xxxx年连铸机生产技术指标.xls
6机6流连铸工程连铸机技术附件要点

唐山荣程钢铁有限公司六机六流小方/圆坯连铸机合同技术附件合同编号:唐山市荣程钢铁有限公司100t炼钢连铸车间六机六流小方坯/圆坯连铸机工程设备成套及技术服务合同技术附件委托方:(买方)唐山市荣程钢铁有限公司承接方:(卖方)包头北雷连铸工程技术有限公司2011年05月目录1、合同设备工艺描述2、连铸机机械设备性能技术参数3、水、电、气和能源介质要求4、自动控制说明5、设备监制和验收6、乙方设计、供货范围7、性能试验和质量保证8、工程进度9、资料交付10、设计联络、人员培训及服务11、标准及规范附件一合同设备工艺描述1. 连铸机工程设计及供货条件1.1工程建设地点及气象条件工程建设地点:唐山市滦南县主要气象因素特征如表:表1-1 气象特征1.2 转炉炼钢与连铸机匹配的工艺条件本工程为一期建设的1座100吨转炉配套的6机6流小方坯连铸机及连铸机维修区附属设施。
新建转炉炼钢车间一期工程建设包括了1座100t转炉,1座100tLF炉。
1台5机5流大方/圆坯连铸机,1台6机6流小方/圆坯坯连铸机。
1台6机6流小方/圆坯连铸机生产铸坯规格:方坯:150×150mm、160×160mm,最大断面220×260mm。
圆坯:∮180、∮210mm,最大圆坯断面∮250mm。
1.3 转炉炼钢参数转炉公称容量:80t转炉平均出钢量:80t/炉转炉最大出钢量:100t/炉转炉炼钢平均冶炼周期:36min/炉钢包公称容量:80t转炉座数:1座1.4 连铸机基本技术要求连铸机流数:1台6机6流铸坯规格:150mm×150mm、160×160mm;∮180、∮210mm。
定尺长度:6m、9m、12m浇注钢种:普碳钢、低合金结构钢。
1.5连铸机生产规模及生产品种、规格1.5.1生产规模产量:95万吨/年(1台铸机)1.5.2生产品种、规格以普碳钢为主,低合金钢等要求相对更高的钢种所占比例较小。
连铸技术的发展状况及高效连铸

机作业率大大提高(≥80%)。
1.2高效连铸的主要作用
1.2.1
连铸坯产量大幅度提高
004
从1989年到2001年我国连铸坯产量由1
投资3~4亿元。
万t增加到12 000万t以上,连铸比由16.3%提高 到87.5%。如果只靠投资新建铸机,而没有连铸机 的高效化,新建和原有铸机都是那样的低生产率,要 想达到这样的总产量是不可想象的,无论资金投入、 场地占用等许多方面都是难以承受的。高教连铸技 术为钢铁行业的调整结构降低成本作出了贡献。 1.2.2 实现炼钢车间的炉机匹配 我国的转炉车间炉容从几吨到200 t都有小方坯 生产。由于小方坯铸机生产能力低,3台转炉配4、5 台甚至6台连铸机,匹配关系复杂混乱,工艺制度不 能保证。这反过来又影响了铸机生产和铸坯质量。 经过连铸机的高效化改造,设备可靠性增加,浇 铸速度提高,连铸机的台时产量大幅提高。实现了各 种模式的炉机匹配生产。如原3炉4、5机全连铸炼 钢车间只需要3台铸机.1炉对1机生产。原来炉容 较小的3炉2机加模铸的车间可实现3炉对2机的 全连铸生产。 炉机匹配后的最大好处全车间生产顺行,工艺制 度得以执行。钢水的温度、氧化性、到位时间都可保 证。这又促进了铸机生产的稳定、高速、优质。 1.2.3经济效益 实现高教连铸使各项技术指标提高,消耗下降, 铸坯质量改善,可使企业降低成本节省投资,获得很 大的经济效益。 连铸直接效盎首钢三炼钢厂统计,由于提高合 格坯收得率、节省备件费用、减少耐材消耗等可降低 连铸坯成本约7元/t。广钢转炉厂节省中间包材料 及提高铸坯收得率可降低连铸坯成本10元/t。 综合经济效益包括降低冶炼消耗、降低连铸成 本、提高综合成材率等,见表4。
450
mm,带厚度2.3~3.2
mm,拉速达35~70 m/rain,该生产线计划于2001年
第十一章 连铸的工艺参数
学时 4 教学环节: 讲授 4 教学重点: 1. 铸坯质量控制(缺陷及成因); 2. 提高浇铸坯速度的措施。
第一节
铸坯断面
• 铸坯断面是连铸工艺设计的原始参数, 主要根据轧制成品的断面尺寸和断面形 状,结合铸机的实际可能确定。 • 原则一:在满足 一定压缩比 的前提下, 尽量接近成品断面,以提高经济效益。 • “一定的压缩比”是保证轧材内部组 织致密、具有较好的物理性能所必须的。
第二节
凝固速度
一、 结晶器的凝固:P114 图6—1、 1.上部:凝壳与结晶器侧壁保持接触,传 热效果好。 2.下部:由于凝壳具有一定的强度,抵抗 钢水静压力而收缩,与结晶器壁脱离接触 而形成气隙,从而大大阻碍传热效率。 3.中部:凝壳呈现出凹凸不平,为动态接 触,即:有间隙—软化变形—补充—冷 凝—又有间隙的反复过程。
三、多点顶弯弧形半径及顶弯曲段计算: P192 图9-7 1. 第一次顶弯:即由直到圆弧半径R1`(注意:不 是R0)! 则外弧区应变: 得到: 若 则还要继续顶弯。 式中:δ1——由L1=直结晶器液面—到第一顶弯 辊区段的长度所计算出的坯厚。 2. 第二次顶弯:由R1`顶到R2` 可得到: 上式中:[ε2]+1≈1 δ1=δ2=δ时 可简化为: (9-25)
b. 诺模图法:P194 图9-8 、图9-9 小方坯:100mm——137t/h——50min ——45T——n=4 大方坯:H=200——B=1800——γ=0.8 ——G=200 n=2 注意:小方坯n应≤4~6;大方坯≤3~4; 板坯≤2。超过时应增加台数。
