NIMAK中频焊钳的认识和基础知识
NIMAK焊钳培训文件 1 焊钳使用安全操作注意事项以及型号识别

1. 安全指导1.1.2.设在点焊钳上的标识本操作手册内容包括手持式点焊钳的所有操作指导。
使从事此项工作的人员从中获得焊接技术方面的知识。
为此,要求使用者在操作前认真阅读本手册,为了你个人的安全和焊钳的安全。
将此手册放置在方便的位置,便于所有使用者阅读。
1234561.1. 安全指导和标识789这些标识包括警告标识、强制标识、禁止标识。
这些标识可在手册和/或点焊钳上找到。
在点焊钳的警告、强制和禁止标识不得去除和遮盖,并保持清晰。
请检查是否满足以上要求。
1011121.1.1. 在操作手册中的标识这个危险标识出现在所有安全指导项目前。
请按照要求操作,确保人员和焊钳的安全。
标识注释:当“N.B.”标识在某段文字前出现时,表明这段文字的重要。
1)危险警示.2) 危险电压. 3) 电磁场.4) 可能导致伤害. 5) 表面有高温. 6) 磁场.7) 不得带有金属物品. 8) 不得带有手表9) 带有心脏起搏器者止步. 10) 保护服 11) 护镜.12) 查阅手册 .1.2.标准和说明国际和国家标准和要求(如:DIN标准,VDE 要求,事故预防标准)是“公认的技术规范”,必须遵守。
除此之外还有:所有的修理工作都必须由专业人员进行。
修理时必须关闭焊钳开关和切断电源。
DIN VDE0100设置一般电压到1000V的高电压.修理时只能使用本手册标明的器件,否则会对焊钳造成损害。
DIN VDE0113/EN60204DIN VDE0545/EN50063DIN ISO669气缸的移动只能按照设定的程序执行。
如在修理时,强行扳动气缸会造成焊钳部件的损坏。
确认将设置重置为“0”BG B11电磁场UVV-VBG4预防事故规章始终遵守焊钳上的警示和提示。
如不注意安全提示,会造成人员和设备的损害。
使用者要注意存在的危险。
更换电焊钳的部件必须使用原厂产品,如使用其它配件,生产厂商将不承担任何责任。
e除此之外,永远不要试图自行修理焊钳, 否则会将自己置于高压电击的危险中。
(完整版)中频焊机资料

八、焊装线生产设备性能描述4.3.1日基一体式焊钳优点4.3.2.5 中频直流一体式焊钳示意图解模块化结构,主机有外罩防护,保证使用安全,维修方便。
X 型工频交流/中频交流一体式焊钳铬锆铜冷挤压机臂时效工艺,保证高强度和良好的冷却性能。
数控精密制造,保证高品质、高性能。
选用知名品牌的进口气动元件,进口的电极材料,保证低成本、高效益。
多功能集成控制手柄结构合理,设计人性化。
荣获专利,航空插件英国技术,防水性特强。
焊机前后重心可调,旋转角度锁定机构独家专利,保证操作的灵活与轻巧。
达欧洲标准的100%环氧树脂真空浇注,德国技术的线圈成型和绝缘工艺,先进模具成型的E 型矽钢片,造就高电磁利用率、高出力、低空载损耗的高性能变压器。
配置性能卓越、品质可靠的触摸屏式专用控制箱,保证稳定的焊接性能。
X 型中频直流一体式焊钳 控制手柄中频变压器旋转盘接线盒气 缸辅助支撑架焊钳本体 焊 臂电极帽弯电极4.3.2.6 中频直流变压器主要参数4.3.2.7 中频直流变压器主要性能a. 变压器铁芯采用适用于中频特性的高导磁性能的铁芯;b. 变压器内部采用高性能的绝缘材料c. 初级线圈与次级线圈采用真空环氧浇铸工艺,具有很好的绝缘防水性能;d. 装有多重温度报警装置,确保安全工作。
e. F 级绝缘;f. 变压器为水冷式及环氧树脂浇注结构;g. 变压器次级装有动作温度为80℃±5℃的热保护元件,当冷却水流量不足时,为了防止变压器过热烧毁,必须使用自动超温保护和灯光报警装置,温度异常时保证变压器线圈不被烧毁,预埋热保护开关。
h. 整流器采用优质的元件,确保输出稳定可靠。
i. 一体化焊钳具有漏电保护装置,保证工人操作安全。
4.3.2.7 一体式焊钳通用技术指标 4.3.2.7.1 温升a. 上、下钳臂,气缸的温升<35℃。
在0.3Mpa 水压、0.5Mpa 气压下,焊钳短路通以10000A 电流,焊接时间0.6s型号:DB2-130 额定容量130KVA 最大标准负载电流20000A 负载持续率50% 初级电压500V 输出频率1000HZ 二次无负荷电压10/12.5V 空载损耗<0.8KW 绝缘等级F 匝数比50/40 冷却水流量5L/min 变压器重量15.3Kg型号:DB2-90 额定容量90KVA最大标准负载电流:18000A 负载持续率:50% 初级电压:500V 输出频率:1000HZ 二次无负荷电压:9.8V 空载损耗:<0.8KW 绝缘等级:F 匝数比:51冷却水流量:5L/min 变压器重量:13.5K的状态下,钳体不得有任何损伤。
