加工中心G代码命令
G代码一览表

G代码一览表G 代码是数控编程中用于控制机床运动和功能的指令代码。
在数控机床的加工过程中,正确理解和运用 G 代码至关重要。
下面为您详细列出常见的 G 代码及其功能。
G00:快速定位这个代码用于将刀具快速移动到指定的位置,其移动速度是机床设定的最快速度,通常不进行切削加工。
G01:直线插补它能让刀具沿着直线轨迹进行切削加工,需要指定移动的终点坐标和进给速度。
G02:顺时针圆弧插补用于指定顺时针方向的圆弧加工路径,需要给定圆弧的终点坐标、圆心坐标或者半径,以及切削进给速度。
G03:逆时针圆弧插补与 G02 相反,用于逆时针方向的圆弧加工。
G04:暂停在程序执行过程中,使用 G04 可以让刀具在指定的时间内暂停动作,常用于给加工留出足够的时间,如让切削液充分冷却工件等。
G17、G18、G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
这决定了后续圆弧插补等指令所参考的平面。
G20、G21:单位设定G20 设定单位为英寸,G21 设定单位为毫米。
G28:返回参考点使刀具自动返回机床设定的参考点。
G30:返回第二、第三和第四参考点除了常见的第一参考点,机床还可以设定多个参考点,通过 G30 指令可以返回指定的参考点。
G40、G41、G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
在进行轮廓加工时,根据刀具与工件的相对位置选择合适的补偿方式,以确保加工精度。
G43、G44、G49:刀具长度补偿G43 为正补偿,G44 为负补偿,G49 取消刀具长度补偿。
用于补偿刀具长度的差异,确保加工深度的准确性。
G50:坐标系设定可以设定工件坐标系的坐标原点和坐标轴的最大值、最小值。
G54 G59:工件坐标系选择预先设定多个工件坐标系,通过这些代码可以快速切换使用。
G70:精车循环用于进行精加工。
G71:外圆粗车循环适用于外圆的粗加工。
G72:端面粗车循环针对端面进行粗加工。
加工中心g代码大全
加工中心g代码大全加工中心G代码大全。
加工中心是一种多功能的数控机床,广泛应用于零部件的加工和制造。
G代码是数控加工中心的一种控制语言,用于指挥机床进行各种加工操作。
本文将介绍加工中心G代码的基本知识和常用指令,帮助读者更好地理解和应用G代码。
1. G代码概述。
G代码是数控加工中心中最基本的指令集,用于控制机床进行各种加工操作,如切削、定位、进给、退刀等。
G代码由字母G和后面的数字组成,代表不同的加工功能和操作指令。
在编程时,需要根据加工要求选择合适的G代码指令,以实现所需的加工操作。
2. 常用G代码指令。
2.1 G00,快速移动。
G00指令用于控制机床在空转状态下快速移动到指定位置,适用于加工中心的快速定位和刀具换位操作。
2.2 G01,线性插补。
G01指令用于控制机床进行直线插补运动,实现直线加工操作。
在G01指令中需要指定加工路径的起点和终点坐标,以及加工速度和进给速度等参数。
2.3 G02/G03,圆弧插补。
G02和G03指令用于控制机床进行圆弧插补运动,实现圆弧加工操作。
在G02和G03指令中需要指定圆弧的起点、终点、圆心坐标,以及加工速度和进给速度等参数。
2.4 G17/G18/G19,选择平面。
G17、G18和G19指令用于选择加工中心的加工平面,分别表示XY平面、XZ平面和YZ平面。
在编程时需要根据实际加工要求选择合适的加工平面。
2.5 G20/G21,英制/公制。
G20和G21指令用于选择加工中心的加工单位,分别表示英制和公制。
在编程时需要根据实际加工要求选择合适的加工单位。
3. G代码编程示例。
下面是一个简单的G代码编程示例,用于控制加工中心进行直线加工操作:N10 G00 X0 Y0 Z0 ; 快速移动到起始位置。
N20 G01 X100 Y100 Z50 F100 ; 在XY平面上进行直线插补加工。
N30 G00 Z100 ; 刀具快速退刀。
N40 M30 ; 程序结束。
加工中心常用的G代码和M指令

加工中心常用的G代码和M指令在数控机床的加工过程中,G代码和M指令是非常重要的控制命令。
G代码用于控制加工中心的运动,而M指令则用于控制辅助设备的启停及其他功能。
本文将介绍加工中心常用的G代码和M指令,以便更好地理解和运用。
一、G代码的使用G代码是加工中心中常用的运动控制命令,通过G代码的设定,可以实现加工中心在不同的工艺过程中的精确控制和定位。
1. G00:快速定位G00是一种快速移动命令,用于在工件之间进行快速定位。
当需要迅速将刀具移动到下一个加工点时,可以使用G00命令。
例如,G00X100 Y100可以将刀具移动到坐标(100,100)的位置。
2. G01:直线插补G01是直线插补命令,用于进行直线加工。
通过指定G01 X100Y100,可以使刀具以直线运动到(100,100)的位置进行加工。
3. G02和G03:圆弧插补G02用于顺时针圆弧插补,G03用于逆时针圆弧插补。
当需要进行圆弧加工时,可以使用G02和G03命令。
例如,G02 X100 Y100 R50可以使刀具顺时针运动,绘制以(100,100)为圆心,半径为50的圆弧。
4. G17、G18和G19:平面选择G17、G18和G19用于选择加工的平面。
G17用于选择XY平面,G18用于选择XZ平面,G19用于选择YZ平面。
根据不同的加工需要,选择适当的平面进行加工。
二、M指令的使用M指令是加工中心中常用的辅助设备控制命令,通过M指令的设定,可以控制辅助设备的启停、冷却等功能。
1. M03和M04:主轴启动和停止M03用于启动主轴,M04用于停止主轴。
通过M03和M04命令的设定,可以控制主轴的正常运转和停止。
2. M05:主轴停止M05用于停止主轴的旋转,即切断主轴电源。
当加工完成或需要暂停时,可以使用M05命令停止主轴的运转。
3. M08和M09:冷却开启和关闭M08用于开启冷却系统,M09用于关闭冷却系统。
在加工过程中,通过M08和M09命令的设定,可以控制冷却系统的运行和停止。
加工中心指令G代码全集

