3503-J332立式圆筒形储罐组装质量检验记录
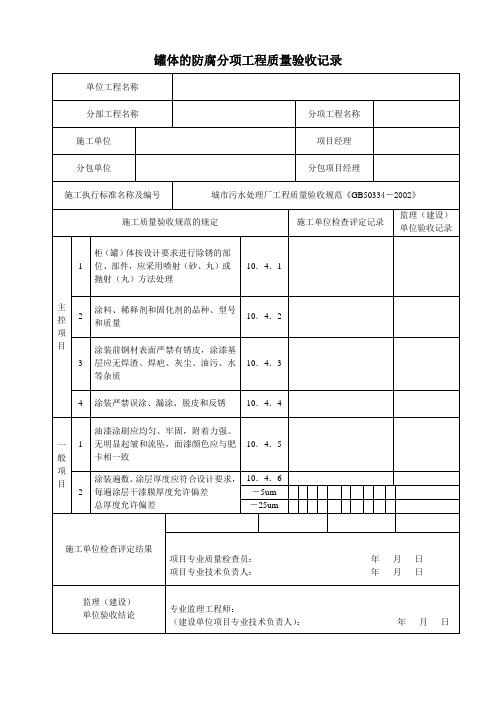
罐体的防腐分项工程质量验收记录
单位工程名称
分部工程名称
分项工程名称
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
城市污水处理厂工程质量验收规范《GB50334-2002》
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
柜(罐)体按设计要求进行除锈的部位、部件,应采用喷射(砂、丸)或抛射(丸)方法处理
总工单位检查评定结果
项目专业质量检查员:年月日
项目专业技术负责人:年月日
监理(建设)
单位验收结论
专业监理工程师:
(建设单位项目专业技术负责人):年月日
10.4.1
2
涂料、稀释剂和固化剂的品种、型号和质量
10.4.2
3
涂装前钢材表面严禁有锈皮,涂漆基层应无焊渣、焊疤、灰尘、油污、水等杂质
10.4.3
4
涂装严禁误涂、漏涂、脱皮和反锈
10.4.4
一般项目
1
油漆涂刷应均匀、牢固,附着力强。无明显起皱和流坠,面漆颜色应与肥卡相一致
10.4.5
2
涂装遍数、涂层厚度应符合设计要求,每遍涂层干漆膜厚度允许偏差
SH3503-(附录C设备)通用表

C.5
机器组装质量确认记录
SH/T 3503-J305
70
C.6
机器单机试车记录
SH/T 3503-J306
71
C.7
机组试车条件确认记录
SH/T 3503-J307
72
C.8
往复式压缩机试车记录(一)
SH/T 3503-J308-1
73
C.9
往复式压缩机试车记录(二)
SH/T 3503-J308-2
SH/T 3503-J335
104
C.40
耐火纤维模块炉衬质量检验记录
SH/T 3503-J336
105
99
C.35
管式炉炉体钢结构安装检验记录
SH/T 3503-J331
100
C.36
炉管通球试验记录
SH/T 3503-J332
101
C.37
管式炉附件安装质量检验记录
SH/T 3503-J333
1ห้องสมุดไป่ตู้2
C.38
耐火砖砌筑炉衬质量检验记录
SH/T 3503-J334
103
C.39
耐火浇注料炉衬质量检验记录
SH/T3053-2007
附录C
(规范性附录)
交工技术文件设备安装工程用表
序号
名称
编号
页次
C.1
机器安装检验记录
SH/T 3503-J301
66
C.2
轴对中记录
SH/T 3503-J302
67
C.3
机组轴对中记录
SH/T 3503-J303
68
C.4
空冷式换热器风机安装检验记录
SH/T 3503-J304
3503-J334立式圆筒形储罐试验记录

立式圆筒形储罐
试验记录
工程名称:
单元名称:
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目
试验方法
试验日期
结果
检查人员
施工单位
EPC承包商
监理单位
建设单位
罐
底
严密性试验
真空度kPa,用肥皂水检查
严密性试验
充水试验法
开
孔
补强圈气Байду номын сангаас性试验
充气kPa,用肥皂水检查
罐壁
强度和严密性试验
充水试验法
固
定
顶
强度和严密性试验
正压kPa,
用肥皂水检查
稳定性试验
负压kPa,
观察检查
内
浮
顶
浮顶板严密性试验
煤油试漏法
升降试验
充水试验法
浮
顶
船舱焊缝严密性试验
煤油试漏法
船舱底板严密性试验
真空度kPa,用肥皂水检查
船舱气密性试验
充气kPa,用肥皂水检查
单盘板严密性试验
真空度kPa,用肥皂水检查
升降试验
充水时观察检查
中央排水管试漏
充水时观察检查
备注:
立式圆筒形储罐质量检验计划及检验试验要求