焊钳知识

NIMAK自动焊钳

Pa
Pb
尼玛克(NIMAK)机器人焊钳 机器人焊钳的平衡补偿
Working cylinder
Metal
伺服电机驱动焊钳的平衡补偿功能
Equalising cylinder
1. 依靠焊钳自身的平衡补偿系统
F
Robot
Fixed Arm
Pa
Pb
2. 依靠机器人控制器电极磨损自动纠正点补偿功能。
3. 依靠机器人控制器扭力或者压力传感器实施自动平衡补 偿功能
伺服盒控制方式:
焊钳上的伺服电机由独立的变频控制器控制
优点 伺服电机独立控制单元,提高系统灵活性
可以适用于所有通用机器人
焊接质量好,过程稳定性高 通常的伺服电机的优点
机器人 控制器 伺服电机 控制器 焊接控制器
缺点
与第7轴控制类型相比较高的投资额
“伺服盒”类型
尼玛克(NIMAK)机器人焊钳 伺服电机加压控制
尼玛克(NIMAK)机器人焊钳 机器人焊钳的平衡补偿
第7轴控制伺服电机驱动焊钳扭力及压 力传感器自动平衡补偿功能
优点: 取消焊钳气缸,电磁阀等 部件
减轻焊钳15-20%重量
取消动力气源
缺点: 机器人控制器软件投资高
尼玛克(NIMAK)机器人焊钳 机器人电阻点焊最新代表性技术
F-BKS 5820... 布劳伊尔(BRAEUER)自动 更换电极帽及修磨组合机
电极压力
焦耳定律
Q = I2 * R * t
I: 电流 [A]
焊接电流
R: 电阻 []
t:
焊接时间 [s]
Q: 产生的热量 [Ws], [J]
控制能量的手段:
时间 电流 压力
焊核
电极压力
NIMAK焊钳培训文件 3 焊钳的装配、连接及操作(附带气缸工作原理)

装配,连接5.装配,连接5.1.运输手动点焊钳运输包装有两种方式—木箱或带有托盘的纸箱。
假使焊钳分解成几部分(电源和焊接控制),这些都会单独包装。
所有的连接都会分解开。
我们建议你使用提升机或铲车搬运货物。
5.2.存放手动点焊钳须存放在清洁和封闭的房间内,温度在+5°C和+45°C之间。
如焊钳存放的时间过长(超过3个月)或其它的环境,请与尼玛克公司联系。
5.3.悬吊点焊钳是专门为汽车工业设计的。
为了便于使用,设计思想主要是如何减轻重量。
使用与焊钳重量相匹配的平衡器(附件),可在使用时感觉不到重量。
将焊钳吊在吊臂的圆孔中(1)。
图5-1:吊杆/平衡器在装焊钳时,建议在吊杆与平衡器之间安装绝缘装置!15!为了使焊钳可以在任何位置上使用,钳身上装有万向节,可以保持重心平衡。
当确定重心位置后,必须将焊钳放下,比如摆放在桌子上!在组装和调试设备时,必须注意所有的部件一定要上紧。
注意对以下螺栓的要求:z M 12 = 110 Nm z M 16 = 180 Nm z M 20 = 200 Nm图 5-2: 平衡调节杆当将平衡调节杆上的六角螺帽(1)松开, 焊钳可调整到所需要的垂直位置。
在悬吊时,调节工作一定要注意安全。
焊钳必须保证平衡器弹簧拉力调整适当。
另外, 焊钳可通过转盘(1)做 360° 旋转,用锁销(2)锁定。
2图 5-3: 转盘/锁销16!115.4. 压缩空气的连接手动点焊钳需要使用压缩空气,确保要与供气网连接。
需要的空气压力可在技术数据中找到。
根据焊接的需要,留有适当的长度。
德语"Luft" 意思是"空气" (1).5.5. 冷却水的连接手动点焊钳使用封闭的水冷却系统。
变压器、次级电路和电极臂都是经过水冷却。
两个冷却水管直接连接在焊钳上。
("Wasser-Vorlauf"(进水)和"Wasser- Rücklauf" (出水)) (1).图 5-5: 冷却水的连接图 5-4: 压缩空气的连接在更换新管时,注意不要将赃物带进气管对焊钳造成损伤。
中频 NIMAK手动焊钳电控柜培训
NIMAK手动焊中频焊钳控制柜
Die perfekte Verbindung
欢迎 – welcome –Willkommen 2012-11
目录
安全指导 控制柜原理简介 控制柜整机介绍 Xpegasus简明介绍
常用备件 维护、维修注意事项 常见问题及排除方法
其它:
维护和维修注意事项
机器元器件
机柜 悬吊 压缩空气 水流 水流速度 电流电缆
周期
每周 每周 每天 每天 每天 三个月
内容
清洁 检查所有连接紧固件 视觉检查、检查漏气 视觉检查、检查漏水 检查流量计速度 检查
常见问题及排除方法
常见问题及排除方法
END
谢谢!
