大尺寸复合材料构件精确测量与定位系统技术标准和服务要求
复合材料损伤机理整理_final

一、立项依据与研究内容:1.立项依据:1.1 研究意义与目的近几十年以来,随着科学技术的迅速发展,对材料的性能提出了更高的要求。
当前高技术材料一般分为:高技术陶瓷、高技术聚合物和复合材料三种类型。
由于复合材料可以根据工程结构对性能的要求来进行设计,其发展速度和规模在近几年尤为迅猛。
一些先进的复合材料己经在航空、航天、机电、化工、能源、交通运输以及生物、医疗器械等领域中得到了广泛的应用。
可以说复合材料已经深入到了我们生活的方方面面。
在航空领域,由于飞机结构设计和材料性能要求的不断提高,复合材料在飞机上的比例不断增加。
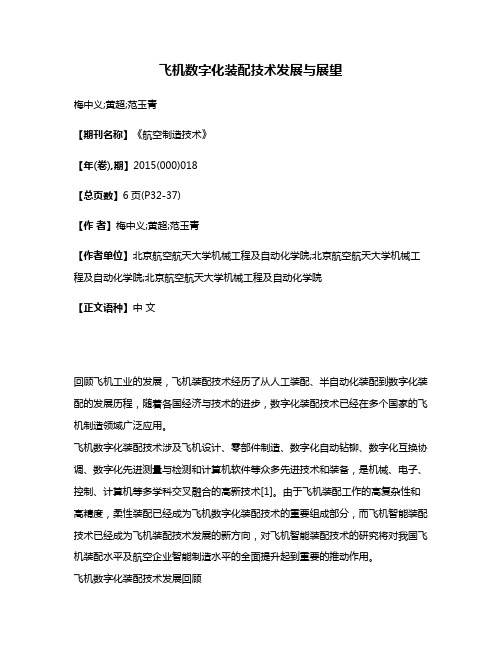
目前,波音B 787代表了当前飞机技术发展的最高水平,其基本特点之一为采用复合材料主结构,其中复合材料的用量为50%(如图1所示)。
[陈绍杰, 复合材料技术与大型飞机. 航空学报, 2008. 29(3): p. 605-610]先进战斗机上复合材料用量基本上在飞机机体结构重量的30%左右,图2为国外新一代军用飞机上复合材料的用量。
在航天方面,复合材料也被广泛用于火箭发动机壳体、航天飞机的构件、卫星构件等。
固体火箭发动机喷管的工作温度高达3000~3500℃,为了提高效率还要在推进剂中掺入固体粒子,发动机喷管的工作环境是高温、复合材料能承受这种工作环境:化学腐蚀、固体粒子高速冲刷,因此固体火箭目前只要碳/碳人造卫星每减轻Ikg,运载火箭可以减轻1000kg,因此用复合材料制造的卫星有很大的优势。
此外,复合材料还被广泛用于化学工业、电气工业、建筑工业、机械工业、体育用品等多个方面。
我国从上世纪七十年代就开始了先进复合材料方面的研究工作,到八十年代时,我国已将复合材料应用技术列入重点发展领域,通过三十多年的发展,我国航空复合材料技术应用水平己有了大幅度的提高。
目前我国军用飞机上复合材料用量已达到6%以上,已基本实现从次承力构件(如垂直安定面、水平尾翼、方向舵、前机身等)到主承力构件(如机翼、直升机旋翼等)的转变[王慧杰等.我国航空复合材料技术发展展望.第九界全国复合材料学术会议论文集,1996:l-6]。
先进复合材料主要制造工艺和专用设备

先进复合材料主要制造工艺和专用设备中国航空工业第一集团公司科技发展部 郝建伟中国航空工业发展研究中心 陈亚莉先进复合材料具有轻质、高强度、高模量、抗疲劳、耐腐蚀、可设计、成型工艺性好和成本低等特点,是理想的航空结构材料,在航空产品上得到了广泛应用,已成为新一代飞机机体的主体结构材料。
复合材料先进技术的成熟使其性能最优和低成本成为可能,从而大大推动了复合材料在飞机上的应用。
一些大的飞机制造商在飞机设计制造中,正逐步减少传统金属加工的比例,优先发展复合材料制造。
本文旨在介绍在复合材料制造过程中所涉及到的主要工艺和先进专用设备。
复合材料在飞机上的应用随着复合材料制造技术的发展,复合材料在飞机上的用量和应用部位已经成为衡量飞机结构先进性的重要标志之一。
复合材料在飞机上的应用趋势有如下几点:(1)复合材料在飞机上的用量日益增多。
复合材料的用量通常用其所占飞机机体结构重量的百分比来表示,世界上各大航空制造公司在复合材料用量方面都呈现增长的趋势。
最有代表性的是空客公司的A380客机和后续的A350飞机以及波音公司的B787飞机。
A380上复合材料用量约30t。
B787复合材料用量达到50%。
而A350飞机复合材料用量更是达到了创纪录的52%。
复合材料在军机和直升机上的用量也有同样的增长趋势,近几年得到迅速发展的无人机更是将复合材料用量推向更高水平。
(2)应用部位由次承力结构向主承力结构发展。
最初采用复合材料制造的是飞机的舱门、整流罩、安定面等次承力结构。
目前,复合材料已经广泛应用于机身、机翼等主承力结构。
主承载部位大量应用复合材料使飞机的性能得到大幅度提升,由此带来的经济效益非常显著,也推动了复合材料的发展。
(3)在复杂外形结构上的应用愈来愈广泛。
飞机上用复合材料制造的复杂曲面制件也越来越多,如A380和B787飞机上的机身段,球面后压力隔框等,均采用纤维铺放技术和树脂膜渗透(RFI)工艺制造。
(4)复合材料构件的复杂性大幅度增加,大型整体、共固化成型成为主流。
桥梁维修的新技术有哪些

桥梁维修的新技术有哪些桥梁作为交通基础设施的重要组成部分,承载着车辆和行人的通行,对于经济发展和社会生活起着至关重要的作用。
然而,由于长期的使用、自然环境的侵蚀以及交通流量的不断增加,桥梁往往会出现各种病害和损伤,需要进行及时有效的维修。
近年来,随着科技的不断进步,桥梁维修领域涌现出了一系列新技术,为保障桥梁的安全和正常使用提供了有力的支持。
一、无损检测技术无损检测技术是在不破坏桥梁结构的前提下,对桥梁的内部缺陷和性能进行检测和评估的方法。
其中,超声波检测技术是应用较为广泛的一种。
通过向桥梁结构中发射超声波,并接收其反射波,可以检测出混凝土内部的裂缝、空洞等缺陷。
此外,还有红外热成像技术,它能够通过检测桥梁表面的温度分布,发现结构中的热传导异常,从而判断是否存在内部缺陷。
磁粉检测技术则适用于检测桥梁钢结构中的表面和近表面缺陷。
将磁粉施加在钢结构表面,在磁场作用下,缺陷处会产生磁粉堆积,从而显示出缺陷的位置和形状。
二、智能监测系统智能监测系统利用传感器、数据采集设备和数据分析软件,对桥梁的结构状态进行实时监测。
这些传感器可以测量桥梁的变形、应力、振动等参数,并将数据传输到中央控制系统进行分析处理。
通过对监测数据的长期积累和分析,可以及时发现桥梁结构的变化趋势,预测可能出现的病害,为维修决策提供依据。
例如,光纤光栅传感器具有精度高、抗干扰能力强等优点,能够准确测量桥梁结构的应变。
而全球定位系统(GPS)则可以用于监测桥梁的整体位移和变形。