⽴式圆筒形储罐质量检验计划及检验试验要求⽴式圆筒形储罐质量检验计划及检验试验要求⼀、前⾔为规定钢制焊接常压储罐检验及验收的技术要求,确保储罐施⼯质量,特制定本要求。
本要求适⽤于储存⽯油、⽯化产品及其他类似液体的常压(包括微内压)⽴式圆筒形钢制焊接常压容器及与储罐相焊接附件的检验和验收。
储罐的检验与验收,除应符合本要求的规定外,尚应符合国家现⾏的有关标准的规定。
本要求依据NB/T 47003.1-2009钢制焊接常压容器和GB50128-2005 ⽴式圆筒形钢制焊接储罐施⼯及验收规范。
⼆、质量检验计划监督检验项⽬分为A类和B类,其要求如下:(⼀)A类,是对储罐安全性能有重⼤影响的关键项⽬,在储罐制造、施⼯到达该项⽬时,监检员现场监督该项⽬的实施,其结果得到监检员的现场确认合格后,⽅可继续施⼯;(⼆)B类,是对储罐安全性能有较⼤影响的重点项⽬,监检员⼀般在现场监督该项⽬的实施,如不能及时到达现场,受检单位在⾃检合格后可以继续进⾏该项⽬的实施,监检员随后对该项⽬的结果进⾏现场检查,确认该项⽬是否符合要求。
监检⼯作见证包括监检员签字(章)确认的受检单位提供的相应检验(检测)、试验报告和监检记录。
⽴式圆筒形储罐制作安装⼯程质量检验计划见附录1。
三、检验及验收要求储罐的检验与验收除应符合本规定外,还应符合设计图样的规定。
3.1 材料验收3.1.1 列⼊GB150的钢材均可作储罐⽤钢。
3.1.2 建造储罐选⽤的材料和附件,应具有质量合格证明书,并符合相应国家现⾏标准规定。
钢板和附件上应有清晰的产品标识。
按质量证明书对钢材进⾏验收,必要时尚应进⾏复验。
在下列情况下应对制造储罐的材料进⾏复验:a) 钢材质量证明书提供的材料性能数据不全;b)焊接材料⽆质量证明书;c)图样注明对钢材有特殊要求。
3.1.3 焊接材料应具有质量合格证明书,并符合相应国家现⾏标准规定。
3.1.4 钢板应逐张进⾏外观检查,其质量应符合现⾏国家相应钢板标准规定。
立式圆筒形储罐试验记录

