压力曲线图
气体转子流量计压力,密度校准曲线图
0
1
2
8 0.4
9 0.3
10
0.2
7 0.1 6
5 43 21来自012
3
4
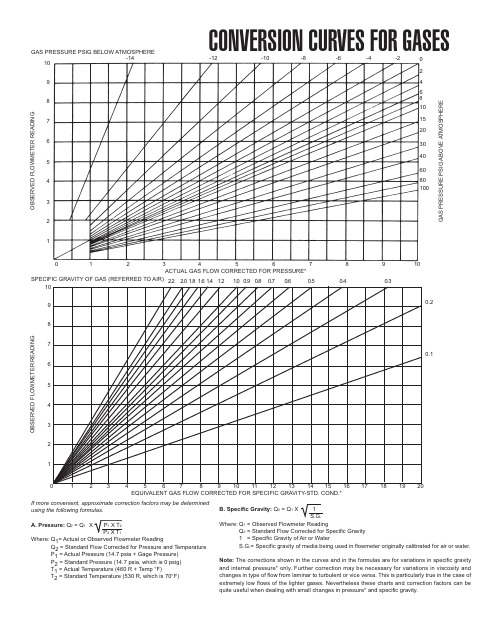
5 6 7 8 9 10 11 12 13 14 15 16 EQUIVALENT GAS FLOW CORRECTED FOR SPECIFIC GRAVITY-STD. COND.* B. Specific Gravity: Q2 = Q1 X
GAS PRESSURE PSIG BELOW ATMOSPHERE -14 10 9 8 OBSERVED FLOWMETER READING
CONVERSION CURVES FOR GASES
-12 -10 -8 -6 -4 -2 0 2 4 GAS PRESSURE PSIG ABOVE ATMOSPHERE 6 8 10 15 20
17
18
19
20
If more convenient, approximate correction factors may be determined using the following formulas. P1 X T2 P2 X T1 Where: Q1= Actual or Observed Flowmeter Reading Q2 = Standard Flow Corrected for Pressure and Temperature P1 = Actual Pressure (14.7 psia + Gage Pressure) P2 = Standard Pressure (14.7 psia, which is 0 psig) T1 = Actual Temperature (460 R + Temp °F) T2 = Standard Temperature (530 R, which is 70°F) A. Pressure: Q2 = Q1 X
(3-4)毛管压力曲线

列1 1 2 3 4 5 6 7 8 9 10
4.69 4.69 6.25 31.25 15.63 7.81 6.25 0.63 3.12
80.31 80.31 75.63 70.94 64.69 33.44 17.81 10.00 3.75 3.12
半渗透隔板
半渗透隔板法所 能测定的最大毛管压 岩心的毛管力曲线 力主要取决于隔板的 隔板的毛管力曲线 半渗透性,即隔板的 阀压值。隔板的孔隙 PT(隔板) 越小,阀压值越高, 测试范围就越大,同 PT(岩样) 时测量的时间也越长 0 (图9—21)。目前国 100 Sw ,% 内生产的隔板可高达 图9—21半渗透隔板的毛管压力曲线 0.7MPa以上。
或阈压PT、饱 和度中值压力
0.01 100
Pc50和最小湿
S min 50 S HG ,% 0
相饱和度Smin
图9—30 毛管压力曲线的定量特征
(二)毛管压力曲线的定量特征
1、阈压或称排驱压力PT
阈压是指非湿相开始进入岩样时的最小的压力。它对应于岩样 最大孔隙的毛管压力。阈压又称为入口压力、门坎压力或排驱压力。 毛管压力曲线中间平缓段延长线与非湿相饱和度为零处与纵坐标轴
最小湿相饱和度表示当驱替压力达到最高时,未被非 湿相浸入的孔隙体积百分数。如果岩石亲水,则最小湿相饱 和度代表了束缚水饱和度。最小湿相饱和度实际上是反映岩 石孔隙结构的一个指标,岩石物性越好,其值越小。 注意:Smin值还取决于仪器的最高压力,当毛管压力曲线的
