烧碱蒸发器设计中几个问题
多效蒸发装置运行中出现的问题及应对措施

多效蒸发装置运行中出现的问题及应对措施下载提示:该文档是本店铺精心编制而成的,希望大家下载后,能够帮助大家解决实际问题。
文档下载后可定制修改,请根据实际需要进行调整和使用,谢谢!本店铺为大家提供各种类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by this editor. I hope that after you download it, it can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you! In addition, this shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!多效蒸发装置运行中出现的问题及应对措施概述多效蒸发装置在工业生产中广泛应用,但在长时间运行过程中,难免会出现各种问题。
纯碱蒸汽煅烧炉工程设计中几个问题的探讨

笔者从调查者所写的综合报告中找到一段 话“: (A) 厂管理规定 ,运行周期控制指标不少 于 100 天 ,主要设备均能做到”。其实笔者亦找 到该厂最高的炉体运行周期已达 168 天 。
(C) 厂
备 注
75173
(表 1) 序号 26
+ 16107
282124 0199 + 55129 365 236133 11281 302174 + 516108
投影面积计 以 (表 2) 序号 1 计
(表 2) 序号 6
以 (表 2) 序号 1 计 维护 1 台炉计
再次之
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
将炉气含 CO2 百分率 、炉体占地面积 、炉体 停运时间的维护费用 ,列为间接经济效益进行 估算和比较 (见表 4) 。
© 1995-2006 Tsinghua Tongfang Optical Disc Co., Ltd. All rights reserved.
1999 年第 3 期
17
表 1 调查数据一览表
(C) 厂
11531 50106 - 211147 121144 3152 + 81265 21851 7113 - 971185 60171 - 300139 次之
备 注 (表 1) 序号 12 差价 3217 元/ t
烧碱蒸发工艺现状及节能改造的建议
蒸发与固碱烧碱蒸发工艺现状及节能改造的建议王世常*(成都东泰永利科技开发有限公司,四川成都610041)[关键词]隔膜法烧碱;离子膜法烧碱;蒸发;工艺现状;节能技术;改造[摘 要]分析了隔膜法烧碱装置三效顺流部分强制循环蒸发工艺中影响蒸汽消耗和产量的主要因素:蒸汽压力,末效蒸发器真空度,结晶盐、采盐及分离。
三效顺流部分强制循环与三效四体两段蒸发工艺存在蒸汽消耗高的问题,建议将生产30%碱液装置改为生产42%或50%的碱液装置,并将三效顺流部分强制循环工艺改造为三效逆流工艺以达到降低汽耗的目的。
概述了离子膜法烧碱蒸发及固碱生产技术,分析了离子膜法烧碱蒸发、浓缩工艺采用国产化装置的优势。
介绍了蒸发系统真空设备的选型问题,认为真空设备以表面冷凝器加机械真空泵组合为好。
[中图分类号]TQ 114.268 [文献标志码]A [文章编号]1008-133X (2010)01-0022-08P resent process situation of caustic soda evaporation and several s uggestions on energy savi n g refor m ationWANG Shichang(Chengdu DongtaiYong li Sc ience and T echnology D evelopm ent C o .,Ltd .,Chengdu 610041,China)K ey word s :d i a phrag m caustic soda ;ion m e m brane caustic soda ;evaporation;present process situati o n ;energy sav i n g technique ;re f o r m ationAbstrac t :The m a i n factors of affecti n g bo t h t h e stea m consu m ption and output i n the evaporationprocess by three effect downstrea m partia lly forced c irculati o n in d i a phrag m caustic soda production fac ili ties are analyzed ,tha t is ,the strea m pressure ,t h e vacuum o f the l a st effect evapo rator and the crysta lline salt ,the sa lt collection and separation.The prob le m of high strea m consum pti o n ex isting in the t w o step evaporation pr ocess by both three effect do w nstrea m parti a ll y f o rced circu lation and three effect four body is also po i n ted ou.t Therefore ,it is suggested that the production dev i c es should be transfor m ed fro m pro duc i n g 30%(w t)caustic soda to 42%(w t)or 50%(w t)caustic soda and the three effect do w nstrea m partially forced circulati o n process should be transfor m ed fro m three effect countercurrent partia ll y forced c irculati o n process i n order to reduce the strea m consum ption per ton causti c soda .Besi d es ,the evapora ti o n techno l o gy of ion m e mbrane caustic soda and t h e production techno logy o f solid caustic soda are re lated .The advantages o f using do m estic dev ices in the evaporati o n and concentrati o n process of i o n m e m brane caustic soda are analyzed .The selection o f vacuum equipm ent for t h e evaporati o n syste m is intro duced .And it is believed that the vacuum equip m ent is preferab l y co m posed o f surface condensers and m echanical vacuum pu m ps .22第46卷 第1期2010年1月氯碱工业Ch l o r A l k ali I ndustryV o.l 46,No .1Jan .,2010*[作者简介]王世常(1942!),男,原中国成达公司(化八院)高级工程师,曾担任化工部氯碱设计技术中心副主任,长期从事氯碱、盐化工等项目设计工作,2007年年底退休,现服务于成都东泰永利科技开发有限公司,仍从事化工项目的设计及技术开发工作。