加工中心指令G代码全集:G00 定位(快速进给) B *G01 直线插补(切削进给) B *G02 圆弧插补/螺旋线(CW) BG03 圆弧插补/螺旋线(CCW) BG04 暂停 BG05.1 预读(预先读出多个程序段BG07.1 圆柱插补 OG08 预读控制 BG09 准确停止 BG10 加工程序参数输入 BG11 加工程序参数输入删除 BG15 取消极坐标指令 BG16 极坐标指令 BG17 X&Y平面选择 B *G18 Z&X平面选择 BG19 Y&Z平面选择 BG20 英寸输入 BG21 毫米输入 BG22 存储行程检查 OG23 存储行程检查删除 OG27 返回参考点检测 BG28 返回参考点 B G59 工件坐标系6选择B G60 单方向定位 BG61 准确定位方式B G62 自动拐角倍率 BG63 攻丝方式 O G64 切削方式 O *G65 宏程序调用 B G66 宏程序模式调用 BG67 宏程序模式调用取消 BG68 坐标系旋转 BG69 取消坐标系旋转 BG73 步进深孔钻循环 BG74 轮廓攻丝循环 BG76 精镗孔 BG80 固定循环取消 B *G81 钻孔或钻定位孔循环 BG82 钻孔或镗孔循环 BG83 深孔钻循环 BG84 攻牙循环 BG85 镗孔循环 BG86 镗孔循环 BG87 反镗削循环 BG88 镗孔循环 BG89 镗孔循环 BG90 绝对坐标输入 B *G29 从参考点返回 BG30 返回第2.3.4参考点 BG31 跳跃功能 OG33 螺旋切削 OG37 自动刀具长度测量 OG39 拐角偏置圆弧插补 BG40 刀具径补偿取消 B *G41 刀具左侧补偿 BG42 刀具右侧补偿 BG40.1 法线方向控制取消 OG41.1 法线方向控制左侧打开 O G42.1 法线方向控制右侧打开 O G43 +方向刀具长度补偿 BG44 -方向刀具长度补偿 BG49 刀具长度补偿取消 B *G50 取消比例缩放 BG51 比例缩放 BG50.1 G指令镜像功能删除 BG51.1 G指令镜像功能 BG52 局部坐标设定 BG53 机床坐标选择 BG54 工件坐标系1选择 B *G54.1 附加工件坐标系选择 BG91 增量输入 B *G92 坐标系设定 BG92.1 预置工件坐标 OG94 每分进给 BG95 每转进给 OG96 恒端面切削速度控制 OG97 取消恒端面切削速度控制 O G98 返回初始平面 BG99 返回R点平面 B加工中心指令M代码集:M00 程序停M01 选择停止M02 程序结束(复位)M03 主轴正转 (CW)M04 主轴反转 (CCW)M05 主轴停M06 换刀M08 切削液开M09 切削液关M16 刀具入刀座M28 刀座返回原点M30 程序结束(复位) 并回到开头M48 主轴过载取消不起作用G55 工件坐标系2选择 B G56 工件坐标系3选择 B G57 工件坐标系4选择 B G58 工件坐标系5选择 B M49 主轴过载取消起作用M60 APC 循环开始M80 分度台正转(CW)M81 分度台反转 (CCW) M98 子程序调用M99 子程序结束。
CNC加工中心程序代码大全

CNC加工中心程序代码大全在现代制造业中,CNC 加工中心凭借其高精度、高效率和高自动化程度,成为了生产加工中的重要设备。
而要让 CNC 加工中心按照我们的意愿精确地进行加工操作,就离不开程序代码的编写。
下面就为大家详细介绍一下常见的 CNC 加工中心程序代码。
一、准备功能代码(G 代码)G 代码是 CNC 编程中最常用的代码之一,用于指定机床的运动方式和加工操作。
以下是一些常见的 G 代码:1、 G00:快速定位指令机床以最快的速度移动到指定的位置,不进行切削加工。
2、 G01:直线插补使刀具沿着直线轨迹进行切削运动,需要指定终点坐标和进给速度。
3、 G02/G03:圆弧插补G02 用于顺时针圆弧插补,G03 用于逆时针圆弧插补。
需要指定圆弧的终点坐标、圆心坐标(或半径)以及进给速度。
4、 G04:暂停使机床在指定的时间内暂停动作,常用于钻孔时的排屑。
5、 G17/G18/G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
6、 G20/G21:单位选择G20 选择英制单位,G21 选择公制单位。
7、 G28:返回参考点使机床各坐标轴快速返回机床参考点。
8、 G40/G41/G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
用于在轮廓加工中自动补偿刀具半径。
二、辅助功能代码(M 代码)M 代码主要用于控制机床的辅助动作,如主轴的启停、冷却液的开关等。
1、 M03:主轴正转启动主轴以顺时针方向旋转。
2、 M04:主轴反转启动主轴以逆时针方向旋转。
3、 M05:主轴停止停止主轴旋转。
4、 M08:冷却液开打开冷却液。
5、 M09:冷却液关关闭冷却液。
6、 M30:程序结束并返回表示程序结束,机床复位并返回程序开头。
三、进给功能代码(F 代码)F 代码用于指定切削进给速度,单位通常为 mm/min 或 mm/r(每分钟进给量或每转进给量)。
加工中心G代码

1 加工中心G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令在现代制造业中,加工中心凭借其高精度、高效率和多功能性,成为了金属加工领域的重要设备。
而要充分发挥加工中心的性能,熟练掌握其常用的 G 代码和 M 指令是至关重要的。
G 代码是准备功能指令,用于控制机床的运动方式和轨迹。
下面我们来详细了解一些常见的 G 代码。
G00 快速定位指令,它能使刀具以最快的速度移动到指定的位置,常用于刀具的快速接近或远离工件。
比如说,在加工前,刀具需要快速移动到初始位置,就可以使用 G00 指令。
G01 直线插补指令,用于让刀具沿着直线轨迹移动。
通过指定终点坐标和进给速度,刀具就能精确地在两点之间进行直线切削。
G02 和 G03 分别是顺时针圆弧插补和逆时针圆弧插补指令。
在加工圆弧轮廓时,我们需要使用这两个指令,并给定圆弧的圆心坐标、半径以及进给速度等参数。
G04 是暂停指令,它可以让刀具在指定的时间内停止运动。
这在某些需要短暂停留以保证加工质量的工序中非常有用。
G17、G18、G19 分别用于选择 XY 平面、XZ 平面和 YZ 平面。
在多轴加工中,正确选择加工平面是确保加工精度的关键之一。
G20 和 G21 则用于单位的选择,G20 选择英制单位,G21 选择公制单位。
G28 是返回参考点指令,它能让机床的各坐标轴快速返回机床原点。
G40、G41 和G42 分别是刀具半径补偿取消、左补偿和右补偿指令。
