(完整版)FANUC-0系统报警代码一览表
发那科报警一览表

发那科报警一览表
发那科报警一览表
FANUC
1、程序错误/有关编程和操作的报警(P/S报警)
000号----253号 5010号----5455号
2、绝对脉冲编码器APC的报警 300号---309号
3、感应同步器报警 330号---331号
4、串行脉冲编码器SPC的报警 360号----387号
5、伺服报警1 401号----468号
6、超程报警 500号----515号
7、伺服报警2 600号----607号
8、过热报警 700号----704号
9、刚性攻丝报警 740号---742号
10、串行主轴报警 749号---784号
11、系统报警 900号----976号
以上为FANUC系统报警的基本号,详细见发那科说明书,我给你发一个电子档得说明书,你看一下
以下是FANUC的一些基本参数:
1320 机床三轴正方向的行程
1321 机床三轴负方向的行程
1420 机床三轴快速位移速度
1421 机床FO进给速度
4077 主轴定位参数调整
1850 机床原点调整
1851 机床的三轴背隙的调整
3401.0 机床有无小数点
5115 G83回退量调整
具体的我给你发一份参数说明书,你看看上面,。
发那科数控系统报警代码表
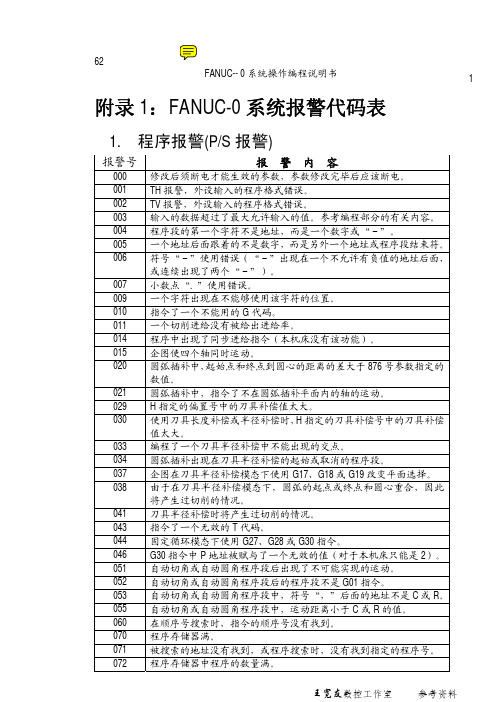
1 附录1:FANUC-0系统报警代码表1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC系统报警代码
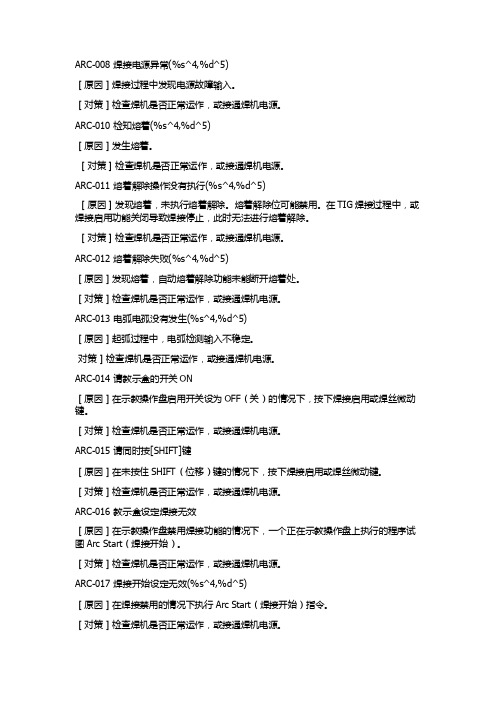
ARC-008 焊接电源异常(%s^4,%d^5)[原因]焊接过程中发现电源故障输入。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-010 检知熔着(%s^4,%d^5)[原因]发生熔着。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-011 熔着解除操作没有执行(%s^4,%d^5)[原因]发现熔着,未执行熔着解除。
熔着解除位可能禁用。
在TIG焊接过程中,或焊接启用功能关闭导致焊接停止,此时无法进行熔着解除。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-012 熔着解除失败(%s^4,%d^5)[原因]发现熔着,自动熔着解除功能未能断开熔着处。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-013 电弧电孤没有发生(%s^4,%d^5)[原因]起弧过程中,电弧检测输入不稳定。
对策]检查焊机是否正常运作,或接通焊机电源。
ARC-014 请教示盒的开关ON[原因]在示教操作盘启用开关设为OFF(关)的情况下,按下焊接启用或焊丝微动键。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-015 请同时按[SHIFT]键[原因]在未按住SHIFT(位移)键的情况下,按下焊接启用或焊丝微动键。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-016 教示盒设定焊接无效[原因]在示教操作盘禁用焊接功能的情况下,一个正在示教操作盘上执行的程序试图Arc Start(焊接开始)。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-017 焊接开始设定无效(%s^4,%d^5)[原因]在焊接禁用的情况下执行Arc Start(焊接开始)指令。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-018 电弧电孤检知信号无法检知(%s^4,%d^5) [原因]焊接过程中,电弧检测信号丢失。
