机械手气动夹具
气动握爪原理
气动握爪原理气动握爪是一种常见的机械装置,通常用于工业自动化领域。
它通过利用气动原理,实现对物体的夹紧、放松和移动等操作。
本文将介绍气动握爪的原理、工作方式以及应用领域。
一、原理概述气动握爪的原理基于气动动力技术,主要利用气压差产生力的作用。
通过控制气体流动的开启和关闭,实现对握爪的夹紧和放松。
二、工作方式气动握爪通常由气缸、指爪和控制系统组成。
气缸是握爪的执行器,通过控制气体的进出实现夹紧和放松的动作。
指爪是握爪的夹持部分,它根据气缸的运动来实现对物体的夹持。
具体地,当气缸内的气体被压缩时,其内部压力增加。
这种增加的压力会将气缸的活塞向外推动,从而导致指爪的闭合。
当气体被释放时,气缸内部的压力下降,活塞受到外部的作用力,使得指爪打开。
为了进行精确控制,气动握爪通常配备了控制系统,可以通过调整气缸内压力的大小和持续时间来控制夹紧力的大小和夹持时间的长短。
三、应用领域气动握爪由于其灵活性和可靠性,被广泛应用于许多工业自动化领域。
以下是几个主要的应用场景:1. 汽车制造业:气动握爪可用于汽车生产线上的零部件夹持和搬运作业,提高生产效率和安全性。
2. 电子制造业:气动握爪可用于电子产品组装线上的零部件夹持和定位,确保组装的准确性和一致性。
3. 物流和仓储业:气动握爪可用于货物搬运、装卸和堆垛等操作,提高物流效率。
4. 包装行业:气动握爪可用于物品的夹持和定位,实现自动化包装流水线。
总结:气动握爪利用气动原理实现夹紧和放松的动作,通过控制气体流动的开启和关闭来实现对物体的夹持。
它在工业自动化领域具有广泛的应用,常用于汽车制造、电子制造、物流和仓储以及包装行业等。
随着科技的不断进步,气动握爪的设计和应用也在不断创新发展,为自动化生产带来更多的便利和效益。
气动夹具原理
气动夹具原理气动夹具是一种利用气动力学原理来实现工件夹持的装置,它在工业生产中起着非常重要的作用。
气动夹具的原理是利用气体压力来实现夹持和释放工件的目的,通过控制气压的大小和流动方向来实现夹持力的调节。
下面将详细介绍气动夹具的原理及其工作过程。
首先,气动夹具的原理是基于气体的压力传递和控制。
当气体被压缩并储存在气缸中时,当气缸被打开时,气体会流入夹具中,使夹具的夹持部分产生夹持力。
而当气缸关闭时,气体被释放,夹具的夹持部分就会失去夹持力,从而释放工件。
这种原理可以通过控制气压和气流方向来实现夹持和释放的功能。
其次,气动夹具的工作过程是通过控制气压和气流方向来实现的。
当需要夹持工件时,通过控制气源将气体压缩并输送到夹具中,使夹具产生夹持力,从而夹持住工件。
而当需要释放工件时,通过控制气源释放气体,使夹具失去夹持力,从而释放工件。
这种工作过程可以通过气动控制系统来实现,通过控制气源的开关和气流方向的切换来实现夹持和释放的功能。
最后,气动夹具的原理和工作过程决定了它具有快速、灵活、精准的夹持和释放能力。
由于气动夹具是利用气体压力来实现夹持和释放,因此可以实现快速的夹持和释放,从而提高工件的加工效率。
同时,通过控制气压和气流方向,可以实现精准的夹持力调节,从而适应不同工件的加工需求。
此外,气动夹具还具有灵活的安装和更换能力,可以适应不同工件的加工要求。
总之,气动夹具是一种利用气动力学原理来实现工件夹持的装置,它的原理和工作过程决定了它具有快速、灵活、精准的夹持和释放能力。
在工业生产中,气动夹具发挥着重要作用,可以提高工件的加工效率和精度,从而推动工业生产的发展。
希望本文对气动夹具的原理和工作过程有所帮助,谢谢阅读!。
气动夹具原理
气动夹具原理气动夹具是一种利用气压力来实现夹持和释放工件的夹具设备。
它广泛应用于机械加工、装配生产线等领域,具有夹持力大、响应速度快、使用寿命长等优点。
下面我们来详细了解一下气动夹具的原理。
首先,气动夹具的工作原理是利用气压力来驱动夹紧和释放工件。
当气压力传入夹具内部时,气缸内的活塞会受到气压力的作用而向外运动,从而推动夹具的夹紧部件夹持工件。
而当气压力释放时,夹具的夹紧部件会受到弹簧力或其他机械结构的作用而释放工件。
这样通过控制气压力的传递和释放,实现了夹具的夹持和释放功能。
其次,气动夹具的原理还涉及到气路控制系统。
气路控制系统通过气路设计、气动元件和电气元件的配合,实现了对气压力的控制和传递。