三、3D 打印技术3D 打印技术在桥梁维修中具有很大的潜力。
它可以根据桥梁受损部位的形状和尺寸,定制打印出精确的修复构件。
与传统的预制构件相比,3D 打印构件的精度更高,能够更好地与原结构贴合,提高修复效果。
此外,3D 打印还可以用于制作复杂形状的模具,为桥梁维修中的混凝土浇筑提供便利。
四、新型修复材料新型修复材料的出现为桥梁维修带来了新的选择。
例如,高性能纤维增强复合材料(FRP)具有强度高、重量轻、耐腐蚀等优点,可以用于加固桥梁的混凝土结构和钢结构。
飞机数字化装配技术发展与展望
飞机数字化装配技术发展与展望梅中义;黄超;范玉青【期刊名称】《航空制造技术》【年(卷),期】2015(000)018【总页数】6页(P32-37)【作者】梅中义;黄超;范玉青【作者单位】北京航空航天大学机械工程及自动化学院;北京航空航天大学机械工程及自动化学院;北京航空航天大学机械工程及自动化学院【正文语种】中文回顾飞机工业的发展,飞机装配技术经历了从人工装配、半自动化装配到数字化装配的发展历程,随着各国经济与技术的进步,数字化装配技术已经在多个国家的飞机制造领域广泛应用。
飞机数字化装配技术涉及飞机设计、零部件制造、数字化自动钻铆、数字化互换协调、数字化先进测量与检测和计算机软件等众多先进技术和装备,是机械、电子、控制、计算机等多学科交叉融合的高新技术[1]。
由于飞机装配工作的高复杂性和高精度,柔性装配已经成为飞机数字化装配技术的重要组成部分,而飞机智能装配技术已经成为飞机装配技术发展的新方向,对飞机智能装配技术的研究将对我国飞机装配水平及航空企业智能制造水平的全面提升起到重要的推动作用。
飞机数字化装配技术发展回顾在20世纪80年代,由于现代网络的兴起,加上计算机技术的不断发展,美国波音、洛克希德·马丁公司,还有欧洲的空客公司这些大型飞机公司都陆续地对飞机数字化装配技术进行应用,并已取得成功,典型的产品包括波音787、A380与JSF等。
其中洛克希德·马丁公司在进行JSF战斗机研究制造之中,将每架飞机的生产周期由之前的15个月缩短到了5个月,把工装数量从350个降低到19个,实现降低成本1/2。
采用数字化装配技术后,取消了大部分的制孔工具与工装,利用较为先进的龙门钻削系统,充分利用了激光定位、电机驱动的精密制孔,提高了孔的质量,最终节省了九成以上的时间[2]。
而美国波音787客机的装配连接中,充分应用复合材料,根据复合材料的力学性能特点,对其连接技术进行改善,根据此应用需求以及钻孔需求,波音公司与其他公司合作研制了专用的自动化钻孔铆接设备与技术,从而提高波音787的装配质量与速度,同时也降低了成本。
波音787飞机装配技术及其装配过程
波音787飞机装配技术及其装配过程波音公司基于全球协同环境GCE研制的787“绿色”环保客机,虽然尚未试飞,但它的一系列全新的飞机装配理念、方法和技术,就已经引起航空制造业界的极大关注。
这些大型飞机装配的新技术,如全球协同研制的理念和方法、基于模型定义(MBD)的装配技术、利用室内GPS系统的飞机对接总装过程以及复材机体的装配连接技术的应用等更是业内关注的焦点。
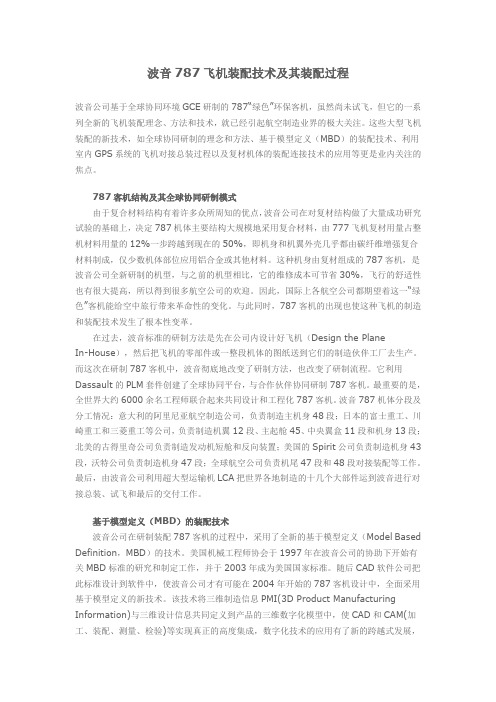
787客机结构及其全球协同研制模式由于复合材料结构有着许多众所周知的优点,波音公司在对复材结构做了大量成功研究试验的基础上,决定787机体主要结构大规模地采用复合材料,由777飞机复材用量占整机材料用量的12%一步跨越到现在的50%,即机身和机翼外壳几乎都由碳纤维增强复合材料制成,仅少数机体部位应用铝合金或其他材料。
这种机身由复材组成的787客机,是波音公司全新研制的机型,与之前的机型相比,它的维修成本可节省30%,飞行的舒适性也有很大提高,所以得到很多航空公司的欢迎。
因此,国际上各航空公司都期望着这一“绿色”客机能给空中旅行带来革命性的变化。
与此同时,787客机的出现也使这种飞机的制造和装配技术发生了根本性变革。
在过去,波音标准的研制方法是先在公司内设计好飞机(Design the PlaneIn-House),然后把飞机的零部件或一整段机体的图纸送到它们的制造伙伴工厂去生产。
而这次在研制787客机中,波音彻底地改变了研制方法,也改变了研制流程。
它利用Dassault的PLM套件创建了全球协同平台,与合作伙伴协同研制787客机。
最重要的是,全世界大约6000余名工程师联合起来共同设计和工程化787客机。
波音787机体分段及分工情况:意大利的阿里尼亚航空制造公司,负责制造主机身48段;日本的富士重工、川崎重工和三菱重工等公司,负责制造机翼12段、主起舱45、中央翼盒11段和机身13段;北美的古得里奇公司负责制造发动机短舱和反向装置;美国的Spirit公司负责制造机身43段,沃特公司负责制造机身47段;全球航空公司负责机尾47段和48段对接装配等工作。
高精度测绘技术的要点与要求

高精度测绘技术的要点与要求近年来,随着科技的不断发展和社会需求的不断增长,高精度测绘技术在各个领域的应用也越来越广泛。
高精度测绘技术,顾名思义,是指通过精确的仪器和方法,对地球表面进行测量和绘制,以获取高精度的地貌数据和地理信息。
本文将围绕高精度测绘技术的要点和要求展开论述。
一、仪器设备的选用在进行高精度测绘时,首先需要选用精准、可靠的仪器设备。
例如,全站仪是高精度测绘的核心仪器之一。
它可以同时测量水平角、垂直角和斜距,具备高精度、高精度、高精度、高复杂地形和复杂环境条件下的测量任务。
激光测距仪、GNSS接收机、精密水准仪等也是高精度测绘中常用的仪器设备。
在选择仪器设备时,应根据实际需求和测绘环境的复杂程度,综合考虑精度、稳定性、可操作性等因素,确保测绘数据的准确性和可靠性。
二、现场测量的要求高精度测绘技术要求测量人员具备扎实的测量基础和严谨的操作规范。
在现场测量过程中,应注意以下要点和要求。
