饮料罐装生产线的PLC控制
饮料罐装生产线的PLC控制

Beverage cans production line of the PLC control
With the computer and network communication technology development, business process automation control and information communication put forward higher requirements. Beverage production line is more complex, more production processes.control system consists of a PLC, AC induction motors, liquid filling, sensors, fault alarm buzzer, production statistics display and other components. Where in the motor is used to control the transport belt portion of beverage bottles. Siemens S7-300PLC series PLC in module control, high-speed counting and computing more powerful, relatively easy to achieve. PLC control production lines, beverage production line automation, intelligent. On labor productivity, improve beverage quality and yield of great significance.
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计基于PLC的饮料灌装生产线的控制系统设计随着现代化工业大生产的不断发展,各种生产线和设备的控制系统也在不断升级和改进。
饮料灌装生产线作为其中的一种重要生产线和设备,其控制系统的设计方案也日益成熟。
在这些设计方案中,基于PLC的饮料灌装生产线控制系统成为了越来越多生产厂家的选择。
本文将从PLC技术的具体应用入手,介绍基于PLC的饮料灌装生产线控制系统的设计及其优点。
1、PLC技术的具体应用PLC,即可编程逻辑控制器,是一种用于控制工业制程、自动化和机器人化的计算机。
PLC通过输入采集器(传感器)来获取信号,经过程序进行处理,再通过输出信号与电动机、传动机、阀门和气动装置等一系列工业控制设备完成工业生产流程的整个控制过程。
PLC以其强大的计算能力,高效的运行速度,极高的可靠性,现代化的控制方式以及精度高,稳定性好等优点吸引了越来越多的生产厂商的选择。
在饮料灌装生产线的控制系统中,PLC装置被广泛运用。
PLC技术的应用,为饮料灌装生产线的智能化、高效化助力。
2、基于PLC的饮料灌装生产线控制系统设计方案在基于PLC的饮料灌装生产线控制系统的设计方案中,常见的系统组成部分包括:1)机械手系统2)输送系统3)灌装系统4)清洗系统5)控制系统其中,机械手系统和输送系统主要负责完成不同型号的瓶子进入生产线并对其进行归类,同时有利于后续工作的顺畅进行。
在灌装系统中,PLC装置通过收集数据,根据不同瓶子型号和要求来进行调整,实现不同饮料的灌装。
清洗系统负责对各种瓶子进行清洗,并保证其卫生,防止瓶中残留物的污染。
最后,控制系统与传感器,电机,气动装置相结合,对饮料灌装生产流程进行最终控制。
基于PLC的饮料灌装生产线的控制系统是一个复杂的系统,涉及到数控系统,并需要精准地对工厂内的各种设备进行控制。
因此在设计方案中常见的方案结构为模块化控制,即将整个控制系统分为多个模块,通过各个模块之间的通讯,最终控制饮料灌装生产线的生产流程。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制饮料灌装生产流水线PLC控制是现代工业生产中非常重要的一项技术,其应用广泛,涉及到许多行业。
在饮料生产过程中,流水线PLC控制技术是不可或缺的,它可以帮助饮料工厂实现生产自动化、提高生产效率和品质,为市场提供高质量的饮料产品。
PLC是Programmable Logic Controller的缩写,中文翻译为“可编程逻辑控制器”,它是一种用于机电一体化自动化过程控制和管理的专用数字计算机。
PLC控制器集计算机、输入输出接口、控制程序等多种功能于一身,可以完成自动化控制系统的输入、处理、输出等功能。
在饮料灌装生产流水线上,PLC 控制器可以控制饮料生产的每一个环节,实现生产自动化、精确度和一致性,提高了生产效率和品质。
饮料生产的流水线主要分为四个环节:瓶子清洗、灌装、封口和标签贴附。
在PLC控制下,这四个环节被分为不同的站点,每个站点都有一个PLC控制器掌控,分别进行不同的自动化控制和监测。
下面,我将详细介绍饮料生产流水线PLC控制的每个阶段。
一、瓶子清洗在饮料生产的初始阶段,瓶子需要经过清洗和灭菌处理,以确保产出的饮品符合卫生标准和质量要求。
瓶子清洗环节需要PLC控制器进行以下动作:1. 瓶子入口传感器检测瓶子进入清洗区域,并向PLC发送信号。
2. 清洗水喷嘴根据PLC指令自动喷出清洗液,控制清洗周期和数量。
3. 清洗水回收系统根据PLC指令自动控制清洗水的回收和过滤,以保持清洁度并节约用水。
4. 清洗后的瓶子通过传送带进入灌装站点。
二、灌装在灌装阶段,饮料被灌入瓶子中。
PLC控制器主要负责以下动作:1. 饮料进料管道传感器检测饮料进入灌装区域并向PLC发送信号。
2. 灌装喷嘴根据PLC指令自动灌装指定的数量的饮料,并对流量、速度、压力等参数进行自动化控制。
3. 灌装完毕后,灌装喷嘴根据PLC指令自动关闭并等待下一轮灌装。
4. 灌装过程中,PLC控制器实时监测饮料的温度、压力、灌装量等参数,以保证灌装的一致性和质量。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制编写可编程控制器顺序完成对饮料罐的自动罐装流程。
