工作台技术要求
创客空间、众创空间家具技术要求产品清单
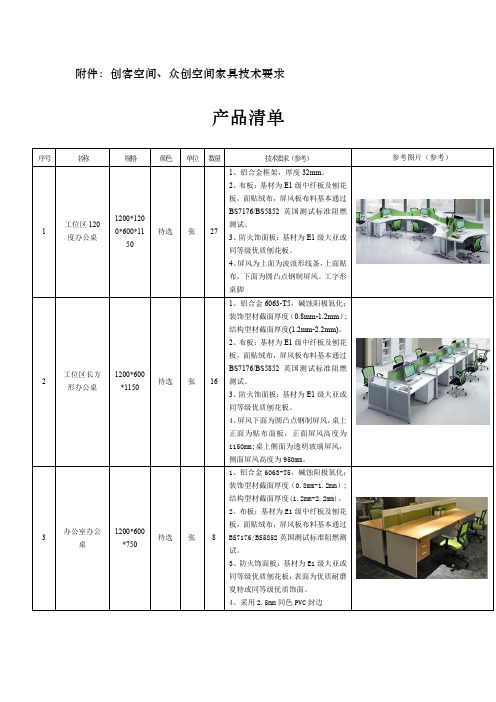
产品清单
序号
名称
规格
颜色ห้องสมุดไป่ตู้
单位
数量
技术要求(参考)
参考图片(参考)
1
工位区120度办公桌
1200*1200*600*1150
待选
张
27
1、铝合金框架,厚度32mm。
2、布板:基材为E1级中纤板及刨花板,面贴绒布,屏风板布料基本通过BS7176/BS5852英国测试标准阻燃测试。
2、泡棉:圣诺盟或同等级优质高回弹泡棉,外衬丝棉。
3、打底:高弹力弹簧+尼龙绷带。
4、钢脚:采用304#优质不锈钢电镀脚。
30
公共休息区正方形茶几
750*750
月光白/弗吉尼亚胡桃
张
16
1、基材:“大亚”牌或同等级优质E1级刨花板。
2、贴面:“夏王”或同等级优质优质耐磨防火饰面板。
3、封边:2.5mm厚同色PVC封边条。
2、海棉:圣诺盟或同等级优质优质泡棉,高回弹性,耐用度高。
3、曲木板:靠背、座垫为12mm多层曲木板热压成型。
4、支架:壁厚1.2~1.8mm钢管压弯而成,表层电镀或喷涂处理。
15
路演区移动椅
605*600*875
待选
张
12
PA固定扶手/PU轮/闪银架/
座椅能折叠堆放
16
洽谈椅
680*690*890*450
8
咨询桌
1400*1400*750
S-37弗吉尼亚胡桃木/S-29月光白
张
3
1、面材:德国“夏特”或同等级优质防火饰面板。
2、基材:福建“大亚”或同等级优质E1级刨花板、广西“丰林”或同等级优质E1级中纤板,甲醛释放量≤9mg/100g。
家具框架种类及材质技术规范要求

家具框架种类及材质技术规范要求一、工作台(规格1200mm×600mm×780mm)桌面采用1.2mm厚压花纹不锈钢折弯成型,18mmE1级厚细木工板填充。
主体框架采用50mm×50mm国标1.2mm壁厚不锈钢,加防滑地脚,满焊抛光连接。
配三个加锁抽屉。
另配规格450mm×550mm×550mm带活动地脚轮加中格板不带门的白钢柜。
二、班组桌(规格2300mm×1130mm×780mm)主体框架/2300mm×1130mm×750mm。
桌面采用1.2mm厚压花纹不锈钢折弯成型,内用 14mmE1级高密度板+16mmE1级厚细木工板填充。
边框及三个横撑60mm×30mm。
桌腿立柱为60mm×60mm国标1.2mm壁厚不锈钢方管,加防滑地脚,满焊抛光连接。
三、三座排椅(规格1750mm×680mm)每座都有扶手,靠背和座板采用2.0厚钢板一次模压成型,两侧支撑钢板为2.0mm厚满焊连接,底梁采用3.0mm厚异形角钢连接,经过防腐除锈后三层镍电镀处理,扶手采用6012铝合金,壁厚达到2.0mm一次模压成型,防水防腐,适候性强:纯铝合金扶手,座垫及靠背采用聚氨酯PU材质。
有优异的防水防腐性能,防火耐高温,弹性好承载能力高,耐老化耐低温耐刮耐磨。
(含纤维面料椅套一套)四、单人床(规格1980mm×900mm×900mm)主体框架采用40mm×40mm国标2.0mm壁厚方管。
床板采用1.0mm厚钢板折弯一次成型,经防腐除锈高温静电喷涂处理。
配套床垫采用50mm纯天然椰棕无任何杂质,经防虫除味上下各附厚度5mm重体海绵防腐阻燃针织面料软包。
五、折叠椅(规格490mm×410mm×800mm)要求质量要等同于北京天坛品牌质量,主体框架采用国标2.0mm壁厚三层镍电镀圆管,靠背和椅面采用1.2mm厚超纤皮定型海绵软包。
数控机床制造与验收技术要求

龙门式加工中心制造与验收技术条件第13页七、最小设定单位试验机床最小设定单位试验为直线坐标设定单位试验。
试验某一坐标最小设定单位时,其他运动部件原则上置于行程的中间位置。
试验时可在使用螺距补偿和间隙补偿条件下进行。
1 试验方法先以快速使直线坐标上的运动部件向正(或负)向移动一定距离,停止后,向同方向给出数个最小设定单位的指令,再停止,以此位置为基本位置,每次给出1个,共给出20个最小设定单位的指令,向同方向移动,测量各个指令的停止位置。
从上述的最终位置,继续向同方向给出数个最小设定单位指令,停止后,向负(或正)向给出数个最小设定指令,约返回到上述最终的测量位置,这些正向和负向的数个最小设定单位指令的停止位置均不作测量。
然后从上述的最终位置开始,每次给出1个,共给出20个最小设定单位的指令,继续向负(或正)向移动,测量各指令的停止位置,见图1。
至少在行程的中间位置及靠近两端的3个位置上分别进行试验。
各直线坐标均应进行试验。
龙门式加工中心制造与验收技术条件第15页八、原点返回试验原点返回试验为直线坐标原点返回试验,试验某一坐标时,其他运动部件原则上应置于行程的中间位置;试验时,可在使用螺距补偿和间隙装置的条件下进行。
1 试验方法直线坐标上的运动部件,从行程上的任意点,按相同的位移方向,以快速进行5次返回原点P0的试验。
测量每次实际位置P10与原点理论位置P0的偏差X i(i=1,2…,5),见图3。
至少在行程的中间及靠近两端的3个位置上分别进行试验。
各直线坐标均应进行试验。
2误差计算误差以3个位置的最大误差值作为该项的误差。
R0=4S0 (5)式中:R0——原点返回误差,mm。
S0——原点返回时标准偏差,mm。
1 nS0= ∑(X i0—X0)2n-1 i=11 nX0 = ∑X i0n i=1龙门式加工中心制造与验收技术条件第16页3)允差R0=0.009mm4)检验工具激光干涉仪或读数显微镜和金属线纹尺。
生产线技术方案书

手机装配生产线技术方案书通信设备公司手机装配线依据生产厂房平面和工艺布局进行设计,详细技术方案说明如下:一、工作场地条件(1)日工作时间连续20小时(2)动力电源三相380V±10%,50H Z(三相五线制)(3)压缩空气进口6Kg/cm2(4)噪音环境噪音≤55dB(5)环境条件相对湿度≤85%RH,温度0~40℃(6)接地系统设备地、防静电地各自独立(间距≥18M)二、总体技术要求(1)生产线总体布局合理,物流畅通,满足产品工艺流程。
(2)生产线各运动部分转动灵活、运行平稳,无异常现象发生。
(3)设备地单独进线体所有单相插座盒E极(与动力电源地隔离)。
(4)生产线应有漏电保护装置和紧急停止开关;每工位仪表板插座和线槽插座成对配装10A熔丝装置。
(5)线槽插座主线缆6mm2(含设备地线),插座进线2。
5mm2(含熔丝装置);设备地线为黑色(E),其它两线(L、N)按规范。
(6)线体电气控制部件运行时,不允许对产品和仪表产生电磁干扰,三相电源各相电流应保持良好平衡。
(7)线体照度一般≮500Lux,特殊工位达1000 Lux(清洁台)。
(8)生产线重要支承件应考虑到最大负重;各结构件表面涂覆牢固耐用、整体色调简洁明快.三、工程项目(1)皮带传输线2套(共3条)(2)测试仪表台8张(3)成品包装线1套(4)CLASS 100清洁台4套(5)5×1。
5×2.2M双回风风淋房1套(CLASS 1000~10000)(6)设备地桩、防静电地桩(电极深度:2.5M、电极面积:10 mm厚紫铜板1M2、引出排截面积:5×50 mm)各1套四、项目技术要求(一)皮带传输线1、线体结构30×40铁方管片架,皮带线双面工作边形式(中间2000 mm两节无工作边)2、线体形式、规格(1) 传送形式皮带传送,双面工作边操作(2)皮带规格防静电皮带宽350 mm、厚2 mm(3)线体总长20500 mm(有效长度20000 mm)(4)工作边高度750±20 mm(5)工作边宽度350 mm(坡面收边)(6)片架高度2000 mm(7)片架间距1600 mm×5节+2000 mm×2节+1600 mm×5节(8) 工位间距800 mm(密集操作)~1600mm(宽松操作)~2000 mm(清洁装配或调试工位)(9)最大工位数单边24、双边48(10)传送速度1。
工作台技术要求范文

工作台技术要求范文一、硬件要求:1.计算机硬件配置:至少Intel Core i5处理器、8GB内存和500GB 硬盘,以确保流畅的运行。
2.显示屏要求:建议使用23英寸以上的显示器,以提供更大的工作区域,方便进行多任务处理。
3.键盘鼠标要求:要求使用质量良好的键盘和鼠标,以确保舒适的使用体验和高效的操作。
4.网络连接要求:需要稳定的网络连接,建议使用有线网路连接,以确保数据的及时传输和稳定性。
二、软件环境要求:1.操作系统要求:支持Windows 7及以上版本的操作系统,以确保兼容性和稳定性。
2.开发工具要求:需要使用专业的开发工具,例如Java开发需要使用Eclipse或IntelliJ IDEA等。
3.数据库要求:需要使用合适的数据库系统,例如MySQL或Oracle 等,以支持数据存储和查询的需求。
5.版本控制要求:建议使用版本控制系统,例如Git或SVN等,以便于多人协作和代码管理。
三、功能要求:1.用户认证:工作台需要提供用户认证功能,以确保只有经过授权的用户才能访问和操作系统。
2.数据管理:需要支持数据的导入、导出和存储,以及数据的增删改查操作,以满足用户对数据的管理需求。
3.任务调度:需要支持任务的创建、调度和执行,以实现自动化和批量处理的功能。
4.报表生成:需要支持生成各种类型的报表,例如文字报告、图表报告等,以便用户进行数据分析和决策。
5.权限管理:需要支持对系统各个功能和模块进行权限管理,以确保不同用户只能访问和操作其具有权限的内容。
6.界面设计:界面要简洁清晰、易于操作和美观大方,以提供良好的使用体验和用户满意度。
7.性能要求:工作台需要具备较好的性能,能够在大数据量和高并发情况下保持稳定和高效的运行。
以上就是工作台技术要求的一个示例,通过明确硬件要求、软件环境要求和功能要求,可以为工作台的设计和开发奠定基础,以满足实际业务需求和提升工作效率。
当然,具体的技术要求还需要根据具体的业务需求来进行定制和调整。
西餐摆台技能标准

酒店服务西餐宴会摆台比赛规则和评分标准学生一、比赛内容:西餐宴会摆台6人位二、比赛要求1、按英式席位安排法,以宴会套餐程序摆台;2、操作时间15分钟提前完成不加分,每超过30秒,扣总分1分,不足30秒按30秒计算,以此类推;超时2分钟不予继续比赛,未操作完毕,不计分;3、选手必须佩带参赛证提前进入比赛场地,裁判员统一口令“开始准备”进行准备,准备时间3分钟;准备就绪后,举手示意;4、选手在裁判员宣布“比赛开始”后开始操作;5、比赛开始时,选手站在主人位后侧;比赛中所有操作必须按顺时针方向进行;6、所有操作结束后,选手应回到工作台前,举手示意“比赛完毕”;7、除装饰盘须手托餐巾和花坛可徒手操作外,其余物件,使用托盘操作;8、物品落地每件扣3分,物品碰倒每个扣2分;物品遗漏每件扣1分;三、比赛物品准备组委会提供物品:西餐长台240厘米×120厘米、西餐椅6把、工作台,其余比赛物品各参赛队可参照以下物品自行准备:防滑托盘2个、台布2块:200厘米×165厘米、餐巾6块:56厘米×56厘米、装饰盘6只:寸--10寸、面包盘6只:寸—6寸、黄油碟6只:寸—寸、主菜刀肉排刀、鱼刀、开胃品刀、汤勺、甜品勺、黄油刀各6把、主菜叉肉叉、鱼叉、开胃品叉、甜品叉各6把、水杯、红葡萄酒杯、白葡萄酒杯各6个、花瓶或花坛1个、烛台2座、盐瓶、胡椒瓶各2个、牙签盅2个;四、西餐宴会摆台比赛评分标准后附西餐宴会摆台基本技术要求和评分标准行业西餐宴会摆台竞赛分英语水平、理论知识和操作技能竞赛三部分,其中英语水平考试由组委会统一组织考试,理论知识和操作技能竞赛两部分由组委会负责命题,理论知识和操作技能考试成绩分别占总成绩的20%和70%;一、参考资料全国旅游饭店服务行业职业技能竞赛西餐宴会摆台理论知识考试参考题库参见中国旅游饭店网;二、理论知识考试理论知识考试为闭卷,满分100分选手理论知识考试成绩×20%为最终计入总成绩的分数,考试时间60分钟;1.考试内容;包括基础知识、专业知识和相关知识三部分;2.题型;包括选择题、判断题、简答题;三、操作技能考试一比赛内容1.西餐宴会摆台6人位2.斟酒二比赛规则1.摆台台形按餐台长边每边2位客人、短边每边1位客人摆放;以宴会套餐程序摆台,鼓励选手进行台面设计与布置创新;2.操作时间16分钟;提前完成加分,每提前30秒含加1分,不足30秒不加分,提前完成操作加分最高不超过5分;超时扣分,每超时30秒含,扣总分1分,不足30秒按30秒计算,以此类推;超时2分钟时停止操作,成绩根据选手已完成部分打分;3.选手须佩带参赛证提前进入比赛场地,裁判员统一口令“开始准备”进行准备,准备时间2分钟;准备就绪后,举手示意;4.选手在裁判员宣布“比赛开始”后开始操作;5.比赛开始时,选手站在主人位后侧;比赛中所有操作必须按顺时针方向进行,违者扣5分;6.所有操作结束后,选手须回到工作台前,举手示意“比赛完毕”;7.餐巾准备无任何折痕;餐巾盘花花型不限,但须突出主位花型,整体符合台面设计主题;8.除摆放展示盘装饰盘、花瓶花坛或其他装饰物、烛台、斟倒酒、水可徒手操作外,其余物件,均须使用托盘操作;9.比赛中允许使用展示盘装饰盘垫或防滑盘垫;10.评分标准中的项目顺序,除评分细则明确规定的外,选手可自行选择操作顺序完成各个比赛项目;11.在操作过程中,物品落地或掉落在台面、椅面每件扣3分,物品碰倒在托盘或桌面每件扣2分;物品遗漏每件扣1分;掉地及破损物品不得再使用,违者扣5分,且所摆之物品不计分;12.比赛开始前的餐椅围绕餐桌一二二一对称摆放,比赛开始后方能移动餐椅;选手不得拉开椅子在内圈操作,违者扣5分;三比赛物品准备1.组委会提供物品1西餐长台长240厘米×宽120厘米,高度为75厘米2西餐椅6把3工作台4比赛用酒水2.选手自备物品1防滑托盘2个,含展示盘<装饰盘>垫或防滑盘垫2台布1块,与组委会提供的西餐餐台尺寸相匹配3餐巾6块,可加带装饰物:56厘米×56厘米4装饰盘6只:寸--10寸5面包盘6只:寸—6寸6黄油碟6只:寸—寸7主菜刀肉排刀、鱼刀、开胃品刀、汤勺、甜品勺、黄油刀各6把8主菜叉肉叉、鱼叉、开胃品叉、甜品叉各6把9水杯、红葡萄酒杯、白葡萄酒杯各6个10花瓶、花坛或其他装饰物11烛台2座12盐瓶、胡椒瓶各2个13牙签盅2个14葡萄酒开瓶器海马刀四比赛评分标准1.“仪容仪表”评分标准2.西餐宴会摆台评分标准。
家具生产车间各个工序操作技术要求以及注意事项

生产工序操作技术要求及注意事项一、开料作业要求1、目的通过规范作业程序,推台锯、裁板机开出的工件符合质量要求,避免因不规范操作而造成成本额外损失。
2、适用范围开料作业工序3、设备工具材料卷尺、直角尺、中纤板、刨花板、加工板等。
4、作业准备首先根据零件生产及记录卡中规定的要求,检查应加工原材料的品种、规格、尺寸和数量。
检查待加工材料翘曲度,看其表面是否有凹凸不平或划痕。
用吸尘器清理工作场地,并用气管将工作台吹净,保持工作台随时清洁,不准有硬物存在,以免损伤板材表面。
检查推台锯的开关是否灵敏、可靠。
检查锯片是否锋利,主锯和刻锯是否在一条直线上,试机约一分钟,看运行是否正常。
5、工作内容调解锯片高度。
锯片要高于待加工板厚10-15mm。
移动推台锯的靠块(条),确定加工工件的宽度。
确定基准面。
确定加工工件的宽度将锯边作为准面、飞边约5—10mm。
板件定位。
板件要与靠块(条)靠紧,并将卡尺卡住。
推台锯,裁板机的进料速度根据板厚和硬度进行调整,加工不同厚度板材可更换不同型号的锯片。
操作员在排板时应先看清图纸、木纹、板材厚度、颜色,主机手在开出第一件时要做到首检。
一米以下,正负偏差为毫米;二米以上,正负偏差为毫米以下。
加工完毕后,在“工件生产及检查记录卡”上签字,将工件摆放在指定地点,经质检确认后方可流转。
作业结束时,关闭电源、气源,将工作场地和工作台清理干净。
6、技术要求如出现划伤,磕伤,崩伤等不能修补的工件不能转入下道工序。
7、检查方法目测。
7.1.1目视开料后工件表面是否有碰伤、磕伤、砸伤和崩边等现象,工件的数量、形状是否符合图纸规定要求。
测量。
7.2.1用卷尺测量工件线形尺寸、邻边垂直度,其公差为±0.5mm。
8、注意事项必须保持头脑清醒,不得酒后上岗,机电设备由专人操作。
要求主机手操作,在开短小工件时要用板条向前送料,扶手开始用手去接。
注意靠挡的位置,如用右靠挡开长度时,挡头不能超出主锯片的尾端,约退后1-2厘米;如用右靠挡开宽度时,挡头不得超过主锯片的1/3。
精益管工作台技术要求标准
精益管工作台技术要求标准英文回答:Lean management is a systematic approach that aims to eliminate waste and improve efficiency in the workplace. One important aspect of lean management is the implementation of lean workstations or workbenches. These workstations are designed to optimize productivity, minimize waste, and improve ergonomics for workers. In order to meet the technical requirements and standards of lean workstations, several factors need to be considered.Firstly, the layout and design of the workstation should promote efficiency and ease of use. This includes organizing tools and equipment in a logical and accessible manner, ensuring that everything is within reach and easily identifiable. For example, tools can be arranged on a pegboard or stored in labeled drawers for quick and easy access. Additionally, the workstation should be designed to minimize unnecessary movements and reduce the time taken tocomplete tasks. For instance, tools that are frequentlyused together should be placed closer to each other to minimize the need for workers to move around.Secondly, the work surface of the workstation should be suitable for the tasks being performed. It should be sturdy, spacious, and resistant to damage. For example, a workbench used for heavy-duty tasks should be made of a durable material such as stainless steel or solid wood. The surface should also be easy to clean and maintain to ensure a hygienic working environment.Thirdly, the workstation should be equipped with appropriate lighting to ensure visibility and reduce eye strain. This can be achieved by installing overhead lightsor task lighting that can be adjusted according toindividual needs. Adequate lighting is crucial for accurate and efficient work, especially when dealing with small components or intricate tasks.Furthermore, the workstation should be designed with ergonomics in mind to promote worker comfort and preventinjuries. This includes providing adjustable chairs or stools, footrests, and ergonomic tools. For example, an adjustable-height workbench allows workers to work in a comfortable position, reducing the risk of back pain or strain. Ergonomic tools, such as those with cushioned handles or anti-vibration features, can also help reduce fatigue and increase productivity.In addition to these technical requirements, it is also important to consider the cultural and behavioral aspects of lean workstations. Lean management encourages a culture of continuous improvement and employee engagement. This means that workers should be actively involved in the design and improvement of their workstations. Their feedback and suggestions should be taken into consideration to ensure that the workstations meet their needs and preferences. For example, workers may suggest additional storage solutions or modifications to the layout to improve workflow.中文回答:精益管理是一种系统化的方法,旨在消除浪费,提高工作效率。
GSK980TDb(带工作台)数控车床综合实验台技术参数

GSK数控车床原理综合实验台一、设备技术性能设备名称GSK数控车床原理综合实验台型号规格GSK-LT-001系列1.设备的主要用途、功能用途:教学实验及科学研究数控原理综合实验台(以下简称实验台)是适合数控技术专业教学的专用实验设备,其功能全、适应性强,可满足数控维修、数控电气设计、故障设计、数控机床电气组装、机床数控化改造等各项实验设置。
2.实验台特点①平面化开放式结构,结构紧凑,体积小;②四脚加装滚轮,便于移动;③布线简明,标志清晰,易观察机床动作及故障诊断;④主轴(正反转、制动),光电编码器检测;⑤X、Z轴联动;⑥四工位回转电动刀架、冷却电动机、标准工业专用电子手轮;⑦X、Z轴手动行程限位,减速回零控制;⑧20个常用故障设置专用区,便于培养学生的故障诊断、数控机床维修能力;⑨备有完善的电气电路图纸、数控电气布线图;⑩漏电保护功能(电流超过30mA将立即自动断电,起到保护作用)。
3.技术参数及指标(不配置光栅尺)(1) 外形尺寸(长×宽×高):1500×1300×1100mm(2) 工作台行程 (X、Z轴) mm:120/120(3) X、Z轴进给速度mm/min: 2000/4000(4) 主轴转速范围rpm:30--2000(带变频)(5) 主轴电机功率Kw:0.75(6) 主轴最大输出扭矩:1.3N.m(7) 刀架位数:4工位(立式)(8) 控制系统: GSK980TDb/DA98A(交流伺服系统)按贵公司情况配置为:X轴为DA98A-110SJT-M040D;Z轴为DY3-13/10BYG3501ASY电机(9) 重量:500kg注:GSK980TDb系统为第三届全国数控技能大赛指定的数控车床系统。
3.实验台可实现实验项目(1) 数控车床的构造、组成原理。
(2) 数控车床各单元的连接、调试、控制实验。
(3) 数控车床的故障和诊断的研究及设计实验(包括机床检测元件、主轴单元、进给单元等)。
机械加工设备技术要求
机械加工设备技术要求(二)、招标内容:一、设备(项目)用途该机床普遍适用于汽车、模具、机械制造等行业的箱体零件、壳体零件、盘类零件、异形零件的加工,零件经一次装夹可自动完成四个面的铣、镗、钻、扩、铰、攻丝的多工序加工。
可完成四轴柱面曲线加工、四轴平切面加工、旋转曲面加工等,实现四轴联动加工。
该机床不仅适用于板类、盘类、壳体类、周密零件的加工,而且适用于模具加工。
能知足实训教学、大赛训练及产品加工需求。
2、整体要求(1)机床整体布局加工中心采纳立式框架布局,立柱固定在床身上,主轴箱沿立柱上下移动(Z向)、滑座沿床身纵向移动(Y向)、工作台沿滑座横向移动(X 向)的结构。
床身、工作台、滑座、立柱、主轴箱等大件均采纳高强度铸铁材料,造型为树脂砂工艺,两次时效处置排除应力。
这些大件均采纳Pro/E和Ansys优化设计,提高大件和整机的刚度和稳固性,有效抑制了切削力致使机床的变形和振动。
(2)拖动系统三轴导轨副采纳转动直线导轨,动静摩擦力小,灵敏度高,高速振动小,低速无爬行,定位精度高,伺服驱动性能优,提高机床的精度和精度稳固性。
三轴伺服电机经弹性联轴节与高精度滚珠丝杠直联,减少中间环节,实现无间隙传动,进给灵活、定位准确,传动精度高。
Z轴伺服电机带有自动抱闸功能,在断电的情形下,能够自动抱闸将电机轴抱紧,使之不能转动,起到平安爱惜的作用。
(3)主轴组主轴组采纳专业厂家生产,具有高精度,高刚性。
轴承采纳P4级主轴专用轴承,整套主轴在恒温条件下组装完成后,均通过动平稳校正及跑合测试,提高了整套主轴的利用寿命及靠得住性高。
主轴在其转速范围内可实现无级调速,主轴采纳电机内置编码器操纵,可实现主轴定向和刚性攻丝功能。
(4)刀库采纳机械手刀库,安装在立柱侧面,换刀时刀盘由滚子凸轮机构驱动及定位,主轴抵达换刀位置后,由机械手换刀装置(ATC)完成还刀和送刀,ATC为滚齿凸轮机构,通过预压后能够高速无噪音运转,使换刀进程快速准确。
防静电工作台的技术要求【汇总】

采购防静电工作台时要注意,有些厂家只是在工作台面上铺一层防静电材料,桌子的桌面是符合防静电的要求,但无法将静电及时的泄放,另外普通的工作台的其他部位也有可能产生静电。
一张好的防静电工作台会具有哪些优点:1、标准化需求,可根据客户的需求定制符合工作需要的工作台。
2、人性化设计,符合人体工程学原理,又美观大方。
3、模块化设计,多种附件任意选择,组合,且具有互换性。
4、优质的防静电台面,具有双面整体防火,防静电功能,并且耐磨耐用。
5、工作台框架采用优质工业铝型材,壁厚达到2.0mm以上。
表面经过阳极氧化处理,有一层致密坚硬的氧化膜,美观大方,耐腐蚀性强,并且最重要的是不导电。
6、防静电是整张工作台检验的最主要标准,整张工作台导电率要控制在106Ω,而且在测试时不止是测试台面的防静电指数,要整体查看防静电性能和对地电阻,因为整体防静电的作用是从源头上避免静电的发生。
防静电标准规定了电子设备研制生产全过程中,对静电放电危害的防护技术基本要求,静电敏感器件的采购、检测、储存、运输、装配过程中的防静电操作要求,对防静电工作区的管理以及人员教育培训等内容。
本标准适用于研制、生产、维修电子设备的部门及采购、储运、检测电子元器件,也适用于其它任何涉及静电敏感元器件的部门。
1术语静电:物体表面过剩或不足的静止电荷。
静电放电:静电电场的能量达到一定程度后,击穿其间介质而进行放电的现象。
英文缩写ESD。
静电敏感度:元器件所能承受的静电放电电压值。
静电放电敏感(的)英文缩写ESDS。
静电敏感器件:(承受静电放电电压较低的器件)对静电放电敏感的器件。
泄放:将静电荷安全传导到地。
中和:利用导性电荷(异性离子)使静电消失。
静电导体:表面电阻率在105~108Ω范围内的物体。
接地:电气连接到能提供或接受大量电荷物体上。
(如大地、舰船或运载工具金属外壳。
)接地连接点英文缩写:EBP。
防静电工作区:用各种防静电设施、器件及明确区域的界限形成的工作场地。
十字滑台工作台技术要求
十字滑台工作台技术要求
1. 结构设计
- 采用整体式焊接结构,保证工作台的刚性和稳定性。
- 底座采用重型钢板制造,提高抗震性和负载能力。
- 滑台导轨采用高精度滚珠丝杠副,确保运动精度和平稳性。
- 滑台驱动采用高精度伺服电机,实现高速高精度定位。
2. 运动性能
- /轴行程≥800,满足大型工件加工需求。
- 最大进给速度≥10/,提高生产效率。
- 重复定位精度≤±0.02,满足高精密加工要求。
- 最大承载≥500,适用于重型加工。
3. 人机界面
- 采用工业级触摸屏,操作简单直观。
- 支持代码编程,兼容多种加工软件。
- 具备手动/自动/单段/连续等多种运行模式。
- 具备报警诊断和故障自检功能,提高可靠性。
4. 安全保护
- 设有安全光栅,可自动检测危险区域,防止碰撞。
- 急停开关易于触及,确保紧急情况下快速停车。
- 具备机械手动解锁功能,方便维护保养。
- 采用防护罩,隔绝切屑和冷却液,保护主轴和滑台。
5. 附加功能
- 可选配自动工具更换系统,提高加工灵活性。
- 可选配自动对刀测量系统,简化对刀操作。
- 可选配冷却液循环系统,延长刀具使用寿命。
- 可选配工件自动上下料系统,实现自动化生产。
加工中心技术要求(粗加工)

模具加工中心技术要求
一.设备技术要求:
1、功能:
1.1 要求机床具有铣削、镗削、钻削、攻丝等功能;实现三轴联动加工。
2、性能:
2.1 要求机床结构设计合理,整机动态刚性大,有足够的静/动态刚性和良好的精度保持性,布局合理、结构紧凑,具备高速度、高精度、高刚性等特点,具备强力切削条件,保证机床的加工效率、加工精度及其稳定性。
2.2 要求机床使用、维修方便,具有足够的安全性。
2.3零件一次装夹后可完成铣、镗、钻、扩、铰、攻丝等多工序粗、精加工,具有自动化程度高、可靠性强、操作简单、方便、宜人,整体造型美观大方、机电一体化程度高等优点。
2.3高速适于精密轻切削。
2.4具有丰富的网络功能(以太网为标准配置),与因特网连接可实现远程诊断;
2.5 以上均应达到制造商“产品合格证”要求。
3、关建件:
3.1 要求机床主要功能部件和关键零部件具有高的品质和制造精度及技术先进性。
采用进口或名牌或指定品牌。
详细如下表:立式加工中心主要配置及要求如下表:(设计制造标准符合ISO 标准)
四、其他要求:
1、机床采用标准颜色,电源功率为380V/3相 50HZ,机床采用公制;
2、卖方应对机床的各部位进行详细描述,同时对零部件选择应进行详细剖析,甚至对零部件选择进行对比分析;
3、鼓励卖方货物提前发货,并在最短时间内让买方投入生产;
4、为了实现多台数控设备能实现联网工作,设备应具有实时传输的DNC功能。
5、未在配置栏中做出特别说明,其他技术要求及配置均安数控机床ISO标准规定执行。
莲都区人民医院检验科工作台等整体技术参数

莲都区人民医院检验科工作台等整体技术参数(一)主要设备材料及结构的技术要求L实验台柜体(中央台、仪器台、电脑台):Ll柜体材料:采用符合国际和国内相应标准的优质冷轧钢板,钢板厚度ei∙0mm,金属表面经酸洗、磷化等化学防锈处理后高压静电均匀喷涂环氧树脂粉末(80~90μm),并经高温固化在表面之上,具有不脱落、耐腐蚀之功能;1.2柜体框架:为独立整体焊接结构,表面以环氧树脂静电喷涂处理耐酸碱防腐蚀;1.3柜体结构:全钢结构,整体为拆装式结构分为多个单元独立柜体,柜体深度为530mm(±2%),高度(含调整脚及台面厚度)为800mπι(±2%);面板为外盖式结构,门板抽面均为双层结构,柜体上部分为抽屉,下部分为柜门。
前柜体含一层可调节拆卸活动层板,标准独立柜体,并可搭配空位,键盘位,单抽位等不同需求,整体颜色配置以合同为准;1.4合页:除有特别说明者外,采用2L2mm厚304拉丝不锈钢合页,非焊接方式连接固定;1.5滑轨:实验室专用优质滑轨移动灵活轻柔推拉滑动平稳顺畅无噪音承重力强,或采用三节承重消音阻尼导轨,确保抽屉完全打开、承重并且不变形。
整个抽屉不仅日常开关没有噪音,更使其敦实牢固、不易变形;1.6门板、抽屉面板、拉手:采用21.2mm厚优质冷轧钢板冲压成型,模具化加工,金属表面经酸洗、磷化等化学防锈处理后高压静电均匀喷涂环氧树脂粉末(80~90μm),并经高温固化在型材表面之上,具有不脱落、耐腐蚀之功能。
柜门为双层,中间添加蜂巢板填充,减低噪音增强抗冲击性,以免变形,抽屉长度245Omm(±5%),拉手采用一体成型拉手,安全美观,经久耐用;1.7活动背板:采用活动式可自由拆卸结构,便于使用过程中检修水、电、气等管道;1.8活动层板:采用符合国际和国内相应标准的优质冷轧钢板,钢板厚21.Omrn,金属表面经酸洗、磷化等化学防锈处理后高压静电均匀喷涂环氧树脂粉末(80~90um),并经高温固化在表面之上,具有不脱落、耐腐蚀之功能;内加加强筋,以加强其承重能力,防止底板受力变形,层板支撑扣采用21.2mm厚304#不锈钢制作;层板由四个钢制层板扣支撑,承重大于40kg。
卧加技术要求
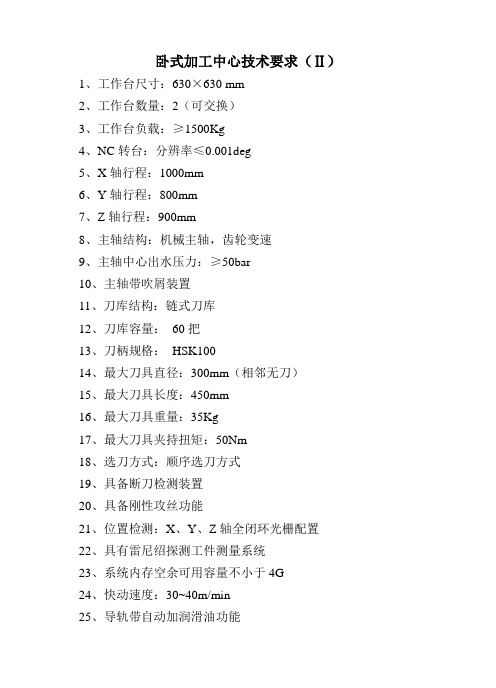
卧式加工中心技术要求(Ⅱ)
1、工作台尺寸:630×630 mm
2、工作台数量:2(可交换)
3、工作台负载:≥1500Kg
4、NC转台:分辨率≤0.001deg
5、X轴行程:1000mm
6、Y轴行程:800mm
7、Z轴行程:900mm
8、主轴结构:机械主轴,齿轮变速
9、主轴中心出水压力:≥50bar
10、主轴带吹屑装置
11、刀库结构:链式刀库
12、刀库容量:60把
13、刀柄规格:HSK100
14、最大刀具直径:300mm(相邻无刀)
15、最大刀具长度:450mm
16、最大刀具重量:35Kg
17、最大刀具夹持扭矩:50Nm
18、选刀方式:顺序选刀方式
19、具备断刀检测装置
20、具备刚性攻丝功能
21、位置检测:X、Y、Z轴全闭环光栅配置
22、具有雷尼绍探测工件测量系统
23、系统内存空余可用容量不小于4G
24、快动速度:30~40m/min
25、导轨带自动加润滑油功能
26、工作台带液压夹具接口
27、具备自动冷却排屑系统,冷却液最后采用纸过滤
28、加工区全防护、油雾收集处理
29、电气控制全封闭、空调恒温控制
30、X、Y、Z轴定位精度(ISO230-2标准)
定位精度(X、Y、Z轴):≤0.01 mm
重复定位精度(X、Y、Z轴):≤0.006 mm。
普通高中通用技术实践室(场所)装备标准
为贯彻落实教育部《基础教育课程改革纲要(试行)》(教基[2001]17号)和《普通高中课程方案(实验)和语文等十五个学科课程标准(实验)》(教基[2003]6号)精神,提高我省普通高中教育技术装备水平,适应全面推进素质教育和基础教育课程改革要求,促进我省基础教育的改革和发展,特制定本标准。
本标准适用于我省普通高中。
完全中学的高中部分可按本标准参照执行。
普通高中通用技术实践室(场所)装备标准一、建设原则1、本标准根据教育部制订的《普通高中课程方案(实验)》对学生的培养目标和《普通高中技术课程标准(实验)》制定。
2、普通高中技术课程是以提高学生的技术素养为主旨,以设计学习、操作学习为主要特征的基础教育课程。
根据教育部颁布的《普通高中技术课程标准(实验)》中课程设置的九个模块,本标准制定了相应的实践室设置要求,具体如下:3、学校应按课程标准必修模块的要求,规划建议和基本要求必配不少于2间实践室,学校还可以根据课程标准选修模块的要求选配实践室。
4、在课程设置的九个模块中,每个模块又由若干个小模块构成。
因此,设备配置方案中的通用部分为该模块必配;其余可根据所选小模块选配相应设备。
5、考虑到经费、场所、设备等因素,各地可因地制宜,充分利用当地职业学校的实验、实习场所资源,也可以以多所学校共建通用技术训练中心等形式进行建设。
6、实践项目学校可根据地区、城乡、学校间的差异自行选择,实践室的建设参照本标准进行。
7、本标准仅为普通高中通用技术教学提供基本实践操作平台,学校可根据实际在此平台上自由拓展为相应的设计与制作活动。
8、实践课教师可充分利用学校已有教师资源,也可通过聘用的方式解决。
二、实践室通用要求1、面积:1991年起建的实践室每间使用面积不小于90 ㎡,2007年5月起立项新建的实践室每间使用面积不小于96 ㎡,改建、扩建的实践室应根据实际情况,在保证达到相关标准对各项距离(净距离)和安全通道要求的前提下可参照执行。
【国家标准】DB21∕T 2380-2014 移动实验室 操作台通用技术规范

国家标准、行业标准编制说明《中华人民共和国标准化法》将中国标准分为国家标准、行业标准、地方标准(DB)、企业标准(Q/)四级。
国际标准由国际标准化组织(ISO)理事会审查,ISO理事会接纳国际标准并由中央秘书处颁布;国家标准在中国由国务院标准化行政主管部门制定,行业标准由国务院有关行政主管部门制定,企业生产的产品没有国家标准和行业标准的,应当制定企业标准,作为组织生产的依据,并报有关部门备案。
法律对标准的制定另有规定,依照法律的规定执行。
制定标准应当有利于合理利用国家资源,推广科学技术成果,提高经济效益,保障安全和人民身体健康,保护消费者的利益,保护环境,有利于产品的通用互换及标准的协调配套等。
中国标准按内容划分有基础标准(一般包括名词术语、符号、代号、机械制图、公差与配合等)、产品标准、辅助产品标准(工具、模具、量具、夹具等)、原材料标准、方法标准(包括工艺要求、过程、要素、工艺说明等);按成熟程度划分有法定标准、推荐标准、试行标准、标准草案。
一份国标通常有封面、前言、正文三部分组成。
标准号:标准号至少由标准的代号、编号、发布年代三部分组成。
标准状态:自标准实施之日起,至标准复审重新确认、修订或废止的时间,称为标准的有效期;又称标龄。
归口单位:实际上就是指按国家赋予该部门的权利和承担的责任、各司其责,按特定的管理渠道对标准实施管理。
替代情况:替代情况在标准文献里就是新的标准替代原来的旧标准。
即在新标准发布即日起,原替代的旧标准作废。
另外有种情况是某项标准废止了,而没有新的标准替代的。
实施日期:标准实施日期是有关行政部门对标准批准发布后生效的时间。
提出单位:指提出建议实行某条标准的部门。
起草单位:负责编写某项标准的部门。
ICS97.140Y 81 DB21 辽宁省地方标准DB21/T 2380—2014移动实验室操作台通用技术规范Mobile laboratory - General specification for work table2014-11-18发布2015-01-18实施辽宁省质量技术监督局发布目次前言 (II)1 范围 (1)2 规范性引用文件 (1)3 术语和定义 (1)4 分类 (2)5 要求 (2)6 试验方法 (5)附录A (资料性附录)设计和安装指南 (7)I前言本标准根据GB/T 1.1-2009给出的规则进行起草。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工作台技术要求物资需求一览表
一、产品的总体要求:
1、产品材料:选用武钢生产的优质钢材;
2、产品加工:尺寸一致,台面高度误差不超过±2mm,两件产品并列放置,中间缝隙不能大于5mm;
3、产品颜色:按规定要求涂色,色泽与对应标准色卡相符;
4、所有产品的柜体为焊接,不允许铆接;焊接处参照:二氧化碳气体保护焊工艺规程JB/T9186-1999进行,保证焊缝均匀,牢固,无脱焊、虚焊现象;
5、外观:所有焊接应平整、牢固、严密,焊接光滑平整,无凹凸现象;
6、表面处理:各种产品金属件(除已表面处理镀锌件外,如螺栓等)均要求酸洗——磷化——水洗——烘干——表面静电喷涂——恒温固化的流程进行表面处理,涂层质量符合标准规定。
1)附着力达到GB/T9286-1998标准中0级;
2)冲击强度达到GB/T1732-93标准50kg·cm;
3)硬度达到GB/T6739-1996标准中2H;
4)耐腐蚀性(盐酸试验)按GB/T1771-91标准,大于500小时;二、产品各项技术要求
(一)工作台2032改(图号:19042402-01,版次3);
1. 规格:1500*800*(830+1000);
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 可调灯架上配:1套25W的LED灯、1张方孔挂板;
4. 方孔挂板上配:2个多功能五孔插座、1个灯开关;
5. 抽屉采用单滑轨,承重50kg/抽,配全宽铝合金把手,把手内可插入标签,抽屉内2*2分格;
6. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
7.材料厚度:桌架1.5~2.0mm,灯架1.5mm,挂板1.5mm,灯顶板1.0mm,柜体0.8mm,抽屉立柱1.5mm,抽屉面板1.5mm,抽屉体0.8mm,轨道
2.5mm;
8. 数量:24张。
(二)工作台2032改(图号:19042402-02,版次1);
1. 规格:1800*1000*(830+1000);
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 可调灯架上配:1套25W的LED灯、1张方孔挂板;
4. 方孔挂板上配:2个多功能五孔插座、1个灯开关;
5. 抽屉采用单滑轨,承重50kg/抽,配全宽铝合金把手,把手内可插入标签,抽屉内2*3分格;
6. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
7.材料厚度:桌架1.5~2.0mm,灯架1.5mm,挂板1.5mm,灯顶板
1.0mm,柜体0.8mm,抽屉立柱1.5mm,抽屉面板1.5mm,抽屉体0.8mm,轨道
2.5mm;
8. 数量:15张。
(三)工作台2032改(图号:19042402-02,版次2);
1. 规格:1500*1200*(830+1000);
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 可调灯架上配:1套25W的LED灯;
4. 左前桌腿上配:1个灯开关;
5. 抽屉采用单滑轨,承重50kg/抽,配全宽铝合金把手,把手内可插入标签,抽屉内2*3分格;
6. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前
置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
7. 材料厚度:桌架1.5~2.0mm,灯架1.5mm,灯顶板1.0mm,柜体0.8mm,抽屉立柱1.5mm,抽屉面板1.5mm,抽屉体0.8mm,轨道2.5mm;
8. 数量:2张。
(四)工作台2009(图号:19042402-04,版次1);
1. 规格:1800*800*830;
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 抽屉采用单滑轨,承重50kg/抽,配铝合金把手,把手内可插入标签,抽屉内2*2分格;
4. 单开门柜内配1层可调隔板,承重50kg/层;
5. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
6. 材料厚度:桌架1.5~2.0mm,柜体0.8mm,抽屉立柱1.5mm,抽屉面板2.0mm,抽屉体0.8mm,轨道2.5mm;
7. 数量:4张。
(五)工作台2009(图号:19042402-05,版次1);
1. 规格:1200*800*830;
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 抽屉采用单滑轨,承重50kg/抽,配铝合金把手,把手内可插入标签,抽屉内不分格;
4. 单开门柜内配1层可调隔板,承重50kg/层;
5. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
6. 材料厚度:桌架1.5~2.0mm,柜体0.8mm,抽屉立柱1.5mm,抽屉面板2.0mm,抽屉体0.8mm,轨道2.5mm;
7. 数量:2张。
(六)工作台2003改(图号:19042402-06,版次1)
1. 规格:1500*800*830;
2. 桌面采用32mm厚的高强度绿色贴面桌面;
3. 桌下配∅150的聚氨酯轮,2定向2万向,其中1万向带刹车;
4. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
5. 桌架1.5~2.0mm,脚轮板5.0mm;
6. 数量:4张。
(七)工具柜1013(图号:19042402-07,版次1)
1. 规格:530*570*915;
2. 柜顶三面围边,柜顶配1张2mm厚的防滑胶皮;
3. 柜顶配1张钢制翻转看图板;
4. 单开门上镶有机玻璃;
5. 柜内上部抽屉采用单滑轨,承重50kg/抽,配全宽铝合金把手,
把手内可插入标签,抽屉内2*2分格;
6. 柜内下部配1层可调隔板,承重50kg/层;
7. 柜底配梯形脚;
8. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
9. 材料:柜体1.0mm,抽屉立柱1.5mm,抽屉面板1.5mm,抽屉体0.8mm,轨道2.5mm,隔板0.8mm,门1.0mm;
10. 数量:40台。
(八)物料柜4008(图号:19042402-08,版次1)
1. 规格:1000*450*1950;
2. 柜内配4层可调隔板,承重50kg/层;
3. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
4. 柜体1.0mm,隔板0.8mm,门1.0mm;
5. 数量:4台。
(九)物料台车5001改(图号:19042402-09,版次2)
1. 规格:1120*800*870;
2. 台面粘2mm厚的绿色平板胶皮,台面承重350kg;
3. 推车底部配∅150聚氨酯轮,2定向2万向,其中1万向带刹车;
4. 表面处理:事前经预脱脂,本脱脂、磷化、酸洗、纯水洗等前置处理程序。
表面静电喷塑, 60μm≤涂层厚度≤80μm,具有一定的抗弯曲和抗冲击能力。
涂膜附着力较强,耐蚀耐湿性较高;涂层均匀、色泽一致。
无针孔、夹渣、划伤、鼓泡、麻点、橘纹等外观缺陷。
5. 材料厚度:台板1.5mm,把手2.0mm,筋1.0mm,脚轮板5.0mm;
6. 数量: 15台。
11、设备脚踏板
12、钳工桌(14张)
13、工艺柜
以上各项仓储物流设备均附有图纸,未尽之处应参照图纸,所有设计及制作均以满足或达到客户的需求为准。
云南西仪工业股份有限公司 2019.04.24。