1.测量人员应具备良好的观察能力和判断能力,准确判断观测环境是否适合测量,并采取相应的措施进行预处理。
2.在测量前应检查仪器设备是否正常,包括电量、测量精度、校准状态等,确保测量的可靠性。
3.现场标定是确保测量精度的重要环节,应根据测量对象的特点,采用合适的标定方法,并重点关注大气压力、温度、湿度等环境因素对测量结果的影响。
4.在测量过程中,应精确记录测量参数和观测数据,并注意观测间隔的选择,避免数据的冗余和重复,提高测量效率。
5.测量结束后,应进行数据处理和质量控制,包括数据滤波、精度分析、组差调整等,确保测量结果的准确性和可靠性。
三、数据处理的要求高精度测绘的精度要求通常较高,因此在数据处理时需要遵循以下要求。
1.数据的冗余性分析。
冗余性是指测量过程中获得重复观测的可能性,通过分析冗余性,可以评估测量结果的可靠性和精度,并进行相应的数据处理。
2.信号干扰的预处理。
在现实测绘中,往往存在各种干扰源,如电磁干扰、多路径效应等。
大型复合材料壁板先进制造技术及应用

大型复合材料壁板先进制造技术及应用李林【摘要】The large and integrative composite panels can not only reduce the plane weight, but also improve the plane performance, simplify assembly. Because of layup complexity in the large-sized co-cured composite part, it is dif-ficult for traditional molding technology and quality is unstable. With the theory of design for manufacture, DFM, and ap-plying the advanced digital manufacture technique to the composite part , it is a good method for solving the large-sized composite panel manufacture.%大型整体化的复合材料壁板会起到较好的减重效果,明显提升飞机的整体效能,简化装配工艺.大尺寸共固化的复合材料制件铺层结构复杂,传统成型工艺难度大,质量稳定性差,组合元件形位尺寸有偏差.随着设计制造一体化(DFM)理念的出现,先进数字化制造技术在复合材料零件制造方面的应用很好地解决了大尺寸复合材料壁板类零件制造的难题.【期刊名称】《航空制造技术》【年(卷),期】2017(000)011【总页数】5页(P105-109)【关键词】设计制造一体化;自动铺带;加热预成型;激光定位组合【作者】李林【作者单位】航空工业沈阳飞机工业(集团)有限公司,沈阳 110850【正文语种】中文相较金属材料,复合材料有较好的比刚度、比强度、耐疲劳、抗冲击、耐腐蚀性能。
复合材料无损检测方法
AU 技术的基本原理为 ,采用压电换能器或激 光照射等手段在材料 (复合材料或各向同性材料) 表 面激发脉冲应力波 ,应力波在内部与材料的微结构 (包括纤维增强层合板中的纤维基体 ,各种内在的或 外部环境作用产生的缺陷和损伤区) 相互作用 ,并经 过界面的多次反射与波型转换后到达置于结构同一 或另一表面的接收传感器 (压电传感器或激光干涉 仪) ,然后对接收到的波形信号进行分析 ,提取一个 能反映材料 (结构) 力学性能 (强度和刚度) 的参量 , 称为应力波因子 。
声2超声 (Acoustic2Ultrasonic ,简称 AU) 技术又 称应力波因子 ( Stress Wave Factor , 简称 SWF) 技 术 。与通常的无损检测方法不同 ,AU 技术主要用 于检测和研究材料中分布的细微缺陷群及其对结构 力学性能 (强度或刚度) 的整体影响 ,属于材料完整 性评估技术[9 ,10 ] 。
ISO17025-2017检测和校准实验室能力的通用要求(中文)

检测和校准实验室能力的通用要求General requirements for the competenceof testing and calibration laboratoriesISO/IEC FDIS 17025:2017(E)前言ISO(国际标准化组织)是一个世界性的国家标准机构联合会(ISO 成员机构)。
国际标准的编制工作通常是通过ISO技术委员会进行的。
各成员机构对设立技术委员会的主题感兴趣,有权代表该委员会。
国际组织、政府和非政府组织以及ISO,也参与了这项工作。
在符合性评估领域,ISO 和国际电工委员会(IEC)在符合性评估委员会(ISO /CASCO)的管理下制定了ISO / IEC 联合文件。
在ISO / IEC 指示第1 部分中描述了用于开发本文件的程序和用于进一步维护的程序。
特别需要注意的是不同类型的ISO 文件需要不同的审批标准。
本文件是根据ISO / IEC 指令,第2 部分(见www .iso .org/指令)的编辑规则起草的。
提请注意本文件的某些内容可能是专利权的主题。
ISO 不应负责识别任何或所有这些专利权。
在本文件的开发过程中所确定的任何专利权的细节,将在所收到的专利声明的ISO 列表中介绍(见www .iso .org/专利)。
本文件所使用的任何商业名称都是为方便用户而提供的信息,不构成背书。
对于标准的自愿性质说明,ISO 特定术语的含义与符合性评估有关的表达,以及ISO 在贸易技术壁垒中遵守世界贸易组织(WTO)原则的信息,请参阅以下网址:www .iso .org/ iso/ foreword .html该文件由ISO 评定委员会(CASCO)编写,并分发给ISO 和IEC 的国家机构投票,并得到两个组织的批准。
