双击冷镦机使用手册
一模二冲,冷镦机操作手册簿
主模顶棒长度需大于主模长度0.2mm-0.3mm,不可短于主模长度在调整顶出位置时,当顶出最高点时,只需调整主模顶棒与主模面平而不凸出乃可。
12
冲模与主模中心调整
一、二冲模之中心调整及上下冲模模座固定滑板的调整
一冲模之中心调整:
(1)将飞轮以手动或寸动加以旋转,将材料送至主模查看材料是否能用一冲模推入主模孔。
(3)不良。
剪刀模与剪刀之间隙太大。
(4)主模的底面应密着于本体。
(5)主模面在剪刀片前进时不可碰着。
(6)主模顶棒的前端后端的面应滑且与轴心应成直角。
(7)主模固定螺丝须上紧,否则在顶出时主模将会冲出。
6
一冲模的装配
(1)将冲模座的冲模装配孔加以擦拭。
(2)将一冲模、冲模顶棒、弹簧、垫块、垫圈,如图2般加以装配而插入安装孔用手或寸动将飞轮旋转以使冲模前进而把挡用的衬垫放入冲模与底模之间且密着于支持架的底面如此的装入方法是比较方便。
(4)送料时间的调应把固定螺丝加以松弛且旋转拉料盘的位置(前后),然后查看剪刀与一冲模的适当时间之后,再锁紧调整螺丝。
(4)
10
剪刀之定时器的调整
(1)适当时间的调整就是在夹住所切断的材料时,用一冲模推入主模的孔。同时不使与一冲活动模相碰,而能把剪刀后退。
(2)剪刀停留时间长短需调整长螺帽,松开停留时间短,缩短则停留时间长。
(4)剪刀片
(5)一冲模壳
(6)一冲活动模
(7)一冲垫块
(8)弹簧
(9)二冲模瞉
(10)二冲顶针
3
材料之准备与矫正
(1)将线圈放线架上面。
(2)用钢丝钳将线圈的结线切断。
(3)用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆。
冷镦机操作规程
冷镦机操作规程一、引言冷镦机是一种常用的金属加工设备,用于将金属材料进行冷镦加工,以创造螺栓、螺母、销钉等紧固件。
为了确保操作人员的安全和加工质量的稳定性,制定本操作规程。
二、操作准备1. 检查冷镦机的各项安全装置是否完好,如防护罩、急停按钮等。
2. 检查冷镦机的润滑系统是否正常,并及时添加润滑油。
3. 检查冷镦机的电源是否稳定,接地是否良好。
4. 穿戴好个人防护装备,如安全帽、防护眼镜、耳塞等。
三、操作步骤1. 打开电源开关,启动冷镦机。
2. 调整冷镦机的工作速度和冷镦刀的位置,根据加工要求进行调整。
3. 将待加工的金属材料放置在冷镦机的工作台上,并固定好。
4. 根据加工要求,选择合适的冷镦刀,并将其安装到冷镦机上。
5. 调整冷镦刀的位置和切削深度,确保加工的精度和质量。
6. 按下启动按钮,开始进行冷镦加工。
7. 在加工过程中,注意观察加工质量和机器运行状态,如发现异常及时停机检查。
8. 加工完成后,关闭电源开关,住手冷镦机的运行。
四、操作注意事项1. 操作人员必须经过专业培训,并持有相关操作证书。
2. 在操作过程中,严禁戴手套、长袖衣物等松散物品,以免被卷入机器。
3. 不得擅自拆卸或者修理冷镦机,如发现故障应及时报修。
4. 加工过程中,严禁将手指、手臂等身体部位挨近冷镦刀,以免发生意外伤害。
5. 禁止在冷镦机运行时进行清洁、维修等操作,必须在停机状态下进行。
6. 在加工过程中,严禁使用损坏或者磨损严重的冷镦刀,应及时更换。
7. 加工过程中,严禁将金属材料的头部放在冷镦刀上,以免发生卡住或者飞出伤人的情况。
8. 加工完成后,及时清理加工区域,保持机器的整洁。
五、操作风险及应急措施1. 风险:操作人员被冷镦刀切削。
应急措施:即将停机,切断电源,及时就医处理伤口。
2. 风险:冷镦机发生故障或者异常情况。
应急措施:即将停机,切断电源,联系维修人员进行检修。
3. 风险:金属材料飞出伤人。
应急措施:加工过程中保持安全距离,戴好个人防护装备,确保操作人员的安全。
一模二冲冷镦机操作手册_
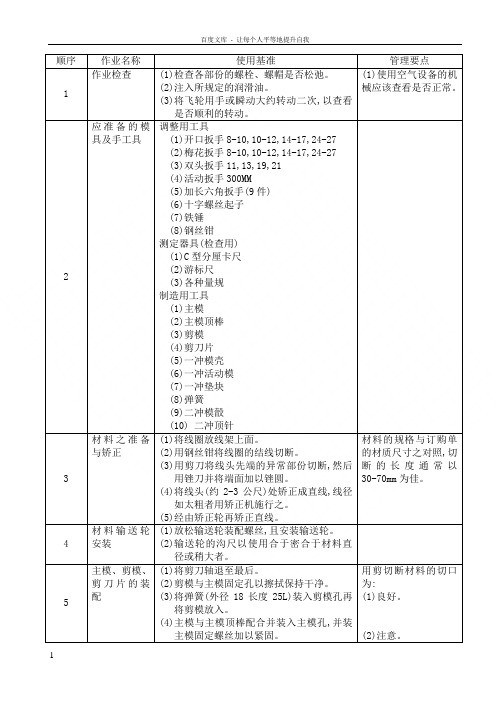
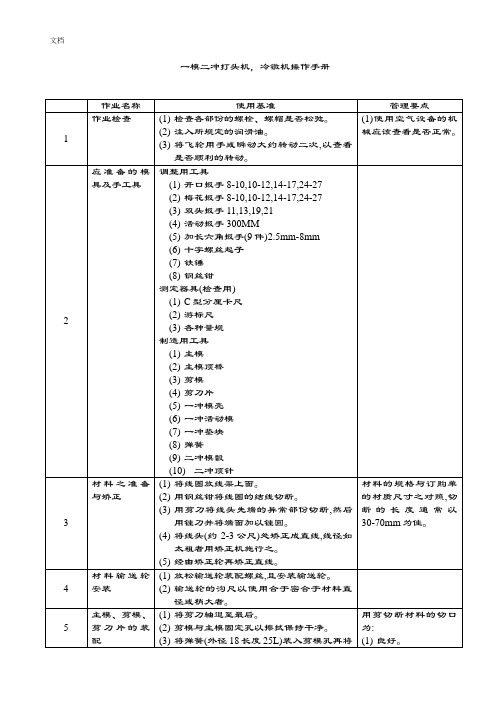
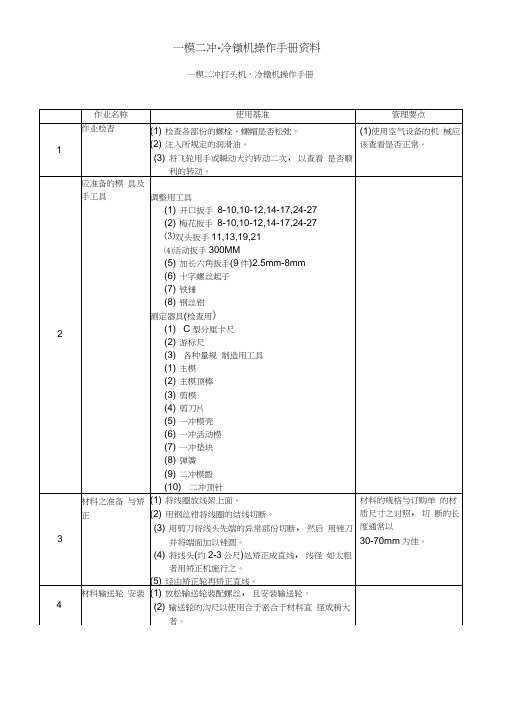
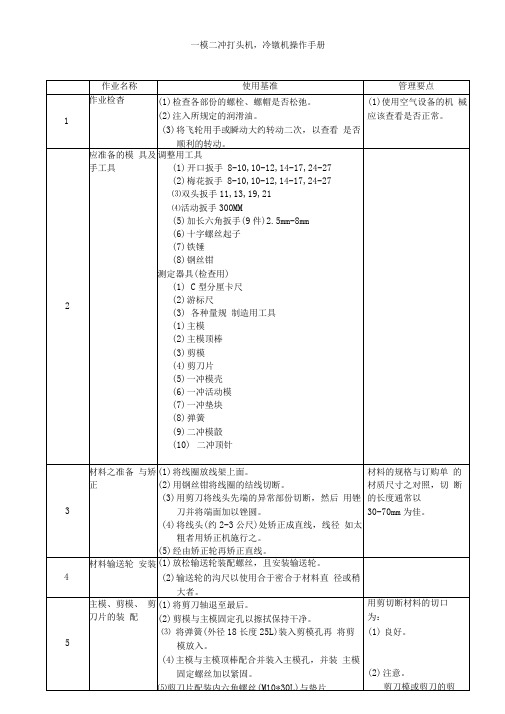
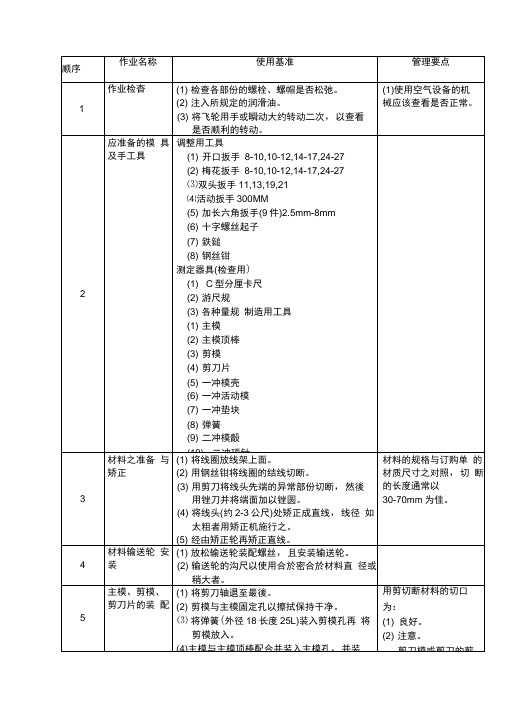
顺序作业名称使用基准管理要点1 作业检查(1)检查各部份的螺栓、螺帽是否松弛。
(2)注入所规定的润滑油。
(3)将飞轮用手或瞬动大约转动二次,以查看是否顺利的转动。
(1)使用空气设备的机械应该查看是否正常。
2 应准备的模具及手工具调整用工具(1)开口扳手8-10,10-12,14-17,24-27(2)梅花扳手8-10,10-12,14-17,24-27(3)双头扳手11,13,19,21(4)活动扳手300MM(5)加长六角扳手(9件)(6)十字螺丝起子(7)铁锤(8)钢丝钳测定器具(检查用)(1)C型分厘卡尺(2)游标尺(3)各种量规制造用工具(1)主模(2)主模顶棒(3)剪模(4)剪刀片(5)一冲模壳(6)一冲活动模(7)一冲垫块(8)弹簧(9)二冲模瞉(10)二冲顶针3 材料之准备与矫正(1)将线圈放线架上面。
(2)用钢丝钳将线圈的结线切断。
(3)用剪刀将线头先端的异常部份切断,然后用锉刀并将端面加以锉圆。
(4)将线头(约2-3公尺)处矫正成直线,线径如太粗者用矫正机施行之。
(5)经由矫正轮再矫正直线。
材料的规格与订购单的材质尺寸之对照,切断的长度通常以30-70mm为佳。
4 材料输送轮安装(1)放松输送轮装配螺丝,且安装输送轮。
(2)输送轮的沟尺以使用合于密合于材料直径或稍大者。
5 主模、剪模、剪刀片的装配(1)将剪刀轴退至最后。
(2)剪模与主模固定孔以擦拭保持干净。
(3)将弹簧(外径18长度25L)装入剪模孔再将剪模放入。
(4)主模与主模顶棒配合并装入主模孔,并装主模固定螺丝加以紧固。
用剪切断材料的切口为:(1)良好。
(2)注意。
1(5)剪刀片配装内六角螺丝(M10*30L)与垫片(外径28厚度4mm)后,略为固定。
(6)将另一支主棒顶插入主模孔内,剪刀片送至主模孔,松开剪刀滚轮轴固定螺帽,调整剪刀调整螺丝,直至剪刀片抬住主模顶棒,销紧剪刀片后再微调调整螺丝,使其中心对准。
(7)剪刀轴后退并松开剪模固定螺丝,让剪模与剪刀片贴紧后再锁紧螺丝。
冷镦机操作规程

冷镦机操作规程一、引言冷镦机是一种常用的金属加工设备,广泛应用于各个行业。
为了确保冷镦机的安全运行和操作的准确性,制定了本操作规程。
二、操作准备1. 检查冷镦机的工作环境,确保周围没有杂物和障碍物。
2. 检查冷镦机的电源和供电线路,确保电源稳定,并保证接地良好。
3. 检查冷镦机的润滑系统,确保润滑油充足,并按要求添加。
4. 检查冷镦机的刀具和夹具,确保完好无损。
三、操作步骤1. 打开冷镦机的电源开关,确保电源指示灯亮起。
2. 调整冷镦机的刀具和夹具,根据加工要求选择合适的规格。
3. 将待加工的金属材料放置在冷镦机的工作台上,并使用夹具固定。
4. 调整冷镦机的工作速度和冷镦深度,根据加工要求进行设置。
5. 打开冷镦机的润滑系统,确保润滑油正常流动,保持刀具和夹具的润滑。
6. 按下冷镦机的启动按钮,观察冷镦机的运行情况,确保正常运转。
7. 操作者应保持专注,密切观察加工过程中的异常情况,如异常声音、振动等。
8. 完成加工后,及时关闭冷镦机的电源开关,切断电源。
四、安全注意事项1. 操作者必须熟悉冷镦机的操作规程和安全操作程序,严禁未经培训的人员操作。
2. 操作者在操作过程中应戴好防护眼镜和手套,确保人身安全。
3. 在冷镦机运行过程中,严禁将手指或其他物体伸入工作区域。
4. 在调整刀具和夹具时,必须先停止冷镦机的运行,确保安全。
5. 定期检查冷镦机的电源线路和电器设备,确保安全可靠。
6. 定期对冷镦机进行维护保养,清洁润滑系统,更换磨损的刀具和夹具。
五、故障处理1. 若冷镦机出现异常声音或振动,应立即停止运行,并检查可能的故障原因。
2. 若冷镦机无法启动或停止运行,应检查电源线路和电器设备是否正常。
