齿轮常用材料的机械性能和应用范围.
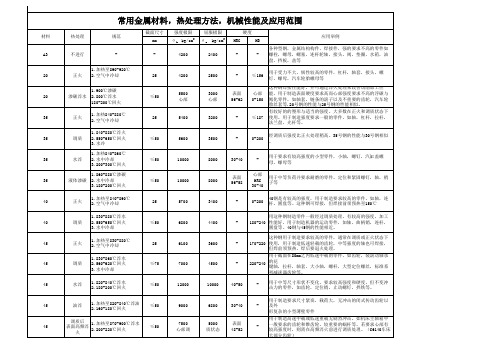
常用金属材料热处理方法机械性能及应用范围
Y40Mn
≤50
-
-
<207
18CrMnTi
≤50
≥7000
≥4300
-
160-207
18CrMnTi
1.900-950℃渗碳 渗碳,淬油 2.箱冷 3.加热至860-880℃淬油 4.180-200℃回火 正火 1.加热至880-900℃ 2.空气冷却 1.加热至860-880℃淬水 或油 2.490-510℃回火
≤70
≥10000 心部 46006000
≥8000 心部 30004000
心部 240-300
表面 58-62
20Cr
≤50
-
143-179 这种钢一般经渗碳淬火或调质后使用很少在正火状态下使用
20Cr
调质
≤50
≥7000
≥5000
-
179-212 用于制造高速中等冲击负荷的零件 这种钢经渗碳,淬火后的机械性能和18CrMnTi相似,但心部 ≥212 的强度销低,用于要求心部强度较高,表面耐磨,尺寸较大 的渗碳零件,如齿轮,齿轮轴,蜗杆,凸轮,柱塞,活塞 销,主轴,爪型,离合器等 抗拉强度与屈服强度比相应的碳素钢高20%,并具有良好的淬 180-230 透性, 很少在正火状态下使用。在许可条件下应尽量用45号缸代替 10Cr钢制造机床零件。 230-280 用于受交变负荷,中等连……负荷下的零件……齿轮, 用滚动轴的主轴和轴,顶夹套……轴等;
≤50
10000
8000
表面 56-58
用于中等负荷并要求耐磨的零件。定位和紧固螺钉,轴,梢子等
40
25
5700
3400
-
40钢是有较高的强度,用于制造要求较高的零件。如轴,连 杆,圆盘等。这种钢可焊接,但焊接前须预热至150℃
齿轮的材料及热处理
§11.2材料
钢制齿轮分为软齿面(齿面硬度HBS≤350)和硬齿面(齿面硬度HBS>350); 一对齿轮中,小齿轮的齿面硬度最好比大齿轮的高25~50HBS
2.铸钢 3.铸铁 4.非金属材料
要求:会查表 齿轮常用材料及力学性能见
表11-1
11.2.2 齿轮的热处理
机械行业常用的20种材料及其特性
以下是机械行业常用的20种材料及其特性:1. 碳钢:- 特性:强度高、硬度适中、耐磨性好,易于加工和焊接。
- 应用:机械零件、结构件等。
2. 不锈钢:- 特性:耐腐蚀性好、强度高、抗氧化性强。
- 应用:食品加工设备、化工设备、船舶零件等。
3. 铝合金:- 特性:密度低、强度高、良好的导热性和导电性。
- 应用:航空航天、汽车、电子设备等。
4. 铜:- 特性:良好的导电性和导热性,耐腐蚀性好。
- 应用:电子器件、导线、换热器等。
5. 钛合金:- 特性:密度低、强度高、耐腐蚀性强。
- 应用:航空航天、医疗器械、化工设备等。
6. 镍合金:- 特性:耐腐蚀性好、高温强度高。
- 应用:化工设备、航空发动机、核电站设备等。
7. 铸铁:- 特性:强度高、耐磨性好、抗冲击性强。
- 应用:机床床身、发动机缸体、管道件等。
8. 锻钢:- 特性:强度高、韧性好、耐磨性较好。
- 应用:汽车曲轴、锻造件、工具等。
9. 塑料:- 特性:良好的绝缘性、耐腐蚀性、低密度。
- 应用:工程塑料件、密封件、电器外壳等。
10. 聚酰亚胺(PI):- 特性:高温稳定性、优异的耐化学性、强度高。
- 应用:航空航天、电子设备、汽车零部件等。
11. 聚四氟乙烯(PTFE):- 特性:优异的耐磨性、低摩擦系数、优良的绝缘性。
- 应用:密封件、轴承、阀门等。
12. 聚氨酯(PU):- 特性:耐磨性好、强度高、耐油性好。
- 应用:密封件、刮板、橡胶轮等。
13. 聚甲醛(POM):- 特性:强度高、硬度高、耐磨性好。
- 应用:齿轮、轴承、零件等。
14. 高速钢:- 特性:耐高温、耐磨性好、切削性能优异。
- 应用:刀具、冲头、铣刀等。
15. 钻石:- 特性:硬度极高、耐磨性好、导热性好。
- 应用:切割工具、磨料、金刚石刀具等。
16. 合成蓝宝石:- 特性:透明度好、硬度高、耐腐蚀性强。
- 应用:光学器件、观察窗、手表表盘等。
17. 硅胶:- 特性:柔软、耐高温、优良的绝缘性。
机械零件的常用材料特性及应用

用途、工作条件、物理、化学、机械工艺性能、经济性。
零件材料 各种材料的化学成分和力学性能可在相关国标、行标 和机械设计手册中查得。
以功能來分: 依其機械、電氣、熱學及其他性質功能來分。
1 )泛用塑膠: 通常以美觀及低功能使用要求,為訴求重點。 如:PE 、 PVC 、 PMMA、ABS
轴用材料
要求: 充分強度/耐磨性/耐疲勞性/充分硬度/充 分橈度
選用
一般用軸材料(A3/S10C/S45C) 強力用軸材料(SNCM240(价高)/42CrMo)
