产品技术通知单【模板】
【表单模板】变更通知单
仓存的处理方式
物料名称
仓存数量
处理方法
1. 报废, 2.可用于其它产品,3.继续用完.4.暂存仓库待用,5.后加工处理后使用
技术部决议
质技部意见
生产部意见
总经理批示
分发部门: □ 技术部 □ 质技部 □ 财务部 □ 生产部
记录传递说明:
版本:ANO:
制表/日期: 审核/日期: 批准/日期:
变更通知单
申请日期
编
编号
设计更改原因:
□ 1.设计的更改
□ 2.产品结构的更改
□ 3.生产部生产工艺要求的更改
□4.客户要求更改
□ 5.产品颜色的更改
□ 6.质技部要求更改
设计更改内容:
设计更改涉及的产品:
设计更改生效方式:
□ 1.立即生效
□ 2.用完旧料后用新料生效
□ 3.按备注方式生效
产品生产通知单表格模板、doc格式)
数量
单价
金额
数量
单价
金额
数量
单价
金额
成型组
装配组
包装组
合计
人
工
成型组
装配组
检验组
包装组
合计
生产摊费
汇总
直接摊费模具运费
成本差额分析
间接成本摊费
合计
原料
人工
生产摊费
成本总额
单位成本(总产量计打)
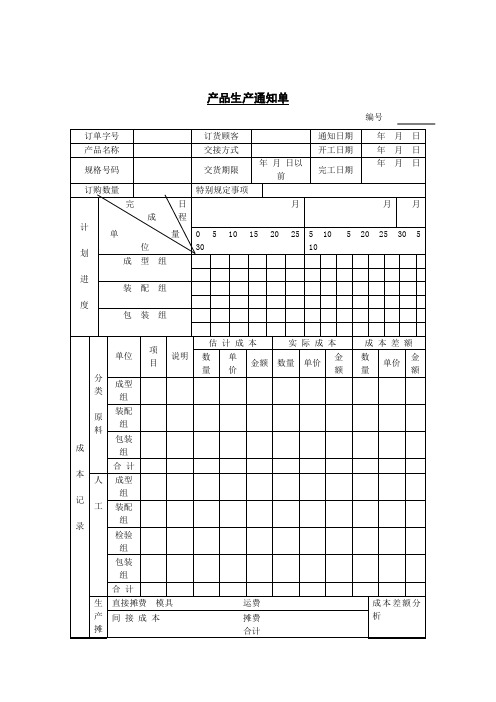
产品生产通知单
编号
订单字号
订货顾客
通知日期
年月日
பைடு நூலகம்产品名称
交接方式
开工日期
年月日
规格号码
交货期限
年月日以前
完工日期
年月日
订购数量
特别规定事项
计
划
进
度
完日
成程
月
月
月
单量
位
0 5 10 15 20 25 30
5 10 5 20 25 30 5 10
成型组
装配组
包装组
成
本
记
录
分类
原料
单位
项目
说明
估计成本
实际成本
技术更改通知单-模板
更改实施日
期:
20 年 月 日
产品型号零件名称
版 本 号
零件来源
已制毛坯在制零件已完工零件
审核工艺审批时间
时间
时间
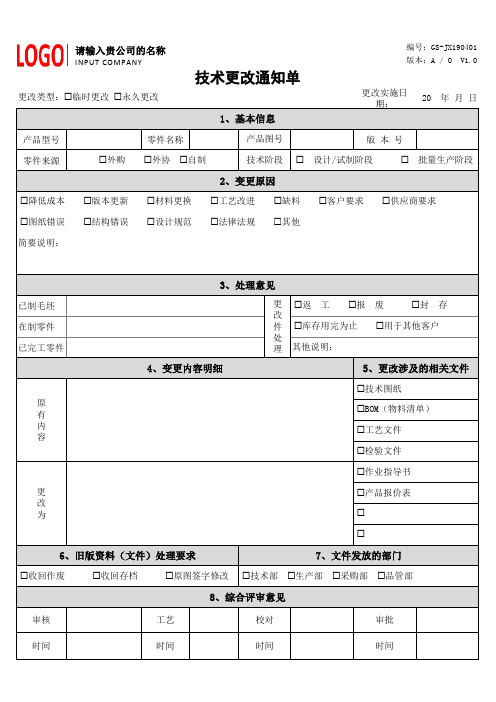
8、综合评审意见
校对时间
☐☐
6、旧版资料(文件)处理要求
7、文件发放的部门
☐收回作废 ☐收回存档 ☐原图签字修改
☐技术部 ☐生产部 ☐采购部 ☐品管部
更改为
☐BOM(物料清单)☐工艺文件☐检验文件☐作业指导书
☐产品报价表其他说明:
4、变更内容明细
5、更改涉及的相关文件
☐技术图纸
原有内容
更改件处理
3、处理意见
☐返 工 ☐报 废 ☐封 存☐库存用完为止 ☐用于其他客户2、变更原因
☐降低成本 ☐版本更新 ☐材料更换 ☐工艺改进 ☐缺料 ☐客户要求 ☐供应商要求☐图纸错误 ☐结构错误 ☐设计规范 ☐法律法规 其他简要说明:
产品图号☐外购 ☐外协 ☐自制
技术阶段
☐ 设计/试制阶段 ☐ 批量生产阶段
编号:GS-JX190401版本:A / O V1.0
技术更改通知单
更改类型:☐临时更改 ☐永久更改
1、基本信息
请输入贵公司的名称
INPUT COMPANY。
模板施工技术交底通知单

序号
检查项目
允许偏差(mm)
检验方法
1
钢模全长
+5、-10
30米钢卷尺测量
2
钢底模每米高低差
≤2尺量
4
底板厚度
+5、0
经纬仪定中线量
5
模板内部尺寸
+5、0
钢尺量
6
轴线偏位
10
钢尺量
7
装配式构件支承面的标高
+2、-5
钢尺量
8
模板相邻两板表面高低差
2.施工现场保持整齐有序,所有人员不得穿拖鞋进入现场,以防摔倒受伤。
3.严禁转移模板时高抛模板,以免造成不必要的伤亡。
4.门吊吊运模板时,要提醒附近其它工种操作人员避让,其它工种使用门吊移运物体时,也要避让。
5.现场所有焊工,机械操作人员必须持证上岗,严格按操作规程作业,严禁违章作业和疲劳作业。
6.夜间施工必须有足够的照明。现场用电必须有专职电工负责,实行三相五线制,一机一闸一保护,严禁一闸多用,严禁私自乱拉乱接电线。
3.箱梁几何尺寸控制在误差范围内(箱梁中心线处梁高为160cm【+0,-5mm】,边梁顶宽273cm、中梁240cm【-30mm,+30mm】,顶板厚度18cm【+5mm,-0】,梁长(底)中跨为2939cm、(底)边跨为2961.4cm、(顶)中跨为2931.8cm、(顶)边跨为2957.8cm【+5mm,-10mm】)
1.钢筋绑扎前将台座表面铁锈及水泥浆用砂轮打磨干净,用新鲜的机油与柴油混合作为脱模剂,用抹布涂擦在台座表面,机油厚度以手掌接触台座表面无明显油迹为宜。
2.由于钢模板采用标准组合模板,模板拼装前将模板表面铁锈及水泥浆用布砂轮打磨干净,在接口位置粘贴双面胶带一层,接缝要严密、平整,不得漏浆,模板与台座接口使用“U”型橡胶条防止漏浆,胶带粘贴时不得超过模板边口,缩进1~2mm。
产品质量异常通知单
产品质量异常通知单引言本文档旨在提供产品质量异常通知单的相关信息,包括通知单的目的、内容、发送方和接收方等。
通知单用于记录和通知产品质量异常情况,以便及时采取相应措施。
目的产品质量异常通知单的主要目的是及时发现和处理产品质量异常情况,确保产品质量符合规定标准,满足客户的需求和期望。
通过通知单的记录和传达,可以促使质量问题得到有效解决,并提高产品质量和客户满意度。
内容产品质量异常通知单应包含以下内容:1.通知单编号:通知单的唯一标识,用于识别和跟踪通知单。
2.通知单发起时间:通知单的发起时间,记录通知单的创建时间。
3.通知单发起人:通知单的发起人,即负责发现和报告产品质量异常的人员。
4.通知单接收人:通知单的接收人,即需要接收并处理通知单的人员或部门。
5.异常产品信息:描述产品质量异常的具体情况,包括产品名称、数量、批次、规格等。
6.异常描述:对产品质量异常情况进行详细描述,包括问题发生的时间、地点、原因等。
7.影响分析:分析产品质量异常对产品质量、客户满意度以及公司声誉等方面的影响。
8.处理措施:针对产品质量异常情况,提出相应的处理措施,包括责任部门、责任人、处理进度等。
9.跟踪和评估:对处理措施的跟踪和评估,记录处理过程和结果,以确保问题得到解决并防止类似问题再次发生。
10.审批人签名:通知单的审批人签名,表示对通知单内容的确认和批准。
发送方和接收方发送方是产品质量异常通知单的发起人,负责发现和报告产品质量异常。
接收方是需要接收并处理通知单的人员或部门,负责采取相应措施并跟踪问题的解决过程。
发送方和接收方可以根据具体情况而异,通常包括以下角色:•产品质量部门:负责发现和报告产品质量异常的部门,拥有专业的质量知识和经验。
•生产部门:负责生产产品的部门,需及时采取措施修复产品质量问题。
•销售部门:负责与客户沟通的部门,需向客户及时传达产品质量异常情况,并提供解决方案。
•客户服务部门:负责与客户沟通和协调的部门,需及时处理客户对产品质量的投诉和问题。
工程(技术)变更通知单模板
更改项目更改方式
主送抄送
批准/日期:审核/日期:编制/日期:工 程 (技术)变 更 通 知 单
XXX 汽车零部件有限公司
XXX Auto Parts Co., Ltd.
模具工程部_1_份 压铸车间_1_份 模修车间_1_份 机加工车间_1_份 质量部_1_份□FMEA □控制计划 □流程图 □作业文件 ■检验文件 □工装夹具 □量检具 □刀具 ■产品图 □包材■压铸模 □切边模 □整形工装 □冲孔工装对更改前在制
品的处理意见对更改前成品
的处理意见其它处理意见:
更改原因
更改前/说明更改后/方案
其它处理意见:无在制品
特别说明 表单编号:XX.T/ED-ECN-01 版本号:A/0发部日期: XXX 年 XX 月 XX 日
更改日期
变更依据更改单号
变更性质零件名称
更改部门
提出更改人零件图号/版本号生产副总_1_份 总经办/总经理_1_份实施日期
继续生产返工报废隔离继续使用,通知客户消耗库存品后切换返工报废隔离划改换版换页其它。
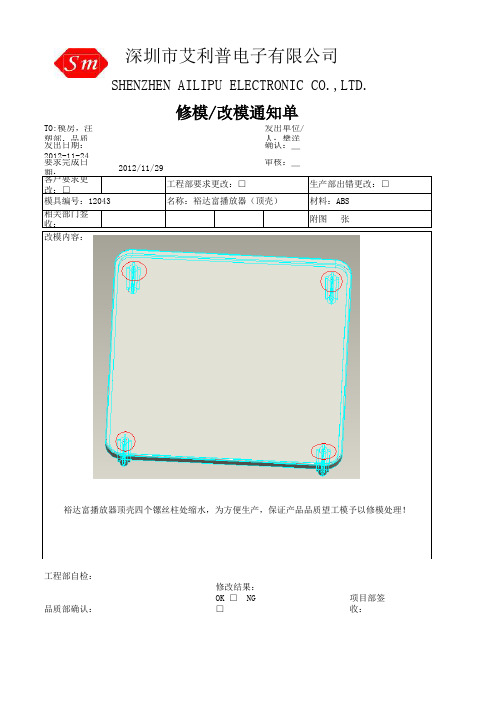
模具修模改模通知单
工程部自检: 品质部确认:
修改结果: OK □ NG □
项目部签 收:
备注:1、改模要求需写明全部改模内容; 2、项目工程师必须全程跟进改模进度; 3、如改模完成时间有问题必须即时通知项目部; 4、生产部必须确保以上每项的修改,按要求修改到位; 5、由以上相关负责人确认方可试模。
人 确: 认樊 :洋 _
2要0求12完-1成1-日24_ 期客:户_ 要_ 求_ 更_ 改:□
2012/11/29 工程部要求更改:□
_ 审_ 核_ :_ _ ____
生产部出错更改:□
模具编号:12043
名称:裕达富播放器(顶壳)
材料:ABS
相关部门签 收:
附图 张
改模内容:
裕达富播放器顶壳四个镙丝柱处缩水,为方便生产,保证产品品质望工模予以修模处理!
模具修模改模通知单模知单改模通知单整改通知单模板装修整改通知单修模通知单技术更改通知单模板
深圳市艾利普电子有限公司
SHENZHEN AILIPU ELECTRONIC CO.,LTD.
修模/改模通知单
TO:模房,注
发出单位/
塑发部出, 日品 期质 :
不合格品通知单模板 (1)
不合格品通知单
发现单位:NCR编号:日期:
零件名称
零部件图号
重量
订货单号
材料牌号
标识号
不合格工序
工作者
评定等级
□一般不合格 □严重不合格
交检数量
2、不合格记载需准确描述质量问题,必要时可以附照片;
3、缺陷原因请填写以下原因之一:(责任心不强、违反工艺、工艺不良、检查误判、毛坯不良、管理不良、计算失误、测量失误、未搞清楚三按要求、未正确使用量具、工件装夹失误、设备调整失误、设计不良、技术水平低);
4、处罚等级按《质量事故处罚管理办法》执行;
5、评定等级按《不合格品ቤተ መጻሕፍቲ ባይዱ理办法》执行;
不合格数量
缺陷原因
处罚等级
质量主管
责任主管
责任单位
责任者
不合格记载:
检查员:日期:
原因分析:
责任部门或责任人:日期:
纠正措施:
责任部门: 日期:
技术处理方案:
技术员:日 期:批准人: 日期:
处理结果确认:
检查员: 日期:
纠正措施验证:
质管部门:日期:
预防措施:
责任部门: 日期:
质量追责:
1、编号由质管部连续编号,每张单子编号必须唯一;
技术通知单模板

技术通知单
编制部门:浙江吉奥研究院整车设计部电器设计
科编号: QY-JT2010-100
主题:关于GA6401闪光继电器的技术通知
内容:
因我司GA6401新开发车型所用闪光继电器(3735030-10400)输出功率为53W,特要求宁波华路汽车电器有限公司根据此技术要求调整后续供货状态。
并对相关事宜要求如下:
1.继电器外形详见图一;
图一
2.其它性能参数与GA6380一致(另,闪光频率为85±3/分钟);
3.需在本月20日前提供2套样件用于整车匹配及道路试验验证;
4.贵司如有需要,双方后续可签订补充技术协议;
5.如未按时提供样件,GA6401项目组将视同贵司放弃此零部件开发;
贵司样件邮寄地址:浙江省台州市路桥区新桥镇浙江吉奥研究院整车设计部电器设计科陈琳(0576-********)收。
发文日期:2010年8月9日有效期:2年
编
制
陈琳
2010.08.09
校
对
詹顺义
2010.08.09
审
核
薛战书
2010.08.09
批
准
李在智
2010.08.09 发放单位:宁波华路汽车电器有限公司、浙江吉奥零部件有限公司、杭州吉奥汽车。
不合格品通知单模板(1)

5、评定等级按《不合格品管理办法》执行;
;'
处理结果确认:
检查员:日期:
纠正措施验证:
质管部门:日期:
预防措施:
责任部门:日期:
质量追责:
1、编号由质管部连续编号,每张单子编号必须唯一;
2、不合格记载需准确描述质量问题,必要时可以附照片;
3、 缺陷原因请填写以下原因之一:(责任心不强、违反工艺、工艺不良、检查误判、毛坯不良、管理不良、计算失误、 测量失误、未搞清楚三按要求、未正确使用量具、工件装夹失误、设备调整失误、设计不良、技术水平低)
不合格品通知单
发现单位:NCR编号:日期:
零件名称
零部件图号
重量
订货单号
材料牌号
标识号
不合格工序
工作者
评定等级
□一般不合格□严重不合格
交检数量
不合格数量
缺陷原因
处罚等级
质量主管
责任主管
责任单位
责任者
不合格记载:
检查员:日期:
原因分
责任部门:日期:
技术处理方案:
技术员:日期:批准人:日期:
技术安全交底通知单模板
