3.记录对照的结果:对照的结果需要记录下来,方便后续的问题分析和整改。
原因分析及整改措施对照问题清单原因分析及整改措施对照问题清单是指对问题清单中的问题进行原因分析,并制定相应的整改措施。
例如,对于员工抱怨充电设施不足的问题,可以进行原因分析,找到问题的根本原因是什么,然后制定相应的整改措施,比如增加充电设施数量、改善充电设施的质量等。
在进行原因分析及整改措施对照问题清单时,需要做到以下几点:1.确定问题的根本原因:对问题进行原因分析时需要找到问题的根本原因,只有找到根本原因才能制定有效的整改措施。
2.制定相应的整改措施:对于每个问题,需要制定相应的整改措施,并制定时间节点和负责人。
3.跟踪整改情况:整改措施制定后需要跟踪整改情况,确保整改措施的有效性。
对比两种问题清单的优缺点对照个是否问题清单与原因分析及整改措施对照问题清单各有优缺点。
对照个是否问题清单可以帮助企业或组织了解问题在其他方面是否也存在,不仅仅限于问题本身。
但是,对照个是否问题清单可能在问题分析和整改方面存在盲区。
个人对比检查及整改措施(1)
个人对比检查及整改措施(1)个人对比检查及整改措施随着社会的发展,我们的生活质量不断提高,对于个人的要求也越来越高。
因此,我们不但需要检查自身的不足,更需要及时的进行整改,才能不断的提高自身的竞争力。
一、个人对比检查1.人际关系在与人交往的过程中,我还存在着语言不当、偏激的问题,没有及时根据情况适当调整自己的口气和态度。
2.时间管理我在处理事情时经常出现拖拉、缺乏执行力的问题。
没有合理地规划自己的时间,也比较容易被琐事打乱了自己的计划。
3.学习能力虽然我每天都会花很多时间学习,但我还没有找到一种适合自己的学习方法。
在学习的过程中,我还存在着分散注意力、不能集中精力的问题。
二、整改措施1.人际关系针对语言不当、偏激的问题,我决定在以后的生活中更加注重语调和态度。
我会刻意地练习说话的方式和口气,并学会在不同的场合运用不同的话语,以此达到更好地交流和表达的效果。
2.时间管理为了提高自己的执行力和拖延症,我打算每天都为自己规定明确的时间表和计划。
这可以帮助我更好地安排时间和工作,提高效率。
同时,我还会锻炼自己的意志力,让自己更有动力去完成任务。
3.学习能力为了提高自己的学习效率,我会探索一些适合自己的学习方法,并坚持去实践。
同时,我打算改变自己浅尝辄止的性格,多花时间深入探究某一方面的知识,让自己的学习更加深入和扎实。
总之,我们每个人都需要对自己的存在和表现进行反思和检验。
只有在不断地发现和改正自己存在的问题,才能够不断提高自己的能力和素质,变得更加优秀。
工程审计中的质量问题排查和整改措施
工程审计中的质量问题排查和整改措施工程审计是一项重要的工作,旨在确保工程项目的质量和安全,促进项目的可持续发展。
然而,在工程项目中可能会存在一些质量问题,这些问题需要通过审计来及时排查和整改。
本文将探讨工程审计中的质量问题排查和整改措施。
一、质量问题排查在工程审计中,质量问题的排查是非常关键的。
只有通过仔细的排查,才能发现问题的根源,并采取相应的整改措施。
1. 收集相关资料:首先,审计人员需要收集和整理与项目质量相关的各种资料,包括设计文件、施工图、工程检验报告等。
这些资料可以为质量问题排查提供依据和线索。
2. 实地调查:除了收集资料外,实地调查也是必不可少的一步。
审计人员应亲自到工程现场进行调查,了解工程项目的实际情况,并与工程人员进行交流和沟通,以获取更多的信息。
3. 检查质量控制流程:审计人员需要仔细检查项目质量控制流程,包括项目管理、施工过程控制、材料选择等方面的情况。
通过对比实际操作和文件规定的要求,可以发现质量问题的存在。
4. 抽样检验:为了对工程项目的质量进行全面排查,审计人员可以采取抽样检验的方式。
通过对已竣工的工程进行抽样检验,可以发现可能存在的质量问题,并及时采取相应的整改措施。
二、质量问题整改措施一旦发现了工程项目中的质量问题,就需要采取相应的整改措施,确保问题得到及时解决和修复。
1. 即时整改:针对一些影响工程质量和安全的问题,应立即采取整改措施。
比如,如果发现某个施工工序存在缺陷,就需要及时停工,重新进行整改,确保工程的质量和安全。
2. 强制追责:对于一些严重的质量问题,需要追究责任。
审计人员可以根据相关法规和合同规定,对责任人进行追责,以警示其他项目参与方,确保类似问题不再发生。
3. 持续监督:除了即时整改和追责外,还需要持续监督工程项目的进展情况。
审计人员可以定期进行回访和检查,确保整改措施的有效实施,并及时发现和解决新的质量问题。