第四节 弧形半径计算:
一、固相矫直铸机弧形半径计算: (先讲经验公式—人不可貌相) 充要条件:a. 铸坯应变不超过许用应变; b. 矫直区内坯必须完全凝固。
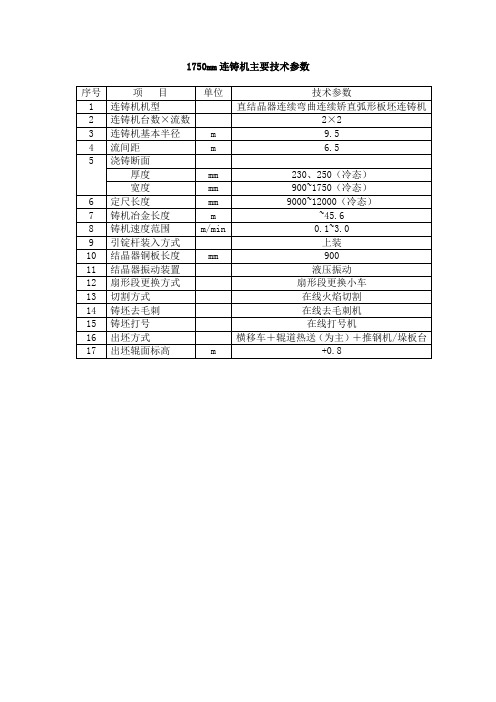
1750mm连铸机主要技术参数
序号
项目
单位
技术参数
1
连铸机机型
直结晶器连续弯曲连续矫直弧形板坯连铸机
2
连铸机台数×流数
2×2
3
连铸机基本半径
m
9.5
4
流间距
m
6.5
浇铸断面
厚度
mm
230、250(冷态)
宽度
mm
900~1750(冷态)
6
定尺长度
mm
9000~12000(冷态)
7
铸机冶金长度
m
~45.6
8
铸机速度范围
m/min
0.1~3.0
9
引锭杆装入方式
上装
10
结晶器铜板长度
mm
900
11
结晶器振动装置
液压振动
12
扇形段更换方式
扇形段更换小车
13
切割方式
在线火焰切割
14
铸坯去毛刺
在线去毛刺机
15
铸坯打号
在线打号机
16
出坯方式
横移车+辊道热送(为主)+推钢机/垛板台
17
出坯辊面标高
m
+0.8
连铸工艺设备连铸设备及主要工艺参数

· L4ck 2
D2
③按经验公式计算
V=f·L′∕A
式中
A:铸坯横断面积。.
L′:铸坯断面周长
f:系数。与钢种、铸坯形状、结晶器参数、 冷却制度等有关。方板坯取45~60, 圆坯取 35~45。小断面取上限,大断面取下限。
2.影响拉速的因素
①钢种的影响
钢种
拉速
奥氏体
不锈钢 V较大
高碳钢、
铁素体
八.连浇炉数 为提高连浇炉数,应做的以下几点: 1.转炉、电炉冶炼周期与连铸机的浇铸周期必
须严格的匹配,才能实现连浇; 2.连铸拉漏率低,使连浇炉数增加; 3.采用高级耐火材料,有利于提高连浇炉数; 4.连铸机设备始终处于良好状态,是实现多炉
连浇的保证条件。
金属损失和多炉连浇的关系(220t)
口的高度比钢包上沿低100 ~200mm。 E.注钢口 在钢包底部设置一个注钢口,可使钢水流出,又称
钢包水口。在其周围安装水口砖。它是通过两块 带水口孔的上下滑板砖之间相对移动,达到开闭、 调节钢水流量大小的目的的。
F.透气口
在钢包底部可根据需要设置1 ~2个透气口,主要用于 安装吹氩搅拌用的透气砖。
⑶钢包滑动水口 钢包通过滑动水口开启、关闭和调节钢水注流。 A.滑动水口耐火材料性能及结构 目前滑板砖材质主要有高铝质、刚玉质、 刚玉—莫来石质、镁 铝碳质和铝锆碳质等。 滑动水口耐火材料组成: 1—座砖; 2—上水口砖; 3—上滑板砖; 4—下滑板砖; 5—下水口砖
B.滑动水口的使用
a 滑动水口工作原理
5.钢包长水口(保护套管)
①长水口的作用
用于钢包与中间包之间,保护钢流不受二 次氧化,防止钢流飞溅、卷渣,减少中间 包化钢水,这种水口导热率小,有 较高的机械强度和化学稳定性,耐酸性渣 的侵蚀,可以不烘烤使用。用于浇注一般 钢种,含锰高的钢种不宜使用。
连铸设备主要技术参数

2010连铸设备及岗位职能love2010-1-51.设备主要技术参数1.1.设备主要技术参数:连铸机型式弧形小方坯连铸机弧形半径 R=6000mm流数三机三流流间距 1200mm铸坯断面 120×120mm 150×150mm Φ110-Φ160mm铸坯定尺长度 3.7-12米钢水罐支撑方式钢包回转台中间罐车台数 2台中间罐型式、容量电动缸自动控制塞棒开闭式,容量12t结晶器结构形式铜管水套组合式铸坯导向装置上段为活动段下段为固定段拉矫机拉速范围 0.6-6.0m/min铸坯切断方式火焰切割机出坯方式轨道,双层翻转冷床,翻缸机,移缸机和推钢机轨道速度 32m/min移钢能力 3.2t钢结构平台上层平台面标高 +6.700m(轨道面标高+0.60m)上层平台面长宽 23800×13100mm下层平台面标高 +4.05mm连铸机长度(基准线至固定挡板面) 39680mm1.2 主要设备技术性能1.2.1钢包回转台承载能力 2×80t(钢水重40t,钢包重40t)回转半径 3500mm旋转速度正常1r/min,启、制动0.1r/min旋转角度±180°;故障时±360°旋转用电机 YZR160MB-6 AC 8.5KW 930r/min 单轴伸 IM1001 380V H级绝缘 IP54事故旋转速度 0.5rpm事故旋转角度 180°事故旋转油马达斜轴式轴向柱塞马达A2F63W2P1 P=10-13MPa471r/min N=5.2-6.8KW放钢包时冲击系数 2干油润滑系统:1.2.1.1齿轮润滑系统多点干油泵 ZB-2型 N=18KW工作压力 31.5MPa贮油容积 30L给油量 3.2立方厘米/minDC24V喷射嘴 GPZ-135型(JB/ZQ4538-86)空气压力 0.45-0.6MPa喷射直径 135mm喷嘴与润滑表面距离 200mm气动三联件 398.263二位二通电磁阀 DF-10 DC24V润滑介质连铸机专用脂空气工作压力 0.45-0.6MPa1.2.1.2 轴承圈润滑系统电动干油泵 DRB4-M120Z换向阀 24EJF-M(JB/ZQ4584-86)压差开关 YCK-M5 (JB/ZQ4585-86)双线分配器 