陡峭段不平行于压力轴时,仍把它作为束缚水饱和度来考虑
的交点所对应的压力就是排驱压力。
岩石渗透性好,孔隙半径大,排驱压力PT较低,表明岩石物性较 好;反之,亦然。因此由排驱压力的大小,可评价岩石渗透性的好 坏。利用PT值,还可确定岩石最大孔隙半径。
水压试验程序曲线图

附录Ⅲ:锅炉整体水压试验升降压曲线图一、一次汽系统水压试验升压图:
压力.MPa
保持20min
试验压力:33.60
降压.≯0.2Mpa/min
升压≯0.2Mpa/min
全面检查
检查
设计压力:26.68
升压.≯0.3Mpa/min 降压.≯0.3Mpa/min
10%工作压
力初步检查
10%压力:2.668 进水
时间.分钟
注:水压试验压力升降速度在低于设计压力时不应大于0.3Mpa;在高于设计压力时不应大于0.2Mpa。
一、二次汽系统水压试验升压图:
压力.MPa
保持20min
试验压力:7.76
降压.≯0.2Mpa/min
升压.≯0.2Mpa/min
全面检查
检查
设计压力:5.17
升压.≯0.3Mpa/min 降压.≯0.3Mpa/min
10%工作压
力初步检查
10%压力:0.52
进水
时间.分钟
注:水压试验压力升降速度在低于设计压力时不应大于0.3Mpa;在高于设计压力时不应大于0.2Mpa。
基本波形之压力容积曲线

压力-容积曲线1. 概述压力-容积曲线反映的是气道压力(Paw)与潮气量(VT)之间关系的曲线,不存在时间这一变量。
其反映了肺和胸廓的静态机械力学特征,从而可以判断病人的疾病状态,评估病人对治疗的反应等等。
在患严重肺疾病时,是唯一测定肺功能的实验。
正常的P-V曲线为一个S形状,在功能残气量(FRC)上方,容量范围是潮气量通气,曲线的斜率通常是线性的。
图1 压力-容积曲线机械通气时通常通过描述P-V环来对肺部情况进行综合评估,一个呼吸周期包括吸气相和呼气相,因此一个完整的P-V曲线环可以更加全面地反映肺部状态。
图2 正常P-V环(红色表示吸气相)如图2所示,X轴表示压力,Y轴表示容积,吸气支走形向上,呼气支走形向下,当有PEEP设置时环形的底部位于PEEP水平。
图3(红色表示吸气相)通过P-V曲线可以区分自主呼吸与正压通气的波形差异(图3)。
自主呼吸时气道压力在正压和负压之间切换,曲线呈顺时针方向;正压通气时曲线则呈逆时针方向。
肺顺应性是指单位压力改变时所引起的肺容积的改变,它代表了胸腔压力改变对肺容积的影响,肺顺应性又可分为静态肺顺应性(Cst)和动态肺顺应性(Cdyn)。
Cst反映了肺组织的弹性,Cdyn受肺组织弹性和气道阻力的双重影响。
如图4所示,PV曲线起点端和顶端的连线的斜率代表动态肺顺应性(Cdyn)。
图4(红色表示吸气相)静态肺顺应性是指在呼吸周期中,气流暂时阻断时测得的肺顺应性,即肺组织的弹力。
静态肺顺应性的测量应在阻断气流的情况下进行(图5)。
反应在P-V曲线上,即为在平台压期,肺容量的变化值与压力变化值的比值,即:Cst=Tidal Volume/Pplat-PEEP图5(红色表示吸气相)2. 临床应用2.1 肺过度膨胀当肺脏过度膨胀时,肺脏容积随着压力上升其改变逐渐变小,在图形上形成“鸟嘴征”,应降低潮气量及吸气压力(图6)。
图6(红色表示吸气相)2.2 气道阻力增加导致吸气相阻力增加的因素包括:气管插管变形、病人咬管,等等;导致呼气相气道阻力增加的因素包括:气道痰栓、支气管痉挛,等等。
注塑曲线图的详解
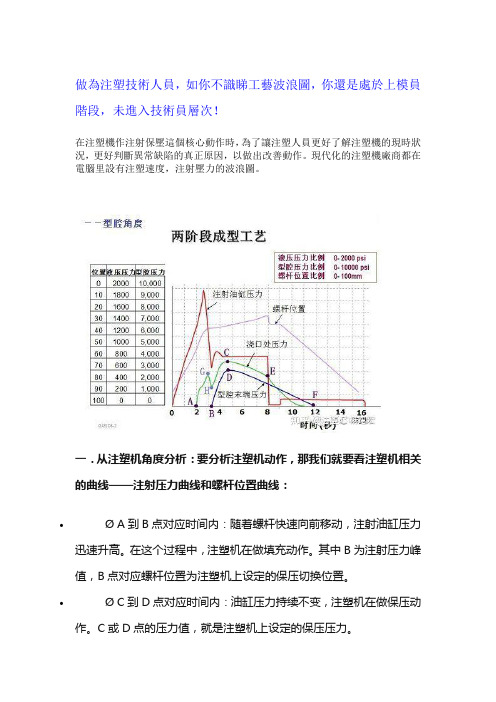
做為注塑技術人員,如你不識睇工藝波浪圖,你還是處於上模員階段,未進入技術員層次!在注塑機作注射保壓這個核心動作時,為了讓注塑人員更好了解注塑機的現時狀況,更好判斷異常缺陷的真正原因,以做出改善動作。
現代化的注塑機廠商都在電腦里設有注塑速度,注射壓力的波浪圖。
一.从注塑机角度分析:要分析注塑机动作,那我们就要看注塑机相关的曲线——注射压力曲线和螺杆位置曲线:•Ø A到B点对应时间内:随着螺杆快速向前移动,注射油缸压力迅速升高。
在这个过程中,注塑机在做填充动作。
其中B为注射压力峰值,B点对应螺杆位置为注塑机上设定的保压切换位置。
•Ø C到D点对应时间内:油缸压力持续不变,注塑机在做保压动作。
C或D点的压力值,就是注塑机上设定的保压压力。
•Ø E到F点对应时间内:螺杆受前端塑料挤压,匀速退回,油缸压力很小并保持不变,注塑机做溶胶动作。
E或F点的压力值,就是注塑机上设定的背压压力。
•Ø B到C点对应时间:注射压力从高压突然降低,注塑机做保压切换动作。
•Ø D到E点对应时间内:注塑机油压系统快速泄压,螺杆前端塑料压力挤压螺杆反弹。
D到E的时间为设定的溶胶延时时间。
二.从型腔的角度分析:要分析型腔内部,那我们就主要看型腔压力曲线。
•Ø 0到A点:0点注塑机开始填充,A点塑料才流进型腔,所以0到A点,塑料在填充流道。
•Ø A到B点:A点是塑料刚穿过浇口的时候,B点是塑料刚走满型腔的时候。
那么A到B点就是填充型腔的过程。
•Ø B到D点:塑料走满型腔后,继续有塑料被挤进型腔,使型腔内部压力持续上升。
C点为浇口处压力峰值,D点为型腔末端压力峰值,B到D就是补缩型腔的过程,B到D点型腔压力曲线的斜率就是补缩速率。
•Ø C到E点:E点为注塑机保压结束点。
C到E点就是型腔的保压阶段,C到E的时间是为了等待浇口冻结。
•Ø D到F点:随着塑料逐渐冷却,型腔压力慢慢降低,D点到F 点型腔压力曲线的斜率就是冷却速率。
流量压力特性曲线分析

第三节 叶片泵
◆优缺点:
结构紧凑、噪声小、脉动小、运转平稳 结构复杂、吸油能力差对油的污染较敏感
◆双作用叶片泵流量计算 :
流量计算见公式3-20流量脉动在叶片数为4的 倍数时最小。一般取12或16片。
7
提高双作用式叶片泵压力的措施:
因叶片底部作用压油腔的压力,使叶片以很大 的力压向定子内表面,加速了内表面的磨损,泵的 寿命降低。
高压泵必须采取下列措施:
1.减小作用在叶片底部的压力:泵压油腔的油通过阻 尼孔或内装式小减压阀接到处于吸油腔的叶片底部, 减小叶片压向定子内表面的作用力。
◆分类: 单作用式叶片泵:可变量、非平衡 式 双作用式叶片泵:定量泵、平衡式
1
单作用叶片泵 ◆单作用叶片泵工作原理:
密封工作腔是由相邻两叶片、定子 内表面、转子外表面及两配油盘构 成若干个密封腔组成。
转子和定子有偏心,叶片在转子的 槽内可灵活滑动,在离心力及槽底 压力油的作用下,叶片顶部紧贴在 定子内表面上。
当转子按图示方向旋转时,右侧叶
片向外伸出,容积增大,吸油。左
侧叶片往里缩进容积减小,压油。
动画:3.3-1叶片泵的拆装;动画:3.3-2单作用叶片泵的工作原
理
2
◆单作用叶片泵特点: 泵每转一转,每个密封工作腔吸、压油 一次,叫单作用叶片泵。 转子上受液压不平衡力,叫非平衡式泵。 改变偏心大小,可改变排量大小,叫变量泵
愈小当压力大到使泵的输出
流量为零,不管负载怎样加