[对策]检查焊机是否正常运作,或接通焊机电源。
ARC-019 电弧电孤检知信号无法收信(%s^4,%d^5) [原因]无法读取电弧检测输入信号。
FANUC报警一览表之
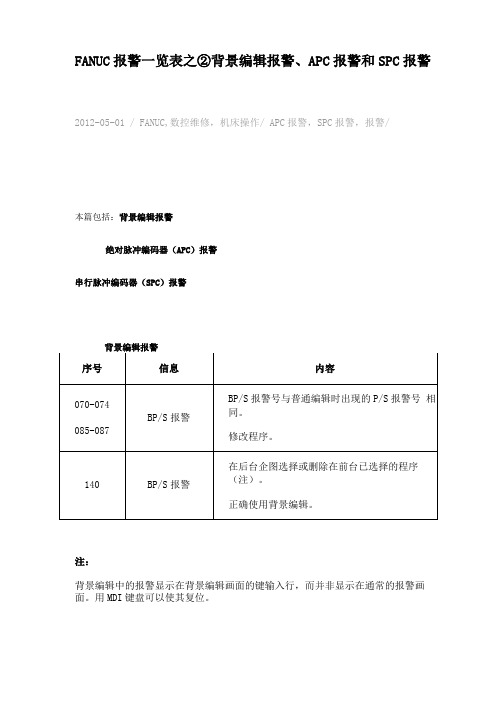
FANUC报警一览表之②背景编辑报警、APC报警和SPC报警2012-05-01 / FANUC,数控维修,机床操作/ APC报警,SPC报警,报警/
本篇包括:背景编辑报警
绝对脉冲编码器(APC)报警
串行脉冲编码器(SPC)报警
背景编辑报警
注:
背景编辑中的报警显示在背景编辑画面的键输入行,而并非显示在通常的报警画面。
用MDI键盘可以使其复位。
绝对脉冲编码器(APC)报警
串行脉冲编码器(SPC)报警
l 串行脉冲编码器报警
# 6 (CSA):校验和检查报警。
#5(BLA):电池电压低报警。
#4(PHA):相位数据错误报警。
#3(PCA):速度计数故障报警。
#2(BZA):电池零电压报警。
#1(CKA):时钟报警。
#0(SPH):软相位数据故障报警。
-7 #& #5 #4 #2 ¥1-0^
:202川CSAtJ BLAU PHA4J PCAP BZAa CKA^SPH
#7 (DTE):数据错误报警。
# 6 (CRC):CRC错误报警。
# 5 (STB):停止位错误报警。
#4(PRM):参数错误报警。
在此情况下,还会出现伺服参数错误报警(No.417)。
FANUC 0系统报警代码一览表
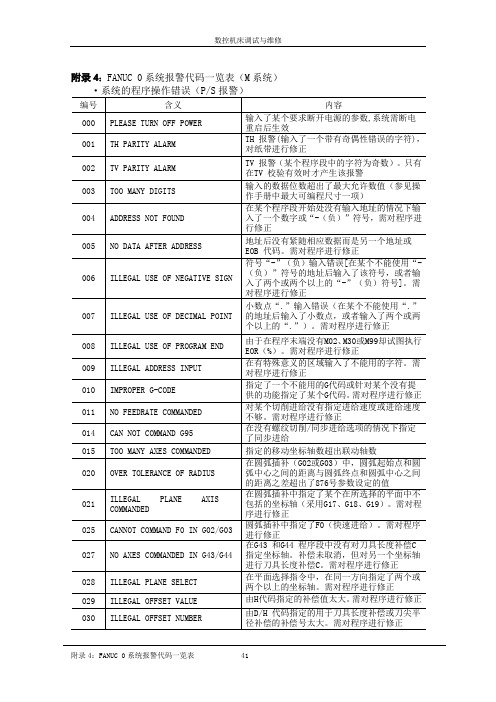
附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
#7 #6 #5 #4 #3 #2 #1 #0注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC-0系统报警代码一览表

FANUC-0系统报警代码一览表附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警注:串行脉冲编码器3n 9号报警的详细情况串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示:CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中 OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警); LV :在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ; DCAL :在伺服放大器中产生了再生放电电路报警。
FANUC系统报警代码表2011
FANUC系统报警代码表1.程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC0系统报警代码表
FANUC-0系统报警代码表1、程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不就是地址,而就是一个数字或“-”。