4SSP2-M1.5(JB/ZQ4583-86)2SSP2-M1.5(JB/ZQ4583-86)润滑介质连铸机专用脂1.2.2中间罐车结构型式框型结构的车架,单侧链轮驱动载重量 15.5t轨距 1700mm轮架 3800mm最大轮压 80KN减速器 BWD2.2-3-29摆线针轮行星减速器车轮直径Φ350mm走行速度 9.52m/min走行方向微调手动操作中间罐横向微调行程±30mm车体运行距离±8000mm供电方式电缆卷筒操作方式固定操作箱1.2.3中间罐烘烤站结构型式烧嘴可垂直旋转升降80°烧嘴型式鼓风助燃的天然气火焰燃烧嘴烘烤温度 -25~1100℃烘烤时间 45~60min烧嘴数量 2个/台天然气压 0.2MPa空气压力 0.4MPa风机型号(2#机配置) GY8-12-1 NO.6 右旋1.2.4 结晶器结构型式弧形铜管水套组合式外弧半径 6000mm断面尺寸 120×120mm 150×150mm Φ110-Φ160mm铜管长度方坯750mm,圆坯 800mm冷却水量 95立方米/小时水压 0.6MPa-0.8Mpa足辊水方坯角喷 120(4×4) 150(8×4);圆坯Φ110-Φ160mm(6×3),Φ160-Φ180(8×3)喷嘴型号 3/8〞PZ2265QZ11.2.5结晶器振动装置结构型式四连杆短臂振动弧形半径 R6000mm振动方式正弦曲线振幅±3~±6mm(实际±5)频率 0~300Hz(可调)1.2.6二冷装置活动段结构型式弧形导架体气缸摆动驱动用气缸 S型尾部悬挂式气缸Φ160×750mm气缸工作压力 0.4-0.6MPa1.2.7.二冷装置固定1段结构型式带导向夹辊托辊固定式水冷弧形导向架夹辊Φ160×180mm夹辊最大辊面间距 200mm1.2.8二冷装置固定Ⅱ段同固定Ⅰ段1.2.9拉矫机1.2.9.1拉矫机2#连铸机铸坯断面mm120×120mm 150×150mm Φ110-Φ160mm 拉坯速度m/min0.3-5m/min开口度mm85-237拉矫辊直径×宽Φ350×250mm 个数5驱动辊两个上辊驱动减速器型号F1212.1(上海新中专利)总速比430.25液压缸型号UY-TF/MI(JB/ZQ4181-97)规格Φ140/Φ100-320,Φ140/Φ100-520工作压力0-10MPa1.2.9.2辅助拉矫机2#连铸机铸坯断面mm120×120mm 150×150mm Φ110-Φ160mm拉坯速度m/min0.3-5m/min开口度mm85-237拉矫辊直径×宽Φ350×250mm 个数5驱动辊上辊单辊驱动减速器型号F1212.1(上海新中专利)总速比430.25液压缸型号UY-TF/MI( JB/ZQ4181-97)规格Φ140/Φ100-320工作压力0-10MPa1.2.10 蒸汽排出装置2#连铸机配风机 Y4-73N010D-4 左风量 44004立方米/min1.2.11 引锭杆承放装置结构型式气缸驱动,四连杆摆动摆动距离(升高×距离) 80×260mm托架个数/流 8每流驱动气缸数 2气缸型号 2#连铸机:SΦ200×250mm空气压力 0.4-0.6MPa1.2.12 引锭杆结构型式箱型对扣式半板簧引锭杆总长 111000mm节距 400mm插入结晶器长度 150mm引锭杆断面 145×143mm(150坯)115×113mm(120坯)Φ105(Φ110坯)Φ115(Φ120坯)Φ125(Φ130坯)Φ135(Φ140坯)Φ145(Φ150坯)Φ155(Φ160坯)1.2.13轨道1.2.13.1主要参数2#机结构型式辊子双轴承支座,分组集中链条传动(辊径×辊身长)输出辊道Φ165×180 冷床区Φ220×200辊道运行速度32m/min冷床区32.17m/min减速机行星摆线针轮减速器BWD18-23-2.2 i=23冷床区辊道:XWD4-29-2.2i=29链条16A-1(GB1243.1-83)1.2.13.2辊道分组(每流)输出辊道分组编号辊道名称每组辊子数辊子编号辊距mm备注Ⅰ切前辊道41~4820水冷Ⅱ切后辊道68~12900Ⅲ输出辊道(一)613~18900Ⅳ输出辊道(二)419~22900Ⅴ输出辊道(三)523~279002#机冷床区辊道Ⅰ328~3090030~31辊距1200Ⅱ431~341200Ⅲ335~3712001.2.14 双层翻转冷床(2#机)铸坯定尺 2600mm-12000mm铸坯截面 20×120mm 150×150mm Φ110-Φ160mm铸坯翻转角度 90°液压缸(2个) Y-HGI-E100×380LEI-HL10T2系统最大压力 14MPa1.2.15横向移钢机横移铸坯重量 3200Kg横移速度 23m/min横移行程 6200mm减速器 ZS82.5-1-Ⅲ型 i=51.22制动器 YWZ300/25型配YT1-25 ZC/4电力液压推动器额定推力 250N额定行程 40mm制动瓦退距 0.7mm制动力矩 320Nm1.2.16 推钢机和冷床冷床尺寸长12005mm 宽 11350mm存放铸坯最大重量 42t推钢机行程 1000mm液压缸(2个) SDG-160/110-e型行程650mm系统最大压力 14MPa1.2.17 中间包倾翻装置(2#机)倾翻速度 1.785rpm倾翻方向逆时针方向倾翻角度±180°行星减速器 NGW123-11 i=56输入1000r/min时允许输入功率7.5kw制动器 