数控铣工中级练习图
数控机床操作中级工强化训练

程序结束
模块五 数控机床操作中级工强化训练
(3)精铣55mm×55 mm外轮廓及其4个R5圆角 O0003; N10 G17 G21 G40 G54 G80 G90 G94 ; 程序初始化 N20 G00 Z50.0; 刀具定位到安全平面,启动主轴 N30 M03 S600; N40 X42.0 Y-42.0; 移动到下刀点 N50 Z5.0 N55 G01 Z-10.0 F60; 下刀至-10.0mm处 N60 G41 G01 X30.0 Y-27.5 D01 F80; 建立刀补,D01=10(根据实测尺 寸调整),开始加工轮廓 N70 X-22.5; N80 G02 X-27.5 Y-22.5 R5; N90 G01 Y22.5; N100 G02 X-22.5 Y27.5 R5;
模块五 数控机床操作中级工强化训练
(2) 粗、精铣75mm×75 mm及4个R15圆角
N90 G01 Y22.5; N100 G02 X-22.5 Y37.5 R15.0; N110 G01 X22.5; N120 G02 X37.5 Y22.5 R15.0; N130 G01 Y-22.5; N140 G02 X22.5 Y-37.5 R15.0; N150 G01 X22.0; N160 G40 G01 Y-50.0; N170 G00 Z100.0; N180 M05; N190 M30;
在工件中心建立工件坐标系,Z轴原点设在工件上表面。
模块五 数控机床操作中级工强化训练
(1)粗铣55mm×55 mm外轮廓 O0001; N10 G17 G21 G40 G54 G80 G90 G94 ; N20 G00 Z50.0; N30 M03 S400; N40 X50.0 Y-50.0; N50 Z5.0 N55 G01 Z-10.5 F60; N60 G41 G01 X39.0 Y-30.0 D01 F100; 廓 N70 X-30.0; N80 Y30.0; N90 X30.0; N100 Y-50.0; N110 G40 G01 X50.0; N120 G00 Z100.0; N130 M05; N140 M30; 程序初始化 刀具定位到安全平面,启动主轴 移动到下刀点 下刀至-10.5mm处 建立刀补(D01=10),开始粗铣轮
CAD-CAM-练习图
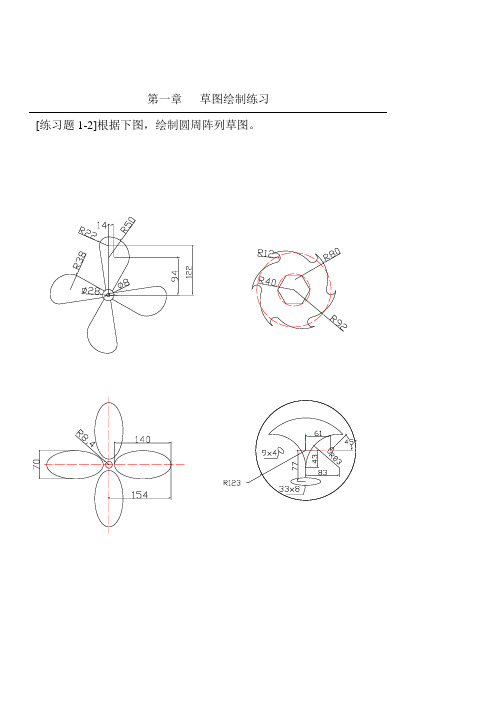
第一章草图绘制练习[练习题1-2]根据下图,绘制圆周阵列草图。
第二章曲面绘制练习[练习题2]根据下图,绘制曲面练习。
第三章中级数控铣工实训题一考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣5分,扣完为止;第二章中级数控铣工实训题二考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第二章中级数控铣工实训题三考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第二章中级数控铣工实训题四考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第二章中级数控铣工实训题五考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第二章中级数控铣工实训题六考核要求:1.以中小批量生产条件编程;2。
加工面Ra3.2;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第三章中级数控铣工考核模拟试题(仿真题)试题编号:gdsx060701考核要求:1.以中小批量生产条件编程;2。
填写工艺、刀具卡片;3.编写完整的加工程序;4、加工完毕,清理干净机床,机床未清理干净,扣10分;5、若打刀,每打1次,扣10分,扣完为止;第三章中级数控铣工考核模拟试题(仿真题)考核要求:1.以中小批量生产条件编程;2。
加工中心中级实操考试图

数控铣工(中级)技能鉴定操作考核试题姓名:单位:准考证号:考件号:一、考试图样:A(-13.686 15)B(-17.458 12.333)C(-22.333 7.458)D(-25 3.686)二、考核内容:1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:1.编写图示零件的加工工艺及数控加工程序时间:-----50分钟。
2.完成图示零件的粗加工和精加工时间:-----------90分钟。
四、评分标准:(共80分)开始时间:结束时间:考试日期:毛坯图技术要求:1.工件材料为铝合金2.未注明粗糙度为Ra3.2数控铣工(中级)技能鉴定操作考核试题姓名:单位:准考证号:考件号:一、考试图样:A(-11.257 11.655)B(4.599 15.540)C(-9.114 5.540)D(7.448 7.943)其余二、考核内容:1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:1.编写图示零件的加工工艺及数控加工程序时间:50分钟。
2.完成图示零件的粗加工和精加工时间:90分钟。
四、评分标准:开始时间:结束时间:考试日期:毛坯图技术要求:1.工件材料为铝合金2.未注明粗糙度为Ra3.2数控铣工(中级)技能鉴定操作考核试题姓名:单位:准考证号:考件号:一、考试图样:其余二、考核内容:1.编写图示零件的加工工艺及数控加工程序。
2.完成图示零件的粗加工和精加工。
三、考核时限:1.编写图示零件的加工工艺及数控加工程序时间:50分钟。
2.完成图示零件的粗加工和精加工时间:90分钟。
四、评分标准:开始时间:结束时间:考试日期:毛坯图技术要求:1.工件材料为铝合金2.未注明粗糙度为Ra3.2数控铣工(中级)技能鉴定操作考核试题姓名:单位:准考证号:考件号:一、考试图样:其余二、考核内容:1、编写图示零件的加工工艺及数控加工程序。
2、完成图示零件的粗加工和精加工。
数控铣工中级练习图
数控铣工中级练习图
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
职业技能鉴定模拟试卷
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
其余
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
数控铣工中级操作技能考核试卷
考件编号:姓名:准考证号:单位:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控铣工中级练习图文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
数控加工中心中级操作技能考核试卷
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:
考件编号:姓名:准考证号:单位:。