3. 若冷镦机加工出来的产品不符合要求,应检查刀具和夹具的磨损情况,进行更换或调整。
六、总结冷镦机的操作规程是确保冷镦机安全运行和操作准确性的重要指导文件。
操作者必须严格按照操作规程进行操作,保证人身安全和加工质量。
冷镦机作业指导书

作业指导书
1.每位操作者,请严格按照冷镦机的安全操作规程进行作业。
2.江原材料放入(铜丝圆盘)送料架上,并剪开。
3.江原材料最前端修理整齐,放入冷镦机进料口进入夹紧轮,是原材料(铜线)直至机器内部定位销,并锁紧铜线夹料轮。
4.用手搬动皮带轮,是机器剪断出线模的铜线,然后右手扳开夹材刀,左手取出剪断后的铜线。
5.接通电源,打开机器供油开关,带机床各部位达到润滑效果。
6.开启手动开关,生产出3件产品后停机。
按工艺图纸要求检测产品,并将数据真实的记录下来。
7.检测合格后,方可进行加工,每隔10分钟,对产品进行抽检。
每隔1小时,将加工好的产品(10PCS)送至检验部门用
视觉放大器进行检验
8.抽检不合格,应立即停机,查找原因。
9.将加工完的合格品倒入离心脱油机内,关闭脱油机上盖,打开电源,使脱油机开始工作,对产品进行2分钟脱油。
10.将脱油后的产品倒入产品周转箱交予QC部门。
日菱实业有限公司
轮。
一模二冲-冷镦机操作手册资料
(7)剪刀轴后退并松开剪模固定螺丝,让剪模 与剪刀片贴紧后再锁紧螺丝。
(8)调整定奌盖上的四角螺丝,使剪刀片距剪 模孔约0.5mm
(9)将挡刀夹片调整,使刀夹片距剪模孔约
0.5mm
(10)装配完毕后,试行运转,看材料是否能正 常出料与剪断。
固定螺丝
(2)注意。
剪刀模或剪刀的剪 口不够铅利。
一模二冲打头机,冷镦机操作手册
作业名称
使用基准
管理要点
1
作业检杳
(1)检查各部份的螺栓、螺帽是否松弛。
(2)注入所规定的润滑油。
(3)将飞轮用手或瞬动大约转动二次,以查看 是否顺利的转动。
(1)使用空气设备的机 械应该查看是否正常。
2
应准备的模 具及手工具
调整用工具
(1)开口扳手8-10,10-12,14-17,24-27
⑶将弹簧(外径18长度25L)装入剪模孔再 将剪模放入。
用剪切断材料的切口
为:
(1)良好。
(4)主模与主模顶棒配合并装入主模孔,并装 主模固定螺丝加以紧固。
⑸剪刀片配装内六角螺丝(M10*30L)与垫片(外径28厚度4mm后,略为固定。
(6)将另一支主棒顶插入主模孔内,剪刀片送
至主模孔,松开剪刀滚轮轴固定螺帽,调 整剪刀调整螺丝,直至剪刀片抬住主模顶 棒,销紧剪刀片后再微调调整螺丝,使其
(1)将冲模座的冲模装配孔加以擦拭。
(2)将一冲模、冲模顶棒、弹簧、垫块、垫圈,如图2般加以装配而插入安装孔用手或寸 动将飞轮旋转以使冲模前进而把挡用的 衬垫放入冲模与底模之间且密着于支持 架的底面如此的装入方法是比较方便。
(3)将一冲模锁紧螺丝加以固定锁紧。
(1)冲模固定螺丝须紧 固,否转行时会有脱离 之危险。
冷镦机操作规程

冷镦机操作规程标题:冷镦机操作规程引言概述:冷镦机是一种用于冷加工金属材料的机械设备,操作规程是确保冷镦机安全高效运行的重要指导文件。
本文将详细介绍冷镦机操作规程的内容,以便操作人员能够正确操作冷镦机,确保生产过程顺利进行。
一、操作前的准备工作1.1 确认冷镦机的工作状态:检查冷镦机的各个部件是否完好,有无松动或损坏现象。
1.2 准备工作物料:将需要冷镦加工的金属材料准备齐全,确保质量合格。
1.3 检查润滑系统:检查冷镦机的润滑系统是否正常运转,确保机器能够顺畅运行。
二、操作冷镦机的步骤2.1 启动冷镦机:按照冷镦机的启动步骤操作,确保机器能够正常启动。
2.2 调整冷镦机参数:根据加工要求,调整冷镦机的加工参数,如速度、压力等。
2.3 进行试运行:在正式生产之前,进行试运行以确保冷镦机工作正常。
三、冷镦机的安全操作3.1 穿戴防护装备:操作人员应穿戴符合安全要求的防护装备,如安全帽、手套等。
3.2 遵守操作规程:操作人员应严格遵守冷镦机的操作规程,不得擅自更改参数或操作方式。
3.3 注意机器运转状态:在操作过程中,注意观察冷镦机的运转状态,确保没有异常情况发生。
四、冷镦机的日常维护4.1 定期清洁保养:定期清洁冷镦机的各个部件,并进行润滑保养,延长机器使用寿命。
4.2 检查电气系统:定期检查冷镦机的电气系统,确保电路连接正常,避免发生安全事故。
4.3 定期检修维护:定期对冷镦机进行检修维护,及时更换磨损部件,保证机器的正常运行。
五、冷镦机的故障处理5.1 停机处理:在发生故障时,立即停机处理,并及时通知维修人员进行维修。
5.2 故障诊断:维修人员应对冷镦机的故障进行诊断,找出问题所在并及时修复。
5.3 故障记录:对冷镦机的故障进行记录,分析原因并采取相应措施,避免类似故障再次发生。
结论:冷镦机操作规程是确保冷镦机安全高效运行的重要指导文件,操作人员应严格遵守规程,做好冷镦机的操作、维护和故障处理工作,确保生产过程顺利进行。
螺丝机械(冷镦机)使用指南

全自动高速螺丝打头机系列使用说明书阅读指引明一、打头机的用途 (1)二、螺丝基本制造过程 (1)三、打头机的技术规格与参数 (2)四、打头机的吊装及安装前的准备 (3)五、打头机系统分布 (4)六、打头机的调试 (5)七、打头机的常见故障分析 (10)术八、打头机的维护及保养 (11)九、打头机零件图 (12)雄盛机械·源自台湾*温馨提示* 1.1.机器电源必须安全接地。
2.2.每天工作前对机器作一次详细检查,看各部位油路到是否正常,看各部位紧固是否松脱。
3.3.机器调整或工作时,不可伸手入机器内。
4.4.请勿拆皮带轮护罩工作。
5.5.请勿在失油状态下工作,机器高速运转,润滑最重要。
6.6.机器工作中有异响,应立即停机检查。
二、普通螺丝基本制造过程:序 言感谢贵司惠购雄盛螺丝机械产品,本厂机床采用当前国内外先进的镦锻技术,加以优化改良,辅以优质材料精制而成,本机床具有速度快、精度高、稳定性高、恒久耐用等优点。
适用于工厂 大批量生产螺丝及其它五金产品;在购买和使用本机前,请先详细阅读以下说明,进一步了解产 品和正确操作本机,如有不足之处,请广大用户指正。
谢谢!一、打头机的用途:1.本机床属于冷镦设备,功能为一模二冲产品,主要是螺丝产品的头部成形之用,其工作原 理为线材调直、进线、剪断、送料入主模,一冲初锻,二冲成形坯料退出。
其工作一气呵成, 每分钟产能可达到200粒左右,属于当前技术比较先进的产品,。
2.可镦锻各种金属材料:普钢、碳钢、不锈钢、铜、铝、合金钢等材料,用途广泛。
(不锈钢、 合金钢等材料,可用加温器加热到适应温度,方能镦锻。
)3.本机床可制造普通自攻螺钉,电器螺丝,微型螺丝,内外六角螺栓,钻尾螺丝,纤维板螺钉等常用产品,如加装阳模顶出装置(PKO )还可镦制其它非标异型五金产品。
工序简介及所需设备:1.将粗线拉至所需的线径。
(线材拉丝机)2.在打头机上调试、生产、螺丝头部成形。
冷镦机操作规程

冷镦机操作规程冷镦机是一种常用的金属加工设备,用于将金属材料经过冷镦加工变形成各种螺纹、斜面、键槽等形状。
为了确保操作的安全和有效性,以下是冷镦机的操作规程。
一、操作前准备1. 检查冷镦机的工作台面、销轴、导轨等部位是否有明显磨损或损坏,如有需要及时更换或修理。
2. 检查冷镦机的润滑系统,确认润滑油是否充足,并进行必要的加注。
3. 检查电气设备的接地是否良好,并确保电源开关处于关闭状态。
4. 准备好所需的冷镦刀具和工件,并根据工艺要求进行调整和安装。
5. 穿戴好个人防护装备,包括安全眼镜、手套、耳塞等。
二、开机操作1. 打开电源开关,启动冷镦机,确保机器能正常运转。
2. 调整冷镦刀具的位置和角度,使之与工件相匹配。
3. 用手试压冷镦刀具,确认刀具的位置是否正确。
4. 根据工件的尺寸和要求,调整冷镦机的进给速度和转速。
5. 调整冷镦机的冷却系统,确保冷却液能均匀地冷却冷镦刀具和工件。
6. 开始进行冷镦加工,注意观察工件的形状和加工过程的稳定性。
三、操作中注意事项1. 严禁用手触摸正在运行的冷镦刀具和工件,以免发生伤害。
2. 在操作过程中,要保持集中注意力,注意观察和听取机器的运行状态,及时发现异常情况。