YT1-25电动液压推动器1.2.18 拉矫机干油润滑站(2#连铸机)干油润滑泵(江苏启东润滑设备有限公司)型号 HA-Ⅲ1X公称压力 40MPa额定给油量 430ml/min电机功率 1.5kw贮油筒容积 60升电动加油泵(江苏启东润滑设备有限公司)型号 DJB-V70/860公称压力 3.15MPa额定给油量 70L/H电机功率 0.37kw贮油筒容积 200升润滑介质连铸机专用脂1.2.19 二冷活动段,气动阀门站分水滤气器 QSL-25 1MPa空气减压阀 QTY-25 1MPa压力表 Y-60ZT 0-1.6MPa油雾器 QIU-25 1MPa电控电器滑阀 K25D2-15-L1 直流24v消音器 XS-L15-L11.2.20二冷固定段气动阀门站压力 0.2~0.6MPa流量 0.13~0.15立方米/min减压阀 QTY-25 G1〞 1Mpa节流阀 L41H-25电控电气滑阀 k25D2-15-L1 DC24及以下项目1.2.20.1快速调压阀1/2〞 AR4000-04 烟台未来气动组件设备有限公司技术参数:进口压力 0.7~1.0MPa压力调节范围 0.05~0.6MPa输入压力波动 0.2MPa时输入压力波动<0.02MPa压力变换时间 2~5秒1.2.20.2旋塞阀X13W-10 G1/2〞1.2.20.3压力表Y-100ZT 0~1.6MPa1.2.21火焰切割机型号:FGR3 方圆坯火焰切割车上海新中切割钢种:普碳钢、优质钢、低合金钢切割铸坯断面尺寸: 100×100 120×120 180×180 220×220 240×240 Φ100-Φ200mm铸坯最大拉速: 3.5m/min切割速度:300-450mm/min能源介质:乙炔、天然气、液化石油气、丙烷、丙烯、焦炉煤气等。
连铸机设备技术规格
项目:VISAKHAPATNAM钢厂《4#连铸机技术附件》附件2:4#连铸机本体设备技术规格书4#连铸机设备技术规格目录一、4#连铸机设施 (1)1工艺设施 (1)1.1工艺结构 (1)1.2蒸汽密封室 (1)1.3蒸汽排出装置和钢包回转台 (2)1.4钢包称重系统(机电一体品) (3)1.5钢包盖 (4)1.6钢包加盖装置 (4)1.7钢包长水口机械手 (4)1.8下渣检测系统(机电一体品) (5)1.9中间罐 (5)1.10中间罐钢水温度测量系统(机电一体品) (6)1.11中间罐盖 (6)1.12中间罐车 (7)1.13中间罐称重系统(机电一体品) (8)1.14中间罐塞棒机构(机电一体品) (8)1.15中间罐预热装置及水口预热装置(机电一体品) (8)1.16渣盘 (9)1.17溢流罐 (10)1.18事故溜槽 (10)1.19加渣机(机电一体品) (10)1.20悬挂操作箱(含操作箱) (11)1.21结晶器装配 (11)1.22结晶器框架 (12)1.23结晶器铜管 (12)1.24结晶器电磁搅拌装置(M-EMS)(机电一体品) (13)1.25铸流末端电磁搅拌器(外置式) (13)1.26结晶器液面检测及控制系统(机电一体品) (13)1.27结晶器液压振动装置 (14)1.28浸入式水口快换机构(带事故闸板)(机电一体品) (15)1.29足辊喷淋系统 (15)1.30铸坯导向段 (15)1.31二冷喷淋架 (18)1.32拉矫机 (18)1.33链式引锭杆杆身 (19)1.34引锭杆过渡链节 (20)1.35引锭杆头 (20)1.36引锭杆存放装置 (20)1.37火焰切割机(含定尺测长装置)(机电一体品) (21)1.38取样切割枪 (22)1.39取样收集箱 (22)1.40手动切割枪 (22)1.41坯头坯尾收集装置 (23)1.42切前辊道(含脱引锭辊) (23)1.43切割区辊道 (25)1.44输送辊道(一) (26)1.45输送辊道(二) (27)1.46去毛刺机(含溜槽、渣箱)(机电一体品) (28)1.47出坯辊道(含翻钢机) (29)1.48横向移钢机 (30)1.49固定挡板 (31)1.50升降挡板 (31)1.51铸坯喷号机(机电一体品) (32)1.52步进冷床及收集台架(含拨钢机) (32)1.53铸坯存储跨输送辊道 (33)1.54铸坯过跨运输车(KL、LM、MQ和QR跨) (34)1.55圆坯旋转台 (35)1.56推钢机(含收集台) (36)1.57圆坯升降装置 (37)1.58高位辊道 (37)1.59圆坯检查和处理设施(机电一体品) (38)1.60连铸机防护罩 (38)1.61液压和润滑设备(含管道) (38)1.62介质管道 (38)1.63结晶器、导向段和拉矫机维修设施 (38)1.64中间罐维修区 (40)1.65设备过跨台车(结晶器、扇形段和中间罐的运输) (42)1.66中间罐吊具 (43)1.67废料箱 (43)1.68中间罐手动拆衬装置 (43)1.69结晶器对弧样板和导向段对弧样板 (43)1.70在线对弧样板(用于结晶器和导向段) (44)1.71用于操作维护的提升装置,工具,吊具,仪表和仪器 (44)1.72人体冷却器 (44)1.73500KG能力的客货电梯 (44)1.74电动葫芦/手动葫芦 (44)1.75基础螺栓和锚固件 (44)1.76稀油,干油,润滑剂和化学药剂等的第一次填充 (44)1.77调试备件 (44)1.78保险备件 (44)1.79耐火材料和消耗件 (44)1.80水冷却器 (44)1.81更换件 (44)1.82保证连铸机正常生产的其它设备。