完成对传送带的运转以及罐装设备的控制,并完成计数1〕系统经过开关设定为自动操作形式,一旦启动,那么传送带的驱动电机启动并不时坚持到中止开关举措或罐装设备下的传感器检测到一个瓶子时中止;瓶子装满饮料后,传送带驱动电机必需自动启动,并坚持到又检测到一个瓶子或中止开关举措〔2〕当瓶子定位在罐装设备下时,停顿1秒,罐装设备末尾任务,罐装进程为5秒钟,罐装进程应有报警显示,5秒后中止并不再显示报警〔3〕用两个传感器和假定干个加法器检测并记载空瓶数和满瓶数,一旦系统启动,必需记载空瓶数和满瓶数,设最多不超越99999999瓶〔4〕可以手动对计数值清零〔复位〕关键词:三菱FX2NPL MC,MCR主控指令饮料灌装饮料灌装消费流水线目录1 PLC编程简介1.1PLC的基本概念 (3)1.2 PLC的基本结构 (3)1.3 PLC的任务原理 (4)2设计进程2.1设计方案 (5)2.2设计原理 (5)2.3创新点与术说明 (5)3 硬件系统框图与说明 (6)3.1罐装控制流程图 (6)3.2I/O接线图 (7)3.3系统外部接线图 (8)4梯形图与说明 (9)5课程设计总结 (10)6参考文献 (11)7 谢辞 (12)饮料灌装消费流水线PLC梯形图控制顺序设计与调试一、PLC编程简介1、PLC的基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制运用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来替代继电器完成逻辑控制。
随着技术的开展,这种装置的功用曾经大大超越了逻辑控制的范围,因此,明天这种装置称作可编程控制器,简称PC。
但是为了防止与团体计算机(Personal Computer)的简称混杂,所以将可编程控制器简称PLC2、PLC的基本结构PLC实质是一种公用于工业控制的计算机,其硬件结构基本上与微型计算机相反,如下图:a. 中央处置单元(CPU)中央处置单元(CPU)是PLC的控制中枢。
课程设计 饮料罐装生产流水线的PLC控制
第一章工艺过程分析和控制要求饮料灌装机用于罐装各种各样的瓶装饮料,适合大中型饮料生产厂家。
早期的罐装机械大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:罐装精度和稳定性难以保证、更换罐装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
PLC控制具有编程简单、工作可靠、使用方便等特点,在工业自动化控制领域应用广泛。
专为PLC应用而设计的触摸屏集主机、输入和输出设备于一体,适合在恶劣的工业环境中使用。
饮料灌装装置主要包括两部分:恒压储液罐灌液和计数部分。
在恒压储液罐灌液中,里面有上限液位和下限液位传感器,它们被淹没时是1状态。
液面低于下限液位时恒压储液罐为空。
饮料通过进液电磁阀流入恒压储液灌,液面到达上限位时进液电磁阀断电关闭,使液位保持稳定。
恒压储液罐下面是罐装头部分,共有若干个灌装头。
夹瓶装置由气缸1驱动下降,下降到位后,夹瓶装置由气缸2夹紧定位,下降及夹紧由行程开关控制位置。
定位夹紧后,罐装头由气压缸3驱动下降,到位后灌装头电磁阀打开,开始灌液,延时后电磁阀关闭,通过电磁阀的开启达到罐装容量控制。
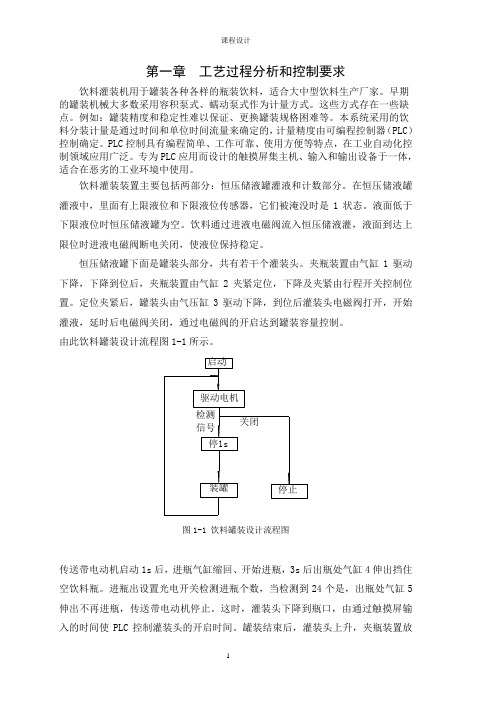
由此饮料罐装设计流程图1-1所示。
图1-1 饮料罐装设计流程图传送带电动机启动1s后,进瓶气缸缩回、开始进瓶,3s后出瓶处气缸4伸出挡住空饮料瓶。
进瓶出设置光电开关检测进瓶个数,当检测到24个是,出瓶处气缸5伸出不再进瓶,传送带电动机停止。
这时,灌装头下降到瓶口,由通过触摸屏输入的时间使PLC控制灌装头的开启时间。
罐装结束后,灌装头上升,夹瓶装置放松、上升。
出瓶处气缸缩回,传送带电动机有开始启动,1s后进瓶处气缸5缩回,光电开关开始检测进瓶个数。
工艺控制要求如下:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动饼一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警(3)用两个传感器和若干加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。
饮料灌装生产流水线plc控制

饮料灌装生产流水线plc控制饮料灌装生产流水线是工业生产中常见的一种生产模式,通过机械化的流水生产线,将原材料进行加工和混合,最终制造成成品饮料,再进行灌装和包装,以达到高效、稳定的生产目的。
在生产过程中,PLC控制技术的应用,可以提高生产效率,确保产品质量,降低生产成本。
PLC控制技术是一种基于计算机控制的自动化控制技术,它具有可编程、高可靠性、智能化等特点,从而可以精确地控制生产过程,并且可以改变程序达到不同的生产要求。
在饮料灌装生产流水线上,PLC控制技术可以实现以下功能:1. 自动控制生产过程PLC控制器可以实现对灌装生产流水线的各个节点进行有效控制。
比如说对液体注入过程进行温度、重量、时间的监测,可以保证灌装量的精确度;对包装机进行卷帘门、标签和瓶身的监控等,可以使生产流程的操作跟随程序的指令自动完成,减少了人力操作的误差和工作流程的误差。
2. 数据采集和监控通过PLC控制器连接传感器和设备,可以采集实时数据,包括温度、压力、流量等指标信息。
每一台机器和设备都安装有传感器,传感器将实时数据发送到PLC控制器,控制器根据设定的参数进行数据分析和处理,并将结果反馈给操作者。
操作者可以根据数据监测到问题,并及时处理,从而减少了故障的发生和设备的损坏。
3. 自动化抗干扰及防止卡顿在生产过程中,很容易出现一些干扰,比如在灌装时中间出现瓶颈,或者是瓶子出现卡顿等情况。
此时,PLC控制器便很有用,可以快速地检测到问题,并执行自动化处理,及时解决问题。
如果发现卡顿,则可以发出提示音进行报警,避免设备受到伤害或者是影响生产效率。
相比于人工操作,PLC控制技术具有更高的生产效率和稳定性,最大限度的发挥了生产流水线的生产力。
同时,其智能化和可编程的特点,可以使灌装生产流程变得更加灵活,具有更高的适应性,可以根据生产需求进行快速调整。
总的来说,饮料灌装生产流水线PLC控制技术虽然需要在操作上进行一定的理解和学习,但其优点是显而易见的,它为行业提高了生产效率,降低了生产成本,更保障了产品质量。
饮料灌装生产流水线PLC控制

课程设计
题S:
饮料灌装生的PLC控制系统设计
பைடு நூலகம்级:
名:
指导教师: 完成R期:
1.