与上一版相比,主要变化如下:——本版所采用的基于风险的思想,使一些规定性的需求减少,并以基于业绩的要求取代它们;——在过程、程序、成文信息和组织责任方面,比以前的版本有更大的灵活性;——增加了“实验室”的定义(见3.6)。
河北省工业和信息化厅关于印发《河北省技术改造投资导向目录》(2019-2020年)的通知
河北省工业和信息化厅关于印发《河北省技术改造投资导向目录》(2019-2020年)的通知文章属性•【制定机关】河北省工业和信息化厅•【公布日期】2019.03.26•【字号】冀工信规〔2019〕105号•【施行日期】2019.03.26•【效力等级】地方规范性文件•【时效性】现行有效•【主题分类】工业和信息化管理综合规定正文河北省工业和信息化厅关于印发《河北省技术改造投资导向目录》(2019-2020年)的通知冀工信规〔2019〕105号各市(含定州、辛集市)工业和信息化局,雄安新区改革发展局:为进一步明确新一轮技术改造投资方向,切实提高全省工业技改有效投资水平,推动全省工业创新发展、绿色发展、高质量发展,根据《关于加快推进工业转型升级建设现代化工业体系的指导意见》及系列三年行动计划,研究制定了《河北省技术改造投资导向目录(2019-2020年)》。
现印发给你们,请认真贯彻落实,指导企业开展技术改造工作。
河北省工业和信息化厅2019年3月26日河北省技术改造投资导向目录(2019-2020年)一、行业技术改造投资重点(一)装备制造汽车。
SUV、轿车、中小型客车、皮卡车等乘用车;自卸车、天然气储运改装车、高档商务改装车、新材料罐车及系列随车起重运输车等专用车产品;国内先进水平的施工工程车、旅居车、高速公路检修车、新型环卫车、油田作业车等高附加值产品;纯电动汽车、插电/非插电式混合动力汽车、天然气等替代燃料汽车、节能内燃机汽车;混合动力、高效内燃机、高效变速器、汽车电子和轻量化材料等关键核心技术,钛酸锂动力电池、石墨烯动力电池、氢燃料电池、新型锂电池的研发和产业化,电机系统、电控系统、尾气后处理系统及车载智能终端、高端传感器、先进辅助驾驶系统(ADAS)、车辆协同控制技术、北斗高精度定位等;汽车灯具等关键零部件及配套产品的设计与制造技术应用、检测汽车及汽车检修试验设备。
先进轨道交通装备。
高速动车组、轨道交通车辆、城轨列车及低速磁悬浮列车、中高速磁悬浮列车、碳钢车、铁路专用车、有轨电车、列车空调等生产。
先进结构与复合材料重点专项2023指南

先进结构与复合材料重点专项2023指南先进结构与复合材料重点专项2023指南一、项目背景为了推动中国先进结构与复合材料领域的发展,加强该领域的科学研究和技术创新,提升我国的综合国力和产业竞争力,特开展先进结构与复合材料重点专项。
该专项旨在支持具有前瞻性和战略性的先进结构与复合材料科技项目,促进关键技术的创新和应用,加速我国在该领域的突破和领先地位的巩固。
二、专项目标1. 推动先进结构与复合材料领域核心技术的突破,提升我国在该领域的科技水平和自主创新能力;2. 支持关键技术的研发与应用,培育和壮大先进结构与复合材料产业;3. 加强与相关领域的合作与交流,推动产学研深度融合,促进经济社会可持续发展。
三、项目范围1. 先进结构材料的研究与创新;2. 复合材料的设计与制备;3. 先进结构与复合材料的性能测试与评估;4. 先进结构与复合材料的应用与转化等领域。
四、申报条件1. 申报单位应为在中国境内注册的独立法人或事业单位,具备良好的科研基础和研发实力;2. 申报项目应具备前瞻性和创新性,具有明确的研究目标和技术路线;3. 申报单位应具备相关研发条件和设备,有能力承担项目研发任务。
五、申报程序1. 申报单位需按照指定格式填写申报书,并提供相关附件材料;2. 申报书需具备科研合理性、技术可行性和经济合理性,详细说明研究内容、目标和计划;3. 申报材料需经过内审和初审后,符合条件的项目将进行立项评审。
六、资金支持1. 子课题资助金额根据具体项目的科研任务和需求确定;2. 资金支持主要用于人员费用、材料采购、设备购置、测试与评估等项目支出;3. 资金拨付按照项目进展和经费使用情况进行,实行差额拨付原则。
七、项目管理1. 项目执行期限一般为3至5年,具体根据项目研发任务的复杂程度和实施进度确定;2. 项目执行过程中需要按照规定的管理要求和流程进行,提供定期研究报告和进展汇报;3. 专项的管理机构将组织专家组进行项目评估和验收,对成果进行评价和奖励。
飞机装配技术
飞机装配技术简介飞机装配是根据尺寸协调原则,将飞机零件或组件按照设计和技术要求进行组合、连接形成更高一级的装配件或整机的过程。
社会的需求、市场竞争及相关技术的不断发展,推动着飞机装配技术不断向更高水平演进。
迄今为止,飞机装配技术已经历了从人工装配、半自动化装配到自动化装配的发展历程,目前快速发展的柔性装配将自动化装配技术推向了一个新的高度。
近10于年来,国外飞机装配迅速发展,以B777、A340、A380、F-22、F-35等为代表的新型军、民机集中反映了国外飞机制造技术的现状和发展趋势,在装配技术上基于单一产品数据源的数字量尺寸协调体系,实施数字化尺寸工程技术,应用柔性模块化的工装技术、加工和检测单元并集成应用为一系列的自动化装配系统进行机体结构的自动化装配,大量采用了长寿命连接技术,实现长寿命飞机结构的高质量、高效率装配。
1 我国飞机工装设计制造研究现状我国航空工业主要沿袭前苏联的组织生产模式,飞机工装也不例外。
目前,我国工装整体设计制造水平落后,主要表现在:工装设计虽采用了计算机辅助设计(CATIA),但未充分利用优化分析(CAE)及虚拟预装配技术,致使型架需反复修改;制造能力差,采用外协加工存在资质认证困难、保密性差、交货周期长等问题;整机装配仍采用手工作业或人工控制,精度和效率较低。
与西方先进航空企业相比,我国的工装型架数目多、占地面积大、制造周期长、成本高、安装在型架上的定位件及测量仪器缺乏标准化和模块化,同时以模拟量传输协调各工艺环节的“串行工程”模式,严重阻碍了装配质量的提高及研制周期的缩短。