JS03连铸工艺技术规范

XXXXXXXXXX特种钢有限公司转炉炼钢分厂技术规范LT/ZL-JS-03连铸工艺技术规范2011-06-28发布 2011-06-31实施XXXXXXXXXX特种钢有限公司转炉炼钢分厂一、适用范围:本规程适用XXXX特钢集团炼铁分公司转炉炼钢分厂R9-6-6弧形连铸机二、连铸机主要参数连铸机工艺参数表三、连铸机工艺流程图转炉出钢→LF精炼炉→钢包回转台→中间罐→结晶器→二次冷却→拉矫机→火焰切割机→输送辊道→移钢机→步进式冷床→出坯(移坯机→提升机→热送辊道→轧钢)四、基本工艺参数控制1.连铸钢水准备1.1常炼钢种:A36、B级钢、30MnSi,其成分应符合相应的国家标准规定,并保证有良好的流动性。
Mn/S必须大于15,Mn/Si不小于2.5。
1.2钢水必须脱氧良好,钢中酸溶铝≤0.006%。
1.3钢水必须进行吹Ar2处理,软吹Ar2时间不小于8分钟,以钢液裸露面不大于50mm为准。
1.4连浇炉数的钢水必须是同钢种钢水,相邻炉次钢水ΔC≤0.02%,ΔMn≤0.15%,Δsi≤0.10%。
2.钢水温度控制2.1钢水温度按下表控制。
第1页/共9页2.2 Ar2后温度低于以上规定温度时,连铸可以浇注,但考核炉前为不合格温度,造成事故的,按事故考核。
2.3大包或中包钢水温度超过规定上限时,可以用同种清洁铸坯切头降温。
铸坯切头必须清洁、干净、无油污,无内、外孔洞。
2.4四个流浇钢时,上钢温度按上限控制;四个流以下浇钢时,上钢温度比上限高10-20℃。
3.中包液面控制3.1大包浇铸过程中,应根据钢水温度和相应拉速进行中包液面高度的调整。
3.2正常液面高度为800mm,溢流钢水高度为900mm;最低钢水深度不小于600mm,在更换大包时中包液面应控制在800mm以上。
4.拉速控制5.结晶器冷却水量控制,结晶器冷却水量按下表进行控制6.二冷水控制二冷比水量按0.8—1.5L/kg控制。
五、连铸机的生产准备工作第2页/共9页• 连铸机的生产准备工作主要包括二个方面:1.中间包的准备1.1中间包包衬的准备a)按照中间包砌筑图,用中间包打结胎具成形中间包耐火材料永久衬,永久衬的材质可根据使用寿命,由业主自行与耐火材料供货商商定,耐火材料的浇注工艺由耐火材料供货商提供(包括干燥烧结的烘烤曲线)b)按照中间包砌筑图砌筑中间包耐火材料工作衬,工作衬的材质可根据中间包一次使用寿命,由业主与耐火材料供货商选用合适的耐火材料,永久衬的砌筑工艺由耐火材料供货商提供。
连铸工艺与设备连铸技术进展与技术经济指标

1 热送连铸坯温度的保温措施
(3)铸坯运输过程中保温措施。 铸坯在切割后输送到加热炉的路程中,为了避免
温降过大,必须采取保温措施。一般地说,当铸坯运 输距离不长时,采用保温辊道;运输距离较大时,只 好采用保温车或铁道保温车来运送板坯。 1)保温辊道
为防止铸坯在辊道上运送过程中过分温降,在辊 道上装设绝热性能良好的封闭的保温罩。
经1.2m的直线段,弯曲后一点矫直。
CSP漏斗形结晶器结构示意图
4.1 薄板连铸技术-ISP连铸技术
设备特点: (1)ISP生产线为超低头薄板坯连铸机,弧形的曲率 半径分别为5m、6.6m、9.8m和19.6m。 (2)平行板直弧形结晶器。结晶器上部为垂直结构, 下部为弧形结构,其弧形与连铸机弧形半径相接。
4.1 薄板连铸技术
一般连铸板坯厚度在150~400mm,若加工成厚度 为几十毫米,或十几毫米,或几毫米,甚至不到1 毫米的薄板材时,需重复加热及轧制,设备庞大, 能耗极高,工艺流程长,金属损失多,成材率低。
连铸机能够浇铸厚度为20~60mm的薄板坯,直 接进入热精轧机组,其流程对比如下:
4.1 薄板连铸技术
3/67
1 连铸坯热送热装技术
传统工艺是:切割(或剪切)成定尺的铸坯冷却至常 温,经质量检验和表面精整后,将合格的冷坯送往 轧钢厂,装入加热炉重新加热到轧制温度,轧制加 工成各种钢材; 连铸坯的热送热装(CC-DHCR)工艺是:将切割(或 剪切)成定尺,仍具有800~900℃高温的铸坯,直接 运往轧钢厂,稍加热量补充便可达到轧制温度。
20/67
3实现热送热装或直接轧制前提条件
(1)高温铸坯表面缺陷检测系统。 目前使用的热测方法可分为光学法、感应加热法
和涡流法三类。如用涡流法可检测大于某一长度和深 度的表面裂纹,用快速图象处理的光学法可鉴别大于 某特定尺寸的裂纹、结疤等缺陷。根据检测的缺陷, 随即联动火焰清理机对缺陷进行热清理,或随即反馈 以了解属于何种不正常浇注操作所引起的这种缺陷, 及时修正操作。
连铸工艺、设备--01连铸设备及主要工艺参数

连铸坯形状和尺寸: 小方坯: 70mm × 70mm ~200mm × 200mm 大方坯: 200mm ×200mm ~450mm × 450mm 矩形坯: 150mm × 100mm ~400mm × 630mm 板坯: 150mm × 600mm ~300mm × 2640mm 圆坯: Ф80 ~450mm
AA' A' C ' 0.5D 100 % 100 % 100 % CC ' OC R 0.5D
由于R>>D,故上式可近似写成:
ε=
0 .5 D ×100% R
ε ≤„ε‟ 则: R≥ 0.5 D (m) [ ]