饮料灌装生产流水线的PLC控制
二、
(1)系统通过开关设定为自动操作模式,一旦启动,则传送带 的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器 检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动 启动,并保持到乂检测到一个瓶子或停止开关动作.
Abstract
With the increasing level of industrial automation, many industrial enter prises are faced with the transformation of traditional production line and re-design p roblem, PLC (programmable logic controller) is a microprocessor as the core of industrial control devices, it will relay the traditional control system combined with computer technology in recent years in industrial automation, mechanical and electrical integration, the transformation of traditional industries such as generally applied. As a general-purpose industrial control computer,the realization of industrial control wiring logical leap in logic to storage, industrial control in the world is playing an increasingly important role. In view of this, the designers of the use of PLC functions and features designed a beverage filling production line control system.
饮料灌装机PLC控制系统设计

饮料灌装机PLC控制系统设计饮料灌装机是饮料加工线上必不可少的设备,它有着高效、精准、可靠的特点。
而PLC控制系统是灌装机的核心,它可以实现灌装过程中的高速控制、精度控制和自动化控制。
1. PLC控制系统的工作原理PLC即可编程逻辑控制器,是现代工业控制的重要组成部分。
PLC控制系统由PLC、传感器、执行器、触摸屏人机界面等组成。
其工作原理是由PLC通过程序控制执行器的运动,实时读取传感器所感应的数据和触摸屏显示器上的指令,达到对灌装过程中物料流量、重量、速度等参数的实时监测和控制。
2. 设计要点饮料灌装机的PLC控制系统设计需要考虑以下几点:(1) 控制方式的选择:灌装机的控制方式分为手动和自动两种,手动控制方式操作简单,适用于小规模生产;自动控制方式可以通过预设程序实现自动加工,适用于大规模生产。
(2) 程序的设计:程序的设计包括监控和管理,需要实现数据采集、运算和调节等功能。
程序设计需要考虑到控制精度和反应速度两个方面,确保灌装过程中的稳定性和速度。
(3) 传感器的选择:传感器可以通过测量传输介质的温度、压力、流量等参数,将实时数据传递给PLC控制器。
传感器的选择需要考虑到其精度、稳定性和可靠性等因素。
(4) 触摸屏人机界面:触摸屏人机界面可以实现现场监控和控制,它需要具备操作简单、易于维护、直观友好等特点,以方便操作管理人员进行实时监控和控制。
(5) 增加安全措施:灌装过程中涉及到高压、高温、高速等复杂环境,需要在PLC控制系统中增加安全措施,如温度传感器报警、超重报警等,以确保职工的安全。
3. 优点PLC控制系统的优点包括:(1) 稳定性高:PLC控制系统运行稳定,能够实时调节灌装流量、速度、质量等参数,使产品质量更加稳定。
(2) 自动化程度高:PLC控制系统可以通过程序预设自动进行灌装过程,实现产品的自动化生产,节省人力成本。
(3) 精度高:PLC控制系统能够实时监测和控制灌装过程中的各项参数,确保产品质量的一致性。
饮料灌装生产流水线的PLC控制 毕业设计

摘要通过编写可编程控制器程序实现对饮料罐的自动灌装和手动灌装流程。
随时通过检测信号的导入控制传送带的运行(其中包括主传送带电机和次品传送带的运行),同时实现对灌瓶的计数,并区分出合格产品的数量。
其中在灌装过程中要准确的对空的饮料罐进行定位,灌装结束后,系统设备液位检测仪器对液位进行检测,生成的检测信号输入PLC,进行运行分析。
瓶子停顿时间为1秒,灌装时间为5秒,同时随时能手动对计数器进行复位操作,随时控制灌装流水线的运行。
并在此基础上,灌装结束后给饮料瓶贴上标签。
PLC选用日本三菱公司的FX2N系列。
关键词:三菱FX2NPL;MC,MCR主控指令;饮料灌装;液位检测AbstractProgrammable controller by writing programs to achieve the automatic filling of beverage cans and manual filling process. At any time by detecting the signal into control of the operation of conveyor belt (including the main conveyor belt motor and defective operation), while achieving a count of filling bottles, and to distinguish the number of qualified products.In the filling process in which the right to accurately locate the empty beverage cans, filling the end, the system equipment, liquid level instrumentation for liquid level detection, the generated test signal input PLC, to run the analysis.Pause time is 1 second bottle, filling time of 5 seconds, while the counter at any time can be reset manually at any time control the filling line operation.PLC selected Japan's Mitsubishi Corp. FX2N series.Key words: Mitsubishi FX2NPL; MC, MCR master directives; beverage filling; level detection.