制作: 2012.11.25
贴在控制柜上的安全标示
危险电压
(一)控制柜原理简介
控制柜:断路器控制电源连接与断开、控制器控制所需的设定参数、
开关按钮触发控制信号、控制器执行参数控制控制器是否通电。
控制信号 主电流
(二)控制柜原理(传感器)
控制柜传感器:电流传感器、变压器温度传感器、流量传感器
(三)控制柜原理(保护器)
控制柜保护器:漏电保护器、互感器、断路器。
控制柜整机介绍(下面)
网线 接口
Xpegasus简明介绍
• 通过XPegasus设置焊接参数 • Xpegasus V2.2版软件,界面如下:
Xpegasus简明介绍
Xpegasus V2.2版软件,参数界面如下:
具体设定操作详见 Xpegasus说明书
常用备件
序号 1
名称
2
规格
3 4
5
型号
安全指导
试制车间中的IQR与中频焊钳技术
试制车间中的IQR与中频焊钳技术作者:北京实耐固科技开发公司王智广IQR是最新的电阻焊接控制技术,可在焊接过程中自动监测焊接回路的电压和电流,计算出电阻和功率;而中频焊钳不仅具有保证焊接质量、增加可靠性的特点,而且适用于高强度钢板、镀锌板、不锈钢、铝板等多种材料。
它们在试制车间中扮演者非常重要的角色。
随着我国汽车制造业的高速发展,与国外先进汽车设计制造的交流以及建立汽车自主品牌的需求日益迫切。
试制车间的建立和不断完善是各个汽车制造企业工作的重中之重,因此,尽快建立一套符合现代汽车试制的模式至关重要!试制车间肩负着新产品研发和产品批量生产工艺要求的制定工作,其主要目的是能够满足各种新开发车型的白车身焊装试制工作,而并非单一某种车型,因此,选用设备应考虑到多种车型的适应性。
同时,由于试制车间往往空间有限,不可能从一开始就配备大量各种形式的焊钳,生产线上几百把焊钳的工作往往只能由几十把焊钳完成,因此,要求试制车间尽量提高每把焊钳的使用率。
大量焊钳的第一次选择应尽量大众化,且每把焊钳都应具有快装机构和多套焊接参数的选择功能,鉴于此,IQR和中频焊钳技术显得至关重要。
IQR技术在焊接过程中,焊点的质量易受各种因素的影响(如图1)。
IQR是最新的电阻焊接控制技术,IQR功能可在焊接过程中自动监测焊接回路的电压和电流,并计算出电阻(即回路的电阻)和功率。
图1 影响焊接质量的因素如果控制器没有检测到焊接特征曲线,控制器将调整焊接电流或延长电流的作用时间,让焊接特征曲线出现,当焊接特征曲线符合时,焊接过程结束。
如果没有控制器发出报警信号,则说明每个焊点的焊接质量都得到了保证。
这样在焊件的表面形态、厚度和材料层数变化或者临近焊点产生分流时,不需重新调整设定程序。
中频焊钳技术图2 系统基本组成及原理目前,中频焊钳已经在欧洲、美国、日本的许多汽车生产厂家得到使用,除了能够减少生产成本,还为提高汽车的安全性和整车的质量提供了保证。
NIMAK公司中频凸、点焊机技术性能简介[1]
![NIMAK公司中频凸、点焊机技术性能简介[1]](https://img.taocdn.com/s3/m/7d744e01a6c30c2259019e6f.png)
NIMAK公司中频凸/点焊机技术性能简介一、中频点焊1、中频点焊发展的原因(1)弧焊逆变电源的成功应用必然扩大到点焊弧焊逆变电源是70年代末期80年代初期问世的一种节能焊机,它的问世誉为焊接电源的革命。
世界各国竞争相互开发换流原件诸如:◆大功率晶体管◆功率场效应管MOSFET◆晶闸管◆可关断晶闸管GTO◆绝缘栅极晶闸管IGBT,它有:MOSFET的高输入阻抗,高开关速度20KH Z以上GTO的低饱和压降高电流密度而且IGBT已向智能化模块方向发展,已经有:内置功能-连接功率器件和控制电路接口以及过热、过流保护电路。
脉宽调幅PWM(pulse width modulation)控制线路-上/下电路信号的分配电路。
过载保护过压保护等(2)三相次级整流焊机的失败。
(3)IGBT扩大智能化模块新一代产品不断推出和快恢复整流二极管(SHOTTKY BARER DIODE)容量的增加使中频点焊的负载持续率由6%—10%—16%—现今大部分厂的20%。
注:德国BOSCH公司的EXPERT的MF焊接变压器负载持续率已达到50%,但ISO尚无统一标准。
2、中频点焊逆变器与弧焊逆变器工作状态的差别大功率弧焊电源不能突破10KA大关,而中频点焊机200KVA (NIMAK PMP-6-2/100FM)最大焊接电流达到54KA。