在进行轮廓加工时,通过合理设置刀具半径补偿,可以简化编程,提高加工精度。
G43 和 G44 是刀具长度补偿指令,用于补偿刀具长度的差异,确保加工深度的准确性。
M 指令是辅助功能指令,主要用于控制机床的各种辅助动作。
M00 程序暂停指令,当程序执行到 M00 时,机床的所有动作都会停止,直到按下启动按钮才继续执行程序。
M03 主轴正转指令,M04 主轴反转指令,而 M05 则用于主轴停止转动。
M08 冷却液开指令,M09 冷却液关指令。
在切削过程中,冷却液的适时开启和关闭可以有效地降低刀具和工件的温度,提高刀具寿命和加工质量。
加工中心G代码

○G819钻削循环,锪孔循环
G81.100Chopping
G81.524电子齿轮箱2个:同步开始
G81.834电子齿轮箱:同步开始
○G8209钻削循环或镗孔循环
○G83深孔钻削循环
○G84攻丝循环
○G84.2刚性攻丝循环(FS15格式化)
○G84.3反刚性攻丝循环(FS15格式化)
G10.6刀具退避,复位
G10.9可编程直径/半径指定切换功能
G11可编程数据输入模式取消
G12.121极坐标插补模式
G13.1极坐标插补模式取消
G1517极坐标命令取消
G16极坐标命令
G1702XpYp平面选择
G18ZpXp平面选择
G19YpZp平面选择
G20(G70)06英制输入
G41.1法线方向控制左侧开
G42.1法线方向控制右侧开
G4308刀具长补偿:+
G44刀具长补偿:-
G43.1刀具轴方向刀具长补偿
G43.4刀具中心控制(type1)
G43.5刀具中心控制(type2)
G4500刀具位置偏移伸长
G46刀具位置偏移缩小
G47刀具位置偏移2倍伸长
G48刀具位置偏移2倍缩小
○G49(G49.1)08刀具长补偿取消
G5011缩放取消
G51缩放
○G50.122可编程镜像取消
○G51.1可编程镜像
G50.231多边形加工取消
G51.2多边形加工
○G5200本地坐标系设定
○G53机械坐标系设定
○G53.1刀具轴方向控制
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令加工中心是一种高精度、高效率的数控机床,广泛应用于航空、汽车、电子、机械等行业。
在加工中心的加工过程中,需要使用G代码和M指令控制加工过程,下面是常用的G代码和M指令:一、G代码1. G00 快速定位:该指令用于快速移动工件到目标位置,速度最大,但精度较低。
2. G01 直线插补:该指令用于沿直线路径进行加工,速度较快,精度较高。
3. G02/G03 圆弧插补:该指令用于沿圆弧路径进行加工,G02表示顺时针方向,G03表示逆时针方向。
4. G04 停顿:该指令用于暂停加工,等待一段时间后再继续加工。
5. G17/G18/G19 选择平面:G17表示选择XY平面,G18表示选择XZ平面,G19表示选择YZ平面。
6. G20/G21 选择单位:G20表示选择英寸单位,G21表示选择毫米单位。
7. G28/G29/G30/G31 定位:G28表示回到机床原点,G29表示回到工件原点,G30表示回到第二工件原点,G31表示回到第三工件原点。
8. G40/G41/G42 切削半径补偿:G40表示取消切削半径补偿,G41表示左侧切削半径补偿,G42表示右侧切削半径补偿。
9. G54/G55/G56/G57/G58/G59 工件坐标系:G54表示选择第一工件坐标系,G55表示选择第二工件坐标系,G56表示选择第三工件坐标系,G57表示选择第四工件坐标系,G58表示选择第五工件坐标系,G59表示选择第六工件坐标系。
10. G80 取消模态:该指令用于取消所有模态指令。
二、M指令1. M00 程序停止:该指令用于停止程序,等待操作员确认后再继续加工。
2. M01 可选停止:该指令用于在加工过程中进行可选停止,等待操作员确认后再继续加工。
3. M02/M30 程序结束:M02表示程序结束,M30表示程序结束并回到机床原点。
4. M03/M04/M05 主轴控制:M03表示主轴正转,M04表示主轴反转,M05表示主轴停止。
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令在现代机械加工领域,加工中心凭借其高精度、高效率和高自动化程度,成为了生产制造中的重要设备。
而要让加工中心按照我们的意愿精确地完成各种加工任务,就离不开对 G 代码和 M 指令的熟练运用。
G 代码是准备功能指令,用于控制机床的运动方式和轨迹。
下面我们来详细了解一些常见的 G 代码。
G00 快速定位指令,它能让刀具以最快的速度移动到指定的位置。
比如,从一个加工点快速移动到另一个加工点,节省非切削时间。
G01 直线插补指令,用于让刀具沿着直线轨迹进行切削运动。
通过指定终点坐标,机床就能控制刀具沿着直线进行精确的切削。
G02 和 G03 分别是顺时针圆弧插补和逆时针圆弧插补指令。
在加工圆弧轮廓时,我们需要使用这两个指令,并给定圆弧的圆心坐标、半径等参数,机床就能按照要求加工出圆弧。
G04 是暂停指令,在加工过程中,有时需要让刀具在某个位置短暂停留,以达到特定的加工效果,这时候就用到 G04 指令。
G17、G18、G19 分别用于选择不同的平面,G17 是选择 XY 平面,G18 是选择 XZ 平面,G19 是选择 YZ 平面。
根据加工零件的形状和要求,选择合适的平面可以更方便地编程和加工。
G20 和 G21 分别用于设定编程时的单位为英寸和毫米。
在实际编程中,一定要根据图纸的要求选择正确的单位,否则会导致加工尺寸的错误。
G28 是返回参考点指令,它能让机床的各坐标轴快速返回机床设定的参考点位置,为下一次加工做好准备。
G40、G41、G42 分别是刀具半径补偿取消、左补偿和右补偿指令。
在加工带有轮廓的零件时,通过合理使用刀具半径补偿,可以简化编程,提高加工精度。
M 指令是辅助功能指令,主要用于控制机床的各种辅助动作。
M00 是程序暂停指令,当程序执行到 M00 时,机床会停止运行,直到按下启动按钮,程序才继续执行。
M03 和 M04 分别用于控制主轴正转和反转。
在进行切削加工时,需要根据工艺要求正确选择主轴的旋转方向。
加工中心G代码命令
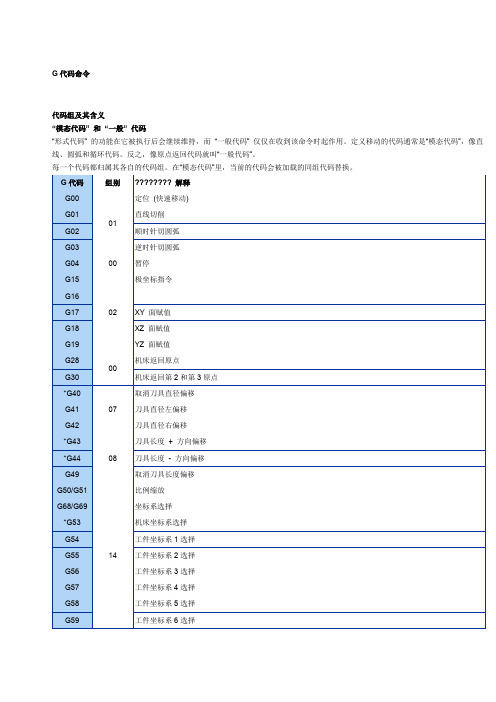
G代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