3. 如果发现冷镦刀具磨损严重或产生故障,应立即停机处理,并更换新的刀具。
4. 在操作过程中,切勿过度负荷工作,以免对冷镦机产生过大的压力和负荷。
5. 对于加工完成的工件,务必及时清理、检查和测量,确保加工质量符合要求。
6. 操作结束后,应关闭电源开关,清理工作现场,并及时对冷镦机进行日常维护保养。
四、操作安全1. 在操作过程中,严禁戴手套或长袖衣物等松散物品,以免被卷入冷镦机造成伤害。
2. 使用冷镦机时,应穿戴好防护眼镜、耳塞等个人防护装备,确保操作的安全性。
3. 严禁将冷镦机用于超过其规定工作范围的材料加工,以免损坏设备。
4. 在操作过程中,如出现异常情况或设备故障,应立即停机处理,并及时报告相关人员。
一模二冲-冷镦机操作手册资料
材料切断长 度的调整
(1)材料长度为杆长加上头部未变形之素材 长度。
(2)将图3的调节螺丝加以旋转,且将挡料板 调整到所需的长度,然后固定螺丝锁紧。
(1)将切断后材料长度 加以测定,必须为 所疋的长度。
(2)以目视来确认切口 的良好与否。
(3)挡料螺丝接触面不 佳时,则切口亦会 发生不佳现象。
n
1
(4)剪刀片
(5)一冲模壳
(6)一冲活动模
(7)一冲垫块
(8)弹簧
(9)二冲模瞉
(10)二冲顶针
3
材料之准备 与矫正
(1)将线圈放线架上面。
(2)用钢丝钳将线圈的结线切断。
(3)用剪刀将线头先端的异常部份切断,然后 用锉刀并将端面加以锉圆。
(4)将线头(约2-3公尺)处矫正成直线,线径 如太粗者用矫正机施行之。
一模二冲打头机,冷镦机操作手册
作业名称
使用基准
管理要点
1
作业检杳
(1)检查各部份的螺栓、螺帽是否松弛。
(2)注入所规定的润滑油。
(3)将飞轮用手或瞬动大约转动二次,以查看 是否顺利的转动。
(1)使用空气设备的机 械应该查看是否正常。
2
应准备的模 具及手工具
调整用工具
(1)开口扳手8-10,10-12,14-17,24-27
口不够铅利
⑶不良。
剪刀模与剪刀之间 隙太大。
(4)主模的底面应密着 于本体。
(5)主模面在剪刀片前
进时不可碰着。
(6)主模顶棒的前端后 端的面应滑且与轴 心应成直角。
(7)主模固定螺丝须上 紧,否则在顶出时 主模将会冲出。
(1)冲模固定螺丝须紧 固,否转行时会有脱离 之危险。
冷镦机操作规程

冷镦机操作规程一、引言冷镦机是一种常用于金属加工的机械设备,用于将金属材料通过冷镦加工,使其形成所需的形状和尺寸。
为了确保操作安全和加工质量,制定本操作规程,规范冷镦机的操作流程和注意事项。
二、操作准备1. 确保冷镦机处于良好的工作状态,无异常声音和异味。
2. 检查冷镦机的各个部件是否完好无损,如传动装置、刀具等。
3. 检查冷镦机的润滑系统是否正常,润滑油是否充足。
4. 穿戴好个人防护装备,如安全帽、防护眼镜、耳塞等。
三、操作步骤1. 打开电源开关,确保电源正常供电。
2. 调整冷镦机的工作台高度,使其与操作者的工作高度相适应。
3. 将待加工的金属材料放置在工作台上,并固定好。
4. 根据加工要求,选择合适的刀具,并进行安装。
5. 调整冷镦机的切削速度和进给速度,确保加工效果和加工质量。
6. 打开润滑系统,确保刀具和工件在加工过程中得到良好的润滑。
7. 启动冷镦机,观察加工过程中的运行状态,确保正常运转。
8. 在加工过程中,及时清理切屑和废料,保持工作区域的整洁。
9. 完成加工后,关闭电源开关,停止冷镦机的运转。
四、操作注意事项1. 操作者在操作过程中要集中注意力,严禁分心和喧哗。
2. 严禁将手指、手臂等身体部位靠近刀具和传动装置,以免发生意外伤害。
3. 加工过程中,切削液可能会溅出,操作者应注意防护眼镜的佩戴,避免切削液溅入眼睛。
4. 在更换刀具或进行维护保养时,应先切断电源,并等待冷镦机完全停止运转后再进行操作。
5. 加工过程中,如发现冷镦机运行异常或出现异常声音,应立即停机检查,并及时报告维修人员。
6. 操作者应定期对冷镦机进行维护保养,保持设备的良好状态。
五、紧急情况处理1. 在发生紧急情况时,操作者应立即按下急停按钮,切断电源,并向上级报告。
2. 在发生火灾时,操作者应立即采取灭火措施,并通知消防部门。
六、操作规程的执行和监督1. 所有操作者必须严格按照本操作规程进行操作,不得擅自修改或忽视规程内容。
冷镦机操作规程范本
冷镦机操作规程范本操作规程范本(冷镦机)第一章总则第一条冷镦机操作规程作为保证人员安全和机器顺利运行的重要规定,是冷镦机操作人员必须遵守的基本规程。
第二条冷镦机操作规程适用于所有冷镦机操作人员,包括工作人员和管理人员。
第三条冷镦机操作人员必须严格遵守冷镦机操作规程,加强自我保护意识,提高操作技能,确保冷镦机能够正常运行。
第四条冷镦机操作人员必须按照操作规程进行操作,不得擅自改动或调整冷镦机的工作参数。
第五条冷镦机操作人员必须接受相关的培训和考核,并定期进行职业健康体检,保证能够胜任冷镦机操作工作。
第二章操作规程第一节安全操作第六条冷镦机操作人员在操作前必须了解冷镦机的操作原理、结构和运行流程,熟悉冷镦机的各个部件和控制面板的功能。
第七条冷镦机操作人员在操作冷镦机之前必须检查冷镦机的电源、润滑油、冷却水等是否正常,并按照要求调整和配制。
第八条冷镦机操作人员必须正确穿戴劳动保护用品,包括安全帽、劳保鞋、防护手套等,并保持工作区域的整洁。
第九条冷镦机操作人员必须在操作过程中随时保持警惕,注意观察冷镦机的运行情况,及时排除故障,确保操作安全。
第十条冷镦机操作人员在操作过程中禁止穿戴宽松的衣物或饰品,以免被卷入冷镦机造成伤害。
第十一条冷镦机操作人员在操作过程中禁止临时加工非标件,严禁超负荷操作,以免造成设备损坏或人身伤害。
第十二条冷镦机操作人员在操作过程中禁止跨越传动装置、禁止脚踩传动带、禁止伸手进入设备内部等危险动作。
第十三条冷镦机操作人员必须随时保持通讯畅通,保持与监控室、其他操作人员的沟通,及时报告设备故障或其他问题。
第二节操作流程第十四条冷镦机操作人员在操作前必须进行开机检查,包括检查电源、润滑油、冷却水等是否正常,并按照要求调整和配制。
第十五条冷镦机操作人员在操作过程中必须按照工艺要求调整冷镦机的工作参数,包括冷镦机的送料器、螺杆钻孔等。
第十六条冷镦机操作人员在操作过程中必须确保冷镦机的送料器和螺杆钻孔的角度和位置正确,保证产品尺寸的准确度。
冷镦机操作指导书

一)作业指导书
检查机台空机启动设备点检领取线材
调试机台首件检验开机生产自主检查
合格转入工序终检统计转序机台清扫
注意事项:生产前应认真核对产品作业指导书,领取线材模具时应注意材料是否符合工艺要求;加工操作时,不得随意打开电源箱,不得随意拆卸防护装置,机台若发现异声、异味、异常发热等情况要及时停机并通知维修人员检修;调机完毕将调机废品清理到废品盒中,工(量)具整理到工具箱中;禁止将工量具放置在运转的机器上;非相关人员不得随意开机。
特别关注点:模具崩裂冲头崩缺产品尺寸压差送料顺畅冲头磨损
三)设备维护保养规范
1、点检要求:
1.1空机启动机台,检查1.2检查润滑油路是否顺1.3运转有无异响;皮带松紧情况;
各部位传动、固定锁紧有畅;主轴、连杆轴承、连杆齿轮、工装模具等固定螺丝无异常;
铜套是否磨损;是否锁紧。
2、维护保养规范:
2.1每月至少检查一次主轴、铜套、轴承是否磨损,润滑系统是否正常;
2.2每周检查电气设备和开关线路是否接紧,有没有不安全的因素;
2.3滤网和冷却润滑油每3个月必须清理一次,过滤后并添加洁净新油;
2.4下班前擦试机身、电控箱,对机台以及周边环境进行卫生清洁。
3.工装使用要求
序号工装名称图示使用要求
1 主模锁紧无拉花模芯无脱落套片无偏心存放时防锈
2 线模工装时无崩口、拉花、模孔高度与主模口高度一致无锈
3 剪刀平整无崩口工装时注意和线模的间隙存放时防锈
4 一冲和一冲套配合紧密存放时防锈
5 二冲锁紧不易拨出,装正,存放时防锈
二)质量控制点
安全要求:在操作过程中,操作者严禁在主模口抢料、生产中盖好安全防护罩盖、戴耳塞。
冷镦机操作规程
冷镦机操作规程一、引言冷镦机是一种常用的金属加工设备,用于在金属材料上进行冷加工,以改变其形状和尺寸。