影响烧碱蒸发单元蒸汽消耗因素的探讨

影响烧碱蒸发单元蒸汽消耗因素的探讨摘要:本文从理论上分析了影响烧碱蒸发蒸气消耗量的主要因素,并采用AspenPlusV10,对烧碱三效逆流模型进行了研究。
通过对软件物理性能参数的修改同时对降膜蒸发过程进行仿真,并对其进行了计算。
同时通过分析各因素的变化,力图为烧碱蒸发工程设计、操作改进和节能改造提供相关依据。
关键词:烧碱;三效逆流降膜蒸发;流程模拟引言烧碱溶液蒸发是作为一种日常应用的化学工艺,它是通过使用热源(通常是蒸汽)间接加热,从而提高碱液的温度,使碱溶液中的水分得到一定程度的汽化的过程。
由于采用离子膜烧碱法生产出的碱溶液的质量分数在32%左右,为减少运输费用以及满足下游客户的要求,一般都要将碱液蒸发浓缩到50%以上,这是一项耗能很大的化工工艺,目前国内的烧碱生产能力为4600万t/a,按照30%左右烧碱进行配置蒸发,需要消耗蒸汽700万t/a,折标煤90万吨,标煤CO2排放量2.54 tCO2/Tce,产生的CO2排放量约230万吨/a。
本文从节能减排、节能减排等方面进行考虑,以及从理论上对影响烧碱蒸发蒸气消耗量的几个因素进行定性的分析,并建立了三次逆流降膜蒸发过程仿真流程,定量地分析了各个因素对汽耗的影响,并给出了相应的控制措施。
一、影响汽耗的因素分析1、三效逆流膜蒸发工艺介绍目前,我国碱液蒸发主要采用三效逆流膜蒸发技术,它的特点是高效率导热能力、操作和维护方便、汽耗低。
(1)碱溶液工艺:从电解工艺得到的32%碱液,按三效、二效和一效降膜蒸发器顺序进行(以生蒸气为加热介质的蒸发器为三效蒸发器),碱溶液在汽化管中由上而下的降膜流动,由蒸发器壳程的二次蒸汽/生蒸气逐级蒸发浓缩至365%,42%,50%。
(2)蒸气流程:蒸气和碱液的流动方向是反向的,一效降膜蒸发器壳程的热源是蒸气,二效碱二次蒸气是二效降膜式蒸发器的热源,三效蒸发后的二次蒸汽被送到界区,三效蒸发形成的二次蒸气被送到。
(3)废热回收工艺:50%来自一次管程蒸气是二效在碱温度高的情况下,通过2号预热器(1)预热42%碱,一级热器1预热32%碱,然后将其送入界区;由一效壳程排出的生气凝结液具有高的温度,经过42%碱预热二级预热器(2)一级预热器(2)预热32%碱后送出界区。
关于碱回收板式蒸发器蒸发板面结垢的分析

关于碱回收板式蒸发器蒸发板面结垢的分析碱回收板式蒸发站从2005年4月份以来,连续出现一效板面结垢脱落堵分配箱的现象,对系统平衡已构成严重威胁。
对此特分析报告如下,以便消除影响系统生产、平衡的隐患,延长设备的使用寿命。
一、关于结垢:本次所结垢片呈浅棕色半透明状,硬而且脆,难溶于酸、碱。
在设备运行当中脱落后堵到分配箱中,即影响了蒸发效率(经测算效率下降达到25%),降低了蒸发能力,同时加大了工艺操作难度和检修强度。
如果系统处于高产期或黑液较多时,必将对系统造成较大影响。
二、垢片成分分析:为寻找清除垢片的途径,并找到有效预防结垢的措施,碱厂委托公司中心化验室对垢片试样进行成分分析。
同时对该垢片分别进行酸碱试验,结果均不溶。
对6月13日垢片成分分析的结果如下:2005年6月13日2003年12月12日灼烧减量:8.23% 6.71%盐酸不溶物:36.48%18.84%铁铝氧化物:27.90% 4.23%硫酸钠:7.47%0.58%钙镁总量: 5.20%59.03%三、结垢原因分析:从以上数据可以看出,本次所结垢片与2003年12月所结垢片成分有了很大变化,除有机物含量变化不大外(灼烧减量),其余成分变化都很大。
基本可以判定两次测定时黑液的成分有了很大程度的变化。
2003年12月时的垢片成分中主要是钙镁总量大,应是系统中杂质泥、灰的长期积累所致;而本次垢片中主要成分已发生根本性变化,盐酸不溶物、铁铝氧化物成为主要成分。
可能之一是蒸煮助剂加入的结果。
因为该助剂成分目前还不清楚,虽然已停用1个多月,但存在系统中,有长期作用,而且结垢也不是短时间形成的。
可能之二是碱炉熔融部分的耐火材料脱落掉入熔融物中,因为氧化铝的增加符合这一可能性。
可能之三是外进灰不纯,含硅量大。
但该点还不能确定,因为没有以前灰中硅含量的历史数据。
四、解决及有效预防的必要性和途径:作为运行长达18年的老设备,自身的问题已经逐步暴露出来。
而对于唯一一套可以平衡系统生产的蒸发器,有效解决运行中出现的问题对于系统的稳定运行极为关键,而且对于延长设备的使用寿命具有重要意义。
蒸发器设计应注意的几点误区

702019,Vol.22,No.2M斜工地机械装备※蒸发器设计应注意的几点误区刘殿宇(华禹乳品机械制造有限公司,黑龙江安达151400)摘要:随着经济的快速发展,蒸发器的应用范围也正在不断扩大,蒸发器属于非标准设备,生产制造时不尽相同,如蒸发器进蒸汽管道的位置;抽真空管道吸入口的位置;以及分离器二次蒸汽管道的长短等也千差万别,究竟哪种更为合理,在设计时应注意哪些误区,该文就此加以阐述。
关键词:蒸发器;进蒸汽管道位置;抽真空管道吸入口位置;分离器二次蒸汽管道的长短Some Mistakes m Evaporator Design Should be Paid Attention toLIU Dian-yu(Huayu Dairy Machinery Manufacturing Co., Ltd.,Anda151400,China)Abstract:With the rapid development of economy,the application of evaporator is also expanding,evaporator belongs to non-standard equipment,production and manufacturing are not the same,such as evaporator into the steam pipe position;the position of the suction inlet of the vacuum pipe;in addition,the length of the secondary steam pipe of the separator varies greatly,which is more reasonable.This article will elaborate on the design of the evaporator what should be paid attention to.Key words:evaporator;position of steam inlet pipe;position of suction inlet of vacuum pipe;the length of the secondary steam pipe of the separator中图分类号:TH12文献标志码:A随着经济的快速发展,蒸发器的应用领域正在不断扩大,蒸发器属于非标准设备其生产制造也不尽相同,如蒸发器进蒸汽管道的位置;抽真空管道吸入口位置;以及分离器的二次蒸汽管道的长短等千差万别,究竟哪种更为合理,在设计时应注意哪些误区,本文就此加以阐述。
烧碱分厂蒸发器腐蚀原因分析

生产控 制 参 数 在 分 厂 蒸 发工 序 应 该 控 制 在
维普资讯
图 2 蒸 发 器 工 艺 流 程 图
1 .电解液 贮罐
蒸 发器
2.电解 液加 料 泵
3 .冷凝 水 闪燕 罐
4.列管 换 热 器
5 】效 蒸 发 器 .
6 1 . I效蒸 发 器
7.Ⅲ效
8温 度 : 15t,工 作 介 质 壳 程 :蒸 2" 2
站 。 工 艺 流 程 ( 部 )如 图 1所 示 。 局
汽体经丝 网除沫后排 人大气 中 ,碱液则 回到
电解 液 罐 中 。 电解 液 在 I效 蒸 发 器 中浓 缩 至 1 4—1 %后 借 助 于 压 差 自动 过 料 至 Ⅱ效 蒸 发 5 器 。碱 液 在 Ⅱ 效 蒸 发 器 中 被 浓 缩 至 2 0~
!
0o
I效 蒸 发 器  ̄20 20×1 6×20 I 80In T I 壳 体 材 质 Q 3A 25 、 管 板 材 质 O r i T G l N i 8 1 0 换 热 管 5 7×3 5 . 换 热 管 材 质 O r8 i T G l N i l 0 二 冷凝水出口 换 热 面 积 20 二 】 6M2
汽 ,管 程 1 0~1 % N O 4 a H。
系 I效 2#蒸 发 器 ,20 00年 1 月 1 日换 管 1 0
后 投 用 ,2 0 年 1 3日开 人 孔 检 查 发 现 管 01 月 板 和换 热 管 变 红 ,2 0 年 4月 3日又 开 人 孔 01 检查 发现颜色加 深 。
NaOH水溶液三效并流加料蒸发器的设计

化工原理课程设计题目:NaOH水溶液三效并流加料蒸发器的设计学院:化学化工学院专业:_化学工程与工艺学号:姓名:指导教师:2016年11月25日化工原理课程设计任务书一、设计题目NaOH水溶液三效并流加料蒸发器的设计二、设计任务及操作条件1.设计任务生产能力(进料量):180kt/年操作周期:7200小时/年进料液浓度:10%(质量分率,下同)完成液浓度:≥42%2.操作条件原料液温度为:第一效沸点温度加热蒸汽压力为:500KPa(绝压),冷凝器压力为:15KPa(绝压)各效蒸发器的总传热系数为:K1=1500W/(m2·℃),K2=1000W/(m2·℃),K3=600W/(m2·℃)各效蒸发器中料液液面高度为:1.5m各效加热蒸汽的冷凝液均在饱和温度下排出,假设各效传热面积相等,并忽略热损失3.设备型式:中央循环管式蒸发器4.厂址:新疆吐鲁番地区三、设计内容1.设计方案的选择及流程说明2.蒸发器的工艺计算:确定蒸发器的面积3.蒸发器的主要结构尺寸设计4.辅助设备选型与计算,包括汽液分离器及蒸汽冷凝器等5.设计结果汇总6.绘制NaOH水溶液三效并流加料蒸发器的流程图及蒸发器设备条件图7.对本设计进行评述目录摘要 (1)1设计方案简介 (1)1.1设计方案论证 (1)1.2蒸发器简介 (2)2设计任务 (4)2.1估算各效蒸发量和完成液浓度 (4)2.2估算各效溶液的沸点和有效总温度差 (5)2.2.1各效由于溶液沸点而引起的温度差损失 (6)2.2.2由于液柱静压力而引起的沸点升高(温度差损失) (7)2.2.3由流动阻力而引起的温度差损失 (8)2.2.4各效料液的温度和有效总温差 (8)2.3加热蒸汽消耗量和各效蒸发水量的初步计算 (8)2.4蒸发器传热面积的估算 (10)2.5有效温差的再分配 (11)2.6重复上述计算步骤 (12)2.6.1计算各效料液浓度 (12)2.6.2计算各效料液的温度 (12)2.6.3各效的热量衡算 (13)2.6.4蒸发器传热面积的计算 (14)2.7计算结果列表 (15)3蒸发器的主要结构尺寸的计算 (16)3.1加热管的选择和管数的初步估算 (16)3.2循环管的选择 (16)3.3加热室直径及加热管数目的确定 (16)3.4分离室直径和高度的确定 (17)3.5接管尺寸的确定 (18)3.5.1热蒸汽进口和二次蒸气出口 (18)3.5.2溶液的进出口 (18)3.5.3加热蒸汽进口与二次蒸气出口 (19)3.5.4冷凝水出口 (19)4蒸发装置的辅助设备的选用计算 (20)4.1气液分离器 (20)4.1.1除沫器的选择 (20)4.1.2分离器的选型 (20)4.2蒸汽冷凝器的选型设计 (21)4.2.1冷凝器类型选择 (21)4.2.2蒸汽冷凝器的选型 (21)4.3封头的计算 (24)4.4泵的选择 (24)5主要设备强度计算及校核 (24)6设计结果汇总 (26)6.1多效蒸发的工艺计算 (26)6.2蒸发器及辅助设备的结构尺寸设计 (26)7装置流程图及蒸发器设备条件图 (29)7.1三效并流加料蒸发装置流程图 (29)7.2蒸发器设备条件图 (29)8评述 (29)8.1可靠性分析 (30)8.2个人感想 (30)参考文献 (30)氢氧化钠三效并流加料蒸发器的设计XX摘要:本设计书对氢氧化钠溶液三效并流加料蒸发器设备的设计做了详细的叙述,主要包括工艺计算,辅助设备计算,工艺流程图和蒸发器设备的附图。
烧碱罐区布置中的常见问题及解决方法

烧碱罐区布置中的常见问题及解决方法摘要:介绍了烧碱罐区布置中如何解决碱罐在低温环境容易结晶的问题,总结了烧碱罐区管道布置中的常见问题,并提出了改进措施。
关键词:烧碱储罐围堰维护结构金属软管支架蒸汽管道烧碱项目设计包括烧碱和聚氯乙烯两大部分,烧碱属于氯碱产品中的基础无机化工原料,广泛用于各行各业,聚氯乙烯是大众基础化工原料之一,在塑料加工中占有相当大的比重,特别是建材业以塑代钢的导向,促使着些产品在市场上需求旺盛,这两大产品在国民经济发展中起着重要的作用。
烧碱部分主要由一次盐水、二次盐水及电解、氯氢处理、液氯及包装、高纯盐酸、蒸发及固碱,罐区等工艺装置组成。
聚氯乙烯部分主要由VCM转化、压缩、精馏、乙炔发生、清净配制、聚合等工艺装置组成。
本文以内蒙古中谷年产60万吨聚氯乙烯60万吨烧碱产业综合利用项目(以下简称中古烧碱)为基础,对烧碱厂的酸碱罐区的设备布置、管道布置所遵循的原则及注意事项进行说明总结。
一、设备布置依据多个烧碱项目的经验,对中古烧碱的罐区布置做了优化。
除了遵循化工工程设备布置的一般原则外,便于大型储罐的制作、安装,设备的检修,总体布置简洁紧凑,整齐美观。
1.泵房的设备可按图1布置管廊布置在泵房内泵组的上方,既有利于操作检修,又节约成本。
将浓硫酸储槽、废硫酸储槽、次氯酸钠储罐、浓硫酸卸车槽、负水封罐等怕冻的储罐都布置在泵房内。
不同介质的储罐间设置简易的围堰,在发生跑、冒、滴、漏时阻挡物料四处流淌,污染环境,同时工作人员可以及时处理和回收围堰内的物料。
装置的管道在管廊上都有切断阀,为操作方便,在管廊顶设置操作平台,平台周围设置护栏,以保证操作人员的安全。
图1泵房设备布置图2.碱罐区的设备可按下图2布置图2碱罐布置图随着生产规模的提高,储罐的储存能力越来越大。
中古烧碱项目32%、50%浓度的碱罐储存能力达到10500m3。
然而保证碱液流动通畅,不出现结晶现象,一直是罐区设计的难题。
有的项目,在设备基础上留孔,孔里引入蒸汽管道,给储罐伴热;这样基础本身就会传走伴热管线的一大部分热量,增加了蒸汽用量,年长日久,必然消耗大量资源,造成不必要的浪费。
多效蒸发器经典问题!你问我答解决你的疑难杂症!