两者相比有以下不同点:◆点焊没有空载过程弧焊的负载由无穷大到0和到额定负载的波动所产生的过度过程对逆变器产生不利的影响。
◆点焊负载过程中的焊接电阻变化比起回路阻抗可以忽略不计,而弧焊电源波动所引起Z f变化有几百倍或上千倍的变化,而且是电抗性的负载。
◆点焊时在恒流段工作,点焊逆变器外特性曲线外拖突然截流也就是最深的负反馈频率不变,逆变器工作最稳定。
3、中频点焊机本质上包括三大部分:一个三相整流器,一个绝缘栅极晶闸管组成的桥式逆变器通过中频焊接变压器将高压信号降至适合点焊的低压,再全波整流在二次侧产生焊接电流。
一体式手动焊钳 -公司介绍

由于焊接时间短,材料不会退 火,甚至没有温升
不需水冷
尼玛克
5 尼玛克焊接专机
尼玛克焊接专机、自动线
尼玛克是您解决具有挑战性 的焊接任务的最佳合作伙伴
完整的服务:
1.) 焊接参数定义 2.) 工艺规划 3.) 研发 + 设计 4. ) 工程 + 工厂建造 5.) 安装 + 调试
尼玛克
完美连接
焊钳
北京奔驰培训 ---- 公司介绍
Die perfekte Verbindung
欢迎光临 – Welcome – Willkommen
尼玛克公司 -有着悠久传统的家族企业
成立于1965年,创始人Nickel Erich 先生,位于德国法兰克福和科隆之间的Wissen市
NIMAK 公司介绍
尼玛克 -全球质量领先
尼玛克多次荣获大众和福特汽车公司颁发的优秀质量奖
EC认证
GOST认证
3C认证
ISO9001认证
新型使用专利9项
众多工业领域应用
汽车行业和供应商
航空行业
白色家 电
房屋维 修设备
NIMAK 公司介绍
——国际汽车行业
NIMAK 公司介绍
——国内汽车行业
客户分布 & 服务团队分布
40多年的成功经验 广受焊机用户赞誉的高品质和效益
尼玛克尼玛克焊接专机
不论最适合你的焊接方案是什么:我们会找到它!
转台设备
6 尼玛克粘接技术
. 尼玛克粘接技术
NIMAK eDoser 定量涂胶头
54
尼玛克粘接技术
NIMAK焊钳培训文件 4 焊接相关参数的设置

设置8. 设置8.1. 焊接压力/电极压力电极焊接压力来自于焊钳的气缸。
气缸的控制由控制阀和比例阀完成。
压力计显示压力设置。
电极压力可在技术数据中找到。
8.1.1. 安全阀 (选件)电极臂按电极的实际压力进行设计。
(参考技术数据)。
为保护焊钳不受损害可安装安全阀 (1)。
安全阀 (释放阀) 限制气缸的压力。
当压力超过预设压力,压力将通过此阀释放出来。
图 8-1: 气缸图 8-2: 安全阀设置安全阀通过旋转设置螺栓,然后拧紧安全螺母。
在出厂时设置了释放压力值,所以不需要进行任何调整。
368.2.排气/排气门排出的气体进入排气阀用以控制气缸的行程速度调节释放的空气,使电极行程逐步增加或减少。
z旋紧调节螺栓(1)=〉减少行程速度z旋松调节螺栓=〉增加行程速度8.3.比例阀特殊型的电焊钳同样配备了比例阀 (1).此阀运用特殊的参考值,按比例输出压力信号。
就是说焊钳电极的中心压力通过保护单元的减压器控制,实际焊接压力通过比例阀实现。
焊接压力是在焊接控制器上设置。
设置和操作说明在尼玛克的QualyWeld 焊接控制器操作手册中。
1图8-3:排气阀/排气门37图8-4 比例阀18.4. 预行程, 工作行程为了能夹住较大的焊件,点焊钳装备了气动预行程。
当启动预行程时,钳臂的开口将增大。
在每次的焊接过程中,工作行程实际是预行程的继续,开口尽可能缩小(大约20mm) 到获得最小的闭合力内置时间(周期)。
L 型焊钳的气缸的工作行程或预行程根据需要单独调节长度。
按以下的步骤打开护罩和锁紧活塞装置(1),调整销轴 (3)上的螺套(2), 依次减少预行程和工作行程。
举例,连续点焊时提高焊接节奏。
8.5. 流量监视器 (选项)电子流量监视器监视点焊钳冷却水的流量。
假使预设的流量未能达到,焊钳将不能启动。
这一保护措施使设备不会因为冷却水而造成损坏。
通过安放在前机架上的分压计对只有在冷却水流速和温度正常时,保护螺栓才能打开。
LED 链红色 LED 设备不平衡(流量<开关点) 黄色 LED 输出转换通过(等待大约20秒) 绿色 LED 设备平衡(流量>开关点) 红色、黄色 接近开关点 绿色 大于开关点,1.图 8-5: 交叉件流量检测器是安装盘上的重要设备。