目录前言 (1)一、设计任务 (3)1、课题内容 (3)2、控制要求 (3)3、课题要求 (3)二、总体设计方案 (3)1、饮料灌装流水线的基本结构 (3)2、选择电器元件 (5)3、流水线灌装的工作原理 (7)4、系统流程图 (8)三、电气控制电路设计 (9)1.自动操作模式 (9)2.手动操作模式 (9)3.报警 (10)4.计数过程 (10)四、PLC设计 (10)1、选择PLC (10)2、I/O点的编号分配和PLC外部接线图 (11)3、控制面板图 (12)4、梯形图 (13)5、指令表 (15)五、调试过程及结果 (18)六、总结 (19)参考文献 (20)谢辞 (21)前言目前,饮料厂的自动化灌装生产线中已经有越来越多的机器在使用先进的灌装技术来提高机器的自动化控制水平和生产效率,而应用PLC完成电气部分的控制是工业自动化电气控制的主要发展方向。
饮料罐装生产流水线的PLC控制

-饮料灌装生产流水线的PLC控制摘要文章探讨了如何利用日本三菱PLC FX2N 进行饮料灌装生产流水线的控制,重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC 控制I/O 口分配表以及整体程序流程图等,实现了饮料灌装的自动化,提高了生产效率,降低了劳动强度。
关键词:PLC 饮料灌装生产线流水线系统硬件接线图前言以往的饮料罐装生产线的电气设备控制系统是传统的继电器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与维护只能凭经验被动的去查找故障点。
且在生产过程中容易产生二次污染,造成合格率低,生产成本增加。
而自动化生产线在众多领域应用得非常广泛,其控制部分常常采用PLC 控制,它使自动化生产线运行更加平稳,定位更加准确,功能更加完善,操作更加方便。
为适应发展,故提出下面的PLC控制技术改造现有生产线。
本文介绍了日本三菱FX2N PLC 在自动化饮料罐装生产线控制系统中的应用,并从硬件和软件两方面进行了分析和研究。
一、PLC概况1、PLC基本概念可编程控制器(Programmable Controller)是计算机家族中的一员,是为工业控制应用而设计制造的。
早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller),简称PLC,它主要用来代替继电器实现逻辑控制。
随着技术的发展,这种装置的功能已经大大超过了逻辑控制的围,因此,今天这种装置称作可编程控制器,简称PC。
但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程控制器简称PLC。
2、PLC发展历史起源:1968年美国通用汽车公司提出取代继电器控制装置的要求。
1969 年,美国数字设备公司研制出了第一台可编程控制器PDP—14 ,在美国通用汽车公司的生产线上试用成功,首次采用程序化的手段应用于电气控制,这是第一代可编程序控制器,称Programmable,是世界上公认的第一台PLC。
基于PLC的饮料灌装生产线的控制系统设计

基于PLC的饮料灌装生产线的控制系统设计饮料灌装生产线是现代化生产中的一项重要组成部分,其功能主要是对饮料进行计量、灌装、封口、标贴等一系列工艺操作。
随着现代化工业技术的不断发展,传统的手动控制方式已经逐渐不能满足生产的需求,机械化、自动化的饮料灌装生产线逐渐成为主流。
而在这些自动化饮料灌装生产线中,控制系统的设计是关键,影响到生产线的整体性能和生产效率。
近年来,基于PLC的饮料灌装生产线控制系统在该领域得到了广泛的应用。
PLC(可编程逻辑控制器)是一种可编程、可复用、工业化程度高的特定功能电子计算机,主要用于工业自动化控制系统中。
具有多种输入输出接口、可编程性高、可靠性高等优点,特别适合工业现场相关控制应用。
在基于PLC的控制系统设计中,生产线上各个终端之间通过高速的通讯实现数据共享,实现了高效快速的信息传递。
基于PLC的饮料灌装生产线控制系统设计中的核心部分在于PLC的程序设计。
程序设计要根据生产线的具体工艺特点,达到控制系统简单、实用和稳定的目标,合理地运用各种控制策略,使生产线运行过程中能够高效地进行控制和调节,进而对质量、生产效率等进行实时的监控。
在饮料灌装生产线的控制系统设计中,可选用的控制策略主要是PID控制和流量控制。
PID控制是按比例-积分-微分算法基础上的一种控制策略,主要是根据输出反馈信号与目标信号之间的误差,通过比例、积分和微分三部分的调和,控制生产过程实现质量优化、运行效率提高等方面的目标。
流量控制是通过对生产线进料、出料口的流量控制实现对流程的马达控制,从而达到控制生产过程的目标。
在饮料灌装生产线的PLC控制系统中,还应考虑到安全控制的重要性。
这一方面主要是通过控制PLC程序实现对生产线安全的监控和预警,其中包括必要的安全开关,安全区域限制,人员行动提示等功能,尽可能避免人员和生产设备之间的接触,降低了人员的伤害和设备的损耗。
此外,在PLC控制系统设计中也应包含系统自诊断、自动保护和故障排除等功能模块,以提高生产线的稳定性和可靠性。
饮料灌装生产流水线的PLC控制

饮料灌装生产流水线的PLC控制一、前言随着现代化生产技术的不断发展,高效率、高品质、低成本、低浪费的生产模式相继应运而生,其中,自动化生产成为了工业生产的一种重要的模式。
自动化生产是指通过计算机技术、电子技术、机械技术、控制技术等综合应用于制造工艺,使制造过程自动进行的一种生产方式。
在这种方式的生产过程中,PLC控制是一个非常重要的环节。
本文主要围绕着饮料灌装生产流水线的PLC控制,对其进行探讨和分析,并从硬件设计、软件编程等方面进行具体实现。