代码解释G00? 定位1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Y100 Z65G01? 直线切削进程1. 格式G01 X_ Y_ Z_F_这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。
对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。
位移速率是由命令中指定的轴的速率的复合速率。
2. 举例G01 G90 X50. F100;或G01 G91 X30. F100;G01 G90 X50. Y30. F100;或G01 G91 X30. Y15. Z0 F100;G01 G90 X50. Y30. Z15. F100;G02/G03G17/G18/G19? 圆弧切削(G02/G03, G17/G18/G19)1. 格式圆弧在XY 面上G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G17 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在XZ 面上G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_;或G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或G18 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在YZ 面上G19 G02 ( G03 ) G90 ( G91 ) Y_ Z_ F_;或G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或G19 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧所在的平面用G17, G18 和G19命令来指定。
加工中心常用的G代码和M指令

加工中心常用的G代码和M指令在加工中心的操作中,G 代码和 M 指令是控制机床运动和辅助功能的关键指令。
理解并熟练运用这些指令对于实现精确、高效的加工至关重要。
接下来,让我们详细了解一下加工中心常用的 G 代码和 M 指令。
G 代码主要用于控制机床的运动轨迹、坐标系统和插补方式等。
以下是一些常见的 G 代码:G00 快速定位指令:使刀具以最快的速度移动到指定的位置,不进行切削加工。
常用于快速接近工件或在加工过程中快速移动刀具到安全位置。
G01 直线插补指令:刀具沿着直线从当前位置移动到指定的目标位置,同时进行切削加工。
在编程时,需要指定移动的终点坐标以及进给速度。
G02 和 G03 圆弧插补指令:用于在平面内绘制圆弧。
G02 表示顺时针圆弧插补,G03 表示逆时针圆弧插补。
编程时,需要指定圆弧的起点、终点、圆心坐标或半径以及进给速度。
G04 暂停指令:让刀具在指定的时间内停止运动,常用于在加工过程中进行短暂的停留,以保证加工质量或进行特殊的工艺处理。
G17、G18、G19 平面选择指令:分别指定在 XY 平面、XZ 平面和YZ 平面进行加工。
G20 和 G21 单位选择指令:G20 选择英制单位,G21 选择公制单位。
G28 回参考点指令:使刀具自动返回机床参考点,以确定机床坐标系的原点。
G40、G41、G42 刀具半径补偿指令:用于在加工中根据刀具半径自动调整刀具的运动轨迹,以保证加工尺寸的精度。
G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
G43、G44、G49 刀具长度补偿指令:用于补偿刀具长度的差异,确保加工深度的准确性。
G43 为正补偿,G44 为负补偿,G49 取消刀具长度补偿。
G54 G59 工件坐标系选择指令:可以预先设置多个工件坐标系,通过指令选择相应的坐标系进行加工,方便多工位或多零件的加工。
M 指令主要用于控制机床的辅助功能,如主轴的启停、冷却液的开关等。
以下是一些常见的 M 指令:M00 程序暂停:执行到该指令时,机床的所有动作停止,按下启动按钮后继续执行程序。
数控编程G代码大全

G代码功能G代码是数控程序中的指令。
一般都称为G指令。
代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G06------抛物线插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G10------数据设置G16------极坐标编程G17------加工XY平面G18------加工XZ平面G19------加工YZ平面G20------英制尺寸(法兰克系统)G21-----公制尺寸(法兰克系统)G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G34------增螺距螺纹切削G35------减螺距螺纹切削G40------刀具补偿/刀具偏置注销G41------刀具补偿——左G42------刀具补偿——右G43------刀具偏置——正G44------刀具偏置——负G45------刀具偏置+/+G46------刀具偏置+/-G47------刀具偏置-/-G48------刀具偏置-/+G49------刀具偏置0/+G50------刀具偏置0/-G51------刀具偏置+/0G52------刀具偏置-/0G53------直线偏移,注销G54------直线偏移xG55------直线偏移yG56------直线偏移zG57------直线偏移xyG58------直线偏移xzG59------直线偏移yzG60------准确路径方式(精)G61------准确路径方式(中)G62------准确路径方式(粗)G63------攻螺纹G68------刀具偏置,内角G69------刀具偏置,外角G70------英制尺寸寸(这个是西门子的,法兰克的是G21)G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------车螺纹复合循环G80------固定循环注销G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G93------时间倒数,进给率G94------进给率,每分钟进给G95------进给率,每转进给G96------恒线速度控制G97------取消恒线速度控制功能详解快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