中频焊机资料
中频焊机资料————————————————————————————————作者:————————————————————————————————日期:八、焊装线生产设备性能描述4.3.1日基一体式焊钳优点4.3.2.5 中频直流一体式焊钳示意图解模块化结构,主机有外罩防护,保证使用安全,维修方便。
X 型工频交流/中频交流一体式焊钳铬锆铜冷挤压机臂时效工艺,保证高强度和良好的冷却性能。
数控精密制造,保证高品质、高性能。
选用知名品牌的进口气动元件,进口的电极材料,保证低成本、高效益。
多功能集成控制手柄结构合理,设计人性化。
荣获专利,航空插件英国技术,防水性特强。
焊机前后重心可调,旋转角度锁定机构独家专利,保证操作的灵活与达欧洲标准的100%环氧树脂真空浇注,德国技术的线圈成型和绝缘工艺,先进模具成型的E 型矽钢片,造就高电磁利用率、高出力、低空载损耗的高性能变压器。
配置性能卓越、品质可靠的触摸屏式专用控制箱,保证稳定的焊接性能。
X 型中频直流一体式焊钳 控制手柄中频变压器旋转盘 气 缸辅助支撑架焊钳本体焊 臂 电极帽4.3.2.6 中频直流变压器主要参数4.3.2.7 中频直流变压器主要性能a. 变压器铁芯采用适用于中频特性的高导磁性能的铁芯;b. 变压器内部采用高性能的绝缘材料c. 初级线圈与次级线圈采用真空环氧浇铸工艺,具有很好的绝缘防水性能;d. 装有多重温度报警装置,确保安全工作。
e. F 级绝缘;f. 变压器为水冷式及环氧树脂浇注结构;g. 变压器次级装有动作温度为80℃±5℃的热保护元件,当冷却水流量不足时,为了防止变压器过热烧毁,必须使用自动超温保护和灯光报警装置,温度异常时保证变压器线圈不被烧毁,预埋热保护开关。
h. 整流器采用优质的元件,确保输出稳定可靠。
i. 一体化焊钳具有漏电保护装置,保证工人操作安全。
4.3.2.7 一体式焊钳通用技术指标 4.3.2.7.1 温升型号:DB2-130 额定容量130KVA 最大标准负载电流20000A 负载持续率50% 初级电压500V 输出频率1000HZ 二次无负荷电压10/12.5V 空载损耗<0.8KW 绝缘等级F 匝数比50/40 冷却水流量5L/min 变压器重量15.3Kg型号:DB2-90 额定容量90KVA最大标准负载电流:18000A 负载持续率:50% 初级电压:500V 输出频率:1000HZ 二次无负荷电压:9.8V 空载损耗:<0.8KW 绝缘等级:F 匝数比:51冷却水流量:5L/min 变压器重量:13.5Ka. 上、下钳臂,气缸的温升<35℃。
一体式手动焊钳 -结构介绍

轴径 32 32 32 32 44 44 48 32 44 44 48
有无加强套 无 无 有 有 无 有 无 / 无 有 无
备注 动臂 动臂(大行程气缸) 动臂 动臂(大行程气缸) 静臂 静臂 静臂 动臂 静臂 静臂 静臂
握套组件列表——L
名称 LHN4型用握套
LHN3型用握套
型号
A8.310.004 A8.310.019 A8.310.005 A8.310.020 A8.310.006 A8.310.041 21.305.00006 21.305.00008
4.M8X25(D79840800252)内 六角螺钉(12.9级);
M8X30(D79840800302)内 六角螺钉(12.9级)。
常用备件-钳体
序号 1
2
3 4 5 6 7
名称 衬套组件
汇流排
气缸及气缸密封圈 电气原件 水气管接头 水气管 螺钉
型号
备注
根据实际使用情况储备
K0.014.043
目录
焊钳结构
NINAK Manual Gun
钳臂
钳体
焊钳结构介绍
一体式焊钳
钳臂
钳体
上钳臂部件
加强套
下钳臂部件
X(LHN)
上钳臂组件
握杆组件
电极帽 握杆组件 下钳臂组件
C(CHN)
连接件 密封垫 电极握杆
钳壳 衬套(握套) 旋转盘锁紧器
旋转盘 变压器支架
变压器 后壳 气缸 气阀
防拉器 手柄 吊杆
LHN44/LHN38A/LHN39A
根据实际使用情况储备
电磁阀、急停开关、手柄线/手柄线插座、控制线插头、插座、主 电缆、控制电缆等
根据实际使用情况储备
中频伺服机器人焊钳的应用

度 ,对 工件 冲击较大
容易使 工件产堆蛮 形
,
协
.