齿轮用材料
要求: 充分強度/耐磨性/充分硬度/耐衝擊性/易 加工性
選用
高周波淬火處理材料(S45C/42CrMo) 滲碳淬火處理材料(42CrMo) 氮化相比,钢具有高的强度、韧性和塑性。 可用热处理方法改善其力学性能和加工性能。
选用原则: 优选碳素钢(A3.S45C),其次是硅、锰、硼、钒类合
金钢,特殊硬度可以选合金工具钢(Cr12).
金属热处理方式
热处理方式:退火、正火、淬火和回火四种基本工艺,俗称金 属热处理的“四把火”。 1.退火:是将工件加热到适当温度,根据材料和工件尺寸采用不 同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达 到 或接近平衡状态,获得良好的工艺性能和使用性能,或者为 进一步淬火作组织准备。 2.正火:是将工件加热到适宜的温度后在空气中冷却,正火的效 果同退火相似,只是得到的组织更细,常用于改善材料的切削 性能,也有时用于对一些要求不高的零件作为最终热处理。 3.淬火:是将工件加热保温后,在水、油或其它无机盐、有机水 溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。 (S45C可以达到42-50HRC, Cr12可以达到52-60HRC) 4.回火:是为了降低钢件的脆性,将淬火后的钢件在高于室温而 低于 710℃的某一适当温度进行长时间的保温,再进行冷却,这 种工艺称为回火
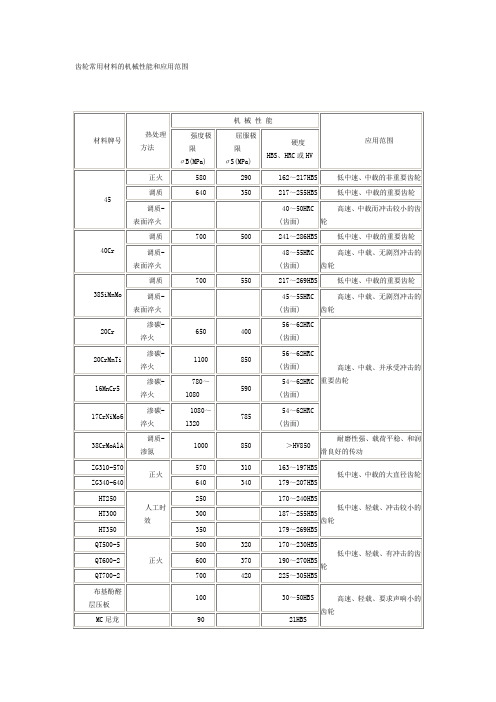
齿轮常用材料的机械性能和应用范围
ZG310-570
正火
570
310
163~197HBS
低中速、中载的大直径齿轮
ZG340-640
640
340
179~207HBS
HT250
人工时效
250
170~240HBS
低中速、轻载、冲击较小的齿轮
HT300
300
187~255HBS
HT350
350
179~269HBS
材料牌号
热处理
方法
机械性能
应用范围
强度极限
σB(MPa)
屈服极限
σS(MPa)
硬度
HBS、HRC或HV
45
正火
580
290
162~217HBS
低中速、中载的非重要齿轮
调质
640
350
217~255HBS
低中速、中载的重要齿轮
调质-
表面淬火
40~50HRC
(齿面)
高速、中载而冲击较小的齿轮
40Cr
调质
(齿面)
高速、中载、并承受冲击的重要齿轮
20CrMnTi
渗碳-
淬火
1100
850
56~62HRC
(齿面)
16MnCr5
渗碳-
淬火
780~1080
590
54~62HRC
(齿面)
17CrNiMo6
渗碳-
淬火
1080~1320
785
54~62HRC
(齿面)
38CrMoAlA
调质-
渗氮
1000
850
>HV850
QT500-5
常用齿轮材料的选择及其热处理工艺总结
齿轮材料的选择及其热处理工艺1、齿轮材料的选择原则齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考:1)齿轮材料必须满足工作条件的要求。
例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。
总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。
2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。
大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。
中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。
尺寸较小而又要求不高时,可选用圆钢作毛坯。
齿轮表面硬化的方法有:渗碳、氨化和表面淬火。
采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。
3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。
4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。
5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。
6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30〜50HBS或更多。
当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。