加工中心G代码

CNC加工中心G代码:G00定位G01直线切削G02顺时针方向圆弧切削G03逆时针方向圆弧切削G04暂停指令G09正确停止检测G10补正设定G12顺时针方向圆周切削G13逆时针方向圆周切削G15极座标系统取消G16极座标系统设定G17XY平面设定G18XZ平面设定G19YZ平面设定G20英制单位设定G21公制单位设定G22软体极限设定G23软体极限设定取消G27机械原点复归检测G28自动经中间点复归机械原点G29自动从参考点复归G30自动复归到第二原点G40刀具半径补正取消G41刀具半径偏左补正G42刀具半径偏右补正G43刀具长度沿正向补正G44刀具长度沿负向补正G49刀具长度补正取消G45刀具位置补正增加G46刀具位置补正减少G47刀具位置补正两倍增加G48刀具位置补正两倍减少G50比例功能取消OFFG51比例功能设定ONG52回复到基本座标系统G53回复到机械座标系统G54第一工件座标系统G55第二工件座标系统G56第三工件座标系统G57第四工件座标系统G58第五工件座标系统G59第六工件座标系统G60 外部补正G70圆周等分段循环G71圆周分段循环G72直线分段循环G73高速喙钻循环G74左旋牙切削循环G76精搪孔循环G77反面搪孔循环G80固定循环取消G81钻孔循环G82沉头孔加工循环G83啄钻循环G84右旋牙切削循环G85搪孔循环G86搪孔循环G87搪孔循环G88搪孔循环G89搪孔循环G90绝对指令座标值设定G91增量指令座标值设定G92绝对程式零点设定G94每分钟进给量设定mm/minG95每转进给给设定mm/revG98固定循环,刀具复归到起始点G99固定循环,刀具复归到R点M04主轴逆时针旋转M05主轴停止M06刀具交换M07雾化冷却液开启M08冷却液开启M09冷却液关启M10工作台(B轴)锁住M11工作台(B轴)松开M13主轴顺时针转动及加切削液M14主轴逆时针转动及加切削液M15正方向运动M16负方向运动M19主轴定位M30程式结束记忆体回归M90程式中断取消M91程式中断设定M92多段暂存取消M93多段暂存设定M94镜像投影工能取消M95镜像投影工能设定M96刀具补正圆弧转角模式M97刀具补正交角转角模式M98副程式呼叫M99副程式结束代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给功能详解G00—快速定位格式:G00 X(U)__Z(W)__ 说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
加工中心g指令大全

我们在使用数控加工中心的过程中,最常见的数控代码有两种,一种是G代码,一种是M代码。
本文整理了常见的G代码的含义,不同厂商不同的数控系统可能稍有出入,在实际中以说明书为准。
加工中心指令G代码全集:G00 定位(快速进给) B *说明:该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工;所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动;不运动的坐标无须编程;G00可以写成G0。
G01 直线插补(切削进给) B *说明:该指令使刀具按照直线插补方式移动到指定位置。
移动速度是由F指令进给速度。
所有的坐标都可以联动运行;G01也可以写成G1。
G02 圆弧插补/ 螺旋线(CW) B说明:X、Z在G90时,圆弧终点坐标是相对编程零点的绝对坐标值。
在G91时,圆弧终点是相对圆弧起点的增量值。
无论G90,G91时,I和K为圆弧的圆心相对于起点的增量坐标。
I是X方向值、K是Z方向值。
圆心坐标在圆弧插补时不得省略,除非用其他格式编程;G02指令编程时,可以直接编过象限圆,整圆等;G02也可以写成G2。
顺圆插补,除了圆弧旋转方向相反外,格式与G02指令相同。
G03 圆弧插补/螺旋线(CCW) BG04 暂停 B说明:加工运动暂停,时间到后,继续加工。
暂停时间由F后面的数据指定。
单位是秒。
范围是0.01秒到300秒。
G05.1 预读(预先读出多个程序段B说明:X,Z为终点坐标值,IX,IZ为中间点坐标值。
其它与G02/G03相似。
G07.1 圆柱插补 OG08 预读控制 B说明:它们在程序段中独自占一行,在程序中运行到这一段时,进给速度将增加10%,如要增加20%则需要写成单独的两段。
G09 准确停止 BG10 加工程序参数输入 BG11 加工程序参数输入删除 BG15 取消极坐标指令 BG16 极坐标指令 BG17 X&Y平面选择 B *G18 Z&X平面选择 BG19 Y&Z平面选择 BG20 英寸输入 BG21 毫米输入 BG22 存储行程检查 OG23 存储行程检查删除 OG27 返回参考点检测 BG28 返回参考点 BG59 工件坐标系6选择 BG60 单方向定位 BG61 准确定位方式 BG62 自动拐角倍率 BG63 攻丝方式 OG64 切削方式 O *G65 宏程序调用 BG66 宏程序模式调用 BG67 宏程序模式调用取消 B G68 坐标系旋转 BG69 取消坐标系旋转 BG73 步进深孔钻循环 B G74 轮廓攻丝循环 BG76 精镗孔 BG80 固定循环取消 B *G81 钻孔或钻定位孔循环 B G82 钻孔或镗孔循环 BG83 深孔钻循环 BG84 攻牙循环 BG85 镗孔循环 BG86 镗孔循环 BG87 反镗削循环 BG88 镗孔循环 BG89 镗孔循环 BG90 绝对坐标输入 B *G29 从参考点返回 BG30 返回第2.3.4参考点 BG31 跳跃功能 OG33 螺旋切削 OG37 自动刀具长度测量 OG39 拐角偏置圆弧插补 BG40 刀具径补偿取消 B *G41 刀具左侧补偿 BG42 刀具右侧补偿 BG40.1 法线方向控制取消 OG41.1 法线方向控制左侧打开 O G42.1 法线方向控制右侧打开 O G43 +方向刀具长度补偿 BG44 -方向刀具长度补偿 BG49 刀具长度补偿取消 B *G50 取消比例缩放 BG51 比例缩放 BG50.1 G指令镜像功能删除 B G51.1 G指令镜像功能 BG52 局部坐标设定 BG53 机床坐标选择 BG54 工件坐标系1选择 B *G54.1 附加工件坐标系选择 B G91 增量输入 B *G92 坐标系设定 BG92.1 预置工件坐标 OG94 每分进给 BG95 每转进给 OG96 恒端面切削速度控制 OG97 取消恒端面切削速度控制 O G98 返回初始平面 BG99 返回R点平面 B。