. 。
,
,
。
’
e o
,
三 计 篓 气 算 动 磨 焊 损 钳 量 上 具 考 体 虑 了 对 电 极 磨 损 量 的 补 偿 , 值 ,因此仍存在
… ~ 圾
。
…
质量的 问题 。
5 倍o O . 7 mm镀层钢板单相交流焊机
极 发热 量 小 ,延 长 了 电极使 用时 间 ,焊 接条 件范 围扩 大 。 由于 频率 高达 1 0 0 0 Hz ,次 级 电流输 出能 力强 ,波
∞ 删 鲜 第 期 - C 理 代露 部 件
www. m c1 9 5 0 , c o m
Bo T e c h 嗽 . o l o g y
越 来越 广 泛 的应用 ,更多 工程技 术 人 员也参 与到 此项
技术研究 中来 ,希望 它发挥 更大 的作 用 。
图1 中频 焊接控制原 理
中频焊接输出是直流 电,其初级 电压和次级 电流
对 电网冲 击很 小 。通过 中频 和 工频焊 接 试验 ,在 相 同
焊接 机器 人
随 着 工 业 自动 化 的 发 展 ,机 器人 得 到 了 广 泛 应
f d-  ̄j g , 核尺 寸稳 定 范 围扩 大
。
,
几乎 不产 生 飞溅
宝 NA 中 频 点 焊 :  ̄g稳定的焊接范围较大 , 三 证 焊 核 直 径 为 5 m m 时 , 焊 接 电 流 车 身 按
,
初 竺 电 流 呈 自 然 递 增 , 焊 点 表 面 质 , 气动焊钳在焊接时产生的噪声较大 控制J 焊接压力 无法准确 为 : 流 焊 机 点 焊 1 0 0 焊 点 情 况 下 , ; ' 产 生 焊 接 飞 溅 , 使 工 作 环 境 - 州 警单相交流焊机为 ? 点 , 中 频 点 焊 机 为 2 4 0 焊 点 ; 同 磊 1 1 o 焊点
中频点焊机原理介绍
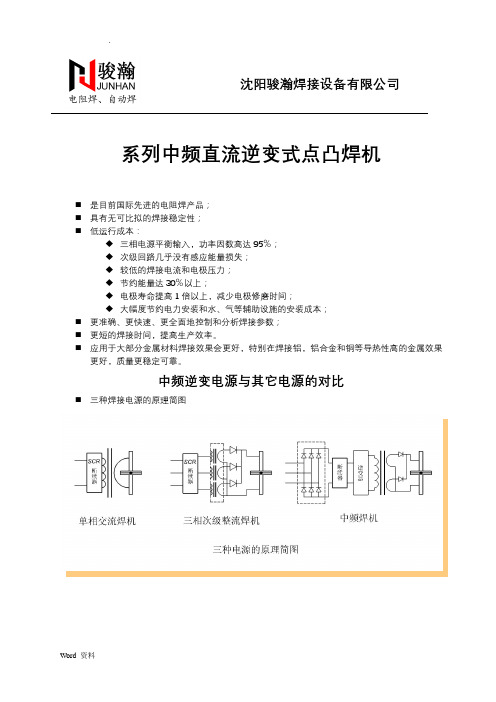
沈阳骏瀚焊接设备有限公司系列中频直流逆变式点凸焊机⏹是目前国际先进的电阻焊产品;⏹具有无可比拟的焊接稳定性;⏹低运行成本:◆三相电源平衡输入,功率因数高达95%;◆次级回路几乎没有感应能量损失;◆较低的焊接电流和电极压力;◆节约能量达30%以上;◆电极寿命提高1倍以上,减少电极修磨时间;◆大幅度节约电力安装和水、气等辅助设施的安装成本;⏹更准确、更快速、更全面地控制和分析焊接参数;⏹更短的焊接时间,提高生产效率。
⏹应用于大部分金属材料焊接效果会更好,特别在焊接铝,铝合金和铜等导热性高的金属效果更好,质量更稳定可靠。
中频逆变电源与其它电源的对比⏹三种焊接电源的原理简图单相交流焊机⏹最常见的电阻焊机型式;⏹一般用可控硅移相控制。
由于工作频率(50Hz)的限制,其焊接电流的最小调节周期需0.02s(即一个周波);⏹每个周波都有过零区,特别在小焊接规范时,过零时间可能高达预定焊接时间的50%以上。
热量损失严重,这对于热导性良好的材料(如Al、Cu及其合金)和热强钢等的焊接是极为不利的。
而在连续缝焊的情况下则会限制焊接速度的提高。
⏹交流电流在通过焊接区时,由于趋表效应而出现发散现象,显然能量利用不充分。
⏹电阻焊的对象大多是钢铁之类的铁磁材料,工件进入焊机的电极臂间就会引起次级回路电感量的变化,引起焊接电流的不稳定,从而导致焊接质量的波动;⏹强大的焊接电流使电极臂受到交变电磁力的干扰,从而导致电极压力的不稳定,影响焊接质量。
电容储能焊机⏹焊接时间很短,一般只有0.003~0.006s(通常放电时间不作控制)。
焊点表面氧化和变形很少;⏹特别适用于厚度差别大的材料焊接;⏹输出和输入完全分隔,不受外部电源变化影响,保持恒定功率输出;⏹对大多数材料来说,储能焊机的焊接规范太硬了;⏹设备价格比较高;⏹电容器寿命相对较短。