多效蒸发器经典问题!你问我答解决你的疑难杂症!【本期内容,由深圳瑞升华冠名播出】前言在大规模工业生产中,往往需蒸发大量水分,这就需要消耗大量能源加热水产生蒸汽。
为了减少加热蒸汽的消耗,可采用多效蒸发。
然而在实际情况中,多效蒸发的操作和设计都会遇到各种各样的实际情况,今天小七搜集了几个经典的多效蒸发的问题,希望可以解决七友所遇到的类似问题!关于材质:多效蒸发器用来处理含氯化钠12%的废水,pH 为1左右,请问采用何种材质的比较好,如果调pH的话,调到多少比较合适,需要采用的材质有哪些?如果采用多效蒸发的话,一般进蒸发器的料液温度控制在多少比较经济?氯化钠在浓缩过程中容易结晶,因此在选用带强制循环方式外循环蒸发器。
由于蒸发浓缩处理的溶液中氯离子含量较高,且为酸性,因此加热器选用双相不锈钢材料才能满足生产要求。
但为了降低成套设备的造价,可选用部份石墨材料和 316L材料的设备。
在多效蒸发器系统,设置有预热器,利用一效或三效蒸发的热对进料进行预热,可以不限进行预热。
具体设备选型及材质如下:(1)一效加热器由于蒸发温度最高,选用石墨加热器。
二效和三效加热器采用列管式加热器,二、三效加热器管程及管板材质采用选用双相不锈钢,壳程材质304/8mm的不锈钢材料。
(2 )蒸发器:蒸发器采用316L不锈钢材料。
设有人孔、视孔、温度计、真空表等装置。
(3)预热器:预热器为列管式加热,管程及管板材质为双相不锈钢材料,壳程材质:304/6mm的不锈钢材料。
(4)进料泵:采用材质为氟塑料的泵为进料泵。
(5)循环泵、循环出料泵:循环泵、循环出料泵,要求密封良好,耐温,保证在负压状态下,能使高浓度物料或结晶物料连续出料工作,材质为氟塑料。
(6)冷凝器:采用321不锈钢材料。
(7)液封槽:采用碳钢材料。
(8)真空机组:采用的水喷射真空机组,加变频控制。
(9)冷却结晶器:把出料温度降低,同时更多地结晶,材料选用氟塑料。
(10)工艺配件:工艺管道采用316L/氟塑料不锈材质。
50%烧碱降膜蒸发故障处理浅析

73目前国内离子膜生产企业的蒸发工序,蒸发装置主要为板式蒸发器和管壳式蒸发器,板式蒸发器主要代表为阿法拉伐公司的板式蒸发装置,而国在部分主流工艺为管壳式降膜蒸发器,其工艺主要为瑞士博特、意大利SET,日本木村的降膜蒸发工艺,后两家近年来已逐渐退出国内市场。
国内近年来吸收了国外这些优秀的蒸发工艺,逐渐研制出自己的成熟工艺的降膜蒸装置,消化吸收和再创新, 使国产蒸发装置制造水平很快进入国际先进行列,其中两效降膜蒸发装置,蒸汽单耗能达到750Kg以下,三效降膜蒸发能达到500Kg以下。
降膜蒸发工艺中,蒸发器在使用过程中往往会出现各种故障,影响降膜蒸发器的正常运行,使产品达不到质量要求。
现以双效降膜式蒸发器为例,就降膜式蒸发器在奶粉生产过程中的常见故障原因进行分析,以便于作为降膜蒸发器操作者或者维护人员能准确、迅速的解决降膜蒸发器常见故障提参照建议。
一、降膜蒸发器常见故障简析降膜蒸发器在生产过程中有时会出现一些故障,常见的表现为如下几个方面:1.蒸发能力不足,降膜蒸发器突然出现跑料现象,生产能力逐渐降低,蒸发器壳程存水;2.降膜蒸发器跑料;3.一效蒸发器,二效蒸发器出现液温度上升过大;4.真空度过低,提不上去。
出现上述问题时,应及时查找原因并解决,否则将会影响降膜蒸发器的正常运行、影响碱产品的浓度质量。
这些常见故障问题实际上与降膜蒸发器的使用、维护有关。
下面对降膜蒸发器的故障产生原因及解决对策进行简单阐述二、降膜蒸发器常见故障原因分析1.降膜蒸发器蒸发,越蒸发出料浓度越低:一方面,首先要排除蒸汽量是否是蒸汽量不足或是蒸汽温度不够;另外是供给蒸汽量足够,但蒸汽使用效率50%烧碱降膜蒸发故障处理浅析韦嘉川 广西博世科环保科技股份有限公司【摘 要】目前国内氯碱工业中,烧碱蒸发主流工艺为降膜式蒸发浓缩工艺,在日常生产过程中,经常为遇到多种问题,影响蒸发的质量,现以二效降膜蒸发器为例,总结出经常出现的一些问题进行剖析,并探讨解决问题的方法,便于日常的操作与维护。
影响烧碱蒸发生产能力的因素探讨
2 0 年把蒸 发生产 能 力扩产 改造到 5万妇 。运转 至 01 今, 已达 到 设 计 能 力 , 随 着 该 厂 烧 碱 能 力 扩 大 到 但
5万 t , 时 又 出现 蒸 发 能力 不 能 满 足 烧 碱 产 能 的 / 有 a
根据 I 和 Ⅱ效 液 位决 定是 否 ( 用 I效 和 Ⅱ效 蒸 效 利 发室 的压 力差 ) 过料 到 Ⅱ效蒸 发器 , Ⅱ效蒸 发器 进 在
一
步增 浓 。在 Ⅱ效蒸 发 器 内蒸 发过 程 中有 大 量盐析
情 况 。同时 , 碱 强 度不 够 大 。据 资料 介 绍 , 蒸 汽 蒸 生
.