加工中心G代码指令

选择机床坐标系
●G54
14
选择工件坐标系1
G54.1
选择附加工件坐标系
G55
选择机床坐标系2
G56
选择机床坐标系3
G57
选择机床坐标系4
G58
选择机床坐标系5
G59
选择机床坐标系6
G60
00/01
单方向定位
G61
15
准确停止方式
G62
自动拐角倍率
G63
攻丝方式
●G64
切削方式
G65
00
宏程序调用
间歇进刀表面磨削循环(用于磨床)
●G80
09
固定循环取消/外部操作功能取消
G81
钻孔循环、锪镗循环或外部操作功能
G82
钻孔循环或反镗循环
G83
排屑钻孔循环
G84
攻丝循环
G85
镗孔循环
G86
镗孔循环
G87
背镗循环
G88
镗孔循环
G89
镗孔循环
●G90
03
绝对值编程
●G91
增量值编程
G92
00
设定工件坐标系或最大主轴速度箝制
G6612ຫໍສະໝຸດ 宏程序模态调用●G67
宏程序模态调用取消
G68
16
坐标旋转/三维坐标转换
●G69
坐标旋转取消/三维坐标转换取消
G73
09
排屑钻孔循环
G74
左旋攻丝循环
G75
01
切入磨削循环(用于磨床)
G76
09
精镗循环
G77
01
切入直接固定尺寸磨削循环(用于磨床)
G78
数控加工中心g代码大全【汇总】
对于一台数控CNC机床来说,要让它动起来,完成一个零件的加工,编程是必不可少的一个步骤!而对于一个零件的加工好坏,则取决于其程序的好坏!因此,一段好的程序也是很重要的!我们在使用数控加工中心的过程中,最常见的数控代码有两种,一种是G代码,一种是M代码。
本文整理了常见的G代码和M代码的含义,不同厂商不同的数控系统可能稍有出入,在实际中以说明书为准。
G代码----功能--------------格式G00--------快速移动格式:G00X-----Y-----Z----格式:4.5.6.7.9.10.11.12.13.14.G29--------从参考点返回15.G40--------刀具半径补偿取消16.G41--------刀具半径左补偿17.G42--------刀具半径右补偿18.G43--------正向刀具长度补偿19.G44--------负向刀具长度补偿20.G49--------刀具长度补偿取消21.G50--------比例缩放取消22.G51--------比例缩放有效23.G54~G59选择工件坐标系1~~~624.G68--------坐标旋转25.G69--------坐标旋转取消26.G73--------高速深孔钻循环格式:G73X---Y---Z---R---Q---F---K--- 27.G74--------左旋攻丝循环格式:G74X---Y---Z---R---Q---F---K--- 28.G76--------精镗循环格式:G76X---Y---Z---R---Q---P---F---K--- 29.G80--------取消固定循环30.G81--------钻孔循环格式:G81X---Y---Z---R---F---31.G83--------排屑钻孔循环格式:G83X---Y---Z---R---Q---F---K--- 32.G84--------刚性攻丝循环格式:G84X---Y---Z---R---P---F---K--- 33.G90--------绝对值编程34.G91--------增量值编程35.G94--------每分钟进给36.G95--------每转进给37.G98--------固定循环返回到参考点38.G99--------固定循环返回到R点G代码:准备功能,控制机床动作(比如G00快速移动)M代码:辅助功能,辅助机床动作。
加工中心G代码

加工中心G代码:G00 01 定位(快速移动*G00 01 定位(快速移动)*G01 01 直线插补(进给速度)G02 01 顺时针圆弧插补G03 01 逆时针圆弧插补G04 00 暂停,精确停止G09 00 精确停止*G17 02 选择X Y平面G18 02 选择Z X平面G19 02 选择Y Z平面G27 00 返回并检查参考点G28 00 返回参考点G29 00 从参考点返回G30 00 返回第二参考点*G40 07 取消刀具半径补偿G41 07 左侧刀具半径补偿G42 07 右侧刀具半径补偿G43 08 刀具长度补偿+G44 08 刀具长度补偿-*G49 08 取消刀具长度补偿G52 00 设置局部坐标系G53 00 选择机床坐标系*G54 14 选用1号工件坐标系G55 14 选用2号工件坐标系G56 14 选用3号工件坐标系G57 14 选用4号工件坐标系G58 14 选用5号工件坐标系G59 14 选用6号工件坐标系G60 00 单一方向定位G61 15 精确停止方式*G64 15 切削方式G65 00 宏程序调用G66 12 模态宏程序调用*G67 12 模态宏程序调用取消G73 09 深孔钻削固定循环G74 09 反螺纹攻丝固定循环G76 09 精镗固定循环*G80 09 取消固定循环G81 09 钻削固定循环G82 09 钻削固定循环G83 09 深孔钻削固定循环G84 09 攻丝固定循环G85 09 镗削固定循环G86 09 镗削固定循环G87 09 反镗固定循环G88 09 镗削固定循环G89 09 镗削固定循环*G90 03 绝对值指令方式*G91 03 增量值指令方式G92 00 工件零点设定*G98 10 固定循环返回初始点G99 10 固定循环返回R点M代码功能M00 程序停止M01 条件程序停止M02 程序结束M03 主轴正转M04 主轴反转M05 主轴停止M06 刀具交换M08 冷却开M09 冷却关M18 主轴定向解除M19 主轴定向M29 刚性攻丝M30 程序结束并返回程序头M98 调用子程序M99 子程序结束返回/重复执行程序。
加工中心G代码