式中 „ε‟:允许延伸率,它主要取决于浇铸钢种、铸 坯温度以及对铸坯表面质量的要求等。对普碳钢和 低合金钢 „ε‟=1.5 ~2.0%
×Vmax )-
2 h ] ∕π
②按铸坯矫直时允许最大延伸率计算铸机半径 原则: 矫直时内弧表面延伸率必须小于允许延伸率 值。 铸坯矫直时,内弧受拉,外弧受压,中心线 未发生变化,断面仍为平面,取C—C’段铸 坯,
铸坯矫直前后的延伸示意图: a—矫直前 b—矫直后
设外弧半径为R,铸坯厚度为D, 则内弧表面延伸率ε:
连铸机的实际作业时间=钢包开浇起至切割 完毕的时间+浇铸准备时间+正常开浇等待 的时间
五.金属收得率 η1=W1∕G1×100% η2 =W2∕W1×100% η = η1η2 = W2∕G1×100% η1—钢水收得率,%; W1—浇铸所得到的全部铸坯量,t; G1—钢水重量,t; η2— 铸坯合格率,% W2— 合格铸坯量,t; η— 金属收得率,%。
L 2
三流三铸连铸机功能技术规格书
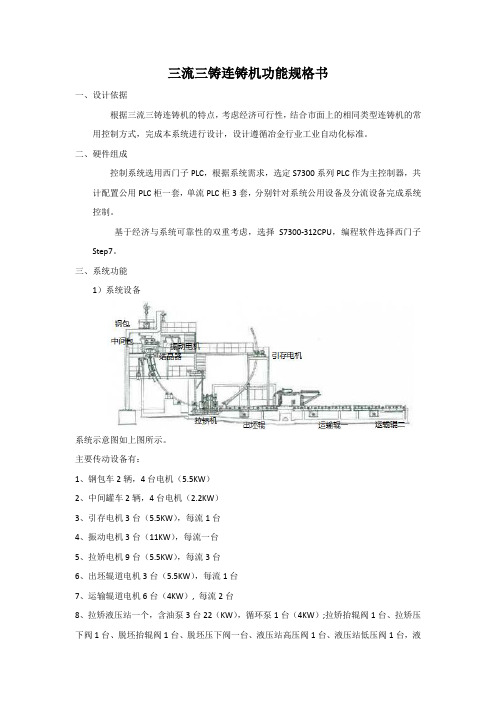
三流三铸连铸机功能规格书一、设计依据根据三流三铸连铸机的特点,考虑经济可行性,结合市面上的相同类型连铸机的常用控制方式,完成本系统进行设计,设计遵循冶金行业工业自动化标准。
二、硬件组成控制系统选用西门子PLC,根据系统需求,选定S7300系列PLC作为主控制器,共计配置公用PLC柜一套,单流PLC柜3套,分别针对系统公用设备及分流设备完成系统控制。
基于经济与系统可靠性的双重考虑,选择S7300-312CPU,编程软件选择西门子Step7。
三、系统功能1)系统设备系统示意图如上图所示。
主要传动设备有:1、钢包车2辆,4台电机(5.5KW)2、中间罐车2辆,4台电机(2.2KW)3、引存电机3台(5.5KW),每流1台4、振动电机3台(11KW),每流一台5、拉矫电机9台(5.5KW),每流3台6、出坯辊道电机3台(5.5KW),每流1台7、运输辊道电机6台(4KW), 每流2台8、拉矫液压站一个,含油泵3台22(KW),循环泵1台(4KW);拉矫抬辊阀1台、拉矫压下阀1台、脱坯抬辊阀1台、脱坯压下阀一台、液压站高压阀1台、液压站低压阀1台,液压站卸荷阀3台、向前推钢阀2台、向后推钢阀2台。
2)低压配电控制箱柜组成根据系统需要配备一下电控设施:进线柜1台,出线柜1台,公用PLC柜1台,单流PLC 柜3台,公用MCC柜1台,单流引存变频柜3台,单流拉矫变频柜3台,拉矫操作台1个,出坯操作台1个,浇注操作箱3个,液压站操作箱1个,钢水包车操作箱1个,中间包车操作箱1个,引锭就地操作箱1个。
3)工艺说明:钢水不断地通过水冷结晶器,凝成硬壳后从结晶器下方出口连续拉出,经喷水冷却,全部凝固后切成坯料的铸造工艺过程,即为连铸。
工作过程:中间罐车前进至浇铸位置,钢包小车前进将钢包运送至中间包上方,等待浇铸。
浇铸前引存电机将引锭杆送至拉矫机,到达压下位置时启动拉矫机并迅速将拉矫机辊子压下,将引锭杆送入结晶器下口。
准备工作就绪,连铸操作模式调至“浇铸模式”。
连铸机主要参数的确定
1.固相矫直时连铸机弧形半径计算
固相矫直:
在矫直区铸坯必须全部凝固,在此条件下矫 直称固相矫直。 在确定铸机弧形半径时,必须满足条件: (1)铸坯由矫直而产生的应变不应超过许用值; (2)在矫直区必须全部凝固;
1) 由应变确定铸机半径:
则有:
R
0.5H
1
; (m)
式中: 1:固相矫直许用应变。主要取决于浇铸钢种、
T
0.3
f
其中:G:钢包容量(t) f: 铸坯质量系数;其值为10-15 。
1.连铸机的生产能力
浇铸能力Q: 指每分钟注入结晶器内的钢水重量
Q n F vg
式中:n: 铸机流数 F:铸坯断面积;m2 vg:拉坯速度;m/min γ :铸坯比重;普碳钢7.8t/m3
2)连铸机的作业率η
为提高作业率,必须采用多炉连浇。
按年浇注时间计算作业率
A0 100% A1
式中:A0: 年浇注时间;h A1:年日历时间;8760h
3)连铸机的年产量Ya:
G N Fv Ya 8760 T1
式中:G: 一包钢水的重量;t N:平均连浇炉数(一个浇注周期的炉数) Fv:铸坯收得率;可取95-96% η :连铸机作业率;可取70-80% T1:浇铸周期的时间
k 1
Rk H k 1 1 R k 1 2 H Rk k 2
H 由于Rk k 2 1 1 H k 1 k 1 R Rk 1 2 k 若取 k 1 [ ]2 Rk 1 1 1 [ ]2 H Rk k 1 2
t0 lm / v
lm :为结晶器有效长度。
连铸指标模板
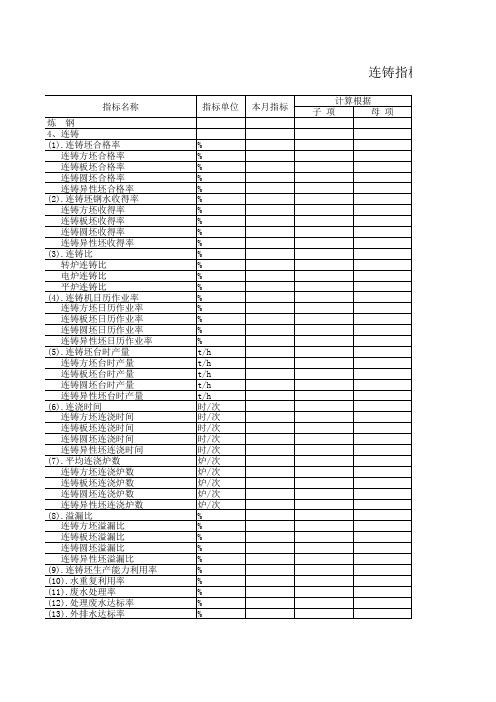
炼钢 4、连铸 (1).连铸坯合格率
连铸方坯合格率 连铸板坯合格率 连铸圆坯合格率 连铸异性坯合格率 (2).连铸坯钢水收得率 连铸方坯收得率 连铸板坯收得率 连铸圆坯收得率 连铸异性坯收得率 (3).连铸比 转炉连铸比 电炉连铸比 平炉连铸比 (4).连铸机日历作业率 连铸方坯日历作业率 连铸板坯日历作业率 连铸圆坯日历作业率 连铸异性坯日历作业率 (5).连铸坯台时产量 连铸方坯台时产量 连铸板坯台时产量 连铸圆坯台时产量 连铸异性坯台时产量 (6).连浇时间 连铸方坯连浇时间 连铸板坯连浇时间 连铸圆坯连浇时间 连铸异性坯连浇时间 (7).平均连浇炉数 连铸方坯连浇炉数 连铸板坯连浇炉数 连铸圆坯连浇炉数 连铸异性坯连浇炉数 (8).溢漏比 连铸方坯溢漏比 连铸板坯溢漏比 连铸圆坯溢漏比 连铸异性坯溢漏比 (9).连铸坯生产能力利用率 (10).水重复利用率 (11).废水处理率 (12).处理废水达标率 (13).外排水达标率