005 一个地址后面跟着的不就是数字,而就是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“、”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点与终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点与圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能就是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不就是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不就是C或R。
FANUC 0系统报警代码一览表

附录4:FANUC 0系统报警代码一览表(M系统)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
@·串行脉冲编码器(SPC)报警注:串行脉冲编码器3n9号报警的详细情况;串行脉冲编码器3n9号报警的详细情况在诊断地址(760~767号,770~777号)中显示:#7#6#5#4#3#2#1;CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障, —更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
… #7 #6 #5 #4 #3 #2 #1 #0 /注意:如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);LV : 在伺服放大器中产生了低电压报警。
检查LED ;OVC :在数字伺服内部产生了一个过电流报警;,HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;HVAL :在伺服放大器内产生了一个过电压报警。
发那科报警表

发那科报警表一、后台编辑报警1.报警信息: “BP/S alarm”,BP/S报警。
报警说明: 与一般的程序编辑中发生的P/S号报警相同,发生BP/S 报警(070、071、072、073、074、085、086、087)。
2. 140号报警报警信息: “BP/S alarm”,BP/S报警。
报警说明: 在后台选择或者删除了一个在前台选中的程序。
二、程序错误报警1.000号报警报警信息: “Please turn off power”,请关闭电源。
报警说明:设定了必须关断电源才能生效的机床数据。
2.001号报警报警信息: “TH Parity alarm”,TH奇偶报警。
报警说明:TH报警(输入了不符合奇偶的字符),应修改纸带。
3.002号报警报警信息: “TV Parity alarm”,TV奇偶报警。
报警说明:TV报警(一个程序段内的字符数为奇数)。
仅在TV检测为ON时发生。
4.003号报警报警信息: “T oo many digits”,数字太多。
报警说明: 输入了超过允许位数的数据。
5.004号报警报警信息: “Address not found”,没有发现地址。
报警说明: 在程序段的开始无地址,输入了数字或符号“-”。
修改程序。
6.005号报警报警信息: “No data after address”,地址之后没有数据。
报警说明: 地址后面没有跟随数据,而出现下一个地址或者EOB码。
修改程序。
7.006号报警报警信息: “Illegal use of negative sign”,非法使用负号。
报警说明: 负号“-”输入错误(“-” 出现在不可能输入这个符号的地址中或者输入了两个以上的“-”)。
修改程序。
8.007号报警报警信息: “Illegal use of decimal point”,非法使用十进制小数点。
报警说明: 小数点“.”输入错误(小数点“.”出现在不可能输入这个符号的地址中或者输入了两个以上的“.”)。