三相次级整流焊机⏹输出电流为有少量波动的直流电,交变电磁力的影响很小;⏹三相输入,有利于电网的平衡。
NIMAK焊钳培训文件 5 焊钳维护以及常见故障的排除
9.维护、维修和修理在这一章你将获得关于点焊钳的重要信息:z维修z维护z修理一般和重点维护,达到:z安全操作z无故障操作z延长焊钳的使用寿命z保证产品质量9.1.安全指导维护和维修工作不能保证经常进行会导致:z对焊钳的使用者造成严重的伤害z°对焊钳造成损害只有有资质的专家才能对焊钳进行维护和修理。
9.1.1.准备工作在对焊钳维护时z关闭电源z关闭压缩空气z关闭冷却水以下的警示标志必须贴在点焊钳上。
Warning图9-1:焊钳上的警示标志9.1.2.处于操作状态在系统处于操作状态前,安全检查是必要的。
在接通焊钳的电源前,必须确认不会对人和焊钳造成伤害。
9.2.维修和维护如何确认磨损的种类和程度取决于操作和使用的不同环境。
我们建议保留操作手册,并将所有测试数据作为日志记载下来。
.假使发现焊钳的部件有问题,会对人造成危险,必须立即停止使用,并马上联系你的维修技术人员。
419.2.1. 电极/电极帽电极臂和电极帽是传递电流和压力的元件。
电极的主要材料为黄铜或铜。
为了减轻重量,电极臂使用铝材制作。
因为焊接的电流、材料和温度,会使电极多少会受到磨损的影响,造成电流降低和热度不够,影响焊接质量。
为了保证焊接质量,电极帽需要经常修理和更换。
使用扳手或电极专用扳手(2) 更换电极帽(1)。
在拆卸电极前,先关掉焊钳中的冷却水(直接冷却电极帽)!确认螺丝拧紧,冷却管没有损坏! 电极更换后,夹子必须重新安装好。
确认螺钉和插件必须连接正确。
9.2.2. 焊点焊点电阻产生在电流的传递点上,所以焊件的表面需要干净。
所有在次级电路的接触点必须清洁,如有赃物或氧化,需用细砂纸打磨。
z 电极,z 电极夹/固定器 z 电流线, 汇流排2为防止接触点被腐蚀,可在铜件上附一层薄膜。
图 9-2: 更换电极帽429.2.3. 转盘在点焊钳上的转盘要保持转动自如。
转盘的使用寿命取决于环境条件,像转动的频率,负载,温度等。
9.2.4. 气缸尼玛克的焊钳专用气缸在出厂时就带有润滑剂,操作时使用无油的压缩空气。
先进的梅达中频直流点焊技术

先进的WTC/MEDAR中频直流阻焊技术陈建平摘要: 随着技术进步和成本降低, 中频直流电阻焊近年来得到进一步的推广. 本文回顾了中频直流电阻焊的主要优点. 介绍了WTC/Medar 新型GWS-2D系列控制器(它配备了第5代逆变器, 5000系列时调器, 以太网编程器, 网关联网通信以及用于保护手工操作连变压器焊钳的安全接地故障安全系统). 查阅了一个新的适应控制点焊方法—恒热量控制. 该方法的概念是基于通过反馈补偿使形成一个焊点的实际热量达到预先设定的目标热量. 关键词:中频直流, GWS-2D 控制器, 第5代逆变器, 5000系列时调器, 恒热量控制.Abstract: With the progress in technology and reduction in cost, MFDC welding systems are gaining more popularity in recent years. Main benefits of MFDC welding are reviewed. Introduced WTC/Medar new GWS-2D Series Control equipped with 5th generation inverter, 5000 Series Timer, Ethernet DEP, Gateway network communication, also Ground Fault Safety System for protection on manual