低效的传统飞机装配技术已成为制约我国飞机快速研制的巨大障碍。
我国航空企业及科研院校在引进国外先进装配技术的同时,在工装设计方面的研究较多,主要集中在采用CAD 技术进行飞机型架及相关性设计,包括型架标准件库的建立和型架优化及参数设计等[1~3]。
在测量技术方面,计算机辅助电子经纬仪(CAT),及激光跟踪仪(LT)等先进设备已逐步用于飞机装配并实现国产化。
工业经济国防工业的先进制造技术
国防工业的先进制造技术尖端科技■国防工业的先进制造技摘要文章介一李圣怡上不绍先进制造技术的几个重要领域包括制造信息化和数字化技术、先进切蓐 技术、先进热加工及精密威形技术、特种 技术和先进连接技术的内涵。
结合为国防工业服务的一些实例着重介绍了一些新技术的现状和发展动态。
关键词先进制遣技术发展中囤分类号】文献标识码文章编号先进武器装备的设计首先必须建立在实现性和经济可承受性的基础上而先进的制造与工艺技术是实现设计思想的物质基础和依据它不但能为武器装备升级换代提供快速研制的手段还能为武器装备的高质量、批量化生产、使用与维修提供保证。
世界各国军事大国对先进的制造与工艺技术十分重视。
例如年月日美国国防工业委员会制造分会发布了》白皮书将制造技术列为“影响美国国防工业的、与制造有关的七大关键因素”之首指出如果失去制造技术的领先优势那么将失去国家安全。
年月美国在最新公布的国防部制造规划 战略规划中指出“国防制造技术的愿景是在国防武器系统整个生命周期内实现快速响应的、世界一流水平的制造能力并在经济可零受的条件下快速满足战争的各种需求。
” 战略规划投资的三个重点技术领域分别是复合材料、电子元器件与装置和金属领域的加工工艺技术。
复合材料领域如可大幅度降低涡轮发动机的重量和燃料消耗的高温陶瓷基复合材料轻型航天航空结构复合材料具有弹道防护功能的复杂几形作者简介李圣怡男教授博士生导师国防科学技术大学机电工程与自动化学院万方数据国防科技年第期第卷第期瞄霸翻啊啊豳曩礴嘲隐霸霸嬲喇霸状和多层战车结构复合材料的制造工艺技术。
电子元器件与装置领域如宽禁带与碳化硅装置、锂电池、的先进封装与加工技术。
金属加工领域如材料加工、铸造、锻造以及连接技术包括弹道装甲、车辆、飞行器的轻质薄壁结构高强度钛合金等的制造工艺技术。
先进的制造与工艺技术多种多样下面从技术分类的角度就几个重要的领域加以说明和介绍。
一、制造信息化和数字化技术要缩短武器装备的研制周期、提高设计质量、降低武器装备全生命周期成本和提高武器装备研制的经济可承受性全过程信息化和数字化技术是一项综合性很强的关键技术。
CB-B32说明书

哈尔滨理工大学《数字化设计与仿真》技能训练题目:院、系:姓名:学号:指导教师:2015年1 月 6 日目录摘要 (III)一、技能训练的目的.......................................................................................................... - 1 -二、主要技术参数与要求.................................................................................................. - 2 -三、实物拆装与测绘.......................................................................................................... - 3 -四、原理分析与计算.......................................................................................................... - 5 -1、工作原理分析........................................................................................................ - 5 -(1)下泵盖的尺寸确定........................................................... 错误!未定义书签。
(2)上泵盖的尺寸确定........................................................... 错误!未定义书签。
复合材料测试标准
复合材料测试标准1. 材料特性与分类复合材料是由两种或两种以上不同性质的材料通过物理或化学的方法结合而成的新材料。
根据组成和结构特点,复合材料可分为功能复合材料、结构复合材料、智能复合材料等。
测试标准应首先明确材料的组成、结构以及分类,以便对其性能进行准确评估。
2. 尺寸稳定性复合材料的尺寸稳定性对其制造和使用至关重要。
通过测量复合材料的热膨胀系数和残余应力,可以评估其尺寸稳定性。
在测试过程中,需要注意试样的制备、环境控制以及测量设备的精度。
3. 物理性能复合材料的物理性能包括密度、吸水性、透光性、绝缘性等。
这些性能的测试结果可以反映复合材料的基本特性,为产品设计、优化和选材提供依据。
测试方法应参照相关标准进行,确保结果的准确性和可比性。
4. 机械性能复合材料的机械性能对其在载荷作用下的表现有重要影响。
常见的机械性能测试包括拉伸、压缩、弯曲、冲击等。
这些测试可以评估复合材料的强度、刚度、韧性等指标,反映其在不同环境下的行为特性。
测试过程中需注意加载速度、试样形状和尺寸等因素对结果的影响。
5. 热性能复合材料的热性能包括热膨胀系数、热导率、比热容等。
这些性能与温度密切相关,反映了材料在温度变化下的稳定性和能量传递能力。
通过热分析方法(如DSC、TGA等)可以对复合材料的热性能进行评估。
