造船起重机
起重机械产品样本造船门式起重机
+& ’ +
轨上 ’ 轨下
""
,& ’ /
/& ’ $
/$ ’ $
+& ’ +
",
,"
/"
/)
+"
上小车
&2)$3)2$;&2)$3(($ 轻载) &2+3+;&2+3((" 轻载) &2$3$;&2$3((& 轻载) &2$3$;&2$3((& 轻载)
起升
主钩
&2)$3)2$;&2)$3(($ 轻载) &2+3+;&2+3((" 轻载) &2$3$;&2$3((& 轻载) &2$3$;&2$3((& 轻载)
8)$
起重量(!)
( % ’)($ 两钩吊载允差!#)!)
上小车
起升速度 运行速度
(& + &,-)
$.") / ".() 满载) $.") / (# )$9 满载) $.* / ’8.*() 风速 0 ’1& + 2) $.* / "($ 风速 0 :& + 2)
下小车
起重量(!) 主起升
速度 (& 副起升
(!)
起升高度(")
起升速度
主起升
副起升 (" # "$%)
运行速度
维修吊车
起重量(!)
起升高度(")
合理而有效地减轻大型造船门式起重机整机自重
目前 ,大型 造 船 门式 起 重 机 的 结 构 形 式 主 要 有 2种 :双 梁 门式 起 重 机 和单 梁 门式 起 重 机 。 由
于这 2种 门式 起 重 机 各 有 优 缺 点 ,到 底 是 单 梁 好
的有 效 载荷 ( 于 旧设 备 的改 造 ) 对 。大 型 造 船 门式
起 重机 的 主要 结 构 分 为 主 梁 、刚 性 腿 和 柔 性 腿 3
项要 求 时 ,可 根据 起 重机 设 计 规 范 确定 主梁 刚度 。
所以对新设计项 目而 言 ,设计思路就是在 不降低
起 重机 性 能 的前 提 下 ,如 何 最 大 限度 的减 少无 效 载荷 减 轻 对 基 础 的 压 力 ,从 而 降 低 基 础 的 投 资 。
主梁 的 刚度 用额 定 载荷 和 小 车 自重在 跨 中 引起 的 垂 直静 挠度 反 映 ,根据 我 国广 大 用户 的实 际情 况 , 其 计算 值 为跨度 的 170~180较 合适 。 /5 /0 ( ) 主梁 的高 度 适 当增 加 主 梁 的 高 度 ,可 2
关 键 词 : 门式 起 重 机 ;整 机 自重 ;设 计
Ab t a t Wi h p b i i g i d s y d v lp n sr c : t s i ul n n u t e eo i g,d ma d o r e s i u li g g n r r n s mo e a d mo e i — h d r e n fl g h p b i n a t c a e i a d y r n r n
维普资讯
合 理 而 有 效 地 减 轻 大 型 造 船 门 式 起 重 机 整 机 自重
中 国船舶 第九设 计 院 董 元跃
造船门式起重机电气线路的设计要点

9 结束语
利 用 P C控制 的变频 调 速 技术 ,造船 门式起 重 L
【] 1张质文. 1 起重机设计手册 , 国铁道出版社 。 中
【 刘瑞琦 . 运输 机械 电气设备 , 2 ] 起重 中国铁道 出版社 .
Shp u lig Ga t a e Elcr r ut sg ib i n n r Cr n e ti Ci iDe in d y c c
.
4 接触器
励磁。 使电机有足够大的转矩 , 维持重物在空中的停住 状态 , 以保证在电磁制动器释放时不会发生“ 溜钩” 。
接触 器是用来将主电路接通与断开远距离控制 7 可编程序控 制器 的电器 。用于远距离控制和频繁动作 , 以较小的控制 功率控制较大功率 的主电路 , 控制 电动机的起动 、 制 完成系统逻辑控制部分控制 电动机 的正 、 反转 、 动、 停止和调速 , 实现 自动保护。 调速等控制信号进入 P C P C经处理后 ,向变频器 L ,L 发 出起停、 调速等信号 , 开始运行。 5 电阻器 造船 门式起重机主钩 、 副钩 、 车 、 车 由各 自 大 小 的 P C控制 , L 当大主钩 、 副钩 、 大车、 车电动机运行 小 电阻器在起重机中是用来供电动机起动、 制动和 在电动状态时 , 控制过程基本相似 , 变频器与 P C之 L 调节转速的一种电器元件 ,按其用途的不 同可分为 间控制关系在硬件组成以及 软件的实现基本相 同。 起动电阻器 、 制动 电阻器和调速电阻器等。 当主钩电动机运行状态处于电动 、倒拉反接或再生 制动 电阻 : 起重机放下重物时 , 由于重力加速度 制 动状 态 ,变 频器 与 P C之 间控 制关 系在 硬件 组 成 L 的原 因电动机将处于再生制动状态 ,拖动系统的动 以及软 件 的实现 有 区别 。 能要反馈 到变频器直流电路中 ,使直流电压不断上 系 统软 件设 计 : 过对 P C进 行 编 程 , 现 P C 通 L 实 L 升 , 至达到危险的地步 , 甚 应将再生到直流电路里的 与变频器信息交换 的控制 。编程 的依据是系统 的工 能量消耗掉 , 使直流 电压保持在允许范 围内。制动电 作 过程 。 阻 可 消耗 此 能量 。 造船 门式起重 机小车 电路 : 部 门关好 后 , 全 紧急开 关等符合要求 , 手柄开关置于零位 , 按下起动按钮 , 接 6 变频器 触器通电吸合, 三相电源接通。 如速度选择开关置于速 度i , 档 电源和电动机接通 , 档速度起动 ; 1 速度选择 61 调 速 方 法 . 开关置于 2 , 档速度运行 , 档 2 其余类推 。速度开关置 采用具有矢量控制或直接转矩控制方式 的变频 于零位或由于停电, 电动机停止运行。 当发生紧急情况 调 速 系统 。 时 , 即拉开紧急开关 , 立 变频器紧急停机控制端接通 , 62 制动 方 法 _ 变频器将使电动机迅速停机。 当电动机过载 , 热保护继 采用再生制动 、直流制动和电磁机械制动相结 电器的触点接通变频器外接保护控制端 ,变频器停止 合 的方法。通过变频调速系统的再生制动和直流制 工作 。当小车行走到终端时, 两端各有挡块 , 撞上限位 动把运动 中的大车 、小车或 吊钩迅速而准确地将转 开关 , 切断小车电路, 小车停车并制动。变频器如发生 速降为 0 利用 电磁制动器进行机械制动。 , 故障跳闸, 当故障被排除, 以起动时, 可 按下复位按钮 , 63 变频 调速 系统 的控 制要点 . 使变频器恢复到正常运行状态。 造船 门式起重机 的拖动 系统的控 制动作包括 : 接通复位控制端, 控制小 车电动机 的变频器输入控 制端的安排 : 大车的左右行及速度档次 ;小车的前后行和速度档 般 门式起重 机有 多档 速度 , 节速 度 的 目的 。 调 次; 吊钩的升 降及速度等 , 这些都可以通过 P C可编 L
造船行业的船舶起重机操作规程