试漏
充水时观察检查
备注:
SH/T3503-J321
立式圆筒形储罐
试验记录
工程名称:
单元名称:
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目人员
建设单位
总承包单位
施工单位
罐
底
严密性试验
真空度kPa,用肥皂水检查
严密性试验
充水试验法
开
孔
补强圈
气密性试验
充气kPa,用肥皂水检查
罐壁
强度和严密性试验
充水试验法
固
定
顶
强度和严密性试验
正压kPa,用肥皂水检查
稳定性试验
负压kPa,
观察检查
内
浮
顶
浮顶板严密性试验
煤油试漏法
升降试验
充水试验法
浮
顶
船舱焊缝
严密性试验
煤油试漏法
船舱底板
严密性试验
真空度kPa,用肥皂水检查
船舱
气密性试验
充气kPa,
用肥皂水检查
单盘板
严密性试验
真空度kPa,用肥皂水检查
升降试验
充水时观察检查
3503-J334立式圆筒形储罐总体试验记录
充水试验法Leabharlann 中央排水管试漏充水时观察检查
试验记录:
试验结论:
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
施工班组长:
质量检查员:
专业工程师:
日期:年月日
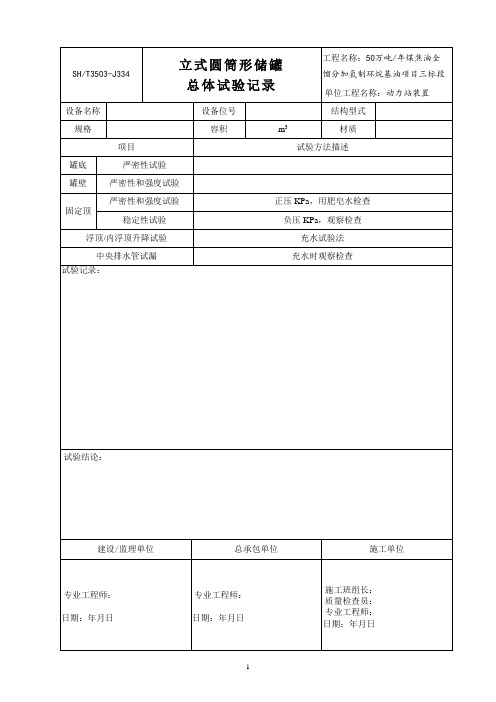
SH/T3503-J334
立式圆筒形储罐
总体试验记录
工程名称:50万吨/年煤焦油全
馏分加氢制环烷基油项目三标段
单位工程名称:动力站装置
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目
试验方法描述
罐底
严密性试验
罐壁
严密性和强度试验
固定顶
严密性和强度试验
正压KPa,用肥皂水检查
稳定性试验
负压KPa,观察检查
立式圆筒形储罐组装质量检验记录SHT3503-J332

备注:
检查项目与要求
检查结果
管口标高符合设计文件要求
管口方位偏差符合设计文件和规范要求
法兰、接管规格和接管外伸长度偏差符合设计文件和规范要求
检验结论:Байду номын сангаас
建设/监理单位
总承包单位
施工单位
专业工程师:
日期: 年 月 日
专业工程师:
日期: 年 月 日
施工班组长:
质量检查员:
专业工程师:
日期: 年 月 日
SH/T 3503—J332
立式圆筒形储罐
组装质量检验记录
工程名称:
单位工程名称:
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目
允许值
mm
实测最大值
mm
检查点数
合格点数
合格率
%
罐壁几
何尺寸
高度偏差
罐底圈水平半径偏差
垂直度
罐壁
导向支柱
量油管
内浮顶环形边缘侧板
局部凹凸度偏差
罐底
罐壁内表面
拱顶
浮顶
内浮顶内浮盘
3503-J333-3立式圆筒形储罐拱顶严密性试验记录

试验方法描述: 真空度 KPa 用肥皂水检查,充气 KPa 用肥皂水检查 上水
试验记录:
试验结论:
建设/监理单位
总承包单位
施工单位
专业工程师:
专业工程师:
施工班组长:
质量检查员: 专业工程师:
日 期:
年 月 日 日 期:
年 月 日 日 期:
年月日
SH/T 3503-J333-3
立 式 圆 筒 形 储 罐 浮 顶 /船 舱 工程名称:50万吨/年煤焦油全 馏分加氢制环烷基油项目三标段 严密性试验记录 单位工程名称:动力站装置
设备名称
设备位号
结构型式
规格
容积缝严密性试验 船舱底板严密性试验 船舱气密性试验 单盘板严密性试验
立式圆筒形储罐组装质量检验记录