二、饮料灌装生产流水线的PLC控制饮料灌装生产流水线是食品饮料企业中非常重要的一环,其生产流程主要包括:瓶子送入、清洗、灌装、加盖、封口、贴标、包装、码垛、输送等多个环节。
针对上述流程的实际生产情况,PLC控制方案应具备如下特点:1、功能稳定:PLC控制的饮料灌装生产流水线要能够长期稳定地运行,保证生产效率的稳定。
2、生产线互锁:PLC控制需要对生产流线上的各个环节进行相应的互锁保护,以避免在生产过程中的物料混淆等错误操作。
3、检测监控:利用PLC对生产流线上进行各种检测监控,如瓶子数量、灌装数量、包装数量等,以避免瓶子丢失或灌装不足等情况。
4、数据采集:PLC控制需采集实时数据,进行分析、统计,以便实现对整个生产流程的优化和改进,提高生产效率。
5、报警功能:饮料生产过程中会遇到多种故障问题,利用PLC控制监测,如果出现故障,可以及时报警,实现迅速维修,避免产量下降。
三、硬件设计针对饮料灌装生产流水线的PLC控制硬件设计主要包括PLC、触摸屏、控制面板、传感器等几个方面。
1、PLC选型PLC的选型直接关系到饮品灌装生产流水线的运作质量,因此在进行选型时,应充分考虑生产线的规模、生产速度、成本等因素。
通常建议使用高品质可靠性的PLC,如三菱、欧姆龙等品牌。
2、触摸屏设计PLC控制器与触摸屏之间可以通过简单的串口通信进行数据传输,触摸屏主要负责人机交互界面的设计,包括启动、停止、状态监测、故障信息显示等功能。
毕业设计-饮料灌装生产线的PLC控制系统设计(正规版)

1饮料灌装生产线的PLC控制系统概述
饮料灌装生产线的控制过程主要是继电器接触控制,但这种电路接线复杂,可靠性低,使得工业生产的效率得不到提高。不过,随着时代的开展,饮料灌装生产线的控制过程正朝着智能化和自动化的方向开展。PLC是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的接线复杂、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为根底的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。用户在购到所需的PLC后,只需按说明书的提示,做少量的接线和简易的用户程序编制工作,就可灵活方便地将PLC应用于生产实践。本设计鉴于PLC可靠性高、耐恶劣环境能力强、使用极为方便三大特点,利用PLC技术平台自主开发创新,将机械、电气和自动化等技术有机结合,将传统的继电器-接触器控制功能用PLC代替,构成实用、可靠的饮料灌装生产线PLC控制系统。该控制系统可节省大量电气元件、导线与原材料,缩短设计周期,减少维修工作量, 提高加工零件合格率,进而提高生产率,而且程序调整修改方便灵活,提高了设备的柔性和灵活性。具有整体技术经济效益。
〔2〕PLC的主要功能:
①逻辑控制;②定时控制;③计数控制;④步进(顺序)控制;⑤PID控制、数据控制;⑥PLC具有数据处理能力、通信和联网;⑦其它PLC还有许多特殊功能模块,适用于各种特殊控制的要求,如定位控制模块、CRT 模块。
饮料罐装生产线的PLC控制分析

1、生产流水线简介
生产流水线也称生产流水线,是生产企业最常用的商品制造形式,经手工操作或电脑控制,按照加工流程和顺序完成半成品产品或成品加工、检验和包装工作。它之所以被称为流水线生产,是因为它是一种使用流水线输送带来运送和输送加工产品的ቤተ መጻሕፍቲ ባይዱ置。
2.PLC改造在生产线控制系统中的用途和意义
自动化生产线除了在正常工作情况下自动控制生产线之外,还需要满足设备的调试与计数系统的复位功能。故需设计两种工作模式,手动工作状态和自动工作状态。
1)手动控制工作状态。在手动工作模式下,可以通过点动按钮控制传送带电动机正转或反转,用于调试设备。除此之外还可以通过复位按钮对计数统计值进行清零。
2)自动控制工作状态。按下启动按钮后,系统启动,电动机正传,生产线进入自动工作状态,具备工作条件后,瓶子随着传送带进入工序。当瓶子随着输送带到达灌装设备下时,空罐检测传感器检测为空瓶,停顿1s,电动机停转,将灌装信号送给PLC,灌装阀门打开,灌装驱动装置开始工作。5s后罐装时间到,灌装阀门关闭,通过满瓶检测传感器检测为满瓶时,将传动信号送给PLC,电动机正转,传送带继续向前运行。在自动工作模式下,按下停止按钮,电动机停止转动,传送带停止运行,系统停止运转。
参考文献:
[1]叶童,吴何畏.PLC控制器在饮料灌装生产流水线系统中的应用[J].机械管理开发.2017(01)
[2]阮友德主编,电气控制与PLC实训教程[M].人民邮电出版社,2006
[3]贾艳萍,张春玲,鞠振国,王艳慧.黑木耳红枣复合饮料的生产工艺研究[J].中国酿造.2008(14)
[4]祝美云,张建威,邵建峰,胡赞扬,杨志亮.PET热灌装维生素饮料生产中危害分析及预防措施[J].浙江农业科学.2008(04)
饮料罐装生产流水线的PLC控制毕业论文.docx

饮料罐装生产流水线的PLC控制毕业论文前言工业现代化的进程,对生产过程的自动控制和信息通信提出了更高的要求。
随着计算机和网络通讯技术的发展,企业对生产过程的自动控制和信息通讯提出了更高的要求。
工业自动化系统已经从单机的PLC控制发展到多PLC及人机界面(HMI,Human Machine Interface)的网络控制。
早期的灌装生产流水线大多数采用容积泵式、蠕动泵式作为计量方式。
这些方式存在一些缺点。
例如:灌装精度和稳定性难以保证、更换灌装规格困难等。
本系统采用的饮料分装计量是通过时间和单位时间流量来确定的,计量精度由可编程控制器(PLC)控制确定。
并且在本系统还具有数据统计和故障报警功能,能够准确的将生产情况告知用户,使用户能灵活的调整生产方式和方便的了解到设备的即时运行状态。
PLC控制具有编程简单、工作可靠、使用方便等特点,已经在工业自动化控制领域得到了广泛的应用。
1.绪论1.1饮料灌装生产流水线的概述1.1.1生产流水线的概念生产流水线是生产型企业最常用的制造产品的形式,它是由一群人或机器人在一个接一个的完成一项半成品或成品的加工及检验和包装,由于是有些采用行走的输送带承载被加工的物品,因此被称为流水线生产。
1.1.2生产流水线的形式及特点(1) 板链式装配流水线特点:承载的产品比较重,和生产线同步运行,可以实现产品的爬坡;生产的节拍不是很快;以链板面作为承载,可以实现产品的平稳输送。
(2) 滚筒式流水线特点:承载的产品类型广泛,所受限制少;与阻挡器配合使用,可以实现产品的连续、节拍运行功能;采用顶升平移装置,可以实现产品的离线返修或检测而不影响整个流水线的运行。