4. 经验总结:工程项目中的质量问题可能是由于设计不合理、施工管理不当等原因引起的。
质量检查及整改措施

案例三:某公司的质量管理体系及优化措施
2. 整改措施
• 对质量管理体系进行全面审查:对公司的质量管理体系进行全面审查,包括但不限于质量 标准、流程、人员素质、设备条件等,以找出问题和不足之处。
• 完善质量标准和管理流程:根据审查结果,完善质量标准和管理流程。制定更加严格的质 量控制标准和更加高效的管理流程。同时,加强员工的质量意识和培训,提高他们的技能 和素质。
06
质量检查及整改措施的总 结与展望
总结经验教训,提高质量管理水平
收集质量数据
通过收集和分析质量数据,可以了解产品或服务的质量水平,为 改进提供依据。
总结问题
对发现的问题进行归类、分析,找出问题的根本原因,并提出相 应的解决方案。
落实改进措施
根据总结的问题和提出的解决方案,制定实施计划,并落实到实 际工作中。
05
质量检查及整改措施的案 例分析
案例一:某产品的质量问题及整改措施
• 问题描述:某公司生产的一款产品在客户处出现功能性故障, 导致客户投诉。产品表现为频繁重启,经过初步排查,问题可 能出在硬件或软件上。
案例一:某产品的质量问题及整改措施
2. 整改措施
• 详细检查硬件:对产品的硬件进行逐一检查,包括但不限于电源、CPU、内存、 硬盘等,以确定是否存在硬件故障。
根据产品质量和服务质量的实际情况,制定相应的改进计划,明确 目标和实施步骤。
监控改进过程
对改进过程进行监控和跟踪,确保改进措施的落实和效果的达成。
评估改进效果
对改进效果进行评估和反馈,对有效的改进措施进行总结和推广, 对效果不理想的改进措施进行调整和优化。
THANK YOU
感谢观看
质量检查的方法和流程
对照整改情况报告范文
对照整改情况报告范文1. 引言本报告旨在通过对比已实施整改计划和实际整改情况,对整改工作的执行情况进行评估和总结。
其中包括对整改计划的制定、整改措施的执行以及整改效果的评估等方面的内容。
通过该报告的编写,能够及时发现问题、总结经验、改进工作,进一步提高整改工作的质量和效率。
2. 整改计划制定在制定整改计划时,我们以问题的具体情况为依据,结合相关法律法规和部门规章,确定了整改目标、整改内容、整改责任人、整改期限等重要要素。
我们重点关注问题的根本原因,并确保整改计划能够针对性地解决存在的问题,杜绝问题的再次发生。
3. 整改措施的执行在整改措施的执行过程中,我们按照整改计划的要求,明确责任人和工作内容,并根据实际情况制定了详细的工作方案。
在执行过程中,我们充分发挥相关人员的作用,加强沟通与协调,确保整改工作有条不紊地进行。
在整改措施的具体执行中,我们采取了以下几个方面的措施:3.1 提供必要的培训针对存在问题的人员,我们针对性地开展了培训工作,提高其对相关规定和要求的认识和理解。
通过培训,使相关人员能够更好地理解问题的严重性,并掌握解决问题的方法和技巧。
3.2 加强监督与检查我们建立了专门的监督与检查机制,定期对整改工作进行跟踪和检查,及时发现问题并予以解决。
同时,我们还加强了内部自查工作,进一步提高了问题发现和解决的及时性和准确性。
3.3 落实整改责任我们明确了整改责任人,并建立了整改责任追究制度。
对于未按时完成整改任务或完成不符合要求的情况,我们将根据规定进行相应的处理,确保整改责任的落实和执行。
4. 整改效果的评估在对整改效果进行评估时,我们综合考虑了整改前后的情况,对比分析了问题的解决程度。
通过对问题的解决情况、整改过程的规范性、整改结果的可持续性等方面进行评估,能够客观地反映整改工作的实际效果。
在评估过程中,我们发现了一些问题和不足之处,包括整改过程中的沟通不畅、检查不够严格等。
针对这些问题,我们将进一步加大精细化管理和督导力度,提升整改工作的质量和效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二、原因分析
人
部分管理 /技术人 员变更 老压铸工/模 修工流失
机
料
熔炼炉铝水供应不 熔炼炉老 铝锭性能不稳 足,无法满足生产 模具老化,超化/维修 定,易引起裂纹 需要 寿命使用,频 繁停机修模 脱模剂性能不稳 部分压铸机老化、开裂/ 定,易粘模 引起飞铝和成型不良 模具备件 准备不足
巡检人员对 空气中水分 外观极限样 多,易脏污 品标准把握 存在差异 压铸工自检 能力降低
5.02%
5.51% 3.41% 3.88% 3.65%
90919
342141 150118
2521
5080 2251
97.23%
98.52% 98.50%
2012年
2月 合计
150118
2251
98.50%
从上表主要可看出: 1、2012前2月压铸合格数同以往相比基本相同,1月份的销售数同比略有下降,主要原因是1月放元旦及春节假,上班时间减少也 就减少了供货销售。统计废品数比2011年同期减少1047件,热模数比2011件减少6574件,共7621件,制造成本按5.8元/件, 则前 2月共减少损失44201.8元;但同2010年同期相比废品数增加5481件,热模数增加8445件,共13926件,制造成本(5.8元/件)增 加80770.8元。 2、2012年压铸合格率在93%左右, 2011年前2月只有91%左右,同期合格率虽有所上升,但离目标值仍有一段差距;与2010年同期 相比,下降约3%;热模率同期增长2%;表明废品过多和热模率居高是合格率低下的主要原因,具体原因见后述. 3、外部合格率基本保持在98.5%左右,基本受控。 说明:1、本表中废品均为外观质量不合格而报废,无尺寸报废情况; 2、本表中含2010年前2月试模820件,其中合格329件,废品491件,废品率为59.88%;本表含2011年前2月试模3442件 ,其中合格2157件,废品1285件,废品率为37.33%;2012年前2月试模32班次,压铸生产3144件,其中合格1979件,废品1135 件,废品率36.1%,前2月因试模提高的总废品率为0.34%.
热模率变化情况
96.00%
90.00%
86.00%
1月
2月
2010年
合计
1月
2月
2011年
合计
1月
2月
2012年
合计
• 从上表可看出: 2012年比2011年同期的压铸合格率上升约2%,但比2010年同期低3%左右;2012年前2月的热模率 控制在3.5%左右,仍高于目标值3%,但略好于2011年同期,热模率高控制不利是合格率偏低 的主要原因。
一、内部合格率变化情况对比
压铸合格率变化情况
98.00% 7.00% 6.00% 5.00% 94.00% 4.00% 92.00% 压铸合 格率 3.00% 2.00% 88.00% 1.00% 0.00% 1月 2月 合计 1月 2010年 2月 合计 1月 2011年 2月 合计 2012年 线性 (热模 率) 热模 率
800T 800T 800T 800T 800 800T 550T 800T 550T 800T 800T 800T 800T 500T 350T/500 CRT-3-1&2&3 T RT-3 500T
热模率
1.42% 1.57% 1.46% 5.77%
售后合格率 售后废 销售数 %(1-售后废品 品数 数/销售数) 163835 97084 260919 251222 690 1676 2366 2559 99.58% 98.27% 99.09% 98.98%
2011年
2月
合计 1月
121728
2012年
1.60%
2010年前2月外部损失为3.3万元,内部损失为3.3万元,不良质量成本损失共为6.6万元,占销售额的0.76%; 2011年前2月外部损失为10.2万元,内部损失为6.1万元,不良质量成本损失共为16.3万元,占销售额的1.01%, 2012年1月外部损失3.97万元,内部损的为3.68万元,不良质量成本损失共为7.65万元,占销售额的1.53%,2月份 的销售数没出来未记入。 对比2012和2011年1月,外部损失减少2.74万元,内部损失减少0.37万元;对比2012和2010年1月,外部损失增加3.1 万元,内部损失增加1.2万元,共增加损失4.3万元。
不良质量成本
A、2010、2011、2012年不良成本损失金额前2月对比(不含热模、空模和解剖)
不良质量成本损失(元)
150000
金额(元)
100000 50000 0 1月 2010年 2月 1月 2011年 22944 67105 34483 39676.55 2月 1月 2012年 2月
外部损失
342342 160383 175609 335992
110839
309789 149364 162284 311648
91.05%
90.49% 93.13% 92.41% 92.75%
4456
12792 5222 6523 11745
6115
18852 5469 6809 12278
318
909 331 512 843
合计
1月 2011年 2月 合计 1月 2012年 2月 合计
262648 251966 6264
220614 198950 8336 121728 110839 4456 342342 309789 12792 160383 149364 5222 175609 162284 6523 335992 311648 11745
2012年前2月同2010年 与2011年前2月质量对比、原 因分析及整改措施报告
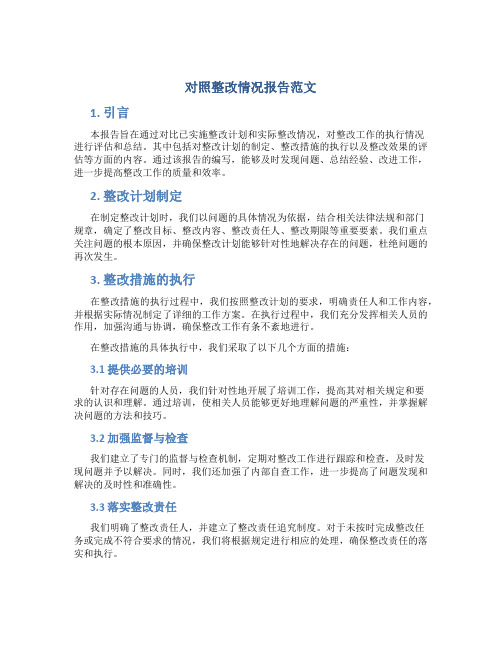
2010、2011年1~2月同2012年前2月生产合格率及售后合格率统计对比
热模(=生产数-压 压铸合格 压铸合格 压铸统计 压铸生产数 铸合格数-解剖数 解剖 数 率 废品数 -压铸统计废品) 1月 2010年 2月 合计 1月 198389 64259 262648 220614 190437 61529 251966 198950 95.99% 95.75% 95.93% 90.18% 4698 1566 6264 8336 2823 1010 3833 12737 431 154 585 591
9985
B、不良质量成本率前2月对比(不含热模、空模和解剖)
2.0% 不良成本率 1.5% 1.0% 0.5% 0.0% 1月 2月 1月 2月 1月 2月
不良质量成本率趋势图
2010年
当月 目标 0.73% 1.60% 0.80% 1.60% 1.04% 1.60%
2011年
0.94% 1.60% 1.53% 1.60%
13.9
12.4 10.3 22.7 12.8 12.9 25.7
206.9
454.9 339.7 794.6 321.7 324.2 645.9
103.5
227.4 169.9 397.3 160.9 162.1 323.0
说明:2012年2月份表中数据截止日为22日。 从上表可知: 1、2012年相对2010年同期在日均废品和热模数量上远大于2010年,由此表明废品和热模件偏多是 合格率偏低的主要原因。 2、2012年相对2011年同期在日均废品和热模数量上有所下降,但因控制不利使合格率仍偏低。
3833
12737 1 318 909 331 512 843
35
28 18 46 17 21 38
334.8
297.7 247.6 545.3 307.2 310.6 617.8
167.4
148.9 123.8 272.6 102.4 103.5 205.9
合格率偏低, 未达标
模具冷却 水温 高,易粘 模 未严格按压铸 工艺执行, 生产 工艺未批量验 证就批量生产
测
环
法
从上图可看出:2012年前两个月压铸合格率偏低的主要原因为: 1、主要产品(缸头/缸体/外壳)模具老化,达到寿命,面临报废,新模/复制模试模较多,拉低合 格率(最主要原因) :2012年1月、2月共计试模23次(有试模单统计的),具体见后面表格 2、熔炼炉(维修)铝水供应不足,导致产能下滑。 3、关键工序熟练员工流失量大,引起质量下滑 2011年底压铸工总数为30人,年后流失6人,新招10人,年前未走的有3人转正,熟练工流失率达 10%,新招压铸工短时间内还不能直接产生生产力。 4、产品结构发生了变化
2012、2011、2010年1、2月压铸产生废品及热模情况对比如下:
压铸统 热模(=生产数-压铸 每天产生 每小时产 每天产生 每班产 压铸生 压铸合 实勤天 每班产生 计废品 合格数-解剖数-压 解剖 的平均废 生的废品 的平均热 生的热 产数 格数 数 的废品数 数 铸统计废品) 品数 数 模数 模数 1月 2010年 2月 198389 190437 4698 64259 61529 1566 2823 1010 431 154 23 12 204.3 130.5 102.1 65.3 8.5 5.4 122.7 84.2 61.4 42.1
6 株洲左体模具(5VL-E5111-00) 7 株洲右体模具(5VL-E5121-00) 8 XJYM右体模具(5VL-E5121-00) 9 BLT缸体模具(791382) 10 BLT缸体模具(791382) 11 DBS缸头模具(807138) 12 BLT缸体模具(215683) 13 BLT缸体模具(215683) 14 BLT缸头模具(215844) 15 BLT缸头模具(216041) 16 DBS缸头模具(842756) 17 DBS缸头模具(842793) 18 DBS缸头模具(842794) 19 BLT缸体模具(216360) 20 CJYM右体模具(5VL-E5121-00) 21 DBS缸头模具(842794) 22 23 JS外壳模具(96HZ2V4) DBS缸头模具(842794)