计算根据
子项
母项
去年同期指 标
计算根据
子项
母项
指标代码
4 404 40401 4040101 4040102 4040103 4040104 40402 4040201 4040202 4040203 4040204 40403 4040301 404030101 40403010101 40404 4040401 4040402 4040403 4040404 40405 4040501 4040502 4040503 4040504 40406 4040601 4040602 4040603 4040604 40407 4040701 4040702 4040703 4040704 40408 4040801 4040802 4040803 4040804 40409 40410 40411 40412 40413
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6.449 70.659 17.362 203.404 16.622 228.338 23.751 236.070
24.816 3.758
61.157 4.109
63.662 1.756
20.018 27.210 285.130
27.95
136.21 134.77
80.00 80.00 28.05 28.76 28.05 28.76 98.99 97.85 33.89 34.28
0.020
0.020 0.020 0.020 0.030 0.040 0.030 0.030 0.030 0.030
0.030
2011年1月 企业名称 重钢炼钢厂1# 重钢炼钢厂3# 重钢炼钢厂5# 重钢炼钢厂2# 重钢炼钢厂4# 唐钢一钢轧厂1# 唐钢一钢轧厂2# 唐钢二钢轧厂1#2# 唐钢二钢轧厂3# 唐钢二钢轧厂5#6# 邯钢三炼钢 邯钢三炼钢1# 邯钢三炼钢2# 宣钢炼钢厂1#
累计
3.457 36.221
当月 1方
累计
4.826 61.696
当月 1板
累计
6.417 76.286
当月 1板
累计
25.956
当月 17.147 1 中板
累计 206.798
当月 1 中板
累计
2.507 51.449
当月 2方
累计
6.724 81.838
当月 1方
累计
6.011 89.018
当月 19.986 2方
99.62 99.85 99.75 99.71 99.53 99.78 99.67 99.75 99.67 98.67 98.65 98.63 98.63
99.42 98.49 98.41 98.23 97.92 98.61 98.55 68.74 66.23 53.23 60.24 85.02 77.66
111.85 111.94 151.39 150.21
27.40 27.48 49.77 50.54 49.77 50.54
9.80 1.41 1.33 1.21 0.58 1.65 1.45 1.06 1.03 0.84 0.94 8.18 7.54
100.00 99.98 99.99 99.94 99.98 99.95 99.97 99.80 99.75 99.62 99.67 99.79 99.79
17.37 17.99 17.41 18.16 106.15 110.21 105.94 107.21
99.72 98.76
0.170
0.80 1.05 0.86 0.75 0.97 1.03 6.42 6.36
99.09 99.93 99.83 99.88 99.82 99.96 99.91 99.70 99.71
72.80 72.57 71.47 82.68 96.37 84.25
23.01 83.17 91.89 90.24 92.90
99.26 99.00 99.34
0.006 0.004 0.003 0.003
0.010
0.709
0.080 0.160 0.150 0.260 0.150 0.100 0.100 0.160 0.170
当月 1方
累计 当月 2方 累计 当月 1板 累计 当月 1板 累计 当月 1板 累计 当月 3方 累计 当月 1板 累计 当月 1方 累计 当月 1方 累计 当月 1方 累计 当月 4方 累计 当月 1方 累计 当月 1矩 累计 当月 1方 累计 当月 1 方矩 累计 当月 5方 累计 当月 2 方板 累计 当月 2方 累计 当月 1板 累计 当月 1方 累计 当月 1方 累计 当月 1方 累计 当月 2板 累计 当月 3板
99.88 99.20 99.40 95.20 98.20 99.78 99.69 99.22 99.73 99.95 99.91
99.40
99.38 99.17 98.93 99.29 99.63 99.62
65.83 81.60 86.10 26.10 43.30 43.82 46.03 69.95 87.98 90.72 88.13
累计 224.578
当月 9月底拆除 2方