1 加工中心G代码代码名称-功能简述G00------快速定位G01------直线插补G02------顺时针方向圆弧插补G03------逆时针方向圆弧插补G04------定时暂停G05------通过中间点圆弧插补G07------Z 样条曲线插补G08------进给加速G09------进给减速G20------子程序调用G22------半径尺寸编程方式G220-----系统操作界面上使用G23------直径尺寸编程方式G230-----系统操作界面上使用G24------子程序结束G25------跳转加工G26------循环加工G30------倍率注销G31------倍率定义G32------等螺距螺纹切削,英制G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销G54------设定工件坐标系一G55------设定工件坐标系二G56------设定工件坐标系三G57------设定工件坐标系四G58------设定工件坐标系五G59------设定工件坐标系六G60------准确路径方式G64------连续路径方式G70------英制尺寸寸G71------公制尺寸毫米G74------回参考点(机床零点)G75------返回编程坐标零点G76------返回编程坐标起始点G81------外圆固定循环G331-----螺纹固定循环G90------绝对尺寸G91------相对尺寸G92------预制坐标G94------进给率,每分钟进给G95------进给率,每转进给G00—快速定位格式:G00 X(U)__Z(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
移动过程中不得对工件进行加工。
(2)所有编程轴同时以参数所定义的速度移动,当某轴走完编程值便停止,而其他轴继续运动,(3)不运动的坐标无须编程。
(4)G00可以写成G0例:G00 X75 Z200G0 U-25 W-100先是X和Z同时走25快速到A点,接着Z向再走75快速到B点。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
G代码命令代码组及其含义“模态代码” 和“一般” 代码“形式代码” 的功能在它被执行后会继续维持,而“一般代码” 仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
代码解释G00? 定位1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Y100 Z65G01? 直线切削进程1. 格式G01 X_ Y_ Z_F_这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。
对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。
位移速率是由命令中指定的轴的速率的复合速率。
2. 举例G01 G90 X50. F100;或G01 G91 X30. F100;G01 G90 X50. Y30. F100;或G01 G91 X30. Y15. Z0 F100;G01 G90 X50. Y30. Z15. F100;G02/G03G17/G18/G19? 圆弧切削(G02/G03, G17/G18/G19)1. 格式圆弧在XY 面上G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G17 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在XZ 面上G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_;或G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或G18 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在YZ 面上G19 G02 ( G03 ) G90 ( G91 ) Y_ Z_ F_;或G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或G19 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧所在的平面用G17, G18 和G19命令来指定。
但是,只要已经在先前的程序块里定义了这些命令,也能够省略。
圆弧的回转方向像下图表示那样,由G02/G03来指定。
在圆弧回转方向指定后,指派切削终点坐标。
G90 是指定在绝对坐标方式下使用此命令;而G91 是在指定在增量坐标方式下使用此命令。
另外,如果G90/G91已经在先前程序块里给出过,可以省略。
圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定( 例如,在XY平面里,G17用X, Y 坐标值) 。
终点坐标能够像G00 和G01 命令一样地设置。
圆弧中心的位置或者其半径应当在设定圆弧终点之后设置。
圆弧中心设置为从圆弧起点的相对距离,并且对应于X,Y 和Z 轴表示为I, J 和K。
圆弧起点坐标值减去圆弧中心对应的坐标值得到的结果对应分配给I、J、K。
2. 举例圆弧起点的X 坐标值------------ 30.圆弧中心的X 坐标值------------ 10.因此,“I” 就是20. (10 - 30 = 20)圆弧起点的Y 坐标值------------ 10.圆弧中心的Y 坐标值------------ 5.因此,“J” 就是5. (10 – 5 = 5)结果,这个情况下圆弧命令如下所列:G17 G03 G90 X5. Y25. I-20. J-5.;或者,G17 G03 G91 X-25. Y15. I-20. J-5.;因为圆弧半径通常是已给了的,也能够用圆弧半径给命令赋值。
在已给的例子里,圆弧半径是20.616。
因此,该命令能够如下表示:G17 G03 G90 X5. Y25. R20.616.;或者,G17 G03 G91 X-25. Y15. R20.616;注意1) 把圆弧中心设置为“I”, “J” 和“K”时,必须设置为圆弧起点到圆弧中心的增量值(增量命令). 注意2) 命令里的“I0”, “J0” 和“K0” 可以省略。