为了确保冷镦机的安全操作和高效生产,制定本操作规程。
二、操作环境1. 操作环境应保持干燥、通风良好,并且没有易燃、易爆物品。
2. 操作区域应清洁整齐,无杂物堆积。
三、操作前准备1. 检查冷镦机的各个部件是否完好无损,如传动装置、刀具、夹具等。
2. 检查冷镦机的润滑系统,确保油液充足,并进行必要的加注。
3. 确保冷镦机的电源接地良好,并检查电气路线是否正常。
四、操作步骤1. 打开冷镦机电源,并将主开关置于“关”位。
2. 按照工艺要求,选择合适的刀具和夹具,并进行安装。
3. 调整冷镦机的刀具位置和夹具位置,确保工件能够正确进入冷镦机。
4. 启动冷镦机,按下启动按钮,使冷镦机开始运转。
5. 将待加工的金属材料放置在冷镦机的进料位置,并确保夹紧坚固。
6. 根据工艺要求,调整冷镦机的加工速度和压力,以保证加工质量。
7. 观察冷镦机的运行状态,如有异常情况应及时停机检查。
8. 完成加工后,住手冷镦机的运转,关闭电源,并进行清洁和维护。
五、安全注意事项1. 操作人员应穿戴好防护用品,如手套、护目镜等。
2. 在操作过程中,严禁将手或者其他物体挨近刀具和夹具。
3. 禁止擅自改变冷镦机的工作参数和设置。
4. 若发现冷镦机有异常声响或者震动,应即将停机检查。
5. 操作人员应定期接受相关培训,了解冷镦机的操作规程和安全知识。
六、常见故障及排除方法1. 冷镦机无法启动:检查电源是否正常,检查电气路线是否接触良好。
2. 冷镦机加工质量不佳:检查刀具是否磨损,夹具是否夹紧。
3. 冷镦机浮现异常声响或者震动:停机检查机器是否有松动或者损坏部件。
七、操作规程的更新和培训1. 操作规程应定期进行更新,以适应设备和工艺的变化。
2. 新员工应接受冷镦机操作规程的培训,并经过合格考核后方可操作设备。
八、紧急情况处理在发生紧急情况时,操作人员应即将按下紧急停机按钮,并采取相应的安全措施,如报警、疏散等。
一模二冲冷镦机操作手册
12 冲模与主模中心调整一、二冲模之中心调整及上下冲模模座固定滑板的调整一冲模之中心调整:(1)将飞轮以手动或寸动加以旋转,将材料送至主模查看材料是否能用一冲模推入主模孔内。
⑵一冲模的中心调整是将如图8的一冲模上下调整螺丝及一冲模左右调整螺丝加以旋转调整。
⑶一冲模的前諯与主模的间隙约为 1.5mm-2.5m m但是应适合於产品所规定的一冲活动模,一冲模之前後调整是将垫圈的厚度改变而调整。
(4) 一冲模的调整时,大部份多是由二冲模取下而调整。
二冲模之中心调整:(1) 二冲模的中心调整是将图8的二冲模上下调整螺丝及二冲模左右调整螺丝加以旋转而调整,调整後应确实的锁紧冲模座的螺丝。
(2) 二冲模之前後的调整是将垫圈的厚度改变而调整。
⑶判断头部的偏差方向应利用剪料时的斜口其形状是切断材料的刀具运行的前进。
(4) 一冲模与二冲模在调整的时後与主模卡住时请将中柱螺帽松开并用鉄鎚敲击中柱使其向下滑落即可。
冲模座上下距离的调整:(1) 上下距离是将弹簧座上下移动而调整将其上调整距离加大往下调整距离缩小。
(2) 上下受力调整是将四个锁紧螺帽前後调整,顺时钟调整二冲压力加大,逆时钟调整一冲压力加大。
⑶判断头部的偏差方向应利用剪料时的斜口日月形状,其形状是切断材料的刀具运行的前进侧。
(4) 一冲模或二冲模在调整的时後与主模卡住时请将中柱螺帽松开并用鉄鎚敲击中柱使其向下滑落即可。
冲模座上下距离的调整:(1) 上下距离是将弹簧座上下移动而调整将其上调整距离加大往下调整距离缩小。
(2) 上下受力调整是将四个锁紧螺帽前後调整,顺时钟调整二冲压力加大,逆时钟调整一冲压力加大。
(1)头形压造的形状<a>良好n<c> 不可注:<b>的情形锥形部的体积过多。
<c>的情形锥形部的直径过大。
任何情形皆以产品所需头形为最重要,故必须注意。
(2) 一冲头形状最恶劣时,会引起断头因应以打击试验加以查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Operation Instructions of high-speedAutomatic Double-blow Cold HeaderSHIXI ENTERPRISE ORGANIZATION★2004 ★CONTENTSPREFACE……………………………………………………………(3) A、Use range and performance of cold header (4)B、Main technology specifications of cold header (4)C、Structure and transmission of cold header............(5) D、Structure introduction of cold header..................(5) E、Lubrication and electricity of cold header.........(7) F、Various members Adjustment of cold header (8)1、Adjusting of feedingmechanism (8)2、Adjusting of cuttingmechanism (9)3、Mounting of cutting knife and diecavity (11)4、Adjusting of punch and die horizontalposition (11)5、Adjusting of knock outmechanism (12)6、Adjusting of punch bigslide (14)7、Adjusting of punch liftmechanism (15)8、Points for attention about usingheader (17)PREFACEFastener is a common use part of all trades and professions of national economy. Shixi companymainly manufacture various high-speed automatic cold header and thread rolling machine for many fastener manufacturers.Shixi company founded in 1980, it was organized as Shixi Enterprise Organization in 1991. Now, the Organization is a united economic leaguer body dealing with researching、developing and manufacturing. In 2000, it obtained the international attestation of ISO9001, In 2003, Shixi Enterprise Organization was awarded“high &new technology enterprise”by the science & technology bureau of Guangdong province. At the same time, Shixi’s 2 die 3 blow parts former obtained special class prize of whole nation trades.In order to make things convenience for the user. Our company edited and translated《Operation Instructions of High-speed Automatic Double-blow Cold Header》.This 《operation instructions》includes main performance & technology data、structure & operation