立式圆筒形储罐组装质量检验记录一、检验目的立式圆筒形储罐是一种常见的储存介质的设备,为了确保储罐的安全可靠运行,必须对其组装质量进行严格的检验。
本文档旨在记录立式圆筒形储罐组装过程中的质量检验内容和结果,以确保储罐的质量符合相关的技术标准和规范要求。
二、检验方法1. 目视检查:对储罐的外观进行检查,包括储罐壁面是否平整、无明显凹陷或突起,涂层是否完整、无掉层或起皮等。
2. 壁厚测量:使用超声波测厚仪对储罐的壁厚进行测量,确保壁厚符合设计要求和相关技术标准。
3. 焊缝检验:采用无损检测方法对储罐的焊缝进行检验,包括射线检测、超声波检测、磁粉检测等,以确保焊缝无裂纹、气孔、夹杂物等缺陷。
4. 防腐涂层检验:采用划格法、测厚法等方法对储罐的防腐涂层进行检验,确保涂层的厚度符合要求,并无异常掉落或腐蚀等现象。
5. 容积测量:采用液位计等方法对储罐的容积进行检测,确保容积测量准确可靠。
三、检验内容和结果1. 储罐外观检查- 储罐壁面平整,无明显凹陷或突起。
- 储罐涂层完整,无掉层或起皮。
检验结果:合格2. 壁厚测量储罐壁厚:10mm设计要求:10mm检验结果:合格3. 焊缝检验焊缝无裂纹、气孔、夹杂物等缺陷。
检验结果:合格4. 防腐涂层检验涂层厚度:200μm设计要求:200μm涂层无异常掉落或腐蚀。
检验结果:合格5. 容积测量储罐容积:100m³液位计测量结果:99.8m³容积测量误差:±0.2m³检验结果:合格四、检验结论经过以上质量检验,立式圆筒形储罐组装质量符合相关的技术标准和规范要求,具备安全可靠运行的条件。
五、备注本次检验记录仅涉及组装质量检验,其他关于储罐的安全性能、操作规程等内容不在本文档范围之内。
六、附件无。
以上为立式圆筒形储罐组装质量检验记录,记录了对储罐外观、壁厚、焊缝、防腐涂层和容积等方面的检验结果。
通过严格的检验,储罐的质量得到了保证,确保其安全可靠运行。
3503-J334立式圆筒形储罐总体试验记录

充水试验法
中央排水管试漏
充水时观察检查
试验记录:
试验结论:
建设/监理单位
总承包单位
施 工 单 位
专业工程师:
日 期: 年 月 日
专业工程师:
日 期: 年 月 日
施工班组长:
质量检查员:
专业工程师:
日 期: 年 月 日
SH/T3503-J334
立式圆筒形储罐
总体试验记录
工程名称:50万吨/年煤焦:动力站装置
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目
试验方法描述
罐底
严密性试验
罐壁
严密性和强度试验
固定顶
严密性和强度试验
正压KPa,用肥皂水检查
稳定性试验
负压KPa,观察检查
3503-J320立式圆筒形储罐组装质量检验记录
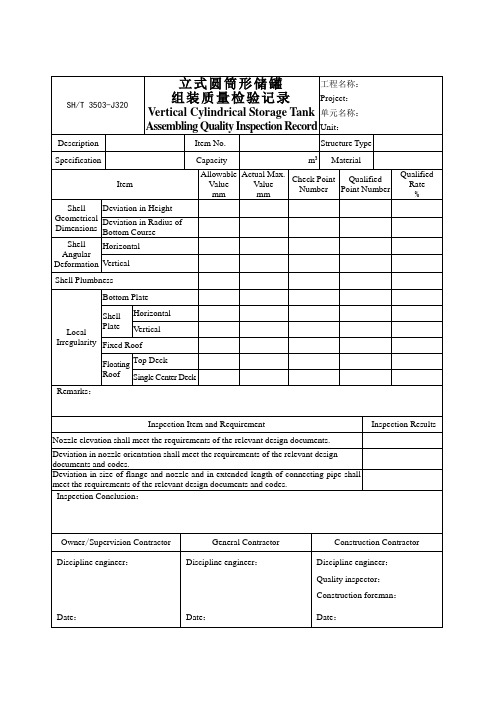
Capacity
m3
Material
Item
Allowable Value
mm
Actual Max. Value
mm
Check Point Number
Qualified Point Number
Qualified Rate
%
Shell Geometrical Dimensions
Deviation in Height
Deviation in Radius of Bottom Course
Shell Angular Deformation
Horizontal
Vertical
Shell Plumbness
Local Irregularity
Bottom Plate
Shell Plate
SH/T3503-J320
立式圆筒形储罐
组装质量检验记录
Vertical CylindricalStorage TankAssembling Quality Inspection Record
工程名称:
Project:
单元名称:
Unit:
Description
Item No.
Structure Type
Horizontal
Vertical
Fixed f
FloatingRoof
Top Deck
SingleCenterDeck
Remarks:
Inspection Item and Requirement
Inspection Results
Nozzle elevation shall meet the requirements of the relevant design documents.
立式储罐罐壁组装检验批质量验收记录