FANUC-0系统报警代码表

之袁州冬雪创作FANUC-0系统报警代码表 1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才干生效的参数,参数修改完毕后应该断电.001 TH报警,外设输入的程序格式错误.002 TV报警,外设输入的程序格式错误.003 输入的数据超出了最大允许输入的值.参考编程部分的有关内容.004 程序段的第一个字符不是地址,而是一个数字或“-”.005 一个地址后面跟着的不是数字,而是别的一个地址或程序段竣事符.006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或持续出现了两个“-”).007 小数点“. ”使用错误.009 一个字符出现在不克不及够使用该字符的位置.010 指令了一个不克不及用的G代码.011 一个切削进给没有被给出进给率.014 程序中出现了同步进给指令(本机床没有该功能).015 企图使四个轴同时运动.020 圆弧插补中,起始点和终点到圆心的间隔的差大于876号参数指定的数值.021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动.029 H指定的偏置号中的刀具抵偿值太大.030 使用刀具长度抵偿或半径抵偿时,H指定的刀具抵偿号中的刀具抵偿值太大.033 编程了一个刀具半径抵偿中不克不及出现的交点.034 圆弧插补出现在刀具半径抵偿的起始或取消的程序段.037 企图在刀具半径抵偿模态下使用G17、G18或G19改变平面选择.038 由于在刀具半径抵偿模态下,圆弧的起点或终点和圆心重合,因此将发生过切削的情况.041 刀具半径抵偿时将发生过切削的情况.043 指令了一个无效的T代码.044 固定循环模态下使用G27、G28或G30指令.046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2).051 自动切角或自动圆角程序段后出现了不成能实现的运动.052 自动切角或自动圆角程序段后的程序段不是G01指令.053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R.055 自动切角或自动圆角程序段中,运动间隔小于C或R的值.060 在顺序号搜索时,指令的顺序号没有找到.070 程序存储器满.071 被搜索的地址没有找到,或程序搜索时,没有找到指定的程序号.072 程序存储器中程序的数量满.073 输入新程序时企图使用已经存在的程序号.074 程序号不是1~9999之间的整数.076 子程序调用指令M98中没有地址P.077 子程序嵌套超出三重.078 M98或M99中指令的程序号或顺序号不存在.085 由外设输入程序时,输入的格式或波特率不正确.086 使用读带机/穿孔机接口停止程序输入时,外设的准备信号被关断.087 使用读带机/穿孔机接口停止程序输入时,虽然指定了读入停止,但读过了10个字符后,输入不克不及停止.090 由于间隔参考点太近或速度太低而不克不及正常执行恢复参考点的操纵.091 自动运转暂停时(有剩余移动量或执行辅助功能时)停止了手动返回参考点.092 G27指令中,指令位置到达后发现不是参考点.100 PWE=1,提示参数修改完毕后将PWE置零,并按RESET键.101 在编辑或输入程序过程中,NC刷新存储器内容时电源被关断.当该报警出现时,应将PWE置1,关断电源,再次打开电源时按住DELETE 键以清除存储器中的内容.131 PMC报警信息超出5条.179 597号参数设置的可控轴数超出了最大值.224 第一次返回参考点前企图执行可编程的轴运动指令. 2. 伺服报警报警号报警内容400 伺服放大器或电机过载.401 速度节制器准备号信号(VRDY)被关断.404 VRDY信号没有被关断,但位置节制器准备好信号(PRDY)被关断.正常情况下,VRDY和PRDY信号应同时存在.405 位置节制系统错误,由于NC或伺服系统的问题使返回参考点的操作失败.重新停止返回参考点的操纵.410 X轴停止时,位置误差超出设定值.411 X轴运动时,位置误差超出设定值.413 X轴误差寄存器中的数据超出极限值,或D/A转换器承受的速度指令超出极限值(能够是参数设置的错误).414 X轴数字伺服系统错误,检查720号诊断参数并参考伺服系统手册.415 X轴指令速度超出511875检测单位/秒,检查参数CMR.416 X轴编码器故障.417 X轴电机参数错误,检查8120、8122、8123、8124号参数.420 Y 轴停止时,位置误差超出设定值.421 Y轴运动时,位置误差超出设定值.423 Y轴误差寄存器中的数据超出极限值,或D/A转换器承受的速度指令超出极限值(能够是参数设置的错误).424 Y轴数字伺服系统错误,检查721号诊断参数并参考伺服系统手册.425 Y轴指令速度超出511875检测单位/秒,检查参数CMR.426 Y轴编码器故障.427 Y轴电机参数错误,检查8220、8222、8223、8224号参数.430 Z轴停止时,位置误差超出设定值.431 Z轴运动时,位置误差超出设定值.433 Z轴误差寄存器中的数据超出极限值,或D/A转换器承受的速度指令超出极限值(能够是参数设置的错误).434 Z轴数字伺服系统错误,检查722号诊断参数并参考伺服系统手册.435 Z轴指令速度超出511875检测单位/秒,检查参数CMR.436 Z轴编码器故障.437 Z轴电机参数错误,检查8320、8322、8323、8324号参数. 3. 超程报警报警号报警内容510 X轴正向软极限超程.511 X轴负向软极限超程.520 Y轴正向软极限超程.521 Y轴负向软极限超程.530 Z轴正向软极限超程.531 Z轴负向软极限超程. 4. 过热报警及系统报警700号报警为NC主印刷线路板过热报警,704号报警为主轴过热报警.其它的6××为PMC系统报警,9××为NC系统报警.用户如发现以上两种报警,请及时通知我们或直接向FANUC公司咨询,以便接洽维修.2×××为机床报警。
FANUC 0系统报警代码一览表(M系统
附录4:FANUC 0系统报警代码一览表(M系统)·系统的程序操作错误(P/S报警)·后台编辑报警注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·绝对脉冲编码器(APC)报警·串行脉冲编码器(SPC)报警在出现下列报警之一时,其可能原因是脉冲编码器或电缆出故障。
串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示:CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,更换脉冲编码器反馈电缆或NC 轴板。
STB :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
·伺服报警#7 #6 #5 #4 #3 #2 #1 #0#7 #6 #5 #4 #3 #2 #1 #0如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中 OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警); LV : 在伺服放大器中产生了低电压报警。
检查LED ; OVC :在数字伺服内部产生了一个过电流报警;HCAL :在伺服放大器内产生了一个异常电流报警。
FANUC-0系统报警代码表之欧阳法创编
FANUC-0系统报警代码表 1. 程序报警(P/S报警)报警号报警内容000 修改后须断电才能生效的参数,参数修改完毕后应该断电。
001 TH 报警,外设输入的程序格式错误。
002 TV报警,外设输入的程序格式错误。
003 输入的数据超过了最大允许输入的值。
参考编程部分的有关内容。
004 程序段的第一个字符不是地址,而是一个数字或“-”。
005 一个地址后面跟着的不是数字,而是另外一个地址或程序段结束符。
006 符号“-”使用错误(“-”出现在一个不允许有负值的地址后面,或连续出现了两个“-”)。
007 小数点“. ”使用错误。
009 一个字符出现在不能够使用该字符的位置。
010 指令了一个不能用的G代码。
011 一个切削进给没有被给出进给率。
014 程序中出现了同步进给指令(本机床没有该功能)。
015 企图使四个轴同时运动。
020 圆弧插补中,起始点和终点到圆心的距离的差大于876号参数指定的数值。
021 圆弧插补中,指令了不在圆弧插补平面内的轴的运动。
029 H指定的偏置号中的刀具补偿值太大。
030 使用刀具长度补偿或半径补偿时,H 指定的刀具补偿号中的刀具补偿值太大。
033 编程了一个刀具半径补偿中不能出现的交点。
034 圆弧插补出现在刀具半径补偿的起始或取消的程序段。
037 企图在刀具半径补偿模态下使用G17、G18或G19改变平面选择。
038 由于在刀具半径补偿模态下,圆弧的起点或终点和圆心重合,因此将产生过切削的情况。
041 刀具半径补偿时将产生过切削的情况。
043 指令了一个无效的T 代码。
044 固定循环模态下使用G27、G28或G30指令。
046 G30指令中P地址被赋与了一个无效的值(对于本机床只能是2)。
051 自动切角或自动圆角程序段后出现了不可能实现的运动。
052 自动切角或自动圆角程序段后的程序段不是G01指令。
053 自动切角或自动圆角程序段中,符号“,”后面的地址不是C或R。
FANUC报警一览表(全)

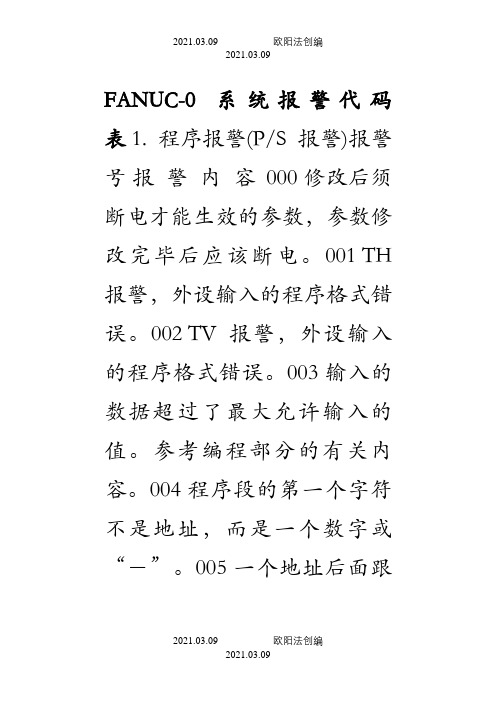
025
CANNOT COMMAND FO IN G02.-G03 (M senes->
在HXff补中,用F1—位数进给指令了F0(快遼进给)。修改 程序。
027
NO AXES COMMANDED IN G43.G44 (Msene^)
在刀具长度补偿C中,4G43 G44的程序段,没有指建轴。 刀具长度补偿C中•在没有取消补偿状态下,又对其他轴进厅 补偿。修改程序。
午川乍綸入偏置©-gio「• m广p flz戒占 没有指定p值。修改思序.
032
ILLEGAL OFFSET VALUE IN GIO
程序输入(GLO)或用系统变量写tttt时,指定的備 置盘过大.
033
NOSOLtmeATCRC CM曲)
刀具补偿没有求到交点.修改程序.
NO SOLUTION .AT CRC
003
TOO h£ANY DIGITS
愉入了趨过允许値的数据(参数最大可编程值)
004
.ADDRESS NOT FOUND
荐呼段艸头士地址.只籀入『数值或符号”一二 修改锂序v
005
NO DATA AFTER ADDRE%
地址厉番有紧随権应的!»据”而筍入「地址.HOB代码g修改
006
ILLEGAL USE OF乂EGATIVE SIGN
010
IMPROPER G(ODE
指定r一个不能用的g代码或针对某个没有提供的功能指定(某个G代码。修改程序。
Oil
NO FEEDRATE COMMANDED
没有指定切削进给速度,或进给速度指令不为。修改程序.
014
CAN NOT COMMAND G95
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录4:FANUC 0系统报警代码一览表(M系统)
·后台编辑报警
注意:采用后台编辑功能时,在MDI操作B中可能显示后台报警。
·串行脉冲编码器(SPC )报警
注:串行脉冲编码器3n 9号报警的详细情况
串行脉冲编码器3n 9号报警的详细情况在诊断地址(760~767号,770~777号)中显示: CSA :串行脉冲编码器出故障。
需更换。
BLA :电池电压太低,更换电池。
该报警与串行脉冲编码器报警无关。
PHA :串行脉冲编码器或反馈电缆出故障。
更换串行脉冲编码器或反馈电缆。
RCA :串行脉冲编码器出故障。
需更换。
BZA :串行脉冲编码器首次供电。
确保电池电缆连接良好。
将电源断开,再接通执行一次返回参考位置。
该报警与串行脉冲编码器报警无关。
CKA :串行脉冲编码器出故障。
需更换。
SPH :串行脉冲编码器或反馈电缆出故障。
需更换串行脉冲编码器或反馈电缆。
DTE :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
CRC :串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障,
更换脉冲编码器反馈电缆或NC 轴板。
STB
:串行脉冲编码器发生通信错误。
脉冲编码器、反馈电缆或反馈接收电路出故障。
注意:
如果在刚性攻螺纹中出现主轴误差过大的报警,则会显示攻螺纹进给轴误差过大的报警号。
·4n 4号伺服报警详情:
4n 4号伺服报警的详细说明被显示在轴顺序的720~727号诊断号中
OVL :产生了一个过载报警(该位引起400、402、406/490号伺服报警);
LV : 在伺服放大器中产生了低电压报警。
检查LED ;
OVC :在数字伺服内部产生了一个过电流报警;
HCAL :在伺服放大器内产生了一个异常电流报警。
检查LED ;
HVAL :在伺服放大器内产生了一个过电压报警。
检查LED ;
DCAL :在伺服放大器中产生了再生放电电路报警。
检查LED ;
FBAL :产生了一个断线报警(该位引发4n6 号伺服报警);
OFAL :数字伺服内部产生了一个溢出报警。
#7 #6 #5 #4 #3 #2 #1 #0
注:显示硬件故障时带有星号(*)
921 SUB CPU WATCHDOG ALARM 这是与子CPU板相关的监控定时器报警或第5、6轴的伺服系统报警。
更换子CPU板或5/6轴控制PC 板
922 7/8 AXIS SERVO SYSTEM ALARM 这是第7或8轴的伺服系统报警。
更换7/8轴控制PC板
930 CPU ERROR 这是一个CPU错误。
更换主CPU板940 PC BOARD INSTALLATION ERROR PC板安装不正确。
检查PC板的规格
941 MEMORY PC BOARD CONNECTION
ERROR
存储PC板连接不良。
确保PC板连接牢固
945 SERIAL SPINDLE COMMUNICATION
ERROR
串行主轴的硬件配置不正确或发生了一次通信
报警,检查主轴的硬件配置。
另外还要确保串行
主轴的硬件被牢固连接好
946 SECOND SERIAL SPINDLE
COMMUNICATION ERROR
无法与第二个串行主轴进行通信。
确保第二个串
行主轴被牢固连接好
950 FUSE BLOWN ALARM 熔丝被熔断。
更换熔丝(+24E:F14)
960 SUB CPU ERROR 这是一个子CPU错误。
更换子CPU板
998 ROM PARITY 这是一个ROM奇偶性错误。
更换发生错误的ROM
·外部报警
编号含义内容和相应措施
1000 EXTERNAL ALARM 该报警是由PMC梯形图检测到的,详细情况参见机床制造厂家提供的有关手册。