(h i h a g lcrc e cl ln, h i h a g 5 0 C ia S ia u n et h mia PatS ia un 0 8 , hn ) jz E o jz 0 1
Ab t ac :Th l i s o a t r whih i fue e t e e a o a in u t,c e ce to e t e tta se sr t e alk nd ff co s c n l nc h v p r t nis o m i n fh a ,h a r n fr o a e n if r n ei e e au eo a r n f r we e c lult d a d a l s d I n v to a u e o h r aa d d fe e c n t mp r t r f he tta se . r a c ae n nay e . n o ain me s r sf rt e i r v me fc p c i f v p r to qu p nt fc u tcs d n h l n i h ut r r ut o wa d mp o e nt a a tyo a o ai n e i me a si o aa d t ep a n t ef u ewe ep r r . o e o f
离子膜烧碱新型三效逆流蒸发工艺中存在的问题及改进
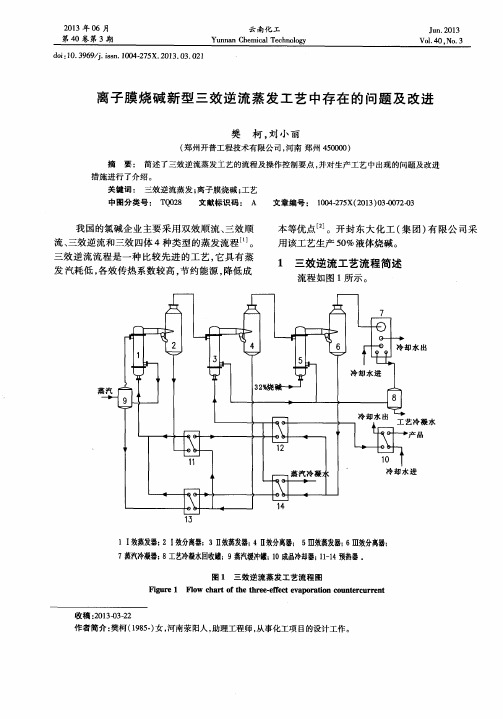
蒸 汽冷凝器 冷凝收集 回收利用 ; 三效 分离器 中浓 缩 后 的碱液经 过预热器加 热后进人二 效蒸发 器 , 碱 液 在 二效蒸发 器 中被蒸发 , 汽液混合相 进入二 效汽 液 分 离器 ; 气相 在分离器 中被 分离 出来 作为 三效 的加 热 介质 , 二效 分离器 中浓缩 后 的碱液 经预热 器加 热
3 . 3 加 热蒸 汽 中不凝 气 的影响
调 速 器来控 制 ; 三 效分 离器 的 的液 位是 由安 装在 物料泵 出 口处 的控制 阀来 控 制 ; 工 艺冷 凝 液 罐 的
液 位是 由安 装 在工艺 冷凝 液泵 出 口处 的控制 阀来
在 生产 过程 中 , 发 现 蒸 汽冷 凝 水 排 水有 浅 绿
收稿 : 2 0 1 3 03 - - 2 2
作者 简介 : 樊柯 ( 1 9 8 5 一 ) 女, 河南 荥阳人 , 助理工程师 , 从事化工项 目的设计工作 。
2 0 1 3年 第 3期
樊
柯等 : 离子膜烧碱新 型三效逆流蒸发 工艺 中存在的 问题 及改进
‘7 3・
3 2 %烧碱 原 料从 离 子膜 输 送 至 三效 蒸 发 器 。
后 进人一效 蒸发器 ; 碱液在 一效蒸发 器 中被 再次 蒸
波动 5 %, 传至 一效 蒸发器 则是致命 的大波动。
进 人一 效蒸 发器 碱 液 量 忽 大 忽小 , 严 重 影 响 到膜
的形成 , 致使 蒸 汽消耗 量忽 大忽 小 。 改 进办 法 : 调节三 效 出料 自动 阀灵 敏度 , 改变
发 汽耗低 , 各效传热系数较高 , 节约能源 , 降低成
1 三效 逆 流 工艺 流 程 简 述
蒸发器常见的故障与处理方法
蒸发器常见的故障与处理方法一、背景介绍蒸发器是一种常见的热交换设备,广泛应用于化工、制药、食品等工业部门。
蒸发器的正常运行对于生产过程的顺利进行至关重要。
然而,蒸发器在长期使用过程中可能会出现各种故障,影响其性能和效率。
本文将从常见故障的角度,详细讨论蒸发器故障的原因和处理方法。
二、常见故障及处理方法2.1 气液分离不完全气液分离不完全是蒸发器运行中常见的故障之一,其主要表现为蒸汽中含有大量的液滴。
这种情况会导致蒸发器内部气流不畅,影响传热效果,同时也可能导致设备的其他问题。
2.1.1 原因•蒸发器的气液分离器设计不合理;•气体进口速度过高或过低;•蒸汽流量过大。
2.1.2 处理方法•通过优化气液分离器的结构,增加分离效果;•调整气体进口速度,使之适度,避免过高或过低;•控制蒸汽流量,确保在蒸发器容量范围内。
2.2 结垢结垢是蒸发器的另一种常见故障,主要指蒸发器内部管壁上产生的水垢,这些水垢会附着在管壁上,降低传热效率,甚至堵塞管道。
2.2.1 原因•蒸发器进口水质较差,含有大量的溶解物;•操作不当,未定期清洗维护。
2.2.2 处理方法•定期清洗蒸发器,除去附着在管壁上的水垢;•改善进口水质,减少溶解物的含量。
2.3 温度控制失效温度控制失效是蒸发器故障中比较严重的一种,可能导致蒸发器工作温度过高或过低,造成产品质量不合格甚至设备损坏。
2.3.1 原因•温度控制系统故障;•温度传感器故障。
2.3.2 处理方法•及时修复温度控制系统故障;•定期检查温度传感器,确保其正常工作。
2.4 传热效果下降蒸发器的传热效果下降可能导致蒸汽回收效果不佳,能源浪费。
此外,也可能导致产品质量下降。
2.4.1 原因•换热管内部结垢;•换热管内结垢导致的传热介质流动不畅。
2.4.2 处理方法•定期清洗换热管,除去结垢;•优化传热介质的流动状态,增加传热效果。
2.5 泄漏蒸发器存在泄漏问题,会导致产品损失,甚至可能对环境造成污染。
蒸发器常见的故障与处理方法

蒸发器常见的故障与处理方法蒸发器是一种重要的工业设备,用于加热和蒸发液体。
然而,由于长期使用和不当维护,蒸发器可能会出现各种故障。
本文将介绍蒸发器常见的故障及其处理方法。
一、结垢结垢是指在蒸发器内壁上形成的硬质沉积物。
结垢会影响传热效率,导致能耗增加。
处理方法如下:1. 使用酸洗剂清洗内壁。
2. 定期进行清洗和维护。
3. 采用防止结垢的措施,如添加抑制剂等。
二、泄漏泄漏是指蒸发器内部或外部出现液体泄漏。
泄漏会导致产品质量下降、生产效率低下等问题。
处理方法如下:1. 检查密封件是否完好,并及时更换。
2. 检查管路是否有损坏或松动,并及时修理或更换。
3. 定期检查设备并进行维护。
三、管堵管堵是指蒸发器内的管道被杂物或沉积物堵塞。
管堵会影响传热效率,导致能耗增加。
处理方法如下:1. 定期清洗管道。
2. 安装过滤器或其他防堵措施。
3. 使用清洗剂进行清洗。
四、传热不良传热不良是指蒸发器内的传热效率降低。
这可能是由于结垢、管堵或其他原因引起的。
处理方法如下:1. 检查设备是否有结垢或管堵,并及时清洗。
2. 更换损坏的传热设备。
3. 采用更高效的传热技术。
五、温度控制不准确温度控制不准确会导致产品质量下降和生产效率低下。
处理方法如下:1. 检查温度控制系统是否正常运行,并及时修理或更换损坏的部件。
2. 定期校准温度计和控制器。
3. 采用更先进的温度控制技术。
六、压力异常压力异常可能会导致设备爆炸或失效。
处理方法如下:1. 定期检查设备并进行维护。
2. 检查压力表和安全阀是否正常工作,并及时更换损坏的部件。
3. 采用更先进的压力控制技术。
综上所述,蒸发器常见的故障及其处理方法包括结垢、泄漏、管堵、传热不良、温度控制不准确和压力异常。
定期检查设备并进行维护是预防故障的重要措施。
同时,采用更先进的技术和设备也有助于提高生产效率和产品质量。
烧碱蒸发器设计中的几个问题
论文烧碱蒸发器设计中的几个问题凌峰二00五年七月烧碱蒸发器设计中的几个问题江苏省泰州市锅炉压力容器检验研究所凌峰摘要:本文主要针对烧碱蒸发器设计中的几个问题诸如各层支座型式及载荷的确定,热应力的考虑,切向进料以及视镜的设计等几个问题,结合检验经验提出自己的看法,供设计部门参考。
关键词:蒸发器弹性支座热变形力膨胀量切向进口视镜这是某化工企业一套年产万吨NaOH工程中II效蒸发器的设备设计。
该蒸发器为外加热式蒸发器。
其结构尺寸详见图1。
如图所示加热室和蒸发室靠循环管来连接,其主要特点是:加热段较长,循环速度较快,蒸发空间大,受热膨胀量大。
主要设计参数如下:II效蒸发器安装在蒸发车间内,其蒸发室安装在标高为+11500mm的三层楼面上,加热室和循环管横穿标高为+6500mm二层楼面。
碱液在加热室内加热,当受热物料升至加热室上部循环管时,由于压力降低开始沸腾汽化,然后升至蒸发室汽液分离,汽相通过旋流板分离碱雾,碱液得以浓缩。
附图1该设备的主要特点:外形尺寸大,介质腐蚀性强,温度较高,由于沸腾及强制循环泵引起的设备振动较大,而且是跨楼层布置。
鉴于此,本人在检验过程中对以下几个问题进行了认真的分析,并找到了解决问题的方法,建议进行了改进。
一.蒸发器各层支座型式及载荷的确定1.支座型式的确定根据有关资料介绍,一般小型蒸发器仅在蒸发室设置一组支座,这样即简单又能使加热室和循环室在操作温度下自由伸长。
但是由于该设备的尺寸较大,设备的净质量和操作物料质量比较大,而且操作时又有振动,如采用一组支座显然是不合理的。
但是采用两组固定支座又会带来多约束的问题,所以本设计中采用了一组固定支座和一组弹簧支座。
其中标高为+11500mm处为固定支座,考虑到载荷较大采用裙座;标高为+6500mm 处为弹簧支座。
这样不但使设备本身的受力均匀,而且也降低了土建造价。
在设备的底部也设有弹簧支座,这组支座仅承受+6500mm以下部分加热室循环管由于温差而引起的热膨胀力以及强制循环泵本身的质量,这组支座由泵制造厂商进行设计。
蒸发器常见故障处理方法
蒸发器常见故障处理方法(总6页) -本页仅作为预览文档封面,使用时请删除本页-蒸发器常见故障处理方法蒸发操作中由于使用的蒸发设备及所处理的溶液不同,出现的事故也处理方法也不尽相同。
下面列出一般的操作事故和处理方法,让大家对常见故障多多熟悉,再遇到故障时能轻松处理!1高温腐蚀性液体或蒸汽外泄泄漏处多发生在设备和管路焊缝、法兰、密封填料、膨胀节等薄弱环节。
产生泄漏的直接原因多是开、停车时由于热胀冷缩而造成开裂;或进是因管道腐蚀而变薄,当开、停车时因应力冲击而破裂,致使液体或蒸汽外泄。
要预防此类事故,在开车前应严格进行设备检验,试压、试漏,并定期检查设备腐蚀情况。
2管路阀门堵塞对于蒸发易结晶的溶液,常会随物料增浓而出现结晶,造成管路、阀门、加热器等堵塞,使物料不能流通,影响蒸发操作的正常进行。
因此要及时分离盐泥,并定期洗效,一旦发生堵塞现象,则要用加压水冲洗,或采用真空抽吸补救。
3蒸发器温度过高排除方法(1)可能是膨胀阀开度过大,进入蒸发器中的制冷剂过多,在蒸发器中不能完全蒸发,多余液体占去一部分热交换面积,传热面积减少,收进蒸发温度高,应根据冷量适当调整膨胀阀开度。
(2)另可能是冷凝温度过高引进蒸发温度升高,因为冷凝温度升高时,压缩机的压缩比增大,吸气系数减少,气体比容增大,致使蒸发温度升高。
4蒸发温度过低(1)可能是膨胀阀开度太小或膨胀阀堵塞。
那么进入蒸发器的制冷剂太少,部份转热面积没有制冷剂吸热蒸发,出来的气体不足压缩机吸气的要求,蒸发器内气体比容减少,压力下降,蒸发温度降低,应根据准是适当调整膨胀阀的开度。
(2)制冷剂代液量不足,进入蒸发器的制冷剂很少,造成部分表面积不能发挥热交换的作用。
进入蒸发器的制冷剂很容易蒸发,但不能满足压缩机吸气要求,导致蒸发温度下降,应按设计说明书的数量加入制冷剂。
(3)蒸发器冷冻水温度太低,甚至冻结,主要是冷冻水循环量太少,应根据需要增加冷冻水的循环量太少,应根据需要增加冷冻水的循环量,并检查水泵。
烧碱蒸发工序技改方案

泸州科技信息汇萃学术交流科学普及促进发展-26-一、技改目的、缓解氯甲烷项目建设后出现的蒸汽供需矛盾。
1、提高隔膜碱蒸发生产水平,节能降耗。
2二、情况介绍近期考察了宜宾天元、四川鸿鹤、金路树脂和泸州北方等同行企业,发现近年来各厂在蒸发生5产工艺上均有较大的改进和提高,普遍采用了母液回流、多级采盐、推料离心机和高真空组合等技术,碱蒸汽单耗约在吨左右。
而相比之下,45%4本公司蒸发生产水平已被赶超许多,主要问题表现在以下几个方面:、Ⅲ效二次蒸汽带碱现象未能根治解决,蒸1发量较大时无法控制正常液位操作,从而影响到一段蒸发浓度和结晶的控制指标偏离。
、电解液平均浓度偏低,总蒸发水量和析出盐2量较高,影响蒸汽消耗偏高、Ⅰ洗效周期较短等。
、Ⅲ效碱液浓度偏低,导致浓效用汽量增3大,降低了综合蒸汽利用级数,从而汽耗偏高。
、采盐工艺落后,冷却系统析出盐量大,系4统循环盐量大,影响洗效周期缩短。
三、技改措施、总体思路1一是提高平均蒸汽利用级数,二是降低循环盐量和循环碱量。
提高平均蒸汽利用级数应以治理解决Ⅲ效二次蒸汽带碱现象为前提。
降低循环盐量和循环碱量则以母液、冷碱盐不回电解液贮槽入手。
、技改方案2⑴、增设Ⅲ效除沫器,增大Ⅲ效二次DN2000蒸汽管径,解决Ⅲ效二次蒸汽带碱问题,同时保持真空能力不降低。
⑵、改造Ⅲ效蒸发器:更新改造Ⅲ效副加热室为(加热管φ×),增大流通面积DN1100573,减小循环阻力,防止轴流泵汽蚀,使洗效周77%期延长。