一般来说,气动夹具的气路控制系统包括气源处理部件、控制元件、执行元件和辅助元件。
气源处理部件用于对气源进行过滤、减压和润滑处理,以保证气路的正常工作。
控制元件用于控制气路的通断和气压的调节,如电磁阀、气动阀等。
执行元件则是指气动夹具内部的气缸和活塞等部件,用于实现夹持和释放工件的动作。
辅助元件则是为了辅助气动夹具的工作,如传感器、计时器等。
此外,气动夹具的原理还包括了气动控制技术。
气动控制技术是指利用气压力来实现对机械设备的控制和操作。
在气动夹具中,气动控制技术主要体现在气路设计、气动元件的选型和气动控制系统的设计上。
通过合理的气路设计和气动元件的选型,可以实现气动夹具的快速响应和稳定工作。
而通过合理的气动控制系统设计,可以实现对气动夹具的精准控制和监测。
总的来说,气动夹具的原理是基于气压力的传递和控制,通过气路控制系统和气动控制技术的配合,实现对工件的夹持和释放。
它具有夹持力大、响应速度快、使用寿命长等优点,是现代机械加工和装配生产线中不可或缺的重要设备。
希望通过本文的介绍,能让大家对气动夹具的原理有更深入的了解。
气动机械手控制系统设计
气动机械手控制系统设计气动机械手是一种应用气动技术的机械手执行器,通过气动元件驱动来实现抓取、搬运、装配等动作。
气动机械手控制系统设计是指设计控制气动机械手运动的电气、电子、液压等各种控制设备和控制方式。
本文将从气动机械手的工作原理、控制系统的设计要点和实现方法三方面进行详细介绍。
一、气动机械手的工作原理具体来说,气源通常会提供一定的压力,一般使用压缩空气。
气控元件包括气缸、气阀等,用于对压缩空气进行控制,如控制气缸的进气和排气,实现气缸的伸缩和运动方向的改变。
而工作执行器则是机械手的关键组成部分,它是气缸和机械手夹具的组合,通过气缸的控制,实现机械手的抓取、搬运等动作。
二、气动机械手控制系统设计要点1.选择合适的气源和气控元件:在设计气动机械手控制系统时,需要根据机械手的负载要求选择合适的气源和气控元件。
气源的压力和流量要满足机械手的工作需求,而气控元件的类型和数量要根据机械手的动作来确定。
2.设计合理的控制回路:气动机械手的控制回路包括气源控制回路和气缸控制回路。
气源控制回路主要控制气源的启动和停止,而气缸控制回路则控制气缸的进气和排气,实现机械手的运动。
控制回路的设计要合理布置元件,使其在工作过程中能够有序工作,减少能量损失。
3.合理安排气缸的布局:气缸的布局对机械手的工作效果有很大影响。
在布置气缸时,需要考虑机械手的工作空间、抓取点的位置和安全性等因素,尽量将气缸设在合适的位置,以提高机械手的工作效率和稳定性。
三、气动机械手控制系统的实现方法1.纯气动控制:纯气动控制是指完全依靠气源和气控元件来控制机械手的运动。
这种控制方式结构简单,控制精度较低,主要适用于对动作精度要求不高的场合。
2.气动与电气联合控制:在气动机械手的控制系统中,可以结合电气元件和电气控制方式,与气动元件共同控制机械手的运动。
在这种控制方式下,电气元件可用于控制气控元件的工作,提高气动机械手的控制精度。
3.PLC控制:PLC控制是指使用可编程序控制器(PLC)对气动机械手进行控制。
东为精工,erowa定位夹具使用说明

东为精工,erowa定位夹具使用说明一、erowa气动卡盘使用规范:1、装夹产品前,卡盘表面保持清洁无残渣或其他残屑;2、卡盘装夹产品完毕后,切记将气压断开,检查产品是否装夹到位;3、加工完产品后,在清洁残渣过程中须切断气压,防止残渣溅入卡盘内部,导致卡盘使用寿命减短。
注意事项:须在6kg以上气压的情况下,才能完全将卡盘打开二、erowa手动卡盘Manual Chuck使用规范:1.在装夹产品前卡盘表面保持清洁无残余的残渣2.卡盘装夹产品完,检查拉杆是否有拉到位3.加工完产品后在,清洁残渣过程中卡盘为锁紧状态,防止残渣溅入卡盘内部,导致卡盘使用的寿命缩短注意事项:使用不锈钢手柄拉杆控制转盘位锁紧,不可用力过猛,锁紧即可三、erowa夹头使用规范:1.使用前必须查看四颗六角钉的平行度是否在公差范围内2.夹头须按材料规格大小装夹在允许的范围之内3.在使用侧面螺丝锁紧电极时不能暴力锁紧,应适当锁紧用力均匀注意事项:1.操作人员应定期检查夹头底座六角钉是否损坏,对损伤严重而不能达到标准的应及时更换2.保障夹头整体是否完好及装夹前的清洁,保证无残渣3.夹头未使用或使用过后应放在托架上妥善保管,防止磨损四、零位基准座使用规范:1、用于检测直线与平面中间孔径,Φ12用于测量分中同心度。
2、侧面T槽避空位用于自动化机械手自动快速装夹注意事项:1.基准座为检测设备,确保干燥、无杂屑或灰尘,环境温度应在5~40℃范围。
2.使用前对检测夹具进行校准和调整3.检测夹具使用完毕后用干净纱布仔细擦干,涂上防锈油安方在专用盒内,妥善保管。
五、分中检测棒使用规范:1.装夹到机头上,用一根金属条将工件和钨钢珠连通检查是否正常,正确时会发出声音2.检测或分中时要选择适当的端面以保证检测分中的精度注意事项:1.操作员应熟悉本本检测检具使用说明,严格按操作规范使用,注意保护检测检具防止摔、碰,请勿置于潮湿和腐蚀气体随近2.分中或检测触碰端面时,勿粘附异物或微尘3.检测分中过程中,分中棒严禁对产品端面直接放电检测分中,操作员最好戴上高压,绝缘手套不得直接接触,探极和被探物以防电麻4.检测分中检具使用完毕,应安放在专用盒内妥善保管。
夹具知识点总结
夹具知识点总结夹具是指用来固定工件、件的装置或工具,广泛应用于机械加工、装配和检测等工艺过程中。
本文将从夹具的定义、分类、结构与功能、设计原则等方面进行总结和论述。
1. 夹具的定义夹具是一种用于固定工件或件的专用装置,通过夹持工件来确保其在加工或装配过程中的稳定性和精度。
夹具的优点包括提高生产效率、保证工件加工质量和工艺稳定性等。
2. 夹具的分类夹具可以根据其应用领域和结构特点进行分类。
常见的夹具分类包括以下几种:- 手工夹具:主要用于简化操作、提高工作效率和保证操作员安全。
- 机械夹具:通过机械传动装置实现夹持工件,广泛应用于机床上的切削加工过程。
- 液压夹具:利用液压装置实现工件夹持,具有夹紧力大、灵活可调和操作方便等特点。
- 气动夹具:利用气动装置实现工件夹持,适用于对夹紧力要求不高的场合。
3. 夹具的结构与功能夹具的结构和功能各不相同,根据具体的工件要求和加工过程,夹具的结构可以有所不同。
常见的夹具结构包括以下几种:- 吸盘夹具:通过真空吸盘吸附工件表面,用于固定平面工件,如玻璃、金属板等。
- 机械手夹具:利用机械手臂实现工件的抓取和固定,适用于自动化生产线上的工件处理。
- 夹具握持爪:通过机械结构实现对工件的夹持,可以调整夹紧力和夹紧范围。
夹具的功能主要包括以下几个方面:- 夹持工件:保证工件在加工过程中的稳定性和精度。
- 定位工件:确保工件在加工前后的位置保持一致。
- 推动工件:通过夹具的运动来推动工件,实现加工或装配操作。
4. 夹具的设计原则夹具的设计是基于工艺要求和工件特点,要求夹具设计满足以下原则:- 稳定性原则:夹具在固定工件过程中保持稳定,避免工件的移动和晃动。
- 精度原则:夹具夹持工件要保证其位置和尺寸精度,确保加工质量和工艺要求。
- 通用性原则:夹具在适应不同类型工件的同时,具备灵活性和可调性。
- 安全性原则:夹具设计要考虑操作员的安全,避免夹具本身的意外伤害。
总结:夹具作为一种专用装置,在机械加工和装配过程中发挥着重要作用。
工业机器人夹具的类型

工业机器人夹具的类型
工业机器人夹具的类型有很多种,以下列举一些常见的类型:
1. 夹具手:用于捡取和放置零件,可以具有多个夹爪。
2. 多轴夹具:使用多个运动轴来夹持工件,可实现多角度和复杂形状的夹持。
3. 平行夹具:由平行四边形构成的夹具,用于夹持长方形或平面工件。
4. 弹簧夹具:通过弹簧力来夹持工件,适用于对工件施加轻微压力的场景。
5. 真空夹具:使用真空吸盘或吸盘阵列来夹持工件,适用于平滑表面的工件。
6. 磁性夹具:通过磁力来夹持金属工件,适用于柔性夹持和快速夹持。
7. 液压夹具:通过液压系统来提供夹持力,适用于大型工件或需要较高夹持力的场景。
8. 自适应夹具:具有感知和调整能力的夹具,能够根据工件形状自动调整夹持力和夹持位置。
这些只是一些常见的类型,实际上还有许多其他特殊设计的夹具,用于满足不同工件和应用的需求。
气动机械手工作原理
气动机械手工作原理气动机械手是一种利用空气压力和气动元件控制机械臂运动的机械手。
其工作原理基于气压原理和气动元件的运动控制,以实现机械臂的精确定位、快速运动与准确抓取等动作。
下面将详细介绍气动机械手的工作原理。
1. 空气压力原理气动机械手工作的基础是空气压力原理。
气动系统的主要作用是将压缩空气转换为机械运动,从而控制机械手的运动和抓取。
系统中的核心组成部分是气源、气压调节器、气动执行器、控制阀以及管路。
气源通常是空气压缩机,其主要功能是将空气压缩成压缩空气。
经过气压调节器的调整后,气压可以达到所需要的阀门和气动元件的工作压力,同时保证系统的稳定运行。
2. 气动元件的运动控制气动元件是气动机械手控制中最重要的部分。
在气动机械手中,常用的气动元件有气缸、气动旋转接头、气动夹具和快速接头等。
这些元件是利用压缩空气引起的机械运动来实现机械手的运动和抓取。
其中,气缸是最常见的一种气动元件。
其工作原理是通过高压气体进入气缸形成气压差,以推动或拉动活塞完成机械手的各种动作。
气缸的数量和布局可以根据机械手的功能和工作要求进行设计和布置,常见的构型有单作用气缸、双作用气缸以及多级气缸等。
3. 机械手的动作控制机械手的动作控制是利用控制阀对气动元件的控制来实现的。
控制阀负责调节压缩空气的流向和压力以及气量的大小,从而控制气动元件的操作。
在气动机械手中,一般采用电磁阀作为控制元件。
机械手的动作控制主要由气源、气压调节器、电磁阀和气管组成。
当气源供应压缩空气到气压调节器时,在气压调节器中设置所需的气压值,然后通过电磁阀控制空气进入气缸来实现机械手的运动和抓取动作。
4. 机械手的工作流程气动机械手的工作流程一般包括四个步骤:选材、设计、制造和调试。
在选材阶段,需要根据机械手的需求选择合适的气动元件,包括气缸、气动旋转接头、气动夹具和快速接头等。
在设计阶段,需要根据机械手所要完成的功能来设计机械手的工作布局,包括机械结构、原理图和控制系统等。
机械手气动夹爪
机械手气动夹爪
机械手气动夹爪
CUBIC公司的CPY25系列气动夹爪为小型化设计,气动控制内置25mm缸径气缸,气缸筒为无油自润滑装置,高速度、低摩擦、自润滑、高寿命等优点;该设计为CUBIC公司之专利产品;是专为CUBIC公司的CF系列注塑机抓取机械手配套的标准零件。
CUBIC公司的CPY25系列气动夹爪高精确度,是为机械手抓取或装配小型零件专用产品。
CPY25系列气动夹爪标准品配备OMRON品牌E2S-W23感应器并加装感应器发讯块和感应器专用的电线固定插头连接器;CPY25系列气动夹爪具有抓取力保持功能,性能可靠,最快抓取速度为0.8秒,重复精度< 0.04 mm;CUBIC公司的CPY25系列气动夹爪的使用寿命长至少1000万次切换循环。
CPY25系列气动夹爪标准品配备OMRON品牌E2S-W23感应器并加装感应器发讯块和感应器专用的电线固定插头连接器;CPY25系列气动夹爪具有抓取力保持功能,性能可靠,最快抓取速度为0.8秒,重复精度< 0.04 mm;CUBIC公司的。
气动取模机械手夹具的PLC控制
的模件 手工拔 出模 具 , 再将 其拿 出工作 间 , 放到 工作
台上作 进一 步检 测 和加 工 . 而人 工 拔 模 总 是 不可 避 免 地对 模具 和模 件 造成 损 坏 , 增 加 了工 人 接触 有 并
毒气 体 的机 会 . 为此 , 者 研 制 了这 台气 动取 模 机 械 手 自动 化 笔
再 由 P C输 出高 电平信 号 促 使 电 磁 阀动 作 , 动 6 L 驱
个小 气缸 同 时动作 夹 紧模件 .
经 过一 定 的时间 延 迟 , L P C控 制 长 气 缸 的 电 磁
阀接通 , 长气 缸产 生 收缩动 作 , 在滑槽 板 轨迹 的限制
2 0个 , 出 1 个. 择一 个模 拟 量 输 入单 元 接 收压 输 1 选 力 传感 器的 检测 信号 ( ~2 mA 电流信 号 ) 扩 展模 4 0 . 块 分为 多路 模拟 量输 入通 道 , 可接 收 电压 或 电 流模 拟 量信 号. 体输 入输 出端 口配 置见 表 1 具 .
● t
传感器 信号一 可 控 I 器 l 现场 。 干扰信
t t
l
t
t
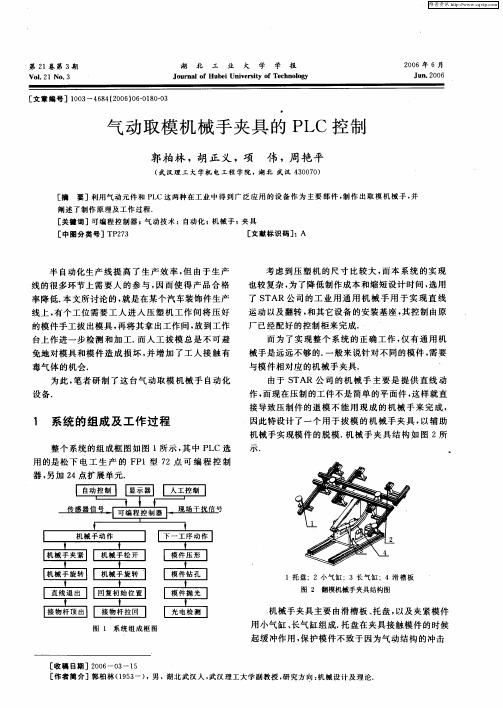
机械手动作
t
l 一工序动作 l 下
t
l 机械手夹紧
机械手松开
t
模件压形
t
I 机械手旋转
t
机械手旋转
●
模件钻孔
t
1托 盘 :2小 气 缸 :3长气 缸 :4滑 槽 板
文 本 显
不
和约束 下 , 整个 托盘 和 模 件 接触 的平 面将 会 绕 着 模
件 的一 个转 动边 作一 定 角度 的 圆弧 转动 .