principle、use method and adjustment、maintenance、trouble elimination and so on.This 《operation instructions》is suitable for 2D3B、SX-20A、SX-20B、SX-5A、SX-K20A、SX-K5A type cold header that our company manufactured.Because it is pressed for time, and translator & editor are limited by level, incorrect expression are hard to avoid, we hope you’ll not spare your comments.Editor: Shixi Enterprise Organization Dongguan Guoling machinery Co.Ltd.Translator: Guangdong Screw Machinery SellingCompany (SWH) CHINA.May. 18,2004A、Use range and performance of cold headerCold header is a machine that manufacture various shapes blank of bolts、Screws and rivets with high quality wire rod. The manufacturing process is full automatic from feeding、cutting、transferring、heading to knock out blank.(high quality wire rod is a material that headed bolts screws and rivets without crack .)B、Main technology specification of cold header(Notes: 2 Die 3 Blow Parts Former Series can also mount such as: computer control device、brake system、P. K. O. device. Stripper device and so on. )C、Structure and transmission of cold header.D、Structure introduction of cold headerA heading machine consists of many members as follows:a)Wire rod straightening deviceb)Feeding devicec)Stopping block deviced)Cutting and transferring mechanisme)Punch lift mechanismf)Upsetting mechanismg)Knock out mechanismh)Transmission systemWhen cold header working, the wire rod that put in the wire stock via straightening device consisted of 5 rollers, then via press blank wheels, wire rod is continuously transmitted up to stop block device and cut off by shearing knife, then transmitted to die cavity hole (headed position) by shearing lever. It is formed into cone shape (i.e. near to finished product) by initial punch of the punch big slide, then using precise punch form into required head shape of the product. Finally the product knocked out by knock out device, and drop into product-box. This is full process of heading operation.Operation of heading mechanism is driven by belt pulley of motor & crank, and carrying connect lever, and via piston driving big slide. Operation of other mechanism is driven by cam shaft or eccentric device, rotating of the cam shaft is carried by mated gears (drive ratio i=1:2)and crank.Feeding mechanism mainly consists of two parallel shafts、connecting lever and feeding rollers. Eccentric wheel carrying swing part and the pawl driving ratchet, ratchet device is discontinuously made to feed wire to header. The feeding length is decided by eccentricity of eccentric driving wheel.Shearing operation is finished by shearing knife, shearing lever carrying shearing knife to do reciprocating remove, it is finished by slide of shearing device driving roller in chute. Because roller in chute put on one end of shear Lever, slide is driven by eccentric small shaft of rotating disk of cam shaft.Heading operation of punch is finished by up and down two punches, and preforming & finish upsetting to blank in turn. Up and down remove of punch lift slide is finished by lift cam carrying lift big plate、lift swing parts and lift plate of punch.After heading finished, the headed half-finished product is knocked out by ejector pin in die cavity. Once this heading process has finished, next heading process start repeatly.Heading speed is decided by finished product length. Belt pulley of main motor have two class belt groove. If heading shank length is more then medium length, you should select lower speed belt groove.E、Lubrication and electricity of cold headera)LubricationOur header lubrication use high pressure inject-type lubrication, i.e. lubricating oil flowing from high pressure pump forcedly inject into all lubricant points. Thus, oil film between relative motion parts can keep in long time, however, good film can be kept by oil continuously flowing and replacing of oil.Thus, mechanical impurity between motion parts are continuously cleared away, machine life is prolonged greatly, and as oil film have cushioning effect, lower noise of our header make operator feeling well.Few of frictional points that can not automatically inject lubricating oil still require lubricating with oil-can.Header is equipped with unrefined oil filter and refined oil filter in oil route, it need often to clean for keeping cleanness of mobile oil.Mobile oil is usually 20# or 30# industrial mineral oil.b) Electro circuit drawingF、Various members adjustment of cold header1)Adjusting of feed mechanismRotating adjust screw rod being capable of removing eccentric slide, thus can adjust feeding length.If feeding rollers are too loose, you can tighten compression spring, if feeding rollers are too tight, you can rotate proper loose compression spring.2)Adjusting of shear mechanismWhen heading shank length is different, first, need adjusting stop blank device, if shank of the part is longer, stop block is adjusted to far feed die holder direction, otherwise, stop block is adjusted to near feed die holder direction.In general, adjust of shear mechanism is mainly for adjustment of shear adjust disk. If shank of the part is longer, shear adjust disk toward anticlockwise rotating, if shank of the part is shorter, shear adjust disk toward clockwiserotating.When adjust eccentric shaft position, ought to notice after cutting off blank, the blank should be accurately transferred on axial line of die cavity hole.While blank is thrust in die cavity hole, shear knife must leave in time to avoid colliding with punch. Particularly, when heading shorter blank, ought to notice the accuracy of adjusting retract.According to accumulate experience to adjust eccentric shaft position of shear disk, after completing the adjustment,don’t start on operation at once, you should turn to flywheel with iron stick for many circles. Only when you think the machine is under normal conditions, you can start the working. When adjusting shear knife position, you can simultaneously adjust groove of shear lever and adjust screw socket.3)Mounting of shear knife and die cavity4)Adjusting horizontal position of punch and dieWhen horizontal position of first and second punchdon’t coincide with heading axle line, need turning loose lock nut and bolt, lead punch to remove in horizontal direction, when once reaching the required position, tighten the lock nut again.First & second punch are fixed with lock bolt of dragging punch. If you take off punch, only need turning loose nut of lock bolt.5)Adjusting of knock out mechanismWhen heading product, as shank length is different, thus knock out mechanism should also have appropriate stroke, according to shank length of the product to adjust the stroke.When adjusting knock out mechanism, first turning flywheel to carry cam shaft and cam. the cam that is in minimum radius position driving roller, the roller drive ejector pin tripod and knock out slide