⑶、安装二次分盐系统:改、冷碱桶为配5#6#料桶,增设二次采盐泵台,增稠泵台,盐泥受槽11台,旋液分离器台。
母液和冷碱盐泥收集于配料12桶内,用二次采盐泵打入二次旋液分离器,分离后清液回到配料桶或进入Ⅱ、Ⅲ效蒸发器,盐泥进入盐泥受槽,用增稠泵配套旋液分离器循环采盐,其旋液分离器出口清液回配料桶,底流盐泥进入盐泥高位槽。
从而实现循环碱量和循环盐量降低。
(附蒸发工艺流程图技改版)⑷、加大浓效采盐泵,采用(CP80-50-20018.)。
影响烧碱蒸发系统经济运行的因素

技师职业资格评审论文论文题目:影响烧碱蒸发经济运行的因素所在市:潍坊市所在单位:山东海化集团有限公司影响烧碱蒸发经济运行的因素[关键词]烧碱蒸发、经济运行、因素[摘要]分析影响烧碱蒸发系统经济运行的因素:生蒸汽压力、电解液浓度、电解液预热温度、蒸发器液位、真空度氯碱企业碱液蒸发采用的工艺主要有双效顺流、三效顺流、三效逆流和三效四体四种类型的工艺流程,生产30%液体烧碱的企业大多采用双效顺流或三效顺流工艺流程,我公司生产50%液体烧碱采用双效顺流降膜蒸发,在烧碱蒸发过程中影响蒸发经济运行的因素很多,主要包括生蒸汽压力、电解液浓度、电解液预热温度、蒸发器液位、真空度、出碱浓度等。
在设计和生产中如何选择并确定这些条件和指标,是关系到能否充分发挥装置的生产能力、降低碱损和汽耗的重要因素。
下面就我公司现有离子膜法烧碱蒸发装置,就对影响碱液蒸发装置经济运行的因素作一一简述。
1 生蒸汽压力生蒸汽压力是烧碱蒸发的热源,较高的生蒸汽压力可以使I效蒸发器,仍至整个蒸发系统获得较大的温差,使装置具有较大的生产能力,而蒸汽压力的选择必须考虑以下几点:(1)过高的生蒸汽压力是没有必要,也不适宜。
因为生蒸汽压力越高,蒸发器的传热温差也越大。
对蒸发器而言,有一个临界温度差值,一般有效温差值控制在临界温差值的90%左右。
超过这个值就会降低蒸发器的传热系数,使装置的生产能力受到影响。
另外,过高的生蒸汽压力势必要提高I效蒸发器及其加热室的耐压要求。
(2)过低的生蒸汽压力也不可取。
因为生蒸汽压力太低,蒸发器将不能维持良好的沸腾状态,传热温差不够,影响蒸发量,整个蒸发器的生产能力将受到严重影响。
一般烧碱生产生蒸汽压力控制在0.8~1.2mpa左右,而我公司是由三电厂直接供应,蒸汽总管压力控制1.0mpa,为此,蒸发器的面积设计需适当扩大,并采用自动调节阀稳定蒸汽压力,根据各效蒸发状况,将气压稳定在合适地数值,让各效的物料能够稳定在一定范围内,保证物料在各效滞留的时间不长,最大限度地发挥蒸发器的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
百度文库- 好好学习,天天向上论文烧碱蒸发器设计中的几个问题凌峰二00五年七月烧碱蒸发器设计中的几个问题江苏省泰州市锅炉压力容器检验研究所凌峰摘要:本文主要针对烧碱蒸发器设计中的几个问题诸如各层支座型式及载荷的确定,热应力的考虑,切向进料以及视镜的设计等几个问题,结合检验经验提出自己的看法,供设计部门参考。
关键词:蒸发器弹性支座热变形力膨胀量切向进口视镜这是某化工企业一套年产万吨NaOH工程中II效蒸发器的设备设计。
该蒸发器为外加热式蒸发器。
其结构尺寸详见图1。
如图所示加热室和蒸发室靠循环管来连接,其主要特点是:加热段较长,循环速度较快,蒸发空间大,受热膨胀量大。
主要设计参数如下:II效蒸发器安装在蒸发车间内,其蒸发室安装在标高为+11500mm的三层楼面上,加热室和循环管横穿标高为+6500mm二层楼面。
碱液在加热室内加热,当受热物料升至加热室上部循环管时,由于压力降低开始沸腾汽化,然后升至蒸发室汽液分离,汽相通过旋流板分离碱雾,碱液得以浓缩。
该设备的主要特点:外形尺寸大,介质腐蚀性强,温度较高,由于沸腾及强制循环泵引起的设备振动较大,而且是跨楼层布置。
鉴于此,本人在检验过程中对以下几个问题进行了认真的分析,并找到了解决问题的方法,建议进行了改进。
一.蒸发器各层支座型式及载荷的确定1.支座型式的确定根据有关资料介绍,一般小型蒸发器仅在蒸发室设置一组支座,这样即简单又能使加热室和循环室在操作温度下自由伸长。
但是由于该设备的尺寸较大,设备的净质量和操作物料质量比较大,而且操作时又有振动,如采用一组支座显然是不合理的。
但是采用两组固定支座又会带来多约束的问题,所以本设计中采用了一组固定支座和一组弹簧支座。
其中标高为+11500mm处为固定支座,考虑到载荷较大采用裙座;标高为+6500mm 处为弹簧支座。
这样不但使设备本身的受力均匀,而且也降低了土建造价。
在设备的底部也设有弹簧支座,这组支座仅承受+6500mm以下部分加热室循环管由于温差而引起的热膨胀力以及强制循环泵本身的质量,这组支座由泵制造厂商进行设计。
2.支座载荷的确定1)标高为+11500mm处载荷的确定:该处的载荷包括:a)上部蒸发室本体及附件的质量b)加热室和循环管膨胀节以上部分的质量c)蒸发室中物料质量或水压试验时水的质量的较大值(取物料质量)结合设计,上部蒸发室本体及附件的质量为11500Kg, 加热室膨胀节以上和循环管膨胀节以上的质量为6425 Kg,蒸发室中物料质量为73923Kg,所以该处的计算载荷为91348 Kg。
2)标高为+6500mm处载荷的确定:该处的载荷包括:a)加热室膨胀节以下部分和循环管膨胀节以下部分的质量b)物料质量或水压试验时水的质量的较大值(取物料质量)c)由温差引起的部分热变形力加热室的换热面积为300m2,壳程内径为Φ1500 mm,材料为Q235-A;换热管规格为Φ,长度为6000mm,共303根,材料为0Cr19Ni9。
按照GB151,通过计算确定了壳体的厚度为14mm,管板的厚度为52mm。
该部分的净质量15500Kg。
循环管的内径为Φ1200 mm,材料为0Cr19Ni9。
按照GB151,通过计算确定了壳体的厚度为8mm。
该部分的净质量5500Kg。
以上两部分的物料质量为29652 Kg。
由温差引起的部分热变形力为3960 Kg。
(具体计算详见本文第二部分)所以该部分的计算载荷为54612 Kg。
为了设计和制造的方便,经过计算和分析,决定加热室和循环管采用同一规格的弹簧,考虑到两侧载荷的不一致,在加热室采用四组八个弹簧,在循环管采用四组四个弹簧,详见附图2。