(SY4202-2007)
表2.14
工程名称
分项工程名称
验收部位
施工单位
专业负责人
项目经理
施工执行标准名称及编号
检验批编号
质量验收规范规定
施工单位检查评定记录
监理(建设)单位验收记录
主控项目
1
壁板组装时,安装的每圈板应符合排的顶圈壁板应符合下列规定
4
罐壁板组装时,应保证内表面齐平,其错边量应符合下列规定
纵向焊缝错边量:焊条电弧焊时,当板厚小于或等于10mm时,纵向焊缝错边量≤1mm;当板厚大于10mm时,纵向焊缝错边量≤板厚的0.1倍,且不应大于1.5mm;自动焊时均不应大于1mm
环向焊缝错边量:焊条电弧焊时,当上圈壁板厚度小于或等于8mm时,任何一点的错边量均≤1.5mm;当上圈壁板厚度大于8mm时,任何一点的错边量均不应大于板厚的0.2倍,且≤2mm;自动焊时均≤1.5mm
5
组装焊接后,纵焊缝及环焊缝的角变形应符合表15的规定
6
组装焊接后,罐壁的局部凹凸变形应平缓,不应有突然起伏,且应符合表16的规定
施工单位检查评定结果
项目专业质量检查员:年月日
监理(建设)单位验收结论
监理工程师(建设单位项目专业技术负责人):年月日
相邻两壁板上口的水平度的允许偏差不应大于2mm,在整个圆周上任意两点的水平度的允许偏差不应大于6mm
壁板的垂直度的允许偏差≤3mm
组装焊接后,壁板的内表面任意点半径的允许偏差应符合表12的规定
2
其他各圈壁板安装时,其垂直度允许偏差≤该圈壁板高度的0.3%
3
罐壁板对接接头的组装间隙,当图样无要求时,见表13和表14的规定
立式圆筒形金属油罐几何尺寸检查及附件安装记录表

质检部门
技术负责人
安装责任人
记 录 人
注 油罐规范是指《立式圆筒形钢制焊接油罐施工及验收规范》
垂直
方向
应符合油罐规范条规定
铅垂偏差(mm)
不大于罐壁高度的%,且不得大于50
底围半径偏差(mm)
应符合油罐规范条规定
局部凹凸变形
罐底
不应大于变形长度的2%,且不得>50
固定顶
间隙不得大于15mm
船舱顶板
不得大于10mm
项 目
锅炉篇《规范》要求
安 装 记 录Leabharlann 附件安装加热器安装位置
应符合图纸设计规定
补偿方式
疏水坡度及方向
应与母管疏水坡度协调
水压试验
试验压力为倍工作压力,无泄漏
低位回油管安装
宜引至罐体中心并上扬,以防供油短油
检查孔和量油孔安装
开闭应灵活, 结合面上的垫圈应紧固严密
油位测量装置
浮子
严密性
经严密性检查应严密不漏
导向轨
应相互平行,并在同一垂直面内
钢丝绳
接头牢固,浮子上下运动无卡涩
油位标尺
表面平整、标度准确、色泽鲜明
立式圆筒形金属油罐几何尺寸检查及附件安装记录表
共3页,第2页
单位工程名称
施工单位及日期
分项工程名称
油罐直径容积
油罐名称编号
制 造 单 位
检 查 项 目
合格标准
检查点数
最大偏差(mm)
合格点数
合格率(%)
罐体几何尺寸检查
罐壁几何尺寸
高度偏差(mm)
不大于设计高度的%
局部凹凸度形
水平
方向
应符合油罐规范条规定
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
立式圆筒形储罐
组装质量检验记录
工程名称:50万吨/年煤焦油全
馏分加氢制环烷基油项目三标段
单位工程名称:动力站装置
设备名称
设备位号
结构型式
规格
容积
m3
材质
项目
允许值
(mm)
实测最大值
(mm)
检查点数
合格点数
合格率
(%)
罐壁
几何尺寸
高度偏差
罐底圈水平半径偏差
罐壁
垂直度
罐壁
导向支柱
质量检查员:
专业工程师:
日期:年月日
量油管
浮顶内浮盘
单盘板
备注:
检查项目与要求
检查结果
管口标高符合设计文件要求
管口方位偏差符合设计文件和规范要求
法兰、接管规格和接管外伸长度偏差符合设计文件和规范要求
检验结论:
建设/监理单位
总承包单位
施工单位
专业工程师:
日期:年月日
专业工程师:
日期:年月日
施工班组长: