零件加工流转表格
生产工序流转卡
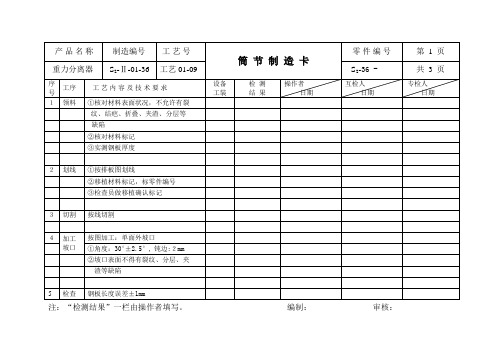
注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:。
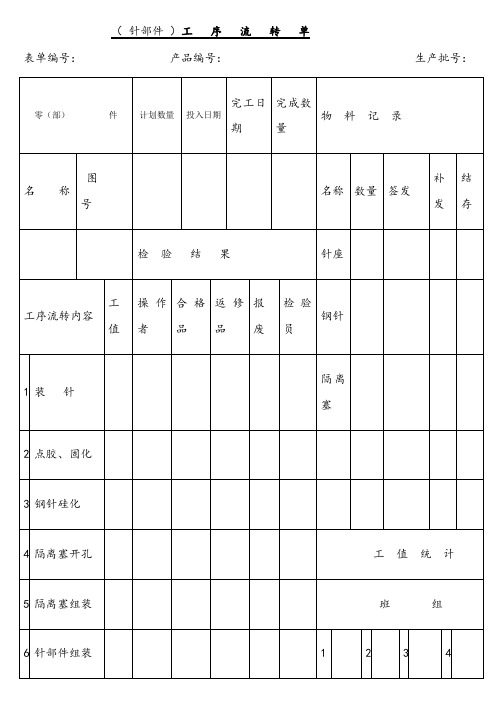
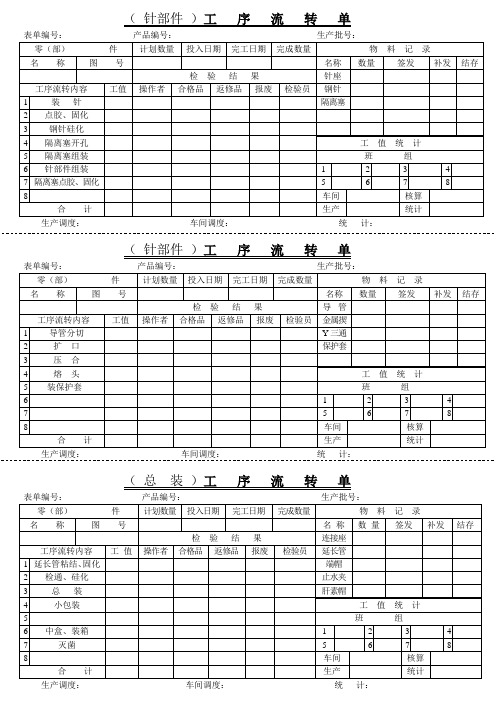
工序流转单模板
2
3
4
7
隔离塞点胶、固化
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(针部件)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量
签发
补发
结存
检 验 结 果
导 管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
Y三通
2
扩 口
保护套
3
压 合
4
熔 头
工 值 统 计
5
装保护套
班 组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合 计
生产
统计
生产调度:车间调度:统 计:
(总 装)工 序 流 转 单
表单编号:产品编号:生产批号:
零(部) 件
计划数量
投入日期
完工日期
完成数量
物 料 记 录
名 称
图 号
名称
数量签发补发ຫໍສະໝຸດ 结存检 验 结 果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
3
总装
肝素帽
4
工序流转单模板
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
导管
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
金属揳
1
导管分切
4
熔头
工值统计
5
装保护套
班组
6
1
2
3
4
7
5
6
7
8
8
车间
核算
合计
生产
统计
生产调度:车间调度:统计:
(总装)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
连接座
工序流转内容
工值
操作者
合格品
返修品
报废
检验员
延长管
1
延长管粘结、固化
端帽
2
检通、硅化
止水夹
(针部件)工序流转单
表单编号:产品编号:生产批号:
零(部)件
计划数量
投入日期
完工日期
完成数量
物料记录
名称
图号
名称
数量
签发
补发
结存
检验结果
针座
外协加工业务工作流转单
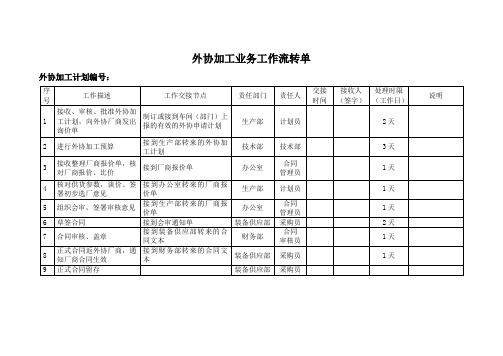
外协加工计划编号:
序号
工作描述
工作交接节点
责任部门
责任人
交接时间Βιβλιοθήκη 接收人(签字)处理时限(工作日)
说明
1
接收、审核、批准外协加工计划,向外协厂商发出询价单
制订或接到车间(部门)上报的有效的外协申请计划
生产部
计划员
2天
2
进行外协加工预算
接到生产部转来的外协加工计划
技术部
技术部
3天
3
财务部
合同
审核员
1天
8
正式合同返外协厂商,通知厂商合同生效
接到财务部转来的合同文本
装备供应部
采购员
1天
9
正式合同留存
装备供应部
采购员
接收整理厂商报价单,核对厂商报价、比价
接到厂商报价单
办公室
合同
管理员
1天
4
核对供货参数,谈价、签署初步选厂意见
接到办公室转来的厂商报价单
生产部
计划员
1天
5
组织会审,签署审核意见
接到生产部转来的厂商报价单
办公室
合同
管理员
1天
6
草签合同
接到会审通知单
装备供应部
采购员
2天
7
合同审核、盖章
接到装备供应部转来的合同文本
冲压车间工序流转单

客户名称订单号指令号单号总成名称
总成编码
计划数量交货日期
部件名称部件编码投入数量
生产班组
材料规格下料尺寸
状态描述序号单价操作员
首检生产数合格数工废数
检验员日期
备注
1
2
3
456
单冲孔7
成型
客户名称订单号指令号单号总成名称总成编码计划数量交货日期部件名称
部件编码
投入数量
生产班组材料规格下料尺寸
状态描述
序号单价操作员
首检
生产数合格数工废数
检验员
日期
备注
1
2
班组长: 库管员: 日期: 年 月 日
工序
下料平口班组长: 库管员: 日期: 年 月 日
工序流转单 计划下发日期: 年 月 日
大江工序剪板剪料打字冲减孔2次
单冲孔底板(中、右)5110-v170110
562100*1250*2长度:694mm 375*63*2工序流转单
润通B070008机架
重庆市临亚机械有限公司
重庆市临亚机械有限公司。
车间生产加工流转单

下料尺寸/规格/数量
车间生产工序流转单
设备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注备名称: 部件名称: 序号 1 2 3 4 5 6 工件名称 图纸编号: 下料尺寸/规格/数量 作业 人数 图纸编号: 下料人: 备注 序号 7 8 9 10 11 12 工序交接 序号 1 2 3 4 5 工序 接收人 接收数量 接收时间 开始时间 完成时间 作业人数 加工台数: 开始时间: 工件名称 下单时间: 完成时间: 作业 人数 备注
生产工序流转卡模板

产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
工序流转卡

Drawing No. 来料规格 Hert Size
序号 工序名称 Item Pr发日期:
Process Card
PMC:
生产指令单号 Work Order
工单数量 Order QTY
原材料批次/批次号 Hert No./batch No.
操作者 Operator
首检 First Article inspection
转序检验 Turn order inspection
合格 Accept
不合格 Reject
检验员 Inspector
备注 Remart
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
工序代码: L1车床粗加工1序、L2车床粗加工2序、LA1车床精加工1序、LA2车床精加工2序、C1 CNC加工中心1序、C2 CNC加工中心2序..以此类推。HT: Heat treatment热处理;SB:Sand blasting喷砂;HA:Hard anodized硬质阳极;GS:Gear shaper插齿;GH:Gear hobbing滚齿; CG:Cylindrical grinder外圆磨床;SG:Surface grinder平面磨床;SB:Sand blasting喷砂;LSWC:Low Speed Wire Cut慢走丝;MSWC: Middle Speed Wire Cut中走丝;WEDM-HS快走丝;IQC:Incoming Quality Control质检;SW:Saw machine锯料;GE:godown entry入 库。 备注: 本卡应随产品流转,作为产品标识,检验和试验标识。本产品全部加工完成后,存放在最后工序的检验人员处,作为质量记录以备考察。 工序流转卡涂改无效。
加工明细表模板

切边
有
(√)
无()
■
排版
有
(√)
无()
■
防护
水性防护() 油性防护(√) 无()
■
包装
木箱包装() 铁架包装() 无()
■
加固
镀锌条()
塑料筋(√) 不锈钢() ■
1
■
备注
加工明细附表
序号
品种
加工方式
单位 数量 备注
1
威尼斯棕成品
㎡ 1.938
2
威尼斯棕成品
倒1/4圆边
m
3.612
3
威尼斯棕成品 正倒3*3见光
m
7.632
4
威尼斯棕成品
加筋米数
m
8.868
5
威尼斯棕成品
挖孔
个
1
6
威尼斯棕成品
切角
个
1
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
备注 2
■
24
加工明细表模板
订单详情
■
订单编号
■
工程名称
■
客户名称
■
下单日期
■
交货日期
■
制图
■
跟单
■
业务
■
总页数
■
■
加工要求
■
1威尼斯棕
厂料(√)
客料() ■
2
厂料()
客料() ■
3
厂料()
客料() ■
4 石材
5
厂料() 厂料()
零件加工记录表

八月份订单未完成加工情况表页码:
序号
订单号
图号
数量
加工工序
备注
1
DS0809016
电机固定板
20
烧焊--铣床(26/9)
2
调节座
20
焊OK—铣(26/9)--铣—磨—镀
3
支架
20
铣(26/9)
4
后支撑轴
20
待车—焊—铣—磨—镀
5
DS0809015
X轴电机板
20
铣(26/9)
6
螺母安装板
40
待修
15
导柱
80
焊完—车—磨—铣—表面处理
16
气缸座Βιβλιοθήκη 20焊完—待铣—镀—表面处理
17
DS0809014
轴承座
20
铣(26/9)
18
Z轴行程挡块
40
加工已完,待发黑,粘接组装
19
支撑臂
40
加工已完,待后处理—表面处理
20
支架
40
已完工,有返修,后表面处理
21
撑板
40
铣—磨—攻牙—表面处理
制表:日期:
20
磨(26/9)--铣(26/9)
7
Y轴电机板
20
焊—热(26/9)
8
缓冲垫B(Y轴)
40
未加工
9
检测片2
20
待检
10
拖链固定板1
20
折弯已完工,待钻孔,攻牙
11
DS080917
前支撑轴
20
待车—焊—铣—磨—表面处理
12
刮刀升降限位块
40
机械零件加工分解表格

机械零件加工分解表格机械零件加工是现代制造业中不可或缺的一部分,其目的是通过加工零件来满足各种行业和领域的需求。
机械零件加工需要针对不同的工件材料,加工方法和加工要求采取相应的措施。
为了更好地组织和实施机械零件加工,制定加工分解表格是十分必要的。
机械零件加工分解表格是由工程师、技术人员或设备操作人员编制的,一般包括以下几个主要部分:1. 工序编号工序编号是加工分解表格中相当重要的一部分,它可以唯一地标识每一道工序,用于后续的统计和管理。
一个工件可能需要多个工序加工,因此要具体分清每道工序。
2. 工序名称工序名称是描述该工序的通俗易懂的名称,一般分为粗加工、精加工、检验、组装等。
在实际编制中一定要注意清晰明了,便于操作人员理解和执行。
3. 工序说明工序说明一般是对该工序的加工方法、工艺路线、注意事项、作业顺序、加工设备、工具选用、操作要点等方面的详尽说明。
适当的工序说明可以帮助作业人员按照正确的步骤来完成加工过程,避免出现错误和质量问题。
4. 工件数量工件数量是指该道工序需要加工的工件数量,也就是要经过该工序加工的工件数目。
在编制加工分解表格时,需要正确预估所需加工数量,以便确定加工顺序和时程,并合理安排生产计划。
5. 加工工具加工工具是指在该工序中需要使用的工具和装备。
一般包括刀具、夹具、量具、磨料、磨具等等。
对于不同的工序和不同的材料,会配备不同的加工工具,所以需要在加工分解表格中进行注明。
6. 加工设备加工设备是指在加工过程中需要使用的机器和仪器等设备。
例如数控机床、车床、铣床、钻床、弯曲机、水刀切割机等。
不同的工序需要不同的加工设备,因此也需要在加工分解表格中进行注明。
通过加工分解表格的编制与实施,可以明确每一道工序的所需操作、加工要求以及最终所得的工件质量等信息,确保加工的顺利进行和产品的优良质量,同时也可以提高工作效率和生产能力。