(3) 皮带式流水线特点:承载的产品比较轻,形状限制少;和生产线同步运行,可以实现产品的爬坡转向;以皮带作为载体和输送,可以实现产品的平稳输送,噪音小;可以实现轻型物料或产品较长距离的输送。
(4) 差速输送流水线特点:差速输送流水线采用速链牵引,工装板可以自由传送,采用阻挡器定位使工件自由运动或停止,工件在两端可以自动顶升,横移过渡。
饮料罐装生产流水线的PLC控制

饮料罐装生产流水线的PLC控制第一篇:饮料罐装生产流水线的PLC控制目录摘要..............错误!未定义书签。
1、方案选择.......错误!未定义书签。
1.1实现方案...........错误!未定义书签。
1.2采用数字电路...............错误!未定义书签。
2、基本原理电路..........错误!未定义书签。
2.1原理与分析............错误!未定义书签。
2.2原理框图...........错误!未定义书签。
3、电路元件的选择及参数..........错误!未定义书签。
3.1 〈74LS148〉..........错误!未定义书签。
3.2 〈7447〉.................错误!未定义书签。
3.3 〈555〉............错误!未定义书签。
3.3.1 NE555构成的单稳态触发器..........错误!未定义书签。
3.3.2 NE555构成的多谐振荡器.......错误!未定义书签。
4、电路设计及仿真........错误!未定义书签。
4.1单元电路设计...............错误!未定义书签。
4.1.1彩灯设计电路.............错误!未定义书签。
4.1.2数字显示电路.............错误!未定义书签。
4.2 整体电路.................错误!未定义书签。
5、仿真分析.......错误!未定义书签。
5.1彩灯设计电路仿真...............错误!未定义书签。
6、收获、体会和建议......错误!未定义书签。
7、元器件清单.....错误!未定义书签。
8、主要参考资料..........错误!未定义书签。
第二篇:电镀生产的plc控制课程设计电气控制技术课程设计设计题目:电镀生产线的PLC控制专业班级:级自动化班姓名:学号:指导老师:日期:2016题目:电镀生产线的PLC控制一.课题分析课题要求本课题是为了电镀车间提高工效、促进生产自动化以及减轻劳动强度而设计的一种专门半自动起吊设备,采用远距离控制。
PLC可编程控制器在饮料灌装生产线中的应用_本科毕业论文

摘要伴着自动化的水准日趋进步,越来越多的企业面临着生产线的改革和从新计划的难题。
可编程程序控制器PLC是凭借微处理器为中心的控制装置,它将传统的继电器控制系统与计算机技术联系在一起,近年来,已广泛应用于工业自动化,电气自动化,传统产业的改造。
本文论述了PLC可编程控制器在饮料灌装生产线中的应用。
重点剖析了系统的各个设计部分,软件、硬件方案设计,系统流程图,PLC控制系统的I/O分配,增加了出产效率,降低了劳动强度。
关键词:PLC灌装流水线控制;系统硬件接线图ABSTRACTWith the Automation Level More progress, More and more Enterprise Facing Productio n li ne The reform and the new Pla nning problem Programmable con troller PLC By virtue ofMicroprocessor As the cen ter of Con trol device It will The traditi onal Relay Con trolsystem With the computer Tech no logy Together In rece nt years Has bee n widely Be appliedto In dustrial automati on Electrical automatio n The traditi onal in dustry Reform In theDrinks Filling Production line In the application ofThis paper Discusses PLC programmable con troller A key An alyse System Software with hardware Pla n Part And give n System Hardware Wiring Allocati on And The Flow chart Etc.Completed Beverage filli ng Automatio n In creased Productio n Efficie ncy Reduced LaborStre ngth.装Key words:PLC; Filling Assembly line Control ;System Hardware Wiring Fig毕业设计(论文)报告纸电动机的选择接触器的选择热继电器的选择开关电器、熔断器的选择传感器的选择目录摘要........................ABSTRACT .......................绪论........................1.饮料灌装生产流水线总体设计1.1任务的分析...............1.2硬件方案设计.............1.3软件方案设计.............1.3.1经验设计法.............1.3.2逻辑设计法.............2.系统元件的选择............2.1PLC的简介................2.1.1PLC的选择原则........2.1.2PLC的型号确定 .........2.22.32.42.52.63.系统的硬件电路3.1 3.2 3.3 3.4 系统硬件结构..主电路的设计..控制电路的设计操作面板的设计144.系统程序的设计...............4.1控制要求以及控制过程的分析4.1.1系统流程图 ..............4.1.2饮料灌装生产线的PLC控制系统的I/O分配4.2程序.....4.2.14.2.24.2.34.2.44.2.54.2.6 16..6.6.7...7...7...9 (10)...11 ..11 .12.12 .13.13.14.14.14.15初始化程序…… 装箱选择程序.. 流水线主控程序闪烁报警程序.. 计数程序 ..... 数据传送程序...17 (17) (18)..18 ....18 . ...19 .. .20 ....21 (2)1 (22)5.程序的调试23毕业设计(论文)报告纸5.1装箱选择程序的仿真.......... ..23 5.2主控制程序的仿真............. .24 5.3闪烁报警程序的仿真.......... ..27 5.4计数程序的仿真............... ..27 结束语.......................... (28)参考资料........................ .. (30)绪论近年来,饮料行业的迅速发展,层出不穷的各种饮料,品种不断丰富,对设备的I 市场需求日益增长的需求量将继续增加。