气动机械手(带欧姆龙PLC控制程序)要点
气动机械手(带欧姆龙PLC控制程序)要点概述气动机械手是一种高效的机械手,通过气动方式完成抓取、放置、搬运等操作,常用于生产线的自动化生产中。
欧姆龙PLC控制程序则是一种控制系统,在气动机械手中可以实现对机械手的高度、速度、动作等控制。
本文将介绍气动机械手(带欧姆龙PLC控制程序)的要点。
气动机械手的组成1. 控制系统气动机械手的控制系统是一个相对独立的系统,通常由PLC控制器、编码器、传感器、执行器等部分组成。
在气动机械手中,PLC控制器是核心部分,通过程序的编写对气动机械手进行控制。
2. 机械臂气动机械手的机械臂通常由若干个关节组成,每个关节通过气压控制器完成动作。
机械臂的长度、高度、弯曲角度等均可根据需求进行调整。
3. 夹具夹具是机械臂末端用于抓取物品的部分,通常由夹爪、电磁铁等组成。
夹具的材料及设计也可根据需求进行调整。
PLC控制程序1. 程序原理PLC控制程序是针对气动机械手的控制程序,根据生产线的需求设定机械手的动作方式。
通常包含以下几个部分:1.输入模块:负责检测机械手所需的物品类型及数量等信息。
2.过程控制模块:对机械手的动作类型和轨迹进行规划和控制,确保机械手在正确的位置和正确的时间进行动作。
3.输出模块:根据程序输出信号,控制执行器、夹具等部分对工件进行抓取、放置等操作。
2. PLC控制程序的编写PLC控制程序的编写是一项需要严谨性和系统性的工作,以下是几个编写时需要注意的要点:1.步骤要分明:把控制过程分为初始化、输入检测、执行操作等多个步骤,确保整个控制过程有条不紊。
2.命名要规范:对不同的信号、变量、模块等命名时,需要规范严谨,方便后期查找或维护。
3.逻辑要清晰:控制程序需要有明确的逻辑性,保证控制流程的清晰明了。
4.功能需完备:要保证控制程序在满足基本要求的同时,还要有完备的容错机制,确保程序的稳定性和可靠性。
总结以上是气动机械手(带欧姆龙PLC控制程序)的要点介绍。
气动机械手的工作流程
气动机械手的工作流程一、引言气动机械手是一种基于气动技术的机械臂,用于自动化生产线中的物料搬运和加工等工作。
它具有结构简单、速度快、精度高等优点,广泛应用于汽车、电子、食品等行业。
本文将详细介绍气动机械手的工作流程。
二、气动机械手的结构气动机械手主要由以下几个部分组成:1. 机身:包括底座和臂架,支撑整个机器人。
2. 关节:连接臂架上的各个部分,使其能够进行转动。
3. 手爪:用于抓取物料或工件。
4. 气源系统:提供气压力,驱动机械手运作。
5. 控制系统:控制整个机器人的运行,实现自动化生产线中的物料搬运和加工等工作。
三、气动机械手的工作流程1. 进行启动前检查在使用气动机械手之前,需要进行启动前检查。
主要包括:(1)检查气源系统是否正常工作;(2)检查控制系统是否正常;(3)检查所有关节和手爪是否正常运转。
2. 进行操作前准备在进行操作前,需要进行以下准备工作:(1)确定机械手的工作区域;(2)设置机械手的工作模式;(3)确定机械手需要执行的任务。
3. 进行物料或工件抓取气动机械手主要用于物料或工件的抓取。
具体流程如下:(1)将机械手移动到物料或工件附近;(2)打开手爪,将其伸入物料或工件中;(3)关闭手爪,将物料或工件抓取起来。
4. 进行物料或工件放置在完成任务后,需要将物料或工件放置到指定位置。
具体流程如下:(1)将机械手移动到指定位置;(2)打开手爪,将物料或工件放置到指定位置。
5. 进行任务切换在完成一个任务后,可能需要切换到另一个任务。
具体流程如下:(1)将机械手移动到指定位置;(2)更换需要使用的夹具或其他装置;(3)重新设置机械手的操作模式和任务。
6. 进行关机前检查和维护在使用气动机械手结束后,需要进行关机前检查和维护。
主要包括:(1)检查机械手的各个部件是否正常;(2)清洁机械手的各个部件;(3)对机械手进行保养和维护。
四、气动机械手的应用场景气动机械手广泛应用于以下行业:1. 汽车制造业:用于汽车零部件的生产线上,如发动机、轮胎等。
机械手夹具种类
机械手的种类,按驱动方式可分为液压式、电动式、气动式、机械式机械手;按适用范围可分为专用机械手和通用机械手两种;按运动轨迹控制方式可分为点位控制和连续轨迹控制机械手等。
(1)按控制方式分固定程序机械手:控制系统是一个固定程序的控制器。
程序简单,程序数少,而且是固定的,行程可调但不能任意点定位。
(2)按驱动方式分液压传动机械手气压传动机械手机械传动机械手(3)根据所承担的作业的特点,工业机械手可分为以下三类:承担搬运工作的机械手:这种机械手在主要工艺设备运行时,用来完成辅助作业,如装卸毛坯、工件和工夹具。
生产工业用机械手:可用于完成工艺过程中的主要作业,如装配、焊接、涂漆、弯曲、切断等。
通用工业机械手:其用途广泛,可以完成各种工艺作业。
(4)按功能分类专用机械手:它是附属于主机的具有固定程序而无独立控制系统的机械装置。
专用机械手具有动作少,工作对象单一,结构简单,实用可靠和造价低等特点,适用于大批大量的自动化生产,如自动机床,自动线的上、下料机械手和“加工中心”附属的自动换刀机械手。
通用机械手:又称工业机器人。
它是一种具有独立控制系统的机械装置。
具有程序可变、工作范围大、定位精度高、通用性强的特点,适用于不断变换品种的中小批量自动化的生产。
机械手的种类,按驱动方式可分为液压式、电动式、气动式、机械式机械手;按适用范围可分为专用机械手和通用机械手两种;按运动轨迹控制方式可分为点位控制和连续轨迹控制机械手等。
扩展资料:各种感应线接线方法是怎么样的?四线制压力传感器肯定是两个电源输入端(恒压输入或恒流输入的都有),另外两个是信号输出端。
四线制的多半是电压输出而不是4~20mA输出,4~20mA的叫压力变送器,多数做成两线制的。
压力传感器的信号输出有些是没有经过放大的,满量程输出只有几十毫伏,而有些压力传感器在内部有放大电路,满量程输出为0~2V。
至于怎么接到显示仪表,要看仪表的量程是多大,如果有和输出信号相适应的档位,就可以直接测量,否则要加信号调整电路。
气动夹具结构及原理

气动夹具结构及原理
气动夹具结构及原理:
一、气动夹具结构:
1、基座:用于固定气动夹具,强度要求高,一般采用冲压成型工艺制作。
2、转动部件:一般包括气动缸、活塞、活塞杆、缸体等部件,组合使气动夹具具有好的动作效果。
3、夹紧部件:由传动组件、推拉把手等组成,与转动部件实现夹紧和松开功能。
4、夹具把手和支架:axle固定和传动组件,为气动夹具提供稳定加工效果。
二、气动夹具原理:
1、气动活塞:活塞由进气口和出气口组成,当进气口送入气压时,活塞带动活塞杆前进,活塞及活塞体依次进入缸体,当出气口释放气压时,活塞及活塞体受原位置力而后退,从而实现夹紧功能。
2、保压系统:气动夹具内具有气压的保持装置,当活塞前进时,活塞杆和活塞体的空隙就会出现,此时密封的元件会阻止气体向外泄漏,从而维持内部气压,气动夹具具有更好的夹紧力。
3、开关机构:主要由推拉手、弹簧、螺栓等元件组成。
推拉手负责活塞的运动,当活塞夹具推上把手后即可进行夹具夹紧,当拉下把手时即可实现松开。
气动夹具原理
气动夹具原理气动夹具是一种利用气压作为动力源的夹具,广泛应用于机械加工、装配、焊接等工艺中。
它具有结构简单、操作方便、夹持力大等优点,因此在工业生产中得到了广泛的应用。
本文将从气动夹具的工作原理、结构特点和应用范围等方面进行介绍。
首先,气动夹具的工作原理是利用气压的作用来产生夹紧力。
当气源通过气路系统送入气动夹具内部时,气压会驱动活塞运动,从而使夹具的夹紧部件发生相对运动,实现工件的夹持。
气动夹具的夹紧力可以通过调节气源压力来实现,从而满足不同工件的夹持需求。
其次,气动夹具的结构特点主要包括气缸、活塞、夹紧部件和气路系统等。
气缸是气动夹具的主要执行部件,其内部装有活塞,活塞的运动会驱动夹紧部件实现夹持工件。
气路系统包括气源接口、气压调节阀、快速接头等部件,用于控制气源的输入和气压的调节。
通过这些结构部件的协调配合,气动夹具可以实现可靠的夹持功能。
此外,气动夹具在机械加工、装配、焊接等工艺中有着广泛的应用范围。
在机械加工中,气动夹具可以用于夹持工件进行铣削、钻孔、车削等加工操作;在装配工艺中,气动夹具可以用于夹持零部件进行组装;在焊接工艺中,气动夹具可以用于夹持焊件进行焊接。
由于气动夹具具有夹持力大、操作简便等优点,因此在工业生产中得到了广泛的应用。
综上所述,气动夹具是一种利用气压作为动力源的夹具,其工作原理是利用气压产生夹紧力。
它具有结构简单、操作方便、夹持力大等特点,广泛应用于机械加工、装配、焊接等工艺中。
希望本文的介绍能够帮助大家更好地了解气动夹具的原理和应用,为工业生产提供有益的参考。
加工中心气动夹具设计
62电工电气 (20 9 No.5)工艺与装备作者简介:陈佳成(1970- ),男,高级工程师,本科,主要从事断路器机构、抽屉座、机械自动化工艺装备的研制工作。
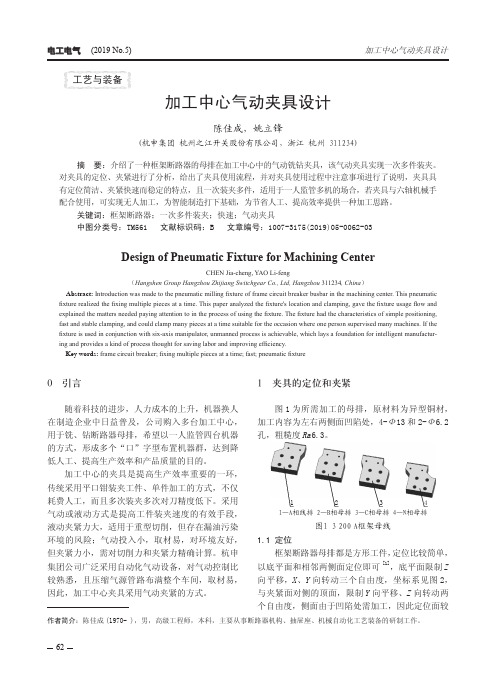
加工中心气动夹具设计陈佳成,姚立锋(杭申集团 杭州之江开关股份有限公司,浙江 杭州 311234)摘 要:介绍了一种框架断路器的母排在加工中心中的气动铣钻夹具,该气动夹具实现一次多件装夹。
对夹具的定位、夹紧进行了分析,给出了夹具使用流程,并对夹具使用过程中注意事项进行了说明,夹具具有定位简洁、夹紧快速而稳定的特点,且一次装夹多件,适用于一人监管多机的场合,若夹具与六轴机械手配合使用,可实现无人加工,为智能制造打下基础,为节省人工、提高效率提供一种加工思路。
关键词:框架断路器;一次多件装夹;快速;气动夹具中图分类号:TM561 文献标识码:B 文章编号:1007-3175(2019)05-0062-03Abstract: Introduction was made to the pneumatic milling fixture of frame circuit breaker busbar in the machining center. This pneumatic fixture realized the fixing multiple pieces at a time. This paper analyzed the fixture's location and clamping, gave the fixture usage flow and explained the matters needed paying attention to in the process of using the fixture. The fixture had the characteristics of simple positioning, fast and stable clamping, and could clamp many pieces at a time suitable for the occasion where one person supervised many machines. If the fixture is used in conjunction with six-axis manipulator, unmanned process is achievable, which lays a foundation for intelligent manufactur -ing and provides a kind of process thought for saving labor and improving efficiency.Key words: frame circuit breaker; fixing multiple pieces at a time; fast; pneumatic fixtureCHEN Jia-cheng, YAO Li-feng(Hangshen Group Hangzhou Zhijiang Switchgear Co., Ltd, Hangzhou 3 234, China )Design of Pneumatic Fixture for Machining Center0 引言随着科技的进步,人力成本的上升,机器换人在制造企业中日益普及,公司购入多台加工中心,用于铣、钻断路器母排,希望以一人监管四台机器的方式,形成多个“口”字型布置机器群,达到降低人工、提高生产效率和产品质量的目的。
一种气动机械手夹持机构的设计
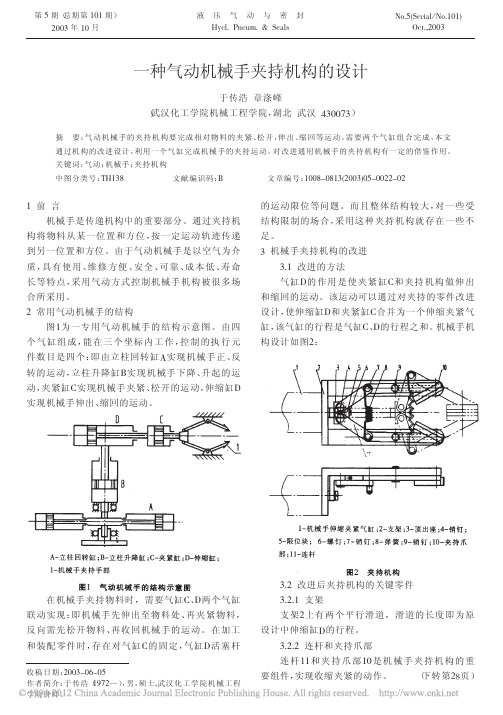
! 前 言
机械手是传递机构中的重要部分。通过夹持机 构将物料从某一位置和方位, 按一定运动轨迹传递 到另一位置和方位。由于气动机械手是以空气为介 质, 具有使用、 维修 方 便 、 安全、 可靠、 成本低、 寿命 长等特点, 采用气动方式控制机械手机构被很多场 合所采用。
的运动限位等问题。而且整体结构较大, 对一些受 结构限制的场合, 采用这种夹持机构就存在一些不 足。
!