造船行业的船舶起重机操作规程第一章概述1.1 引言本规程旨在规范造船行业船舶起重机的操作,确保船舶起重机的安全可靠运行,保障船舶建造和装卸作业的顺利进行。
本规程适用于造船企业的各类船舶起重机操作人员。
1.2 术语及定义1)船舶起重机:指船舶上用于装卸货物、设备的起重机械。
2)操作人员:指具备相关起重机操作证书并经过培训合格的人员。
第二章起重机操作准备2.1 安全检查在进行起重机操作之前,操作人员应仔细检查起重机的各个部件,确保其完好无损,特别是:2.1.1 结构和连接件检查检查起重机的各个连接部位,确保紧固件牢固可靠,没有松动或损坏。
2.1.2 工作状态检查确认起重机没有处于非正常的工作状态,如有故障或异常,应立即上报维修人员进行处理。
2.1.3 安全装置检查检查各项安全装置的完好性,保证其正常工作,包括限位开关、超载保护装置等。
2.2 起重机操作前准备在正式进行起重机操作之前,操作人员需要进行以下准备工作:2.2.1 穿戴个人防护装备操作人员应穿戴符合要求的个人防护装备,包括安全帽、防滑鞋、防护手套等。
2.2.2 确定操作区域操作人员应确保起重机工作区域内没有人员或其他障碍物,确保操作的安全性。
第三章起重机操作步骤3.1 起重机启动操作人员在起重机操作前,需按以下步骤进行起动:3.1.1 操作台准备操作人员在操作台上确认起重机的开关、按钮等控制装置处于正常状态,同时检查视线良好,无遮挡物。
3.1.2 起动起重机操作人员按照起重机的启动程序,开启相应的电源开关,然后操作控制装置,逐步启动起重机。
3.2 负载吊起与运送在进行负载吊起与运送操作时,操作人员需要遵循以下步骤:3.2.1 吊具检查操作人员应检查吊具的完好性,确保无裂缝、断裂等损坏情况。
3.2.2 吊具连接与固定操作人员使用吊具正确连接并固定负载,确保负载不会滑脱或侧翻。
3.2.3 起重操作操作人员应根据实际情况进行起重操作,保持吊重稳定,避免快速加减速度造成负载晃动过大。
大型造船门式起重机项目监理及质量通病的防治

大型造船门式起重机项目监理及质量通病的防治摘要:结合工作实践叙述了超大型门式起重机项目监理工作应该把好的几个关,并就如何防治钢结构的质量通病提出了自己的见解。
关键词:大型造船门式起重机资质要求精度控制质量通病防治近十年来,随着造船的大型化发展趋势,以及国内造船模式趋向于大分段建造方式,造船门式起重机的需求急剧增长。
该类起重机是通过配备两套起升机构的上小车和一套起升机构的下小车的配合,来实现船体分段的翻身作业。
与传统门座起重机相比,大型造船门式起重机对船体分段的安装和运输有明显的优势。
本人曾经担任过中船重工集团BSIC1000吨门式起重机、天津港船600吨门式起重机等项目的监理组长,对大型造船门式起重机的监理工作及质量通病的防治有一定的认识。
现结合工作实践,提出如下看法。
1、监理工程师应充分了解大型门式起重机的使用功能及设计意图,有针对性地提出专业意见,做好“专业”把关大型门式起重机具有起重量大、作业范围广、分段翻身效率高等优点,但同时也有制作精度要求高、自重大等缺点,另外船用大型门式起重机使用工况不同于一般门座机也不同于港口起重机,其利用等级、载荷状态不高。
了解使用功能,工艺要求及设计意图,对大型门式起重机的结构选型,材料使用以及使用等级定级提出专业意见,这对于优化设计,使之合理地满足使?用功能要求,从而体现出监理的价值,具有较大的帮助。
1.1 功能要求主要了解起重量、起升高度、跨度、翻身重量等要求。
1.2 使用要求作业环境的盐度、温度(主要是极温)、地质、利用等级等,不同的条件,决定了钢材选型、大车布置。
如虽然GBT14407-93推荐工作级别“企业生产工场A6”,但实际大型造船门式起重机主要用于分段合拢,而分段合拢要求悬吊的时间较长,且额载不频繁,综合考虑下,一般选用A3等级。
1.3 工艺要求主要了解生产工艺流程对门式起重机设计有无特殊要求,是否会对钢结构产生影响,如起升高度等。
2、监理工程师应认真审查设计及施工单位的资质,强调从源头严格把关了解设计及施工单位的现状:大型门式起重机市场当前正处于高速成长阶段,但仍未成熟,所以大型企业少,小型企业多。
起重机基础知识之门式起重机(3)

起重机分段翻身作业示意图
分类
• 起重机按构造分
双梁造船 门式起重机
单梁造船 门式起重机
基本参数
• 额定起重量 造船门式起重机额定起重量是指起重机吊钩以下所能吊起物体的最大 起重量。如果起重机的起重量随上下小车的吊钩距离而变化,则以上 下小车吊钩距离不大于S/5时的最大起重量为额定起重量,S为起重机 的跨度。额定翻身重量是指起重机上下小车将被吊物品在空中进行翻 身时,吊钩以下被吊物品的最大质量
起重机之基础知识 之 门式起重机(三)
主讲人
Harvy
造船门式起重机 GB/T27997-2011
概述
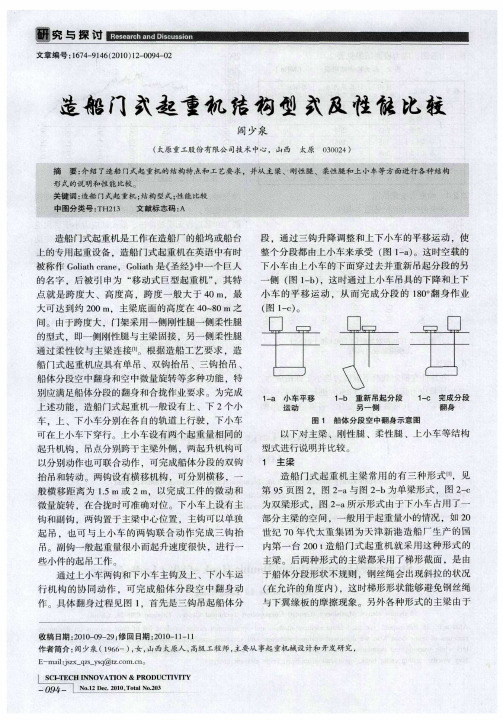
目前,国内造船模式趋向于大分段建造方式,目的主要是为了缩 短船坞(船台)的使用周期,提高船坞(船台)的利用率,即分段在 船体车间预制,通过平移设备(如重型平板车等),将经过涂装处理 的分段移至船坞(船台)侧的分段堆场,然后再用起重设备将预制分 段吊运至船坞(船台)中,进行船体总装焊接。 在我国的船厂中,船坞(船台)侧配置的起重设备常见的是门座 起重机,而近十年来,随着造船的大型化发展趋势,造船门式起重机 的需求急剧增长。与传统门座起重机相比,大型造船门式起重机对船 体分段的安装和运输具有明显的优势,横跨在船坞(船台)上的起重 机,能在覆盖船坞(船台)的平面内为装配现场服务,不仅具有升降、 平移功能,而且可以实施船体分段的空中翻身,把分段调节到船体所 需的焊接位置。 该类起重机是通过配备两套起升机构的上小车和一套起升机构的 下小车的配合,来实现船体分段的翻身作业。首先,通过吊钩的升降 调整,使整个分段都由上小车来承受(见图1-1),卸了载的下小车 从上小车下穿过,吊钩则重新系在分段的另一侧(见图1-2),这时, 上小车放下吊钩,同时上、下小车继续逆向而驶,从而实现分段的翻 身(见图1-3)。
造船门式起重机抗风防滑装置的案例分析