测试过程中应控制加热/冷却速度,保持温度的准确性。
6. 耐候性能复合材料的耐候性能是指其在自然环境条件下的耐久性和稳定性。
通过模拟不同气候条件(如紫外线、湿度、温度等)下的暴露试验,可以评估复合材料的耐候性能。
测试过程中应注意试样的安装方式、暴露面的保护以及环境条件的控制。
7. 疲劳性能复合材料的疲劳性能是指在交变载荷作用下的抗疲劳能力。
通过疲劳试验可以评估复合材料在周期性载荷作用下的强度和裂纹扩展特性。
测试过程中应注意加载波形、循环次数、应力水平等因素的控制,同时保持试样的清洁和干燥。
8. 环境适应性复合材料的环境适应性是指其在特定环境条件下的稳定性和耐受性。
飞机大型复合材料蒙皮成型探究

飞机大型复合材料蒙皮成型探究摘要:大尺寸复合材料蒙皮相较金属材料会起到较好的减重效果,且明显降低制造成本和简化工艺过程。
随着复合材料设计和制造技术的不断发展和成熟,先进复合材料的应用使飞机结构出现轻质化、模块化。
复合材料先进数字化制造技术使大尺寸飞机蒙皮的设计、生产成为可能关键词:设计制造一体化,自动铺带(ATL),预成型大型金属材料蒙皮滚弯、液压及化铣成型,成本高,材料利用率低,工艺过程繁琐。
相较金属材料,复合材料整体铺叠工艺过程简化。
但大尺寸的复合材料蒙皮铺层结构复杂,传统的加工方法,先按下料样板剪裁预浸料,然后画线定位手工铺贴、压实,因此效率低且零件内部质量稳定性差,铺层位置尺寸有偏差。
设计制造一体化(DFM)理念的出现,先进数字化制造技术在复合材料零件制造方面的应用,很好的解决了大尺寸复合材料蒙皮类零件制造的难题以某民机中央翼盒复合材料蒙皮为研究对象,解析大尺寸复合材料蒙皮的先进制造技术1 蒙皮规格某民机中央翼盒蒙皮按等强度原则,蒙皮斜坡式渐变厚度设计,最大厚度14.803mm,铺层数103,最小厚度5.95mm,铺层数33,面板3360×2850mm。
蒙皮材料选用碳纤维预浸料。
为防电化学腐蚀,蒙皮内、外表面与金属零件贴合处铺贴玻璃布2 蒙皮成型大型复合材料蒙皮整体成型,有3方面的关键技术:工装技术,数字化技术,预成型技术2.1 工装技术工装是复合材料制件的成型基础,工装要保证制件的形位尺寸,又要适应传热、传压的工艺特点。
根据此蒙皮的结构构型,选用隔板式框架殷钢结构工装2.2 数字化技术由于蒙皮有外型面要求,需直接在固化工装上铺贴。
蒙皮是大尺寸且中等曲率零件,适于曲面式自动铺带机(ATL)的应用,采用窄带150mm宽料卷应用FiberSim软件对蒙皮制造仿真设计,生成制造工程信息以及驱动铺层激光投影定位系统、自动下料设备和纤维铺放设备的数据2.2.1 ATL工作原理及与工装校准工作原理:用于自动铺带工艺的预浸料卷放置在铺带机的工作头上。
复合材料结构的无损检测技术

复合材料结构无损检测技术研究周广银1王中青1童建春2(1、61255 部队航修厂,山西侯马043013 2、陆航学院机械工程系北京通州101123)Nondestructive Testing Technology for Aviation Composite Component 摘要:本文首先介绍了航空复合材料的结构类型和主要缺陷,研究了现有的复合材料外场无损检测方法的技术特点,最后分析了国内外先进的无损检测技术在应用于外场一线维修检测可行性。
关键词:直升机、复合材料、无损检测1 引入语随着直升机装备的不断发展,复合材料以其高的比强度、比刚度及良好的抗疲劳性和耐腐蚀性获得广泛的应用。
由于影响复合材料结构完整性的因素甚多,许多工艺参数的微小差异都会导致其产生缺陷,使得产品质量呈现明显的离散性,这些缺陷严重影响构件的机械性能和完整性,必须通过无损检测来鉴别产品的内部质量状况,以确保产品质量,满足设计和使用要求。
无损检测是确保飞行安全的必要手段,对复合材料部件尤为重要。
复合材料部件的检测与生产制造中的检测有较大的差别,其特点为:(1)在位检测,即检测对象不动,检测围绕检测对象来进行,检测设备都是移动式或者便携式检测设备;(2)检测对象都是部件,多为中空结构,只能从外部进行单侧检测;(3)外场检测,空中作业多,检测工作实施不便。
2 航空复合材料结构类型及其缺陷航空结构中常用的复合材料结构主要有纤维增强树脂层板结构和夹芯结构。
纤维增强树脂层板结构按照材料的不同又分为碳纤维增强树脂结构(CFRP)和玻璃纤维增强树脂结构(GFRP);夹芯结构主要是蜂窝夹芯结构、泡沫夹芯结构和少量的玻璃微珠夹芯结构。
复合材料构件在使用过程中往往会由于应力或环境因素而产生损伤,以至破坏。
复合材料损伤的产生、扩展与金属结构的损伤扩展规律有比较大的差异,往往在损伤扩展到一定的尺度以后,会迅速扩展而导致结构失效,所以复合材料在使用过程中的检测,就显得极为重要,也越来越受到人们的重视。
211133622_飞机数字化装配技术的发展与应用

航空航天科学技飞机数字化装配技术的发展与应用刘宝剑(陕西飞机工业有限责任公司陕西汉中723213)摘 要:飞机装配的过程中,始终需要严格地基于飞机的尺寸大小进行相应的合理化调节,再将各个零部件及组件基于设计中的技术要求进行科学合理的组合及连接,就能够形成高一级的装配件,直到完成整个飞机的装配。
在现阶段飞机制造的过程中,这样的技术是十分重要的一个环节。
在飞机工业发展进程中,飞机装配技术已经从原本人工装配、半机械、半自动化装配逐渐转变为自动化装配的方式。
在本文的分析中,就主要阐述飞机数字化装配技术的实际发展现状,并对其具体的运用进行详细的分析,为相关工作人员提供一定的技术性参考。