液
压
气
动
与
密
封
!""# 年第 $ 期
薄膜反馈节流 & 种可选择设计。 油温应予控制, 不得超过 $"6, 最好采用恒温控制。 3, 油液净化, 应利用精度过滤装置进行过滤, 达 4, 到 ("!0 以上精度。
-"."%"($/"%"#"00 -"."%"#/"%",00
导轨面可用刮研或磨削获得。 一般刮研的精度较高, 每 !$1!$00 内约有 (, 个点, 刮削深度约为 $!0 左右。
’ 机械手夹持机构的改进 ’(! 改进的方法
气缸 & 的作用是使夹紧缸 % 和夹持机构做伸 出 和缩回的运动。该运动可以通过对夹持的零件改进 设计, 使伸缩缸 & 和夹紧缸 % 合并为一个伸缩夹紧气 缸, 该气缸的行程是气缸% 、 机械手机 &的行程之和。 构设计如图":
" 常用气动机械手的结构
图 ! 为一专用气动机械手的结构示意图。由四 个气缸组成, 能在三个坐标内工作, 控制的执行元 件数目是四个: 即由立柱回转缸 # 实现机械手正、 反 转的运动, 立柱升降缸 $ 实现机械手下降、 升起的运 动, 夹紧缸 % 实现机械手夹紧、 松开的运动, 伸缩缸 & 实现机械手伸出、 缩回的运动。
多工位高效气动夹具应用技术
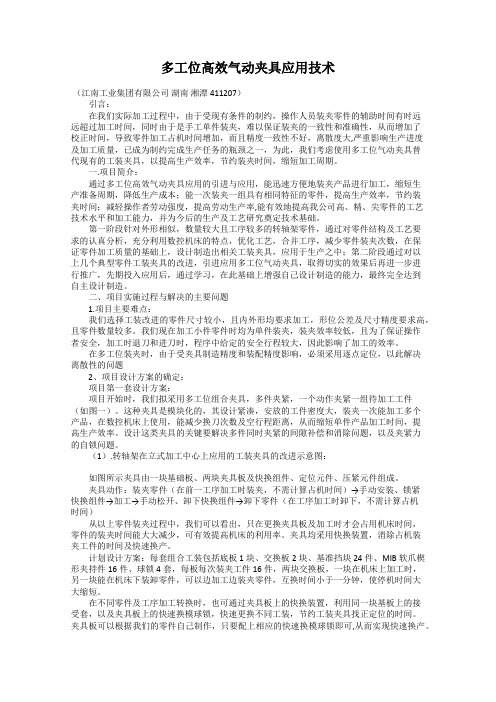
多工位高效气动夹具应用技术(江南工业集团有限公司湖南湘潭 411207)引言:在我们实际加工过程中,由于受现有条件的制约,操作人员装夹零件的辅助时间有时远远超过加工时间,同时由于是手工单件装夹,难以保证装夹的一致性和准确性,从而增加了校正时间,导致零件加工占机时间增加,而且精度一致性不好,离散度大,严重影响生产进度及加工质量,已成为制约完成生产任务的瓶颈之一,为此,我们考虑使用多工位气动夹具替代现有的工装夹具,以提高生产效率,节约装夹时间,缩短加工周期。
一.项目简介:通过多工位高效气动夹具应用的引进与应用,能迅速方便地装夹产品进行加工,缩短生产准备周期,降低生产成本;能一次装夹一组具有相同特征的零件,提高生产效率,节约装夹时间;减轻操作者劳动强度,提高劳动生产率,能有效地提高我公司高、精、尖零件的工艺技术水平和加工能力,并为今后的生产及工艺研究奠定技术基础。
第一阶段针对外形相似,数量较大且工序较多的转轴架零件,通过对零件结构及工艺要求的认真分析,充分利用数控机床的特点,优化工艺,合并工序,减少零件装夹次数,在保证零件加工质量的基础上,设计制造出相关工装夹具,应用于生产之中;第二阶段通过对以上几个典型零件工装夹具的改进,引进应用多工位气动夹具,取得切实的效果后再进一步进行推广,先期投入应用后,通过学习,在此基础上增强自己设计制造的能力,最终完全达到自主设计制造。
二、项目实施过程与解决的主要问题1.项目主要难点:我们选择工装改进的零件尺寸较小,且内外形均要求加工,形位公差及尺寸精度要求高,且零件数量较多。
我们现在加工小件零件时均为单件装夹,装夹效率较低,且为了保证操作者安全,加工时退刀和进刀时,程序中给定的安全行程较大,因此影响了加工的效率。
在多工位装夹时,由于受夹具制造精度和装配精度影响,必须采用逐点定位,以此解决离散性的问题2、项目设计方案的确定:项目第一套设计方案:项目开始时,我们拟采用多工位组合夹具,多件夹紧,一个动作夹紧一组待加工工件(如图一)。
气动手指分类、手指气缸特性
气动手指,又称手指气缸,是气动行业中的一种专业夹具,按照其功能特性可分为四大类。
一、平行夹爪
平行夹爪的手指是通过两个活塞动作的。
每一活塞由一个滚轮和一个双曲柄与气动手指相连,形成一个特殊的驱动单元。
这样,气动手指总是轴向对心移动,每个手指是不能单独移动的。
如是手指反向移动,则先前受压的活塞处于排气状态,而另一个活塞处于受压状态。
平行夹爪是由单活塞驱动,轴心带动曲柄,两片爪片上各有一个相对应的曲柄槽。
为减小磨擦阻力,爪片与本体连接为钢珠滑轨结构。
二、摆动夹爪(Y形夹爪)
其摆动夹爪的活塞杆上有一个环槽,由于手指耳轴与环形槽相连,因而手指可同时移动且自动对中,并确保抓取力矩终恒定。
三、旋转夹爪
旋转夹爪的动作是按照齿条的啮合原理工作的。
活塞与一根可上下移动的轴固定在一起。
轴的未端有三个环开槽,这些槽与两个驱动轮的啮合。
因而,气动手指可同时移动并自动对中,齿轮齿条原理确保了抓取力度始终恒定。
四、三点夹爪
所示三点夹爪的活塞上有一个环形槽,每一个曲柄与一个气动手指相连,活塞运动能马驱动三个曲柄动作,因而可控制三个手指同时打开和合拢。
东莞天凡长期供应各类机械手专用气缸,夹具,无杆气缸、油压缓冲器,稳速器,吸盘,真空发生器,电磁阀,过滤器,快速接头等气动元件等。