rod. Adjust bolt of knock out slide rod end to drive ejector pin swing part, knock out slide rod、ejector pin and other parts aught to close together, it can not have any clearance between two parts. This time, you insert required blank into the die hole, then using special sampler and measuring tool to measure the blank length that stretch out the die surface. When you think it conform with the demands, limited screw is turned against ejector pin swing part and is locked, then adjust bolt is turned in an opposite direction in half circle, maintaining a little clearance between adjust bolt and ejector pine swing part, then fastening adjust bolt. After you think the adjustment is appropriate, turning the flywheel to knock out the blank from the die. When turn up to maximum knockout position, pay attention to ejector pin swing part whether make cam top unable to turn round the roller.If happen this condition, adjust bolt should be draw back, and increase clearance between adjust bolt and ejector pin swing part, to make cam regular to revolve. About adjust beginning knockout time, after cam saw tooth plate should be revolve up required beginning time, fixing the cam saw tooth plate.6) Adjusting of punch big slideWhen manufacturing product of different diameter ordamaging die and tool, need replacing the die or punch. Replacing punch must adjust for shaft position of big slide under normal conditions. But clearance between die and punch must be moderate size, making machine able to run normally.If you want to adjust big slide forward near to the die, first release small lock nut and piston lock nut & bolt, then turning adjust screw socket and making it to go up, big slide can be adjusted up to required position, then tightening screw rod fixing nut, finally, retighten big lock nut and piston lock nut.If you want to adjust big slide rearward departing from the die, using the same method, first release small lock nut and piston fastening nut & bolt, then turning adjust screw socket and making it to go down, this time there is a clearance between big slide and piston, then tighten piston fastening bolt for eliminating the clearance, finally retighten big lock nut and piston lock nut.Big slide is adjusted towards the front or the back, under normal conditions, operator is unable to finish in one time, need gradually adjusting for two or three times.7)Adjusting of punch lift mechanismSpring frame of lift mechanism mounts in the right hand side of cold header, it adjusted well as leaving the factory, thus, operator need not adjust it to prevent messing caused by unskilled operation, making machine unable to work normally or damaging the members of machine. In fact, when our cold header put into use, if need adjusting punch lift position, only require a very little adjustment, may only adjust up & down limited bolt, need not adjusting the parts of spring frame. But, in order to operator understands working principle of spring frame of lift mechanism, for this reason, we only tell you the working principle about it.Two lift touch rollers of spring frame are driven by cam on inside of cam shaft gear, the spring frame is slid in front and back under limitation of lift big copper slide plate. When removing in frontward, traverser at the center of spring frame drive spring, the spring drive lift spring long jacket, the lift spring long jacket drive two lock circular nuts. Through screw rod carrying slide, the