累计 79.045
当月 9月底拆除 2矩
累计 50.413
当月 1方
累计
7.903 25.999
当月
7.631
1板
累计 103.069
当月
6.691
1板
累计 100.232
ቤተ መጻሕፍቲ ባይዱ
当月 2方
累计
2.394 60.519
当月 1方
累计
1.030 44.511
当月
9.230
99.40 99.25 99.92 99.74 99.88 99.71 99.79 99.78 99.63 99.92 99.65 99.80 99.58 99.01 99.94 99.85
1.13 0.94 1.27 1.03 1.33 0.44 0.42 13.61 11.88 9.32
99.94 99.98 99.83 99.99 99.58 100.00 100.00 99.99 99.99 100.00
0.090
0.020
0.020 0.005 0.004 0.028 0.008 0.004 0.002
99.90 99.40 84.84 0.090
0.60 1.26 0.34 1.24 1.15 1.36 1.03 1.30
100.00 99.75 99.78 99.92 99.93 99.92 99.93 99.42 99.56 98.79 99.37 99.04 99.27 99.00 98.99
77.30 77.30 77.44 77.44 76.92 76.92 78.17 78.17
连铸机生产技术指标
制表单位:全国连铸信息网网长单位唐钢
台坯 数型
项目
连铸坯产量 平均每炉出 单流月产 (万吨) 钢量(吨) 量(万吨)
合格率 (%)
收得率 纯浇钢时 单流溢漏 (%) 间率(%) 率(%)
当月 5方
累计 376.130
当月 1板
累计
28.200
当月 1方
累计
4.008 63.073
当月 1方
0.020
0.010
0.070
0.040 0.007 0.005 0.004 0.007 0.006 0.004 0.005 0.005
宣钢炼钢厂6# 新兴铸管公司2#3# 新临钢炼钢厂(板)1# 新临钢炼钢厂(板)2# 凌钢转炉炼钢厂5# 凌钢转炉炼钢厂1#2#4# 南钢炼钢厂1# 南钢炼钢厂2# 南钢炼钢厂4# 南钢炼钢厂3# 通钢二炼钢 杭钢转炉炼钢厂1# 杭钢转炉炼钢厂2# 杭钢转炉炼钢厂3# 杭钢转炉炼钢厂4# 三明闽光公司二炼钢 三明闽光公司一炼钢 冷钢博大公司炼钢2#3# 冷钢博大公司炼钢1# 广钢转炉炼钢厂1# 广钢转炉炼钢厂2# 广钢电炉厂1# 柳钢转炉炼钢厂1#2# 柳钢转炉炼钢厂4#5#6#
99.50 99.00 99.32 99.00 99.52 99.00 99.52 99.34 99.11 98.91 98.89 99.46 99.21 99.68 99.74
83.01 82.49 58.36 64.93 79.70 59.57 78.84 77.36 79.56 60.70 74.83 78.98 80.06 73.27 78.24
2010年12月 企业名称 首钢二炼钢1-5# 首钢二炼钢 重钢炼钢厂1# 重钢炼钢厂3# 重钢炼钢厂5# 重钢炼钢厂2# 重钢炼钢厂4# 唐钢一钢轧厂1# 唐钢一钢轧厂2# 唐钢二钢轧厂1#2# 唐钢二钢轧厂3# 唐钢二钢轧厂5#6# 邯钢一炼钢 邯钢一炼钢 邯钢三炼钢 邯钢三炼钢1# 邯钢三炼钢2# 宣钢炼钢厂1#2# 宣钢炼钢厂3# 宣钢炼钢厂4# 宣钢炼钢厂5#
98.06 97.48 98.02 99.83 99.33 98.85 98.27 99.58 99.67
58.29 65.93 39.78 50.47 62.13 66.69 71.96 71.35
0.040 0.020 0.070
3.24
0.84 0.85 1.20 1.48 1.67 1.56
13.099 164.953
17.700 237.930
4.914 66.730
4.257 58.736
8.659 110.617
20.027 228.289
28.070 6.472
76.939 5.201
67.719 6.388
71.269 16.101 189.832
6.616 67.129
6.380 71.421
连铸机生产技术指标
制表单位:全国连铸信息网网长单位唐钢
台坯 数型
项目
连铸坯产量 平均每炉出 单流月产 (万吨) 钢量(吨) 量(万吨)
合格率 (%)
收得率 纯浇钢时 单流溢漏 (%) 间率(%) 率(%)
当月 1方
累计 当月 1方 累计 当月 1方 累计 当月 1板 累计 当月 1板 累计 当月 1 中板 累计 当月 1 中板 累计 当月 2方 累计 当月 1方 累计 当月 2方 累计 当月 1方 累计 当月 1板 累计 当月 1板 累计 当月 1方 累计
38.03 35.06 35.65 34.10 35.66 33.48 34.81 26.57 25.92
113.92 63.30
100.92 100.04
74.43 75.36
75.45 44.00 44.49 44.09 44.60 63.16 63.29 151.390 150.210 111.85
1.09 1.15 1.11 1.24 4.91 5.56 4.26 4.89 4.33 4.61 1.34 15.22