偏移值指定要求。
G15/G16 极坐标指令G15/G16 极坐标指令坐标值可以用极坐标(半径和角度)输入。
角度的正向是所选平面的第1轴正向的逆时针转向,而负向是顺时针转向。
半径和角度两者可以用绝对值指令或增量值指令(G90,G91)用绝对值指令指定角度和半径N1 G17 G90 G16指定极坐标指令和选择XY平面,设定工件坐标系的零点作为极坐标系的原点。
N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0指定100mm的距离和30度的角度N3 Y150.0指定100mm的距离和150度的角度N4 Y270.0指定100mm的距离和270度的角度N5 G15 G80取消极坐标指令用增量值指令角度,用绝对值指令极径N1 G17 G90 G16指定极坐标之林和和选择XY平面,设定工件坐标系的零点作为极坐标的原点N2 G81 X100.0 Y30.0 Z-20.0 R-5.0 F200.0指定100mm的距离和30度的角度N3 G91 Y120.0指定100mm的距离和+120度的角度增量N4 Y120.0指定100mm的距离和+120度的角度增量N5 G15 G80取消极坐标指令G28/G30? 自动原点返回(G28, G30)1. 格式第一原点返回:G28 G90 ( G91 ) X_Y_Z_;第二、三和四原点返回:G30 G90? ( G91 ) P2 ( P3, P4 )? X_Y_Z_;#P2, P3, P4: 选择第二、第三和第四原点返回( 如果被省略,系统自动选择第二原点返回)由X, Y 和Z 设定的位置叫做中间点。
机床先移动到这个点,而后回归原点。
省略了中间点的轴不移动;只有在命令里指派了中间点的轴执行其原点返回命令。
在执行原点返回命令时,每一个轴是独立执行的,这就像快速移动命令(G00)一样;通常刀具路径不是直线。
因此,要求对每一个轴设置中间点,以免机床在原点返回时与工件碰撞等意外发生。
2. 举例G28 (G30) G90 X150. Y200.;或者,G28 (G30) G91 X100. Y150.;注意:在所给例子里,去中间点的移动就像下面的快速移动命令一样。
G00 G90 X150. Y200.;或者G00 G91 X100. Y150.;如果中介点与当前的刀具位置一致(例如,发出的命令是- G28 G91 X0 Y0 Z0;),机床就从其当前位置返回原点。
如果是在单程序块方式下运行,机床就会停在中间点;当中间点与当前位置一致,它也会暂时停在中间点(即,当前位置)。
G40/G41/G42? 刀具直径偏置功能(G40/G41/G42)1. 格式G41 X_ Y_;G42 X_ Y_;当处理工件(“A”) 时,就像下图所示,刀具路径(“B”) 是基本路径,与工件(“A”)的距离至少为该刀具直径的一半。
此处,路径“B”叫做由 A 经R 补偿的路径。
因此,刀具直径偏置功能自动地由编程给出的路径A以及由分开设置的刀具偏置值,计算出补偿了的路径B。
就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。
因此,在真正切削之前把刀具直径指派为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确的补偿了的路径。
在编程时用户只要插入偏置向量的方向(举例说,G41:左侧,G42:右侧)和偏置内存地址(例如,D2:在“D” 后面是从01 到32的两位数字)。
所以用户只要输入偏移内存号码D (根据MDI),只不过是由精确计算刀具直径得出的半径。
2. 偏置功能G40: 取消刀具直径偏置G41: 偏置在刀具行进方向的左侧G42: 偏置在刀具行进方向的右侧G43/G44/G49? 刀具长度偏置(G43/G44/G49)1. 格式G43 Z_ H_;G44 Z_ H_;G49 Z_;2. 偏置功能首先用一把铣刀作为基准刀,并且利用工件坐标系的Z 轴,把它定位在工件表面上,其位置设置为Z0。
(? 见G92:坐标系设置)请记住,如果程序所用的刀具较短,那么在加工时刀具不可能接触到工件,即便机床移动到位置Z0。
反之,如果刀具比基准刀具长,有可能引起与工件碰撞损坏机床。
为了防止出现这种情况,把每一把刀具与基准刀具的相对长度差输入到刀具偏置内存,并且在程序里让NC 机床执行刀具长度偏置功能。
G43: 把指定的刀具偏置值加到命令的Z 坐标值上。
G44: 把指定的刀具偏置值从命令的Z 坐标值上减去。
G49: 取消刀具偏置值。
在设置偏置的长度时,使用正/负号。
如果改变了(+/-) 符号,G43 和G44 在执行时会反向操作。
因此,该命令有各种不同的表达方式。
举例说:首先,遵循下列步骤度量刀具长度。
1.把工件放在工作台面上。
2.调整基准刀具轴线,使它接近工件表面上。
3.更换上要度量的刀具;把该刀具的前端调整到工件表面上。
4.此时Z 轴的相对坐标系的坐标作为刀具偏置值输入内存。
通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。
因此,在编程时仅有G43 命令允许您做刀具长度偏置。
3. 举例G00 ZO;G00 G43 Z0 H01;G00 G43 Z0 H03;或者G00 G44 Z0 H02;或者G00 G44 Z0 H02;G43, G44 或G49 命令一旦被发出,它们的功效会保持着,因为它们是“模态命令”。
因此,G43 或G44 命令在程序里紧跟在刀具更换之后一旦被发出;那么G49 命令可能在该刀具作业结束,更换刀具之前发出。
注意1) 在用G43 (G44) H 或者用G 49 命令的指派来省略Z 轴移动命令时,, 偏置操作就会像G00 G91 Z0 命令指派的那样执行。
也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。
注意2) 用户除了能够用G49 命令来取消刀具长度补偿,还能够用偏置号码H0 的设置(G43/G44 H0) 来获得同样效果。
注意3) 若在刀具长度补偿期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。
标系就被取消。
以上命令也能够用于取消局部坐标系。
注意(1)当用户执行手动原点返回时,局部坐标系执行原点返回的轴的原点与工件坐标系就等同了。