关键词:飞机工业装配技术数字化装配飞机制造复合材料中图分类号:V262.4文献标识码: A文章编号:1674-098X(2022)10(c)-0071-04 Development and Application of Aircraft Digital Assembly TechnologyLIU Baojian(AVIC Shaanxi Aircraft Industry Co., Ltd., Hanzhong, Shaanxi Province, 723213 China) Abstract: In the process of aircraft assembly, it is always necessary to make reasonable adjustments based on the size of the aircraft. By scientific and reasonable combination and connection of various parts and components based on the technical requirements of the design, a higher level assembly can be formed until the entire aircraft assembly is completed. In the process of aircraft manufacturing at this stage, such technology is a very important link. In the process of aircraft industry development, the aircraft assembly technology has gradually changed from the original manual assembly, semi-mechanical and semi-automatic assembly to automatic assembly. In the analysis of this paper, the actual development status of aircraft digital assembly technology is mainly described, and its specific application is analyzed in detail to provide a certain technical reference for the relevant staff.Key Words: Aircraft industry; Assembly technology; Digital assembly; Aircraft manufacturing; Composite materials现阶段,飞机设计工作集成了各种高精尖的技术,是人类社会现阶段工业科学技术发展的前沿领域。
激光雷达应用记录(中文版)

接触测量新一代连续性激光雷达承诺无接触测量革新源自迈卓斯产品已经到了希望对假定的点进行精确测量。
作为科技发展,也是朝着激光并远离标准的传统的精确测量还包含一些接触元素的接触式测量。
激光跟踪仪是接触式测量系统,大多数现存的无接触测量系统需要传感器,这仅仅测量的是测量表面一个很接近的位置。
目前,先进科技使得大范围,无接触精确测量成为可能,那就是新型激光雷达:频率可调连续性激光雷达(FMCLR)。
新一代频率可调连续性激光雷达(FMCLR)能够精确测量大范围集合尺寸,不需要照相测量点、激光跟踪仪球状安装的反射点、回射器、探头等。
尽管这项技术美国代理从1993年就开始使用,直到目前商业系统才可用,才能更容易的结合在细微自动化制造系统。
谁需要无接触优点?航空汽车产品作为寻找创新解决测量问题的代表。
图1加亮区是一些利用无接触应用的机车的部分。
汽车行业领导者已经在他们的设计中心将FMCLR 无接触测量技术用于模型数字化和逆向工程。
航空企业如波音公司也是早的采用连续性激光雷达系统。
甚至天线制造商已经通过识别、更改和再核查表面精细度来改善他们天线的性能。
无接触测量加速制造,改进质量和降低制造成本。
频率可调连续性激光雷达(FMCLR)能够用于大部件安装时精确对准。
他能保证工装和检测生产中的重复性,他能够扫描哪些以前因为尺寸,难接近,复杂几何或微细表面等原因而不能扫描的目标。
他工作于目标位置不需要环境条件和昂贵的工具。
不需要补偿计算,因为直接测量零件表面。
这套系统,无论室内室外,在任何光强和任何表面都能工作,并且有1%或更多的反射率。
频率可调连续性激光雷达(FMCLR)有很多应用。
他能迅速地取样金属,塑料,复合材料并重建表面和CAD数模直接比较。
他能够在一个相邻的坐标系内大面积的收集数据,由于操作员能够从关键特性到参考点精确测量,除非需要数据云复杂的重组才需重新定位系统。
谁想要将模型数字化,数据可以通过控制点密度和区域统一的扫描而收集,然后直接输出为各种CAD数据包。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
大尺寸复合材料构件精确测量与定位系统技术
标准和服务要求
一、技术标准
(一)具体技术指标要求
1 单相机测量系统要求如下:
1.1 设备一套:智能测量相机1台。
相机采用一体化设计,机身采取加固处理,适合室外作业(拒绝商业相机改造机型,一经发现本次投标无效),智能测量相机配备储存卡的不小于64G;
1.2 测量范围:不小于40m;4m范围内的空间测量精度为0.025mm,4m范围外的空间测量精度为5um + 5μm/m;测量精度依国家权威计量部门(省级及省级以上)出具的校准证书为准,系统交付时需有国家法定计量单位(省级及省级以上)出具的校准报告;
1.3 采用全画幅工业相机,CCD尺寸不小于36mm×24mm,分辨率不低于2500万像素,视场角不低于80°;
1.4 相机自带激光指示功能,闪光灯光源系统为环形LED单色光源;
1.5 相机自身具有图像加密和压缩功能,图像压缩比不小于15:1;
1.6 工作温度:-10℃--﹢40℃。
2 双相机测量系统要求如下:
2.1设备一套:工业测量双相机(2台)。
相机机身采取加固处理,适合室外作业(拒绝商业相机改造机型,一经发现本次投标无效);
2.2相机自带激光指示功能,相机闪光灯光源系统为环形LED单色光
源;
2.3 传感器分辨率不低于1500万像素;
2.4 为保证单站测量范围,相机采取非固定基线模式,单站测量范围不低于10m;
2.5 空间测量精度:4m范围内的空间测量精度为0.050mm,4m范围外的空间测量精度为10um + 10μm/m;依国家权威计量(省级及省级以上)部门出具的校准证书为准,系统交付时需具有国家法定计量单位(省级及省级以上)测试报告;
2.6 测量速度:实时处理速度不低于2帧/秒;
2.7 工作温度:-10℃--﹢40℃。
3 三维扫描测量系统要求如下:
3.1设备一套:便携式手持三维扫描仪1台。
扫描速率450000次测量/秒及以上;
3.2测量精度:≤0.030mm,最小点间距:≤0.05mm;
3.3 设备工作温度:-10℃--﹢40℃。
4 系统软件主要要求如下:
系统软件包括:①智能相机软件1套,②工业双相机软件1套,③手持扫描仪数据采集软件1套,④数据分析软件1套。
其中,系统软件①应具有相机内参数标定功能,并支持新标定的相机文件的输出与查看;具有在规定限差内自动寻点功能;应具有通用三维坐标测量、计算功能;应具有坐标系生成、公共点转换、坐标系转换等模块;— 2 —
应具有显示坐标系、摄站、光线、针状图、针状图偏差值的功能;
系统软件②应具有跟踪测量、构造测量、变形测量、隐藏点测量的功能;应具有通用三维坐标测量、计算功能;具有坐标系生成、公共点转换、坐标系转换等模块;
系统软件③要求支持64位windows操作系统,支持中文操作界面和语言显示;软件具有通用坐标测算、坐标系生成与转换、标准形体的拟合分析计算、三维显示等基本功能;软件具有切平面功能,可以建立多个切平面,限制区域外数据自动过滤,使扫描不受背景及周围干扰物影响,扫描更加方便易用;扫描后,能够在扫描仪软件中进行点云噪声处理、去除孤岛、修剪、套索选择、局部平滑、手动补洞等编辑操作;可同时识别3mm、6mm和12mm的目标点,可自由选择是否自动填补标志点。
扫描数据可以设置局部分辨率,既保证了局部细节效果,又兼顾了整体数据量。
后处理完成后可更改扫描数据的分辨率;
系统软件④应具有依据坐标测量结果可进行各种点、直线、平面、圆柱、球、抛物面、圆锥、抛物柱面等标准形体的拟合分析计算。
可以进行点到形体投影、点与形体、形体之间关系等分析测量,可以完成空间尺寸、位置、姿态、形位误差的评价功能;应具有显示点、线、面、圆、球、圆锥、圆柱、抛物面、模型等对象的功能;应具有修改形体显示的颜色、可以控制点、是否显示及是否高亮显示功能,具有控制形体是否显示功能。
5 计算机主要要求如下:
配置不低于CPU型号i7-7200U、CPU速度不低于2.5GHz-3.1GHz、
— 3 —
内存不低于8GB、1T硬盘,8倍DVD 刻录、1GB显卡,17'液晶显示器,键盘,鼠标,网卡。
(二)样品要求
无。
(三)实施人员要求
无。
(四)生产及安装调试等要求
中标方提供设备的安装、调试等支持,费用由中标方承担。
设备到达买方指定地点后,中标方安排相关技术人员,负责安装指导,承担调试工作。
设备安装调试完成后,形成调试报告。
(五)供货、安装周期及交货地点要求
1 合同生效后,中标方在3个月内完成供货,设备交货地点为买方指定的地点,运费、卸货等一切费用均由中标方负责。
2 中标方提供设备的各项技术性能指标必须达到合同和技术文件规定的要求。
3 设备交货后,中标方应于30日内开始进行设备安装,并于15日以内在指定地点安装完毕。
4 交货地点:甲方指定地点。
二、服务要求
(一)售后质保培训等要求
1 系统整机保修期为自验收合格之日起12个月,保修期外终身提供技— 4 —
术支持以及维护服务,并保证保修期满后不低于10年的零配件及消耗品的供应。
质保期内,非人为原因损坏的情况下,卖方免费提供维修以及零部件更换。
2 能为买方提供良好的技术服务。
要求中标方能在接到买方通知后,3小时内给予响应,48小时内能到达买方现场服务。
3 应设有固定的并正常运转的维修点,应该有技术服务机构和备件库存。
及时免费提供设备软件升级和设备新功能新资料。
4 免费提供全面技术培训,提供用户操作手册及安装维护手册和各种相应说明书等全套技术手册。
中标方负责对买方人员进行设备操作、维修方面的现场培训工作。
提供不少于2次的现场技术援助和测量方案制定。
在买方现场,由卖方技术人员对买方安排的操作人员和维修人员,进行不少于5个工作日的培训,包括:软件、硬件的使用、后期维护等内容,保证买方能够熟练操作软硬件。
5 投标商须随投标文件递交所投货物的售后服务承诺书。
(二)保密要求
无。
(三)报价要求
以人民币报价(含税),含运输费、搬运费和安装费。
(四)其他项目个性化要求
无。
三、投标(报价)人资质要求
— 5 —
(一)资质要求
1 符合《中华人民共和国政府采购法》第二十二条资格条件:
⑴具有独立承担民事责任的能力;
⑵具有良好的商业信誉和健全的财务会计制度;
⑶具有履行合同所必需的设备和专业技术能力;
⑷有依法缴纳税收和社会保障资金的良好记录;
⑸参加政府采购活动前3年内,在经营活动中没有重大违法记录;
⑹法律、行政法规规定的其他条件。
2 截止到开标时间,供应商成立时间不少于3年,且为非外资独资或外资控股企业,或为事业单位、军队单位。
3 单位负责人为同一人或者存在直接控股、管理关系的不同供应商,不得同时参加同一包的采购活动。
生产型企业生产场地为同一地址的,销售型企业之间股东有关联的,一律视为有直接控股、管理关系。
供应商之间有上述关系的,应主动声明,否则将给予列入不良记录名单、3年内不得参加军队采购活动的处罚。
4 本项目不接受联合体投标。
(二)投标人需准备资料要求
无。
— 6 —。