灌装饮料生产流水线的PLC控制

《机床电气与PLC》课程设计说明书题目灌装饮料生产流水线的PLC控制应用技术学院系机械设计制造及其自动化专业0681班05号学生姓名.指导教师.完成日期 2009年06月19日.湖南工程学院应用技术学院湖南工程学院课程设计任务书设计题目:饮料罐装生产流水线的PLC控制姓名系别应院专业机械设计制造及其自动化班级 0681学号 5指导老师教研室主任一、设计要求及任务1.设计要求(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作;(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警;(3)系统启动后,必须记录满瓶数,设最多不超过99999999瓶;(4)可以手动对计数值清零(复位)。
2.设计任务(1)绘制工作流程框图或顺序功能图;(2)绘制PLC的硬件接线图;(3)相关元器件的计算与选型,制定元器件明细表;(4)编写全程序梯形图或指令表,并通过调试;(5)编写设计说明书。
二、进度安排及完成时间1.设计时间:一周,2009年06月15日至2009年06月19日。
2.进度安排星期一~星期三:布置设计任务,查阅资料,熟悉设计要求及任务,软硬件设计。
星期四~星期五:整理资料,按格式撰写设计说明书,上交设计作业(打印稿及电子文档)。
目录1.工作流程图 (3)2.硬件设计 (4)3.软件设计 (6)4.系统调试 (9)5总结 (10)6致谢 (10)7参考资料 (11)2 硬件设计1 PLC的选型PLC的容量选择就是要选用合理的I/O点的数量,即在满足控制要求的前提下尽量减少I/O点的使用量,但须留有一定的备用量.。
在该系统中,共设计了13个输入量,10个输出量,所以应选用输入和输出点数均为16的三菱公司的FX系列可编程序控制器。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5 电源模块
该模块将交流电源转换成供CPU 存储器等所需的直流电源,是整个PLC 系统的能源供给中心。它的好坏直接影响到 PLC 的功能和可靠性。目前,大多数 PLC 采用高质量的开关式稳压电源,与普通电源相比,PLC 的电源工作稳定性好,抗干扰能力强。有些机器的电源除了供内部电路使用外,还向外提供24V DC的稳压电源,用于外部传感器的需要,这样就避免了因外部电源不合格而引起的外部故障。
图 1-2 PLC的扫描方式
3 用户程序的模块化结构
在讲述STEP 7编程软件的使用之前,先简要说明一下S7-300/400用户程序的模块化结构。西门子公司S5、S7系列PLC采用的是“块式程序结构”,用“块”的形式来管理用户编写的程序及程序运行所需要的数据,组成完整的PLC应用程序系统。“块”分为数据块和逻辑块。【4】
1 数据块
在生产控制过程中,常常会有很多参数需要修改,故把它们分类放置在不同数据块中有利于进行数据管理;数据块也是各逻辑块之间交换、传递和共享数据的重要途径;数据块有丰富的数据结构,有助于高效管理复杂的变量组合,提高程序设计的灵活性。
2 逻辑块
设计者在编程时,须将程序用不同的逻辑块进行结构化处理,也就是将程序分解为自成
KEY WORDS;S7-300PLC Automation Intelligence
0 引言
工业现代化进程,对生产过程自动控制和信息通讯提出更高的要求。随着计算机和网络技术的发展,企业对生产过程自动化控制和信息通讯提出了更高的要求。工业自动化系统已经从单机的PLC控制发展到多PLC及人机界面的网络控制。
OB1是主程序块,由操作系统不断循环调用。可将所有程序放入0B1中,或部分放入0B1中,再在0B1中调用其他块来组织程序。0B1在运行时,操作系统可能调用其他0B块以响应确定事件,其他0B块的调用实际上就是“中断”。
一个OB的执行可以被另一个0B的调用而中断。一个0B是否可以中断另一个0B由它的优先级决定。高优先级0B可中断低优先级的0B, 0B上的优先级最低。
4.工件计数统计
控制系统可以实现工件的计数统计,包括毛坯数、正品数和废品数。正品数显示在控制面板的数码管上。
5.模拟量检测
灌装液罐的液位由模拟量液位传感器进行监视。液位低于下限时要打开进料阀门,液位高于上限时要关闭进料阀门。
6.故障报警
当设备发生故障时,控制系统能够立即响应,控制面板上相应的故障指示灯会闪亮。故障排除后按下故障复位按钮,生产线才能自动运行。【5】
2.3 PLC的工作原理
PLC 采用循环扫描工作方式,在PLC 中用户程序按先后顺序存放,CPU 从第一条指令开始执行程序,直至遇到结束符后又返回第一条指令,如此周而复始不断循环。这种工作方式是在系统软件控制下,扫描输入的状态(输入刷新),按用户程序进行运算处理,然后向输出发出相应的控制信号(输出刷新)。如图1-2所示。整个工作过程可分为5个阶段自诊断,与编程器或计算机等的通信,现场输入信号的采集,用户程序执行,输出结果。
1、可靠性高
PLC的内部硬件设有光电隔离和滤波作用的抗干扰电路,对外部设备、内部存储单元和接口等具有保护作用,可靠性高。用PLC作为电梯控制系统的控制器,通过软件(梯形图)实现了对电梯运行的自动控制,使系统的安全性也得到较大的提高。【1】
2、操作维护方便
PLC控制不需要大量的电子元件,接线大大减少,错误率低,品于设计操作,维护简单
试设备;
(2 )在手动模式下,可以通过复位按钮对计数统计值进行清零。
3.自动模式
(1 )在自动模式下,按下启动按钮,系统启动,电动机正转,传送带运行。
(2 )空瓶子到达灌装位置时电动机停转,灌装阀门打开。