由于弹簧的计算公式和步骤比较繁琐,本文不再赘述,详见《机械设计手册》中有关章节。
附图2二.对热变形力的考虑1.热膨胀量的计算由于壳程蒸汽的温度及管程NaOH的温度较高,而且两层支座之间的距离也较大,因此,在设计中必须考虑其热膨胀,否则将会产生比较严重的影响。
本设计中考虑设计温度为160 o C,这样相对于常温20 o C时的温差为:∆t=160 – 20 =140 o C由于加热室壳体材料为Q235-A,而循环管的材料为0Cr19Ni9,两种材料在设计温度下的平均线膨胀系数α分别为11 .95 x 10-6 mm/mm o C 和x 10-6 mm/mm o C 。
因此当长度相同时循环管的热膨胀量必然大于加热室,所以,本设计中仅考虑循环管的热膨胀量和热变形力。
两支座之间的距离l =11500 – 6500 = 5000mm根据线胀公式,热膨胀量∆l = α⋅ l ⋅∆t (1)按照(1)式计算得到:∆l = x 10-6 x 5000 x 140 =2.热变形力的计算循环管筒体的热变形力按下式计算:F = ∆l ⋅E ⋅ S ⋅ 1/l (2)(2)式中:F为热变形力∆l为热膨胀量∆l =E为筒体材料在设计温度下的弹性模量E = x 106Kg/cm2S为筒体的横截面积。
这里由于循环管筒体的直径不同,为了简化计算,认为直径不变,而且按大直径考虑。
内径为Φ1200 mm,厚度为8 mm。
因此S = x – 1202) =按照(2)式计算得到:F = x x 106 x x 1/5000= x 106 Kg由上面的计算可以看出,如果设计中不考虑热变形力,那么如此巨大的力必然使支座破坏甚至整个设备或支撑楼板破坏,产生非常严重的后果。
所以本设计中在循环室和加热管分别设置了两个标准的波形膨胀用以消除由于温差而产生的部分热变形力的影响,其余部分的热变形力由+6500mm处的弹簧支座来承担。
按照设计条件本设计选用了JB1121 – 83的标准膨胀节,按照GB151附录A4进行了计算,结果表明其强度及刚度也均满足条件。
在设计中,根据弹簧和波形膨胀节刚度的不同,按其刚度比进行热膨胀量的分配。
波形膨胀节的单波刚度为:1788 Kg/mm,两个波形膨胀节的总刚度为:1788/2 =894Kg/mm;由图2知,所设计的弹簧丝径为Φ30mm, 中径为Φ140mm,其单圈刚度为:mm,工作圈数为圈,共8组弹簧,故其总刚度为:/ x 8 =mm。
假设在热变形过程中波形膨胀节的补偿量为A,弹簧支座的的补偿量为B,则A +B =∆l = (3)A x 894 =B x (4)通过(3)(4)二式可以算出:A =B =而弹簧的最大压缩量, 波形膨胀节的单波最大补偿量为,均大于A 值和B值,所以弹簧和波形膨胀节均安全。
由于温差引起波形膨胀节的热变形力为894 x =3960Kg,该力即为作用于弹簧支座上的由温差引起的部分热变形力。
三.蒸发室碱液进口及加热室壳程蒸汽进口均设计为切向进口在以往的设计中上述两个进口,尤其是加热室壳程蒸汽进口往往设计为径向进口,但这次我们通过调查和翻阅有关资料,建议设计为切向进口。
1.蒸发室碱液进口径向进口使碱液中的固体盐在蒸发室内不能很好的分离,从而导致整个蒸发器传热效率降低,增加了循环管,强制泵及加热室的磨蚀,缩短了蒸发器的使用寿命。
另一方面,径向进口使得蒸发室和加热室之间的连结管道过短,给安装带来了很大的困难。
本设计改进为切向(非正切)进口,使得碱液在蒸发室内能很好的进行固液分离,提高了传热效率,使能量能够得到充分利用,同时加大了蒸发室和加热室之间的连结管道的长度,安装也比较方便。
2.加热室壳程蒸汽进口根据有关资料介绍,径向进口尽管设置了防冲板,但仍不能使蒸汽均匀的流入管间,使部分蒸汽直接冲刷到换热管上引起振动,从而导致部分换热管与管板的连接失效,产生泄漏。
所以建议设计对此进行了改进,增设了导流筒并将蒸汽进口改为切向,从而使蒸汽能均匀的流入管间,防止蒸汽对进口处管束的冲刷而致使进口端的部分换热管与管板的连接失效产生泄漏,而且可以减少远离接管处的死区,提高传热效率。
四.视镜的改进蒸发器的视镜是观察蒸发器内液位高低和料液蒸发沸腾状况的唯一可视部件。
它是蒸发器的“眼睛”,没有它蒸发器就无法正常运行。
虽然其本身的经济价值不大,但是其损坏所造成的损失和危害不可忽视。
其主要危害如下:1.蒸发器停车,蒸发工段被迫系统停车。
2.视镜玻璃破碎后,碱液及蒸汽夹带着玻璃碎片喷射而出,猝不及防的操作工容易被烧伤导致严重的人身伤害。
3.蒸发器的视镜处于高温,带压,温差大,而且冷热交替频繁,强腐蚀介质不断冲刷的环境下工作,使其寿命大大缩短。
据一些厂家反映使用寿命长者不过月余,这样一来,视镜更换频繁,势必造成蒸发的开停车次数频繁,电解液积压,给厂家造成不小的经济损失。
在以往的检验中,发现设计部门曾采用在普通视镜的玻璃与料液的接触面上贴衬一层F46薄膜,使其寿命延长,这样一来使其寿命延长到半年左右。
因此,本次设计我们在此基础上建议进行了改进。
改进的视镜结构详见附图3。
1.蒸发器壳体2.原视镜座3.不锈钢短节4.视镜压盖5.F46薄膜6.视镜玻璃7.联接螺栓螺母附图3百度文库- 好好学习,天天向上-10 这种结构优点在于,即使内层的玻璃破碎,料液,蒸汽及玻璃碎片也不会喷射而出,从而避免了人身伤亡事故的发生。
综上所述,在本次蒸发器的设计中所建议的几点被设计部门采纳后,通过现场安装及运行,达到了设计目的和安全生产要求。
主要参考文献:1.《换热器设计》由《化工设备设计全书》编辑委员会,秦叔经、叶文帮等编。
化学工业出版社,出版日期:2003年5月第一版,pg62-101 2.《化工容器》由《化工设备设计全书》编辑委员会,丁佰民、黄正林等编。
化学工业出版社,出版日期:2003年1月第一版,pg282-287 3.《钢制管壳式换热器》GB151-89附录A4 pg85-90,1989-02-22发布,1989-09-01实施。
4.《化学工艺设计手册》上册第一版(修订)化学工业出版社,出版日期:1989年1月。
附录二《波形膨胀节》JB1121-83 pg320-329 5.《机械设计手册》中册第二版(修订)化学工业出版社,出版日期:1982年10月第二版,pg980-982二00五年七月。