造船门式起重机抗风防滑装置的案例分析摘要:象山县渔业发达,县内船厂数量众多,造船门式起重机作为船厂主要配套设备,有着广泛的应用。
这些起重机额定起重量、高度、跨度等参数较其它工厂车间等使用场所来比,相对较大,又因象山沿海的地理位置,夏、秋两季经常会受台风影响,尤其是受风力等级较大的台风侵袭的时候,对于船厂内造船门式起重机的抗风防滑工作是一项为严峻的考验。
本文主要分析和探讨设计和检验中起重机的抗风防滑方式,从而有效提升起重机的抗风防滑能力。
关键词:起重机械;抗风防滑;安全装置一案例概况象山某船业一台造船门式重机因抗风防滑不利,发生大车单边支腿脱轨、小车坠落的事故。
据了解,当时沿海船台风力突然增强,该单位及时应对并组织人员立马对该设备的抗风防滑能力进行加固。
但由于阵风来的突然,而且风力较大,在这个过程中起重机还是发生了设备的事故,庆幸的是并没有造成人员的伤亡,但还是对该船厂造成了直接的经济损失。
由此可见,该设备在应对风力等级较大的阵风时,抗风防滑能力冗余度不足;并且该单位在日常的工作机制中,缺少对突发强风的预警,对此类状况的应对也不够有效。
因此,在室外工作的起重机不仅需要做好在工作状态下的抗风防滑工作,也要满足非工作状态下的抗风防滑的能力需要。
当前,起重机在抗风防滑方面的安全装置主要有夹轨器、顶轨器、卡轨器、锚定器等装置进行控制。
二造船门式起重机抗风防滑失效原因分析造船门式起重机抗风防滑能力不足甚至失效原因可以从设计选型、安装、使用以及检验等环节进行分析。
1、设计选型环节:①使用单位在设备选型未考虑到船厂在实际工作环境中可能遇到的最大风力等级,导致制造单位在设计制造环节对造船门式起重机的抗风防滑能力冗余度设计不足。
②制造单位和使用单位一味追求节约成本,在主梁、端梁、支腿等金属结构上偷工减料,甚至使用非标材料,进而减少了造船门式起重机整机的自重,未合理配备起重机的抗风防滑装置。
③造船门式起重机的制造厂家一般通过选型采购的方式,而非自行设计生产来选配抗风防滑装置,从根本上来说并未按照《起重机设计规范》(GB/T 3811-2008)的相关要求进行设计制造并进行有效的数据计算论证,而选配的装置亦未进行有效的功能强度验证。
造船门式起重机安装时门架预变位应考虑的问题

的运行 和 安 全使 用 。因 此 ,在 主 梁 和 刚性 腿 安 装
时应 增设 门架预 变位 。
1 .主梁
2 .刚腿轨道中心线
3 . 塔架基础 中心连线
6 .轨道 对 称 线
4 .塔 架 基 础
5 .塔 架 及 主 梁对 称线 7 .柔 腿 轨 道 中 心 线
图 1 安装 布 置 图
式 中 :P分配 在计 算量 上 的所有移 动 载荷 的总 重量 ,其 余符 号 的意义 同上 。 当门架安 装后 ,0= 0 ,水平 位 移为
( 8 )
吊点 到梁 端部 的距 离 ,E 为材 料 的弹 性 模 量 ,, 为
主梁 的等 效惯 性矩 。
梁 上 固定 载 荷 ( 小 车 自重 等 ) 在 安 装 后 产 生
平 面 内的载荷 外 ,还 承受 支 腿垂 直 平 面 以外 的力 , 即刚性 腿 除 受 压 力 外 ,在 水平 2个 方 向还 承 受 相
当大 的弯 矩 ,主 梁 变 形 产 生 的弯 矩 和 大 车 运 行 不 同步 的偏 斜 侧 向力 的 弯 矩 ;而 柔 性 腿 只 受 支 腿 平
( 1 ) ( 2 )
内偏斜 △ 值 ;对 于 不 同 吊装 位 置 ,选 择 主梁 横 向 预变位 △值 也不 同 。
一
△- =
9 0 一
《 起 重 运 输 机械 》 2 0 1 3( 9 )
式 中 :0为梁 端转 角 ,△ , 为 梁 端水 平 位 移 ,H
为 支腿 高 度 ,q为 主梁 均 布 自重 ,S为跨 度 ,o为
的预变 为 △ 一 △ 。
图 2 主梁 自重 受 力 分 析
4 使 用中外载荷产 生的预变位计算
造船用门式起重机电气原理图

南京蓝昇船舶修造有限公司 河南中原矿山设备有限公司 浙江三港起重电器有限公司
名 称
质量
电气设备(元件)明细表
比例
图 号
张数
ME 11.20057.4.2
7
张次
浙江三港起重电器有限公司
1
11 10 9 8 7 6 5 4 3 2 1
-X93 -X93 -X93 9S03/9E03 AF3 2UB1.2UB2 2U 2K7.2K8 2KA1~2KA7 2Q2.2Q3 2Q1 代 号
3 1 1 1/1 1 2 1 2 8 2 1 数量 备 注
+RXZ410;1 只柜备
11 10 9 8 7 6 5 4 3 2 1
-X92 -X92 -X92 9S02/9E02 AF2 1UB1.1UB2 1U 1K7.1K8 1KA1~1KA7 1Q2.1Q3 1Q1 代 号
柜内接线端子排 柜内接线端子排 柜内接线端子排 柜门开关/柜灯 柜顶扇 制动单元 变频器 接触器 小型继电器 小型断路器 断路器 名 称
4 1 4 1 2 2 10 20 1 2 4 1 1 2 1 1 4 2 1 1 数量 备 注
+RXZ410 +RXZ410;2 只柜备 +RXZ410 +RXZ410 带模拟量 I/O
-X91 -X91 -X91 -X91 -X91 9X03 9X6 9X33 9S01/9E01 AF1 H1.H2 0T2 0T PLC 代 号
+RXZ410;1 只柜备 1#起升控制柜
设计 审查 工艺 周 峰 叶贤送 梅伟峰 标准 审定 日期 陈中革 2011.6.
+A2 上小车 1#起升控制柜
世界最大船坞起重机

世界最大船坞起重机大连重工20000吨多吊点桥式起重机——工程总投资:3.5亿元工程期限:2021年——2021年这台2万吨桥式起重机提升高度最高为118米,相当于把250节满载的火车车厢提升到23层高的楼上,横梁长129米,为双箱型梁结构,如果把这台起重机放倒,要一个足球场才能把它装下。
2021年4月18日上午10时,随着山东烟台来福士海洋工程有限公司负责人的一声令下,耸立在大型干船坞上的“泰山”2万吨桥式起重机徐徐起吊,将一艘110米长、67米宽,型深8米、重达2万吨的“德浮二号”驳船成功吊起。
该举创造了多吊点桥式起重机最大起重量、最大跨度、最大起升高度等多项世界纪录。
这标志着2万吨桥式起重机的成功启用。
这是目前世界上起重量最大、跨度最大、起升高度最大的起重设备,也是当今世界技术难度最高的大型起重设备。
此前,世界上最大的同类起重设备只能起升7000多吨的重量。
它的问世,将从根本上改变传统海上钻井平台的建造方法,并将能建造世界上最大的钻井平台,对中国乃至世界海工项目建造领域意义深远。
2021年3月22日,大连重工·起重集团有限公司开始为烟台来福士海洋工程有限公司开工建造这台命名为“泰山”的多吊点桥式起重机,其投资高达2.6亿元人民币。
“泰山”号2万吨桥式起重机,设计提升重量达20210吨,设备总体高度为118米,相当于40层楼;主梁跨度为125米,相当于一个足球场;采用10000吨+10000吨固定高低双梁结构,起升高度分别为113米和83米,2号横梁重达4600吨;这台吊机共有12卷扬机构、整机共48个吊点,每个吊点起重能力为420吨,单根钢丝绳达到了4000米。
“泰山”能起吊重达20213吨的满载驳船,创下了桥式起重机起吊能力最大的世界吉尼斯记录。
可以实现同时提升、同时放下,起升速度为每分钟0.2米,每小时的提升速度控制在15米左右。
大连重工·起重集团组建于2001年12月,是国内最大的起重设备制造商之一,厂区占地面积150多万平方米,现有员工近5000人。
造船门式起重机金属结构局部屈曲分析

造船 门式起重机金属结构局部屈 曲分析
巫 波
( 江苏省特种设备安全监督检验研究院 无锡分院 , 江苏 无锡 24 7 ) 1 14
摘 要: 针对造船 门式起 重机在运 用中易发 生屈 曲现 象 , 给金属结构性 能的发挥 造成阻碍的 问题 , 分析 了其形成 的影响 因素 , 并从荷 载性 能、 抗震性能、 支护性能等方面 , 采取 了加强抗屈 曲性能的有效措施 , 提高 了起 重机 的作业效率。
参考文献 :
【] 1 王晓亮 . 造船业门式起 重机设计及其稳定性分 析[. 船机 J造 ]
3 起重机结构 安装的注意事项
造 船 门式起 重 机 在 安装 时 ,要 注意 压 杆失 稳 造 成 的不 利 影 响 , 易造 成 不 同程 度 的局 部 屈 曲现 象 , 其 破 坏 了起 重 机金 属构 件 的稳定 性 。因此 , 场作 业人 现 员 在 安 装 金属 结 构 时 , 须遵 循 操作 规 范 , 金 属构 必 对 件 可 能 出现 的异 常受 力 问题及 时 处理 。
会因为受力荷载迅速扩大而失去平衡 ,减小了起重机 吊起的重力荷载 , 阻碍了生产操作的顺利性。 12 构 件 受损 . 起重机在起 吊货物时 ,承载主梁及金属支脚共 同分配承担了重量荷载 ,只有保证两部分结构 的荷 载分 配均 匀 , 能顺 利起 吊重 物I 才 “ 。操作 人 员 在 吊装
收 稿 日期 :0 2 0 一 1 2 1 — 4 l
11 荷 载失 衡 .
作者简 介 : 波 (9 3 ) 男 , 巫 1 8一 , 江苏无锡人 , 助理工程 师, 大学本科学历 , 主要从事起 重机械检验工作 。
海洋平台起重机一般要求

海洋平台起重机一般要求1 范围本标准规定了海洋平台起重机(以下简称起重机)的载荷和载荷组合、结构及组成、机构、主要零部件、驱动和控制系统、人员起吊、安全装置、涂装、试验、标志和标牌等一般要求。
本标准适用于海洋平台起重机的设计、制造和验收。
本标准不适用于波浪补偿等特殊型式的起重机及吊架和/或紧急逃生装置。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 3811 起重机设计规范GB/T XXXX 海洋平台起重机结构要求GB/T XXXX 海洋平台起重机试验规程GB/T 3893 造船和海上结构物甲板机械术语和符号ISO 4306-1 起重机词汇第1部分:总则(Cranes – Vocabulary -- Part 1: General)ISO 8501-1:2007 涂料和有关产品使用前钢基底的制备表面清洁度的视觉评定第1 部分:无涂层的钢基底和全部清除原先涂层后钢基底的锈蚀等级和制备等级(Preparation of steel substrates before application of paints and related products -- Visual assessment of surface cleanliness -- Part 1: Rust grades and preparation grades of uncoated steel substrates and of steel substrates after overall removal of previous coatings)ISO 8502-3:2017 涂装油漆和有关产品钢材预处理表面清洁度的评定试验第3部分:油漆前预处理后的钢材表面上的灰尘评定(压力灵敏带法)(Preparation of steel substrates before application of paints and related products -- Tests for the assessment of surface cleanliness -- Part 3: Assessment of dust on steel surfaces prepared for painting (pressure-sensitive tape method))ISO 8503-1:2012 涂覆涂料前钢材表面处理喷射清理后的钢材表面粗糙度特性第1 部分:用于评定喷射清理后钢材表面粗糙度的ISO表面粗糙度比较样块的技术要求和定义(Preparation of steel substrates before application of paints and related products -- Surface roughness characteristics of blast-cleaned steel substrates -- Part 1: Specifications and definitions for ISO surface profile comparators for the assessment of abrasive blast-cleaned surfaces)ISO 12944-2:2017 色漆和清漆防护漆体系对钢结构的腐蚀防护第2部分:环境分类(Paints and varnishes -- Corrosion protection of steel structures by protective paint systems -- Part 2: Classification of environments)ISO 12944-5:2018 色漆和清漆防护漆体系对钢结构的腐蚀防护第5部分:防护漆体系(Paints and varnishes -- Corrosion protection of steel structures by protective paint systems -- Part 5: Protective paint systems)ISO 16855 船舶与海洋技术船用起重设备可拆卸零部件一般技术要求(Ships and marine technology -- Loose gear of lifting appliances on ships -- General requirements)ISO 16856 船舶与海洋技术船用起重设备可拆卸零部件吊钩(Ships and marine technology -- Loose gear of lifting appliances on ships -- Hooks)ISO 16857 船舶与海洋技术船用起重设备可拆卸零部件卸扣(Ships and marine technology -- Loose gear of lifting appliances on ships -- Shackles)ISO 16858 船舶与海洋技术船用起重设备可拆卸零部件滑轮装置(Ships and marine technology -- Loose gear of lifting appliances on ships -- Pulleys)API Spec 2C-2012 海上基座式起重机规范(Offshore pedestal-mounted cranes)3 术语和定义GB/T 3893、ISO 4306-1界定的及以下术语和定义适用于本文件。
2000t/87m轮胎式造船门式起重机

行驶 方 向线性 精度/ mm
适应 路 面坡度/ % 装机 容量/w k
±3 0
纵 向5 ,横 向3
侧 支腿行 走 台车安 放在 双 主梁上翼 缘外 侧轨 道上 ,
下小 车起 升 系统 的车架 为格栅 梁式 结构 ,两 侧边 梁
上车
下车
整机 自重/ t
自带发 电机 组 :20 ,三相 四线 00
电气 控 制 系统 、液 压 系 统 、制 动 系 统 和 转 向系 统
等 ;上 车系统 包括 由主梁和 刚性 支腿组 成 的 门架 结 构 、上 小车 、下小 车 、司机 室 、电气房 及 电气控 制
系统 、维修起 重机 、发 电机组 、登机 电梯 、通讯 系
上小 车 下小 车
双钩2X7 0 ,起 升速度 0~5 / n 5 t m mi , 行走 速 度0~2 m mi 5/ n 主 钩 10 t 0 0 ,起 升速度 0~5 / n m mi , 行走 速 度0~2 m/ n 5 mi 副钩5 t 0 ,起 升速 度0~l r mi Or n d
石 油 开 采 业 的发 展 增 加 了对 海 洋 石 油 平 台的
进行 石油 平 台结构 段块 或船段 的加 工焊 接 ,然 后 再 以提高船 厂 的生产 能力 和效 率 ,同时还 可提 高生 产 场 地 的有 效利 用率 。
需求。这些平台结构需要在船厂分段分块预制 ,然 将 焊接好 的段 块 吊运 到总装 场 内进 行结 构总 装 ,可
转 向模式
车速/( / n) m mi
直行 、横行 、斜行 、八 字
0~ . 60 ±3 0 0
液压 悬挂 自调 平能力/ mm
台车的行驶驱动力在任何方向上都需由底部传递到 整个 门架 ,因此 门架必 须为 整体 刚性 。
大型造船用门式起重机的建造要点

在 各 平 面分 段 制 造 完 工后 , 用 将 主 梁分 段 平 采 躺 放 置的立 体分 段 组 合 制 造 法 , 是 建 造一 个 倾 斜 就
胎架 , 将主梁的一侧侧板放在其上, 要求胎架倾斜度
因此 , 顶板平面分段制作主要的矛盾是要解决厚 、 薄
板 对 接焊 接所 引起 的不对 称变 形 问题 。 平 面分段 制造 过 程 中 , 需要 进 行过程 控 制 , 如各
种 焊 接质 量 的无损 检 查 、 变形 的矫 正 、 工外 形 尺寸 完
先做成完整的结构 , 再来与法兰板组合体装配焊接 。
平 面分段 制 造工 艺设 计 阶段 , 梁 的 直 角边 一 侧 是 主
到减少焊接时单位时间热输入量 , 减小变形的 目的。 焊接完成后把这个部件作为整体 , 与另一段刚性腿
基准边 , 没有 工艺余量 , 而斜边 一侧则是工 艺余 量
第1 期
邱训宾 : 大型造船用门式起重机 的建造要点
时, 这个 分段 的上、 2个边 的长度只相差 5 m 下 0m 左右 , 这么小的差值在分段高度达到 1 ~ 2i 0 1 n的情
江 苏 船 舶
第2 8卷
况下分段的高度在直角边侧和斜边侧 的差异仅 2— 4mT 因此可将这 个差异视作 制造误差 而不予考 l, l 虑 , 而最 终确 定 了主梁 侧板 平 面分 段 的制作 工艺 。 从
都 与纵 向结 构 呈 某 一 角 度 。这个 角 度 接 近 9 。 变 0, 化 很小 , 论是 画线 还是今 后 的检查 , 无 都很 难 把握 与 控 制 。选用 直角 梯 形 时 , 向主 梁端 部 一 侧 的 分段 把 边 人为 确定 为 3条 线互 成 直 角 , 向主 梁 中心一 侧 而
造船门式起重机结构型式及性能比较
造 船 门式 起 重 机 主 梁 常用 的有 三 种形 式 【 1 ] ,见
第9 5页图 2 ,图 2 a 图 2 b为单梁形式 ,图 2 c -与 - - 为 双梁 形式 ,图 2 a所示 形 式 由于 下 小车 占用 了一 -
究 与 探 讨
文章编号 :6 4 9 4 (0 0 1— 0 4 0 17 — 16 2 1 )2 0 9 — 2
造船 门 超 饥 结 构 型 及 性 能 比 较
阎 少泉
( 太原重工股份有 限公 司技 术 中心 ,山西 太原 00 2 ) 304
摘
要 :t T造 船 门式起 重机 的结构特 点和工艺要 求 ,并从主 梁、刚性腿、柔性腿和上小车等方面进行各种结构 4 ̄ -
侧 ( 1 b ,这 时通 过 上小 车 吊具 的下降 和上 下 图 -)
点 就 是跨 度 大 、高 度 高 ,跨 度 一 般 大 于 4 0m,最 大可 达 到约 2 0m.主梁 底 面 的高度 在 4 ~ 0m 之 0 0 8 间 。由于跨 度大 ,门架采 用一 侧 刚性 腿一 侧柔 性 腿 的型式 ,即一侧 刚性 腿 与主 梁 固接 ,另一 侧柔 性 腿 通过 柔 性 铰 与 主梁 连接 } 1 1 据 造 船 工艺 要 求 ,造 。根
。 。_
形式 的 说 明和 栏 髓 比较 关 键 词 : 船 门式 起 重机 ; 构 型 式 ; 能 比较 造 结 性
中圈分类号 : H2 3 T 1
文献标志 码 : A
. .
一
ቤተ መጻሕፍቲ ባይዱ
。
造船 门式起重 机 是工 作在 造船 厂 的船 坞或 船 台 上 的专用 起重 设备 ,造 船 门式起 重 机在 英语 中有时 被称 作 G l t rn ,G lt 《 经 》 oahcae oi h是 圣 i a 中一个 巨人
300t×116m大型造船门式起重机金属结构的设计
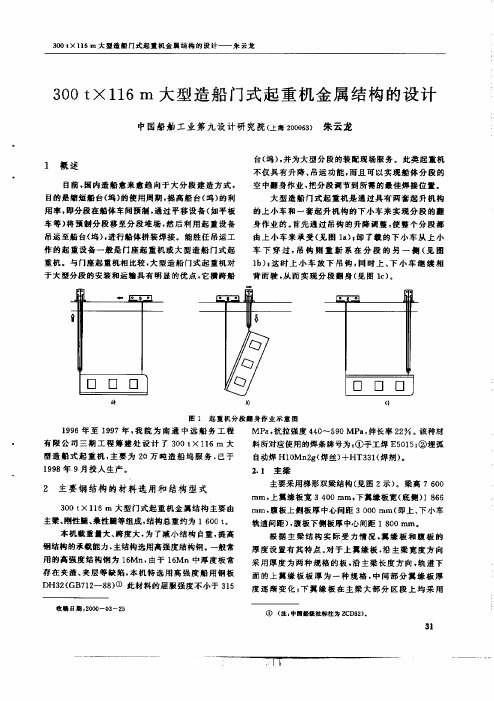
300t×116m大型造船门式起重机金属结构的设计中国船舶工业第九设计研究院(上海200063)朱云龙1概述目前,国内造船愈来愈趋向于太分段建造方式.目的是鳍短船台(坞)的使用周期,提高船台(坞)的利用率,即分段在船体车间顶制,通过平移设备(如平板车等)将预制分段穆至分段堆场,然后利用起重设备吊运至船台(坞),进行船体拼装焊接。
能胜任吊运工作的起重设备一般是门座起重机或大型造船门式起重机。
与门座起重机相比较,大型造船门式起重机对于大型分蜃的安装和运输具有明显的优点,它横跨船台(坞),并为大型分段的装配现场服务。
此类起重机不仅具有升降、吊运功能,而且可以实现船体分段的空中翻身作业,把分段谓节到所需的最佳焊接位置。
大型造船门式起重机是通过具有两套起升机构的上小车和一套起升机构的下小车来实现分段的矗身作业的。
首先通过吊钩的升降诃整,使整个分段都由上小车来承受(见图la)}卸了载的下小车从上小车下穿过,吊钩则重新系在分段的另一翻(见图lb)}这时上小车放下吊钩,同时上、下小车继续相背而驶,从而实现分段翻身(见图le)。
痧钟b)曲图1起重机分嚣翻身作业示意圈1996年至1997年,我院为南通中远船务工程有限公司三期工程筹建处设计了300tXll6m大型造船式起重机,主要为20万吨造船坞服务,已于1998年9月投人生产。
2主要钢结构的材料选用和结构型武300tX116m大型门式起重机金属结构主要由主粱、刚性腿、桑性奠等组成,结构总重约为1600t。
本机载重量大、跨度大,为了减小结构自重,提高钢结构的承载能力.主结构选用高强度结构钢。
一般常用的高强度结构钢为16Mn,由于16Mn中厚度板常存在夹渣、夹层等缺陷,本机特选用高强度船用钢板DH32(GBTl2—88)Q)此材料的屈服强度不小于315收蔫日期r2000—03一z5MPa,抗拉强度440~590MPa,伸长率22%。
该种材料所对应使用的焊条牌号为:①手工焊E5015;②埋弧自动焊H10Mn29(焊丝)+HT331(焊剂)。
造船门式起重机模态分析研究

C H I N A H E A V Y E Q U I P ME N T
No . 4 De c e mb e r 2 01 3
造船 门式起重 机模 态分析研究
王 晟 李 英春
( 1 . 中船第九设计研 究院工程有 限公 司, 上海 2 0 0 0 6 3 ; 2 . 中国人 民解放 军第 四八一零工厂 , 辽宁 1 1 6 0 0 0 )
( [ K]一 [ ] ) { } ={ 0} 式中, 是 系统 固有频 率 。 2 . 2 大 型造 船 门机有 限元 模 型 的建 立 大 型造 船 门机 的 主 梁 、 刚 性 腿 和柔 性 腿 选 用 梁单 元 B E A M1 8 8 , 并根据其各部件的重量 ( 考 虑 对应 结 构扶 梯栏 杆 的 重量 ) 对 每个 部 件 的材 料 密 度做适 当 的调整 , 以反 映整 机 的 质 量 大小 和重 心 位置 。对 于在 模 型 中无 需建 立但 对 整体 质量 分 布
距1 4 5 m 的双 梁大 型造 船 门机 为 例 , 根 据 设 计 图
有一定影响的部件 , 如上小车 、 下小车和维修 吊等
选 用 是集 中质 量 单 元 MA S S 2 1 。最 终 建立 的 A N .
S Y S 模 型如 图 1 所示。 2 . 3 施 加约束
纸建 立 A N S Y S模 型 , 通 过模 态分 析计 算 出 其低 阶 的固有 频率 和振 动 阻尼 , 为 结 构 设 计 人 员 提 供 相
1 进 行 模态 分析 的必 要 性
结构或机器部件振动特性的一种技术。它可以计 算 出被 分析 结构 的振动频 率 、 振动 型式 以及 阻尼 , 从而为金属结构设计人员提供信息 , 尽可能的避 免一些特定频率下的振动。对于 自由度 的线性 阻尼振动系统 , 其 自由振动的运动微分方程为 :
y大型造船龙门起重机主梁结构形式的研究

图6梯形截面单主梁形式大型造船龙门起重机主梁结构形式的研究徐宏伟,张全福(大连重工·起重集团有限公司,辽宁大连116013)1问题的提出造船龙门起重机主要用于造船厂制造船体的场合,用于船体分段的升降、吊运、空中翻转及分段合拢等动作,以适应造船工艺的需要。
由于船体分段需要空中翻转,所以要求造船龙门起重机采用上、下小车的布置形式,通过下小车在上小车下方穿越,来实现翻转动作的完成。
2造船龙门起重机主梁的几种结构形式为满足小车的上下布置要求,造船龙门起重机的主梁结构形式主要分为以下3种:(1)梯型截面双主梁形式双主梁型的造船门式起重机主梁设计为梯型截面,其上、下小车均安放在两主梁顶面上,上小车为门架式小车,运行于两主梁外侧轨道,下小车运行于两主梁内侧轨道,上、下两小车可相互穿越,如图1。
(2)П形截面单主梁形式单主梁设计为П形截面,其上小车运行在单主梁顶面两外侧轨道上,下小车运行在主梁底面两内侧轨道上,上、下两小车可相互穿越,如图2。
(3)梯形截面单主梁形式单主梁设计为单梯形截面,其上小车运行在单主梁顶面两外侧轨道上,下小车运行在主梁底面两外侧轨道上,上、下两小车可相互穿越,如图3。
3主梁的几种结构形式的比较分析上述3种主梁形式的起重机,无论是单主梁型还是双梁型,其主要技术参数、作业功能和使用性能均满足大分段造船的作业要求,在实际生产中都有所应用,下面就其截面形式的优缺点进行分析比较。
3.1承受动载分析如图4~图6所示,梯型截面双主梁的动载荷(载荷和小车自重),上小车轮压产生的应力由轨道直接传至主梁外侧腹板,下小车轮压由轨道传至主梁内侧腹板。
由于没有附加轨道承梁,主梁的翼缘板不会承受从轨道承梁(由于弯曲)传来的附加应力,受力非常合理。
П形截面单主梁的的动载荷(载荷和小车自重),上小车轮压也是直接传至主梁腹板,受力合理。
下小车的轮压作用在主梁下部矩形截面的承轨梁上,但不能直接传至主梁腹板,而是通过主梁下部长度方向的承轨梁和横隔板作用,故大梁腹板还将承受附加应力。
造船门式起重机标准

造船门式起重机标准造船门式起重机是船舶建造过程中不可或缺的重要设备,它承担着船体各个部分的吊装、安装和拆卸工作。
因此,为了保障船舶建造过程的安全和高效进行,制定和遵守造船门式起重机标准显得尤为重要。
首先,造船门式起重机的设计和制造应符合国家相关标准和规定。
在设计和制造过程中,应严格按照国家相关标准和规定进行,确保起重机的结构强度、稳定性和安全性符合要求。
同时,还应考虑到船舶建造的特殊性,确保起重机能够满足船舶建造过程中的各项工作需求。
其次,起重机的安装和使用应符合相关标准和规定。
在起重机的安装过程中,应严格按照制造商提供的安装说明进行,确保安装过程安全可靠。
在使用过程中,操作人员应严格按照起重机操作规程进行操作,确保起重机的安全使用。
同时,还应定期对起重机进行检查和维护,确保其性能和安全性。
另外,起重机的使用环境和工作条件也需要符合相关标准和规定。
起重机的使用环境应符合相关的安全要求,确保起重机在安全的环境下进行工作。
同时,还应考虑到起重机在船舶建造过程中的工作条件,确保起重机能够适应各种复杂的工作环境和工作条件。
最后,对于起重机的维护和保养也应符合相关标准和规定。
定期的维护和保养对于保障起重机的性能和安全性至关重要。
在维护和保养过程中,应严格按照制造商提供的维护手册进行,确保维护和保养工作的有效性和安全性。
综上所述,造船门式起重机标准的制定和遵守对于船舶建造过程的安全和高效进行至关重要。
只有严格遵守相关标准和规定,才能保障起重机在船舶建造过程中的安全和高效工作。
希望相关部门和企业能够高度重视起重机标准的制定和遵守,共同为船舶建造过程的安全和高效作出努力。
100t造船塔式起重机模态分析

关 键 词 :塔 式 起 重 机 ;模 态 分 析 ;结 构 中 图分 类 号 :T 2 3 3 H 1 . 文 献 标 识 码 :A 文 章 编 号 :10 —0 8 (0 2 7— 0 3—0 0 1 7 5 2 1 )0 0 4 3
Ab t a t T e An y ot a e i a o td f r mo a n l ss o h 0 hp u l i g twe r n , t n l z n s r c : h s s s f r s d p e o d l a ay i ft e 1 0 ts i b i n o r c a e o a ay e a d w d c mp r i rt n fe u n is a d mo a h p so e sr c u a d l t e in t n f r2 一 e rr e a ela e o a e vb a i r q e ce n d l a e f h tu t r l o s t mo e sg i a d at 8 y a s , sw l st ad me e i h r a o s fr i tu t r l eo ma in, p o i ig t e r a i frs f s , d sg n mp o e n ft i kn fc a e . e s n o t sr c u a fr t s d o r vd n h o y b ss o ae u e e in a d i rv me t s i d o r n s o h Ke wo d : tw rc a e; mo a n y i ; s u tr y r s o e rn d la a ss t cu e l r
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图 2 大型造船门式起重机
3.2 主要金属结构材料的选用 造船门式起重机的载重量大、跨度大,为了减少结构自重、
提高结构的承载能力,主结构一般选用高强度结构钢。 常用的高强度结构钢为Q345 或高强度船用钢板DH32(GB712
-88)(注:中国船级社标注为ZCD32)。Q345 根据环境温度不同, 分为B、C、D、E等级别,其屈服强度因板厚而异;如板厚不大于 16mm时,屈服强度不小于 345N/mm2。DH32 钢板的屈服强度不小于 315N/mm2,抗拉强度 440~590N/mm2,伸长率 22%。
3.4 计算载荷 [根据《起重机设计规范》(GB3811-83)] 1)起升载荷 PQ ⋅ ϕ2 ϕ 2 为起升载荷动载系数,其计算公式为
ϕ2 =1+c⋅v =
1 δ ⋅ g(λ0 + y0)
式中 c——操作系数;
v——额定起升速度;
λ0——在额定载荷作用下,下滑轮组对上滑轮组的位 移量,λ0≈0.0029H,H──起升高度;
300t×116m 2 龙门起重机 2×170/180 116 58/13 1997 年 1998 年 南通中远川崎
200t×42m
3 龙门起重机 2×80/100
42
30 1997 年 1998 年 大连造船厂
200t×65m
4 龙门起重机 2×80/100
65
55/6 1998 年 2000 年 马尾造船厂
2
先后设计成功 18 种不同规格的大型造船门式起重机(见表 1)。
表 1 九院近十年设计的大型门式起重机一览
跨 起升
序
起重量(t)
设计 竣工
号
项目名称
度
上小车/下小车
高度
时间
时间
(m) (m)
使用单位
480t×122m 1 龙门起重机 2×160/200 122 75/9 1996 年 1998 年 渤海造船厂
该类起重机是通过配备两套起升机构的上小车和一套起升机构 的下小车的配合,来实现船体分段的翻身作业。首先,通过吊钩的升
1
降调整,使整个分段都由上小车来承受(见图 1-1),卸了载的下小 车从上小车下穿过,吊钩则重新系在分段的另一侧(见图 1-2),这 时,上小车放下吊钩,同时上、下小车继续逆向而驶,从而实现分段 的翻身(见图 1-3)。
480 吨和 300 吨造船门式起重机的设计,均获得中国船舶工业集 团公司优秀工程设计一等奖,另外,300 吨造船门式起重机的设计还 获得上海市科技进步三等奖。
3 CAE 技术在起重机金属结构设计中的应用
3.1 起重机主要金属结构组成 起重机主要金属结构由主梁、刚性腿和柔性腿组成(见图 2),
其中,主梁与刚性腿之间采用高强度螺栓或焊接连接形式,主梁 与柔性腿之间采用柔性铰连接。
3)运行载荷 ( P G + P Q ) ⋅ ϕ 4 ϕ4 为运行冲击系数,其计算公式为
ϕ 4=1.10 + 0.058v h
式中 h──轨道接缝处二轨道面高低差(单位:mm);
v──运行速度(单位:m/s)。
4)水平惯性载荷 PH 本机水平惯性载荷分为上小车水平惯性载荷、下小车
水平惯性载荷和大车水平惯性载荷。 PG=1.5ma ,式中,m 为质量,a 为加速度。
图 1-1
图 1-2
图 1-3
图 1 起重机分段翻身作业示意图
2 中船九院在大型造船门式起重机的设计成果
中船九院在 20 世纪 70 年代初就开始对造船门式起重机进行研 究,收集了大量国外资料,并在 70 年代,就设计过多台起重量为 100 吨、跨度不等的单梁或双梁造船门式起重机,用于江南造船厂、天津 新港船厂等工厂;在 80 年代,九院协助大连造船新厂,先从德国引 进了 750t×76m 二手门式起重机,成功地改造成为 580t×102m 门式 起重机,之后又从美国引进了由德国 KRUPP 公司建造的 900t× 205.74m 二手门式起重机,成功地改造成为 900t×182m 门式起重机; 在 90 年代,随着我国造船事业的迅猛发展,中船九院抓住了机遇,
1 大型造船门式起重机概述
目前,国内造船模式趋向于大分段建造方式,目的主要是为了缩 短船坞(船台)的使用周期,提高船坞(船台)的利用率,即分段在 船体车间预制,通过平移设备(如重型平板车等),将经过涂装处理 的分段移至船坞(船台)侧的分段堆场,然后再用起重设备将预制分 段吊运至船坞(船台)中,进行船体总装焊接。
600t×126m 5 龙门起重机 2×200/200 126 58/13 2000 年 2001 年 靖江造船厂
200t×68m 6 龙门起重机 2×100/120 68 42/12 2000 年 2001 年 文冲船厂
600t×170m 7 龙门起重机 2×300/350 170 76/12 2000 年 2002 年 沪东中华B P’ A P2)计算果图 7 局部分析力学模型
整体应力分析结果(如图 8)。
图 8 整体应力分析结果 11
局部屈曲分析结果(如图 9)
图 9 局部屈曲分析结果
4 关于起重机设计和 CAE 技术应用的进一步探索
3.3 主要金属结构的形式 1)主梁 主要采用梯形双梁结构(见图 3)。截面由上翼缘板、下翼缘
板、腹板组成。
5
图 3 主梁截面示意图
根据主梁结构实际受力情况,翼缘板和腹板的厚度设置有其 特点。对于上翼缘板,沿主梁宽度方向,采用厚度为δ1和δ2的板, 其中,沿主梁长度方向,轨道下的上翼缘板为等板厚δ1,而中间 部分的翼缘板δ2则为厚度不等的板,跨中厚,两侧渐薄。下翼缘 板采用双板叠加型式,即δ=δ3+δ4,沿主梁长度方向δ3、δ4为 不同板厚。腹板沿梁高方向也采用不同板厚组合而成,上下两端 的板较厚,中间渐薄。
7
y0——在额定载荷作用下,物品悬挂处的结构静变位 值(单位:m);
δ——结构质量影响系数;
δ = 1 + m1 ( y0 )2 m2 y0 + λ0
m1——物品悬挂处的折算质量(单位:kg);
m2——额定起升质量(单位:kg)。
2)自重载荷 PG • ϕ1
起升冲击系数 0.9 ≤ ϕ1 ≤ 1.1。
图 6 整体分析的有限元力学模型
局部建模主要是对高腹板主梁作局部轮压下的屈曲分析。方 法是在主梁结构跨中截取一段出来,对面板、隔板采用板单元或 壳单元,对截面内的撑杆采用梁单元,建出板梁组合的详细的模
10
型,从微观角度分析应力场分布情况(如图 7),在主梁上截取 AB 段为研究对象,以相邻的横向筋为一跨,一般截取 3~5 跨进行分 析,假定 A、B 两截面为刚性平面,即 A、B 两截面上的所有节点 始终处在各自的平面内,两平面均围绕各自的形心 P、P′而变化, 则在整体分析中,A、B 两点处的变位数值可作为局部建模时分段 结构的边界条件。
200t×72m
8 龙门起重机 2×75/120
72
55 2001 年 2002 年 口岸造船厂
400t×72m 9 龙门起重机 2×160/200 72
51 2002 年 待定 广船国际
300t×72m 10 龙门起重机 2×150/180 55
44 2003 年 2004 年 外高桥船厂
200t×131m 11 龙门起重机
上海长兴 造船基地
3
其中,在 1996 年 12 月和 1997 年 3 月,九院分别完成了 480 吨 和 300 吨两台造船门式起重机设计。在设计中,对于起重机金属结构 计算,首次采用 ANSYS 软件进行结构分析,彻底改变了以往传统的手 工计算方法,既提高了设计效率,又提高了计算精度,使得大型门式 起重机系列化设计成为可能。这二台起重机的设计,标志着中船九院 起重机设计进入了一个新的阶段,填补了我国大跨度大吨位造船门式 起重机自行设计的空白,也是中船九院为我国造船事业发展作出的贡 献。
6
截面惯性矩。 3)柔性腿 柔性腿由上接头、撑杆和下横梁三部分组成,相互间由法兰
通过高强度螺栓连接,组成一个三角形刚架结构(见图 5 示)。柔 性腿上接头通过柔性铰与主梁连接,撑杆为筒状结构,下横梁为 箱形结构,与撑杆连接处构造采用天圆地方形式。
上接头
撑杆
下横梁
图 4 刚性腿示意图
图 5 柔性腿示意图
2×55/100
60/13
131
2004 年 2005 年 北海造船厂
52/13
300t×70m 12 龙门起重机 2×100/120 70 60/60 2004 年 待定 大连造船厂
500t×113m 13 龙门起重机 2×160/250 113
72/8 2004 年 待定
浙江造船厂
300t×85m 14 龙门起重机 2×100/150 85 50/50 2005 年 待定
5)风载荷PW
PW = CK h qA
式中,C——风力系数,与结构的体型、尺寸有关;
Kh——风压高度变化系数,工作状态Kh=1; q——为风压;
8
A——结构和物品的迎风面积。 6)起重机偏斜运行时对龙门结构所产生的附加载荷
一般偏斜控制值△L=5‰ 7)地震载荷 由于起重机的重要性,计算时考虑了地震载荷。载荷数据参 考日本工业规范 JISB8821-1976《起重机钢结构部分计算标准》 中“对运行起重机、固定式起重机均按 20%自重的水平载荷考虑。 但不考虑用钢丝绳悬吊的物品的水平载荷”。 8)热影响分析 应分两种情况进行分析。第一种情况为环境温度的变化对钢 结构的影响。在 DIN 标准中,一般假定-25℃和+45℃作为室外 温度变化的界限,在强度计算时,以+10℃作为施工时的气温, 按照±35℃的温度变化来进行计算,分析温度变化对门架金属结 构应力和应变的影响。 第二种情况为日照对钢结构的影响。由于日照角度的不同, 结构同一截面的光照面与背光面的钢板表面温度有差异而会造成 结构的变形。在日照影响分析时,假定温度场变化呈线性,对于 单个杆件的不均匀传热,一般考虑温差为 15℃。