因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。
齿轮的材料和许用应力
S F lim = 1.5
[σ F1] = σ F lim1 SF lim1 = 588 1.5 = 470.4MPa
[σ F 2 ] = σ F lim2 SF lim2 = 451.4 1.5 = 300.93MPa
4、按轮齿弯曲强度设计模数
2KT YFS 1 m≥ 3 ⋅ (mm) 2 ψd z1 [σ F ]
5、确定齿轮的主要参数及几何尺寸
小齿轮的分度圆直径
d1 = mZ1 = 2.5× 28 = 70mm
大齿轮的分度圆直径 d2 = mZ2 = 2.5×145 = 362.5mm 大齿轮齿宽 小齿轮齿宽
b2 = φd ⋅ d1 = 0.5×70 = 35mm
b1 = b + 5 = 35 + 5 = 40mm
式中: 式中:载荷系数
K = KAKV Kβ
取:KA=1.25(表12-8) =1.25( 12KV =1.2 Kβ=1.12(图12-26) =1.12( 12-26) 代入数值: 代入数值: K=1.25×1.2×1.12=1.68 =1.25×1.2×
考虑应力影响系数
由于两个齿轮的齿数和材料不同, 由于两个齿轮的齿数和材料不同,为使两齿 轮的弯曲强度都能满足,需将Y /[σ 轮的弯曲强度都能满足,需将YFS1/[σF1]和 /[σ 中的较大值代入式中. YFS2/[σF2]中的较大值代入式中.
许用弯曲应力: 许用弯曲应力:
[σ F ] = σ F lim S F lim
σ F lim1 = 0.8HBS + 380 = 0.8× 260 + 380 = 588MPa
ቤተ መጻሕፍቲ ባይዱ
σ F lim2 = 0.7HBS + 275 = 0.7× 252 + 275 = 451.4MPa
常用齿轮材料选择及其热处理工艺
齿轮材料的选择及其热处理匸艺1、齿轮材料的选择原则齿轮材料的种类很多.在选择时应考虔的因素也很多.下述几点可供选择材料时参考:1)齿轮材料必皴满足工作条件的耍求•例如.用于飞行器上的齿轮.耍满足质址小.传递功率大和可靠性高的耍求.因此必须选择机械性能高的合佥银:旷山机械屮的齿轮传动.一般功率很大.匸作速度较低、删圉环境中粉尘含虽极高•因此往往选择铸钢或铸铁等材料:家用及办公用机械的功率很小.但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正當工作•因此常选用匸程塑料作为齿轮材料。
总Z.工作条件的耍求是选痒齿轮材料时首先应考虔的因素,2)应考應齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺,大尺寸的齿轮一般采用铸造毛坯.可选用铸钢或铸铁作为齿轮材料’屮等或屮等以下尺寸耍求较高的齿轮常选用锻造毛坯•可选择锻钢制作。
尺寸较小而又耍求不高时. 可选用閲钢作毛坯,齿轮表而玦化的方法有:渗碳.氨化和表面淬火。
采用渗碳上艺时.应选用低碳钢或低碳會金钢作齿轮材料:抵化钢和调质钢能采用氮化匸艺;采用表而淬火时.对材料没有特别的耍求,3)正火磯钢.不论毛坯的制作方法如何.只能用丁•制作在裁荷平稳或轻度冲击下I:作的齿轮.不能承受大的冲击載荷:调质碳钢可用于制作在中等冲击数荷下工作的齿轮.4)合金钢當用于制作高速、垂裁并在冲击拔荷下匸作的齿轮•5)飞行器中的齿轮传动•耍求齿轮尺寸尽可能小.应采用表面欣化处理的高强度合佥钢.6)金屈制的软齿面齿轮.配对两轮齿面的駛度差应保持为30〜50HBS或更多。
当小齿轮与大齿轮的齿而具有较大的玦度差(如小齿轮齿而为淬火并磨制.大齿轮齿而为常化或调质):且速度又较窩时.较锁的小齿轮齿面对较软的大齿轮齿而会起较眾茗的冷作谀化效应.从而捉高了大齿轮齿面的彼劳极限。
因此.肖配对的两齿轮齿而具有较大的硬度差时.大齿轮的接触疲劳许用应力可提高约20%.但应注总唤度高的齿而.粗糙度值也耍相应地减小。
常用齿轮表面处理及力学性能

齿轮常用表面处理及力学性能为了保证齿轮工作的可靠性,提高其使用寿命,齿轮的材料及其热处理应根据工作条件和材料的特点来选取。
对齿轮材料的基本要求是:应使齿面具有足够的硬度和耐磨性,齿心具有足够的韧性,以防止齿面的各种失效,同时应具有良好的冷、热加工的工艺性,以达到齿轮的各种技术要求。
常用的齿轮材料为各种牌号的优质碳素结构钢、合金结构钢、铸钢、铸铁和非金属材料等。
一般多采用锻件或轧制钢材。
当齿轮结构尺寸较大,轮坯不易锻造时,可采用铸钢;开式低速传动时,可采用灰铸铁或球墨铸铁、低速重载的齿轮易产生齿面塑性变形,轮齿也易折断,宜选用综合性能较好的钢材;高速齿轮易产生齿面点蚀,宜选用齿面硬度高的材料;受冲击载荷的齿轮,宜选用韧性好的材料。