项目名称:____________________工程部位:____________________施工班组:____________________编制日期:____________________一、工程概况1. 工程名称:____________________2. 施工单位:____________________3. 施工地点:____________________4. 施工内容:____________________5. 施工期限:____________________二、安全技术交底目的为确保本工程在施工过程中的安全,预防安全事故的发生,现将有关安全技术措施和要求进行交底,请各施工人员认真阅读并严格遵守。
三、安全技术措施1. 人员配备:(1)施工人员必须持有相关证书,熟悉施工工艺和安全操作规程;(2)现场配备专职安全员,负责现场安全监督和管理工作。
2. 施工现场安全管理:(1)施工现场必须设置明显的安全警示标志,禁止无关人员进入;(2)施工人员必须佩戴安全帽、安全带等个人防护用品;(3)施工机械、设备必须定期检查、维护,确保其安全可靠;(4)施工现场临时用电必须符合国家相关标准,设置漏电保护装置。
3. 施工过程安全:(1)高处作业:必须使用安全带,并做好防护措施;(2)垂直运输:必须使用专用电梯或脚手架,确保运输安全;(3)模板工程:模板安装、拆除必须按照规范进行,确保模板稳定性;(4)混凝土浇筑:严格控制混凝土配合比,确保混凝土质量;(5)钢筋工程:钢筋加工、绑扎必须符合规范要求,确保结构安全;(6)砌筑工程:砌体应分层砌筑,砂浆饱满,确保砌体质量;(7)其他工程:按照相关规范和操作规程进行施工。
四、注意事项1. 施工人员必须遵守施工现场各项规章制度,不得违章作业;2. 施工过程中发现安全隐患,应立即停止作业,并及时上报;3. 施工人员应定期参加安全教育培训,提高安全意识;4. 施工现场应保持整洁,不得乱堆乱放;5. 施工单位应定期对施工现场进行检查,确保施工安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六、操作注意事项
系统工作温度为日常巡检重点关注项目,请注意在未上报风扇告警的情况下,结合单盘工作温度对风扇的工作状态进行判断。
七、历史通知单处理策略
1、适用网络:全球在网的POTN产品U系列设备
2、产品类型:FONST 5000 U10/U20/U30/U60、FONST 6000 U10/U20/U30/U60
3、网管版本信息:与网管版本无关
4、设备版本信息:与设备单盘软件版本无关
二、本通知单适用的场景下问题描述
POTN产品U系列风扇物料统一,内为10个小风扇,目前发现在个别风扇故障停转后,不上报风扇故障告警。
产 品 技 术 通 知 单
主题
关于POTN U系列风扇问题的技术通知
发布目的
POTNU系列风扇存在告警漏报风险,请注意日常巡检观察。
发布对象
所有使用POTN产品U系列设备的各省技术服务中心
方案状态
☑最终解决方案。
□临时解决方案。
计划最终方案:
方案提供时间:
执行期限
☑长期备注:
□限期要求完成时间:
一、适用范围
三、原因分析
风扇控制板MCU在软件在选择开关处有BUG没有形成循环开关,导致风扇单元只能检测到一个风扇的转速运行,从而导致风扇单元内的其他风扇的运行状态脱离监控从而导致问题出现。
四、解决方法
风扇控制板MCU软件已经修改并释放,在制造部新出厂的U系列设备上,已经解决该问题,但风扇控制板MCU软件不支持在线升级,因此对于在网的风扇单元需要通过日常巡检结合风扇工作模式、扇区单盘温度情况,等予以综合判断风扇运行情况。
八、工程试点情况
编写人
言晟
编写时部审核
周凯军
LMT经理审核
柴焦
产品经理审核
刘中华
技服产品主管审核
技服交付一部审核
蔡坤鹏
五、操作步骤
POTN U系列风扇要求工作在智能控制模式,当任一扇区的温度高于单盘的温度调速门限后,风扇即会升速,当所有扇区的温度低于单盘的调速温度-5℃后,才会降速。
若某一扇区的个别风扇出现故障,那么在风扇升速后,该故障风扇所在的扇区的单盘工作温度,会比其他正常风扇所在的扇区的同类单盘工作温度更高,若风扇升速后,某一扇区的单盘继续报机盘温度过高告警,则需要现场核实该扇区风扇单元工作情况,并及时更换。