slide carrying lift swing part to make punch slide plate to go up. When rising punch is limited by limit nut, the spring frame continuously remove towards the front.This time, the spring is compressed by two small lock nuts and lift spring long jacket, because lift swing part、slide and screw rod are all in quiescent state, therefore, when adjusting small lock nut, need not excessively compressing the spring to make the spring to lose elasticity for fatigue.When spring frame removes in backward, the big plate tail screw socket drive lift spring, the lift spring drives lift spring short jacket and lock circular nut. Through screw rod carrying slide result in lift swing part to swing in downward. This time, punch slide plate removes in downward, up to touch with lower limited bolt of punch, the spring frame still continue removing rearward. At this time, lift swing part、slide、short removing jacket and screw rod are all in quiescent state, the spring is compressed by big plate end screwed socket, so you should proper adjust big plate screw socket.8) Points for attention about using headerBefore starting a machine, first turning flywheel by hands or pushing“point starting”push button, making flywheel to rotate 2 circles, if the machine is running well, you can start the machine. First starting oil pump, then starting main motor, at same time, the place which can not automatic lubricate inject oil by oil-can.After starting the machine, you need watching whether there is enough feeding length (i.e. feeding wire rod whether get in touch with stop block), if can not, first checking whether feeding rollers are too loose, if so, you should proper press & tight the spring, if not, you should check and find another cause.You should check blank whether accurately thrust in the die hole, if not, need going on adjustment for shearing mechanism.When machine is working. You need watching the machine whether normal running absolutely. If the machine working or running sound is abnormal, you should stop running to check the machine in time. Before stopping machine, first, you need taking off pawl of feeding device for stop feeding, then interrupting power source.If running time of the machine is too long, it will lead throwaway unit to wear and tear, and will reduce the products quality and dies life. You should stop working to repair and replace parts to be worn and torn.When cold header begin to work, you should check whether headed bolt、screw、rivet’s head is eccentric for the shank, if happen this condition, you should adjust for punch.If diameter and thickness to be formed bolt、screw、rivet’s head are not stable. (i.e. dia. small or unfilled for corner) youneed checking fed blank length. If the length is not enough, maybe the feeding did not arrive at stop block, or the distance of the stopper is not enough long, you should adjust once more.There are burrs on the formed bolt、screw and rivet’s head, the reason is entered blank too long, or no appropriate adjustment for thrusting mechanism, the blank length that thrust in die cavity hole is not enough long, result in outside blank of die hole is too long. You should adjust feeding mechanism and thrusting mechanism one more.If unable to form into head of a shank in heading operation, need checking ejector pin whether or not broken.When formed head of the shank is abnormal, need checking punch whether or not damaged, if so, you should replace a new punch.。