对高速、轻载而又要求低噪声的齿轮传动,也可采用非金属材料、如夹布胶木、尼龙等。
常用的齿轮材料及其力学性能列表钢制齿轮的热处理方法主要有以下几种:●表面淬火表面淬火常用于中碳钢和中碳合金钢,如 45、 40Cr 钢等。
表面淬火后,齿面硬度一般为40~55HRC。
特点是抗疲劳点蚀、抗胶合能力高。
耐磨性好;由于齿心部分未淬硬,齿轮仍有足够的韧性,能承受不大的冲击载荷。
●渗碳淬火渗碳淬火常用于低碳钢和低碳含金钢,如 20、 20Cr 钢等。
渗碳淬火后齿面硬度可达56~62HRC,而齿轮心部仍保持较高的韧性,轮齿的抗弯强度和齿面接触强度高,耐磨性较好,常用于受冲击载荷的重要齿轮传动。
齿轮经渗碳淬火后,轮齿变形较大,应进行磨削加工。
●渗氮渗氮是一种表面化学热处理。
渗氮后不需要进行其他热处理,齿面硬度可达700~900HV。
由于渗氮处理后的齿轮硬度高,工艺温度低,变形小,故适用于内齿轮和难以磨削的齿轮,常用于含铅、钼、铝等合金元素的渗氮钢,如38CrMoAl等。
●调质调质一般用于中碳钢和中碳合金钥,如45、40Cr、35SiMn 钢等。
调质处理后齿面硬度一般为220~280HBS。
因硬度不高,轮齿精加工可在热处理后进行。
减速机齿轮常用材料

一、锻钢钢的强度高,耐冲击,用热处理方法能显著改善机械性能,所有它是制造齿轮的主要材料。
由于锻造毛坯的纤维方向有利于提高轮齿的弯曲强度,所以大部分齿轮如采用锻造毛坯,只有受力小和不重要的齿轮才直接采用轧制钢材。
按照齿坯处理方法和切齿工艺,制造齿轮的钢材及热处理方法分为两大类:*类:齿面硬度HB≤350,用中碳钢45号钢、50号钢或中碳合金钢40Gr、40MnB、35SiMn等近行调质或正火处理,终切齿可在热处理后进行。
调质后,硬度不高(HB=220~250),材料的综合性能(机械强度和冲右韧性等)比较好,适用于低速、中速和中等平稳载荷下工作。
工控设备机械中的减速机齿轮多用此类。
45号钢价格低,供应充足,应用最普遍。
正火后,综合性能有所改善,但不如调质,多用于直径很大不便调质和不重要的齿轮。
选用第—类材料时,小齿轮硬度要比大齿轮硬度高出20~40HB,以使两个齿轮寿命接近相等。
第二类:齿面硬度HB≥350,用中碳钢和中碳合金钢进行表面淬火(齿面硬度HRG=50一55),或者用低碳钢和低碳合金钢进行表面掺碳淬火处理(齿面硬度HRG=58—63)。
处理后齿面硬度高;齿芯韧性好。
所以承载能力强,耐冲击,但加工困难,成本较高,减速机中应用较少。
二、铸钢当齿轮直径较大(D>400—600毫米)时,齿坯不易锻造,因而常采用铸钢齿坯并进行正火处理。
常用的牌号有ZG45及ZH50等。
三、铸铁铸铁价格低廉,能铸造出复杂的结构形状,但灰铸铁的抗弯强度及耐冲击能力较差,故只用于低速轻载的开式齿轮传动中,常用的牌号有HT15-33、HT20—40、HTr30—54等,球墨铸铁的机械性能比灰铸铁高,可部分代替碳素钢,常用的牌号有QT60-2等。
四、非金属材料高速轻载的齿轮传功,常用非金属齿轮与另一金属齿轮配合工作,以减少齿轮传动的噪音。
常用的非金属材料有酚醛层压板(夹布胶木)、尼龙等。
这种齿轮的承载能力低、寿命短,其许用载荷只有钢齿轮的25—30%。
24种常用机械模具材质的特性及用途

24种常用机械模具材质的特性及用途1、45——优质碳素结构钢,是最常用中碳调质钢主要特征:最常用中碳调质钢,综合力学性能良好,淬透性低,水淬时易生裂纹。
小型件宜采用调质处理,大型件宜采用正火处理。
应用举例:主要用于制造强度高的运动件,如透平机叶轮、压缩机活塞。
轴、齿轮、齿条、蜗杆等。
焊接件注意焊前预热,焊后消除应力退火。
2、Q235A(A3钢)——最常用的碳素结构钢主要特征:具有高的塑性、韧性和焊接性能、冷冲压性能,以及一定的强度、好的冷弯性能。
应用举例:广泛用于一般要求的零件和焊接结构。
如受力不大的拉杆、连杆、销、轴、螺钉、螺母、套圈、支架、机座、建筑结构、桥梁等。
3、40Cr——使用最广泛的钢种之一,属合金结构钢主要特征:经调质处理后,具有良好的综合力学性能、低温冲击韧度及低的缺口敏感性,淬透性良好,油冷时可得到较高的疲劳强度,水冷时复杂形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下使用,还可以进行碳氮共渗和高频表面淬火处理。
应用举例:调质处理后用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等,调质并高频表面淬火后用于制造表面高硬度、耐磨的零件,如齿轮、轴、主轴、曲轴、心轴、套筒、销子、连杆、螺钉螺母、进气阀等,经淬火及中温回火后用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴、套环等,经淬火及低温回火后用于制造重载、低冲击、耐磨的零件,如蜗杆、主轴、轴、套环等,碳氮共渗处即后制造尺寸较大、低温冲击韧度较高的传动零件,如轴、齿轮等。
4、HT150——灰铸铁应用举例:齿轮箱体,机床床身,箱体,液压缸,泵体,阀体,飞轮,气缸盖,带轮,轴承盖等。
5、35——各种标准件、紧固件的常用材料主要特征:强度适当,塑性较好,冷塑性高,焊接性尚可。
冷态下可局部镦粗和拉丝。
淬透性低,正火或调质后使用应用举例:适于制造小截面零件,可承受较大载荷的零件:如曲轴、杠杆、连杆、钩环等,各种标准件、紧固件。
常用齿轮材料的选择及其热处理工艺总结
齿轮材料的选择及其热处理工艺1、齿轮材料的选择原则齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考:1)齿轮材料必须满足工作条件的要求。
例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。
总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。
2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。
大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。
中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。
尺寸较小而又要求不高时,可选用圆钢作毛坯。
齿轮表面硬化的方法有:渗碳、氨化和表面淬火。
采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。
3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。
4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。
5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。
6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30~50HBS或更多。
当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。
因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。
齿轮知识点总结大全
齿轮知识点总结大全一、齿轮的定义齿轮是一种机械传动元件,由一个或多个齿轮组成,用于传递动力和转速。
它们通常是金属制成,具有一定的硬度和耐磨性,可在高速运动和高负荷下可靠地工作。
二、齿轮的分类1. 按齿轮轴的位置划分:(1)平行轴齿轮:齿轮轴线平行。
(2)垂直轴齿轮:齿轮轴线成直角。
(3)斜齿轮:齿轮轴线不平行也不相交。
2. 按齿轮的形状划分:(1)圆柱齿轮:齿轮齿的咬合线为直线。
(2)锥齿轮:齿轮齿的咬合线为斜线。
(3)蜗杆齿轮:由蜗杆和蜗轮组成。
3. 按齿轮齿数划分:(1)小齿轮:齿数较少。
(2)大齿轮:齿数较多。
4. 按齿轮传动形式划分:(1)齿轮齿和链轮齿。
(2)齿轮和滚子链传动。
5. 按齿轮副的类型划分:(1)外啮合齿轮副。
(2)内啮合齿轮副。
(3)混合啮合齿轮副。
三、齿轮的参数1. 齿轮的模数(m):模数是齿轮齿数和齿轮直径的比值,常用来确定齿轮的大小。
2. 齿轮的齿数(z):齿数是齿轮上齿的数量,齿数与模数和齿轮直径有直接关系。
3. 齿轮的齿宽(b):齿轮齿的宽度,影响齿轮的承载能力。
4. 齿轮的分度圆直径(d):分度圆直径是齿轮上齿的根部圆与齿轮轴线的距离。
5. 齿轮的法向齿距(P):同一齿轮上相邻两个齿的顶部和底部之间的距离。
6. 齿轮的齿面硬度:齿轮齿面的硬度应适中,以保证齿面耐磨和承受载荷。
四、齿轮的原理1. 齿轮的啮合原理:两个啮合的齿轮之间,齿与缝的形状是特定的,称为啮合曲线,其形状决定了齿轮的传动特性。
2. 齿轮的传动比:传动比是驱动轮和从动轮的转速之比,可以通过齿轮的齿数比来计算。
3. 齿轮的传动效率:齿轮传动的效率是指输入功率和输出功率的比值,取决于齿轮的设计和加工质量。
4. 齿轮的传动稳定性:齿轮传动的稳定性受制于载荷和齿轮的设计,有时需要采取一定的减振和降噪措施。
5. 齿轮的传动可靠性:齿轮传动的可靠性是指在一定时间内不发生故障的能力,取决于齿轮的材料和制造工艺。
齿轮的强度计算
常化
调质后表 面淬火
250 300 350 500 600
580 650 580
.