(3 )灌装时间到,灌装阀门关闭,电动机正转传送带继续运行。
(4 )在自动模式下,按下停止按钮,系统停止,电动机不转,传送带停止运行。
2 存储器
PLC 系统中的存储器主要用于存放系统程序、用户程序和工作状态数据。存放系
统软件的存储器称为系统程序存储器;存放应用软件的存储器称为用户程序存储器。
3 通信接口
主控模块通常有一个或一个以上的通信接口,用以与计算机、编程器相连,实现
编程、调试、运行、监视等功能。
4 输入与输出
PLC 的控制对象是工业生产过程,它与工业生产过程的联系是通过I/O 模块实现的。生产过程有许多控制变量,如温度、压力、液位、速度、电压、开关量、继电器状态等。因此,需要有相应的 I/O 模块作为CPU 与生产现场的桥梁。且这些模块应具有较好的抗干扰能力。目前,生产厂家已开发出各种型号的模块供用户选择。对于输入/输出模块有:数
关键词;S7-300PLC;自动化;智能化
Beverage cans production line of the PLC control
With the computer and network communication technology development, business process automation control and information communication put forward higher requirements. Beverage production line is more complex, more production processes.control system consists of a PLC, AC induction motors, liquid filling, sensors, fault alarm buzzer, production statistics display and other components. Where in the motor is used to control the transport belt portion of beverage bottles. Siemens S7-300PLC series PLC in module control, high-speed counting and computing more powerful, relatively easy to achieve. PLC control production lines, beverage production line automation, intelligent. On labor productivity, improve beverage quality and yield of great significance.
功能FC也是属于用户自己编程的块,但它是“无存储区”的逻辑块。FC的临时变量存
储在L堆栈中,在FC执行结束后,这些数据丢失。要将有关数据存储,功能FC可以使用全
局数据块DB。
(2) 组织块
组织块0B是操作系统与用户程序在各种条件下的接口界面,用于控制程序的运行。不
同的0B块由不同的事件起动,执行不同的功能,且具有不同的优先级,可用于控制循环执行或中断执行及PLC起动方式等。
MODBUS以及TCP/IP等现场总线标准的应用,使电梯实现了多层站控制、群控控制、远程监控等功能。正是有了这些功能,才使运行效率提高。
2.2 PLC硬件介绍
S7-300/400 属于模块式PLC,主要由机架、电源模块、CPU模块、信号模块、通信模块、功能模块、接口模块等组成,所有模块均安装在机架上。【2】
4 控制任务
自动化生产模型设计了自动和手动两种方式。手动用于设备的调试及计数复位。自动模式下允许启动生产线。
控制系统包括紧急情况的处理和故障诊断与显示报警。
1.急停功能
当设备发生故障时,按下急停按钮停止设备的一切运行。
2.手动模式
(1 )在手动模式下,可以通过点动按钮使传送带电动机正转或反转,用于调
硕士研究生课程结课论文
《工业控制及PLC》
姓 名:
常佳龙
学号:
2012200280
年级:
研12-3班
学科专业:
电气工程
二级院系:
电气与信息工程学院
日 期:
2013--6-20
教师评定:
综合评定成绩: 任课教师签字:
饮料罐装生产线的PLC控制
摘要:随着计算机和网络通讯技术的发展,企业对生产过程自动化控制和信息通讯提出了更高的要求。饮料生产线比较复杂,生产环节比较多。其中饮料灌装就是饮料生产线上的重要环节。控制系统由一台PLC、交流异步电动机、液灌、传感器、故障报警蜂鸣器、产量统计显示器等组成。其中电机用来控制运送饮料瓶的传送带部分。西门子S7-300PLC系列PLC在模块控制、高速计数和计算方面功能较强,实现比较方便。采用PLC控制生产线,实现饮料生产线的自动化、智能化。对劳动生产率的提高,饮料质量和产量的提高有着重要的意义。
体系的多个部分。每个逻辑块为不同设备或不同功能的控制程序。程序分块后有以下优点:
规模大的程序更容易理解、可以对单个的程序进行标准化、程序修改更容易、查错更为简单、
系统调Байду номын сангаас更容易等。
逻辑块包括功能块FB、FC,组织块0B,系统功能块SFB、SFC。下面分别介绍。
(1)功能块
功能块FB属于用户自己编程的块,相当于“子程序”。它带有一个附属的背景块DI,可将FB的参数和静态变量存放在背景数据块中,临时变量存放在L数据堆栈中。DI随FB的调用而打开,随FB执行结束而关闭,所以存在DI中的数据不会丢失,但保存在L堆栈中的临时数据将丢失。FB可以使用全局数据块DB。
1中央处理器
CPU 是PLC 的控制中枢,它由控制器和运算器组成。其中,控制器是用来统一指挥和控制PLC 工作的部件。运算器则是进行逻辑、算术等运算的部件。PLC 在CPU 的控制下使整个机器有条不紊地协调工作,以实现对现场各个设备的控制。CPU 按照系统程序赋予的功能,接收并存储从编程器键入的用户程序和数据;检查电源、存储器、I/O 以及警戒定时器的状态,并能诊断用户程序中的语法错误。当PLC 投入运行时,首先它以扫描的方式接收现场各输入装置的状态或数据,并分别存入 I/O 映象区,然后从用户程序存储器中逐条读取用户程序,经过命令解释后按指令的规定执行逻辑或算术运算等任务,并将逻辑或算术运算的结果送入 I/O 映象区或数据寄存器内。等所有的用户程序执行完毕之后,最后将 I/O 映象区的各输出或输出寄存器内的数据传送到相应的输出装置,如此循环运行,直置停止运行为止。