170~241
187~255
197~269
147~241
229~302
320
156~217
350
169~229
290
162~217
217~255 40~50HRC
241~286 48~554HRC
3.调质 调质一般用于中碳钢和中碳合金钢,如45、40Cr、
d2 2
Cc ρ1
α
ρ2 N2 αt
d1 T1 2
ω1
齿数比: u= z2 /z1 = d2 /d1 = ρ2 /ρ1 ≥ 1
O(1主动)
11
1 2
(21) 12
2(d2 d1)
d1d2 sin
u1 2 1
u d1sin
.
10
钢制标准齿轮传动的齿面接触疲劳强度校核公式:
H335bKa21T(uu1)3 [H]
齿形系数. –YF
50
100 4002.1 2.0
17
对于闭式传动,当齿面硬度不太高
时,轮齿的弯曲强度通常是足够的,故 齿 数 可 取 多 些 , 例 如 常 取 z1=24~40 。 当 齿面硬度很高时,轮齿的弯曲强度常感 不足,故齿数不宜过多。
许用弯曲应力[F]按下式计算
F
F Lim
弯曲力矩: M=KFnhcosγ
分量F2产生压缩应力可忽略不计,
危险界面的弯曲截面系数:W
bS 2
6
rb
B
A
σF
弯曲应力:
F0
M W
常用齿轮材料的选择及其热处理工艺总结
齿轮材料的选择及其热处理工艺1、齿轮材料的选择原则齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考:1)齿轮材料必须满足工作条件的要求。
例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。
总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。
2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。
大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。
中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。
尺寸较小而又要求不高时,可选用圆钢作毛坯。
齿轮表面硬化的方法有:渗碳、氨化和表面淬火。
采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。
3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。
4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。
5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。
6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30~50HBS或更多。
当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。
因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。
机械制造中的机械工程材料与应用
机械制造中的机械工程材料与应用机械工程是一个广泛而重要的领域,它涉及到许多不同类型的机械设备和系统的设计、制造和维护。
在机械制造中,使用适当的机械工程材料对于提高产品的质量和性能至关重要。
本文将探讨机械工程材料的种类和其在机械制造中的应用。
一、金属材料金属材料是机械工程中最常用的材料之一。
金属具有良好的强度、硬度和导热性能,使其非常适合机械零部件的制造。
常见的金属材料包括钢、铝、铜和铁等。
1. 钢:钢是机械制造中最常用的金属材料之一。
它具有优异的强度和韧性,可以用于制造各种零部件,如轴、齿轮和轮毂等。
钢的不同成分和处理方式可以产生不同的特性,如不锈钢、弹簧钢和合金钢等。
2. 铝:铝是一种轻质金属,具有良好的导热性和抗腐蚀性能。
它被广泛应用于航空、汽车和电子行业中,用于制造飞机结构、汽车车身和电子外壳等部件。
3. 铜:铜具有良好的导电性和导热性能,因此它常用于制造电气设备、线缆和管道等。
此外,铜还具有良好的抗腐蚀性能,使其在海洋工程和化学工业中广泛应用。
4. 铁:铁是一种常见的金属材料,在机械制造中被广泛使用。
它可以通过锻造、铸造和焊接等工艺进行加工,用于制造结构零件、轴承和齿轮等。
二、非金属材料除了金属材料外,机械工程中还广泛使用一些非金属材料,如塑料、复合材料和陶瓷等。
这些材料具有独特的性能,适用于特定的机械制造应用。
1. 塑料:塑料是一种轻质、耐腐蚀的材料,具有良好的绝缘性能。
它在机械制造中常用于制造塑料零件、密封件和绝缘材料等。
常见的塑料材料有聚乙烯、聚丙烯和聚氯乙烯等。
2. 复合材料:复合材料是由两种或更多种材料组合而成的材料。
它通常由纤维增强材料和基体材料组成,例如碳纤维增强塑料和玻璃纤维增强复合材料。
复合材料具有优异的强度和轻质化特性,在航空航天、汽车和体育器材等领域得到广泛应用。
3. 陶瓷:陶瓷是一种硬、脆且耐高温的材料。
它具有优异的耐磨性和耐腐蚀性能,被广泛应用于制造刀具、轴承和瓷器等产品。
齿轮传动-机械设计手册

缺点:
1. 对制造、安装精度要求高,需用专用加工机床、刀具 和检验工具,成本高。
2. 不宜用于远距离传动。
三. 齿轮传动的分类
平行轴传动
齿轮传动
相交轴传动
外啮合 直齿轮 内啮合
2.闭式齿轮传动
齿轮封闭在刚性的箱体内,润滑良好,装配精确 ,多用于高速传动(减速器、变速箱)。
3.半开式传动
(二)按齿面硬度分:
1. 软轮齿面齿(齿面硬度≤350HBS)
2. 硬齿面齿轮(齿面硬度>350HBS )
§11-1 齿轮传动的失效形式及设计准则 一. 齿轮传动的失效形式
齿轮传动的失效主要发生在轮齿。
1) H
H
2)提高齿面硬度;
3)使用粘度大的润滑油。
4. 齿面胶合
齿面胶合是高速、重载、润滑 不良的闭式传动齿轮的主要失效形 式。胶合使齿面破坏,加大振动和 噪声。
瞬时高温使齿面发生粘着,随着相对运动,齿面上的金 属纤维被撕落。胶合多发生在相对滑动速度较大的齿顶和齿 根部。
预防措施: 1)减小模数m, 降低齿高h; 2) 提高齿面硬度; 3)采用极压润滑油; 4)采用变位齿轮,减小齿面滑动速度。
1. 轮齿折断 断齿形式
过载折断 疲劳折断
预防措施:1) b
b
2)减小应力集中,使齿根圆角r≥0.4mm ;
3)降低齿面粗糙度;
4)加大模数
5)通过热处理提高齿芯的韧性;
6)对齿根进行强化处理。
2. 齿面磨损
磨损类型
磨粒磨损、振动和噪声,使齿厚减 薄,发生断齿。
45钢齿轮材料调质处理接触疲劳极限应力值
45钢是一种常用的工程材料,具有优良的机械性能和疲劳极限应力值。
在工程实践中,为了提高45钢齿轮的疲劳寿命和耐久性,通常需要对其进行调质处理。
本文将就45钢齿轮材料的调质处理及其对接触疲劳极限应力值的影响进行深入探讨。
1. 45钢齿轮材料调质处理45钢是一种优质碳素结构钢,具有良好的强度、韧性和耐磨性,适用于制造高强度和高耐磨性要求的齿轮零件。
调质处理是指在适当的温度范围内对45钢进行加热处理,然后以适当速度冷却,以达到改善45钢的组织结构和性能的目的。
调质处理可以明显提高45钢的硬度和强度,同时保持较好的韧性,使其在使用过程中具有较高的抗疲劳性能和耐磨性。
2. 调质处理对接触疲劳极限应力值的影响接触疲劳极限应力值是指在齿轮接触表面上产生的应力达到一定数值时,齿轮材料开始出现微裂纹并最终导致疲劳断裂的应力值。
45钢经过调质处理后,其组织结构更加致密,晶粒细化,内部应力得以释放,从而提高了45钢的抗疲劳性能和耐磨性。
调质处理还可以提高45钢的硬度和强度,减少材料表面的微观缺陷和裂纹敏感性,有效提高了齿轮的接触疲劳极限应力值,延长了齿轮的使用寿命。
3. 作为写手的个人观点和理解在工程设计和生产中,45钢齿轮材料的调质处理对提高齿轮的疲劳寿命和耐磨性具有重要意义。
通过合理的调质处理工艺,可以有效改善45钢的性能,提高齿轮的接触疲劳极限应力值,从而降低齿轮的疲劳断裂风险,延长其使用寿命。
在实际生产中,需要充分重视调质处理工艺对45钢齿轮材料性能的影响,确保齿轮的质量和可靠性。
总结回顾:通过本文的研究分析可以得出结论,45钢齿轮材料的调质处理能够显著改善其性能,提高齿轮的抗疲劳性能和耐磨性。
调质处理不仅可以提高45钢的硬度和强度,还可以改善其组织结构,减少内部应力和缺陷,从而提高齿轮的接触疲劳极限应力值,延长其使用寿命。
在工程实践中,要注重对45钢齿轮材料的调质处理工艺进行优化,以确保齿轮具有良好的使用性能和可靠的工作效果。
齿轮常用材料及其力学性能表格
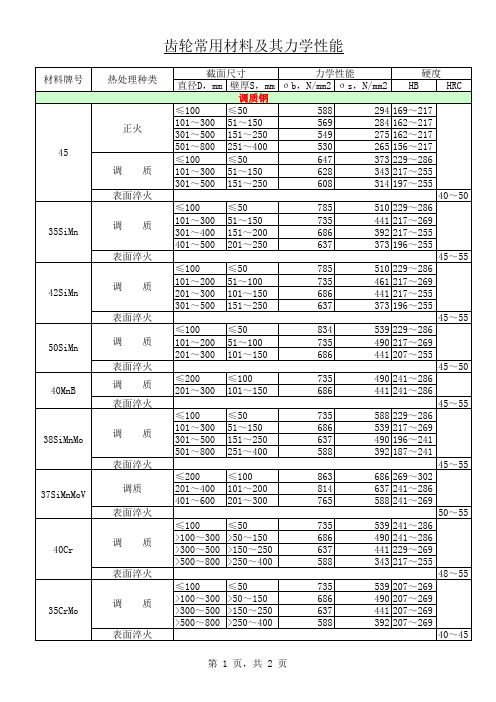
材料牌号 热处理种类 截面尺寸 力学性能 直径D,mm 壁厚S,mm σb,N/mm2 σs,N/mm2 调质钢 ≤100 ≤50 588 294 101~300 51~150 569 284 301~500 151~250 549 275 501~800 251~400 530 265 ≤100 ≤50 647 373 101~300 51~150 628 343 301~500 151~250 608 314 ≤100 101~300 301~400 401~500 ≤100 101~200 201~300 301~500 ≤100 101~200 201~300 ≤200 201~300 ≤100 101~300 301~500 501~800 ≤200 201~400 401~600 ≤100 >100~300 >300~500 >500~800 ≤100 >100~300 >300~500 >500~800 ≤50 51~150 151~200 201~250 ≤50 51~100 101~150 151~250 ≤50 51~100 101~150 ≤100 101~150 ≤50 51~150 151~250 251~400 ≤100 101~200 201~300 ≤50 >50~150 >150~250 >250~400 ≤50 >50~150 >150~250 >250~400 785 735 686 637 785 735 686 637 834 735 686 735 686 735 686 637 588 863 814 765 735 686 637 588 735 686 637 588 510 441 392 373 510 461 441 373 硬度 HB 169~217 162~217 162~217 156~217 229~286 217~255 197~255 40~50 229~286 217~269 217~255 196~255 45~55 229~286 217~269 217~255 196~255 45~55 539 229~286 490 217~269 441 207~255 45~50 490 241~286 441 241~286 45~55 588 539 490 392 229~286 217~269 196~241 187~241 45~55 686 269~302 637 241~286 588 241~269 50~55 539 490 441 343 539 490 441 392 241~286 241~286 229~269 217~255 48~55 207~269 207~269 207~269 207~269 40~45 第 1 页,共 2 页 HRC
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速、中载而冲击较小的齿轮
500
241~286HBS 低中速、中载的重要齿轮
48~55HRC (齿面)
高速、中载、无剧烈冲击的齿轮
550
217~269HBS 低中速、中载的重要齿轮
45~55HRC (齿面)
高速、中载、无剧烈冲击的齿轮
56~62HRC
400
(齿面)
56~62HRC
850
(齿面)
高速、中载、并承受冲击的重要齿轮
HT350
350
QT500-5
500
QT600-2
正火
600
QT700-2
700
布基酚醛层压板
100
MC 尼龙
90
179~269HBS
320
170~230HBS
370
190~270HBS 低中速、轻载、有冲击的齿轮
420
225~305HBS
30~50HBS 21HBS
高速、轻载、要求声响小的齿轮
.
注:1. 我国已成功地研制出许多低合金高强度的合金,在使用时应注意选用。40MnB、 40MnVB 可替代 40Cr;20Mn2B、20MnVB 可替代 20Cr、20CrMnTi。
材料牌号
45
40Cr
38SiMnMo 20Cr
20CrMnTi 16MnCr5 17CrNiMo6 38CrMoAlA ZG310-570 ZG340-640
HT250
热处理 方法
正火 调质 调质表面淬火 调质 调质表面淬火 调质 调质表面淬火 渗碳淬火 渗碳淬火 渗碳淬火 渗碳淬火 调质渗氮
正火
齿轮常用材料的机械性能和应用范围
强度极限
σB(MPa)
580 640
700
700
650 1100 780~1080 1080~1320 1000
机械性能
屈服极限
σS(MPa)
硬度 HBS、HRC 或 HV
应用范围
290
162~217HBS 低中速、中载的非重要齿轮
350
217~255HBS 低中速、中载的重要齿轮
40~50HRC (齿面)
2.表中的速度界限是:当齿轮的圆周速度 υ<3m/s 时称为低速;υ<6m/s 时称为低中速;υ=3~15m/s 时,称为中速; υ>15m/s 时称为高速。
54~62HRC
590
(齿载荷平稳、和润滑良好的
850
>HV850
传动
570
310
163~197HBS
低中速、中载的大直径齿轮
640
340
179~207HBS
250
170~240HBS
HT300
人工时效
300
187~255HBS 低中速、轻载、冲击较小的齿轮