operated transguns. Finally examined a new adaptive spot welding system Constant Heat Control (CHC) based on the concept of achieving actual heat quantity in forming a spot weld equals to pre-determined target heat quantity for that weld through feed back compensation.Key words: MFDC, GWS-2D Control, 5th Generation Inverter, 5000 Series Timer, CHC前言随着中频直流电阻焊技术的不断进步和成熟, 加上成本的降低, 近年来在汽车, 航空航天, 日用电器, 化工等各工业部门都得到了迅速的推广. 美国三大汽车厂都有改造规划, 要用中频直流来替代工频. 对于中频直流电阻焊的优点, 早已被大家一致公认, 原来阻碍进一步推广的主要原因在于成本太高.WTC/MEDAR公司通过几年来的不断努力, 在可靠性, 电流容量和降低成本上都有所突破, 新推向市场配有第五代中频直流逆变器的 GWS-2D 系列.,不但在成本上有显著降低,同时在技术和人性化设计等方面都有很大的进步:在控制器连网上采用了网关(GATEWAY)技术, 可利用工厂的以太网(ETHERNET)实现控制器之间的通讯, 免去了过去的焊接支持系统(WSS)需要重新架设局域网网络的麻烦.在焊点质量控制方面, 除了WTC/MEDAR控制器软件固有的优点和热膨胀反馈控制(TFF) 以外, 正在进一步完善新的恒热量控制系统(CHC). 该系统在美国福特汽车厂二条生产线上考核中已显示了它独特的优越性.为了方便不同语言习惯的操作者使用, 该系列产品可以显示八国文字, 包括中, 英, 法, 德, 意, 西, 葡, 韩.WTC 公司是一个集研发、设计、制造于一体的综合性公司。
NIMAK焊钳培训文件 2 电阻焊原理及NIMAK焊钳结构说明
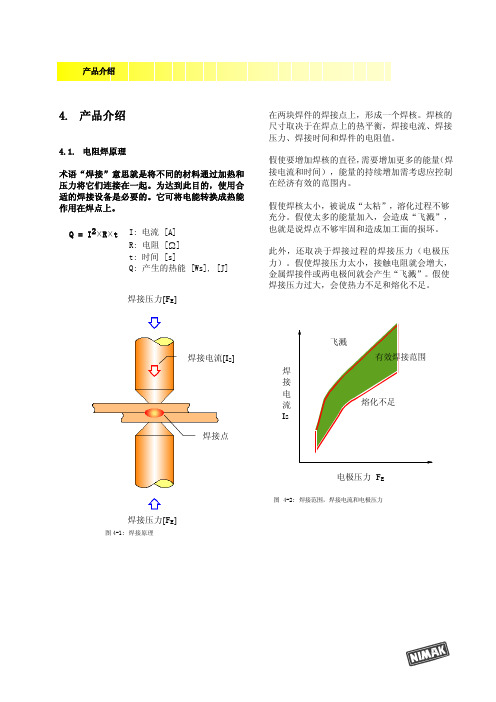
4.产品介绍4.1.电阻焊原理术语“焊接”意思就是将不同的材料通过加热和压力将它们连接在一起。
为达到此目的,使用合适的焊接设备是必要的。
它可将电能转换成热能作用在焊点上。
Q=I2×R×t I: 电流 [A]R: 电阻 [Ω]t: 时间 [s]Q: 产生的热能 [Ws],[J]在两块焊件的焊接点上,形成一个焊核。
焊核的尺寸取决于在焊点上的热平衡,焊接电流、焊接压力、焊接时间和焊件的电阻值。
假使要增加焊核的直径,需要增加更多的能量(焊接电流和时间),能量的持续增加需考虑应控制在经济有效的范围内。
假使焊核太小,被说成“太粘”,溶化过程不够充分。
假使太多的能量加入,会造成“飞溅”,也就是说焊点不够牢固和造成加工面的损坏。
此外,还取决于焊接过程的焊接压力(电极压力)。
假使焊接压力太小,接触电阻就会增大,金属焊接件或两电极间就会产生“飞溅”。
假使焊接压力过大,会使热力不足和熔化不足。
电极压力F E图4-2:焊接范围,焊接电流和电极压力焊接电流[I S]焊接点焊接压力[F E]焊接压力[F E]图4-1: 焊接原理焊接电流Is4.2.点焊点焊是将两片叠放的焊件由两个电极将其压在一起,电流在焊点上快速产生高温,将其熔化。
形成焊核的形状取决于三个因素:电流、时间和压力。
电极焊接变压器图4-3:焊接原理4.3.焊钳的组件尼玛克手持式点焊钳C 和L系列是由气缸或伺服电极驱动,水冷。
今天, 尼玛克焊钳的所有部件都设计为标准,可相互通用和互换。
因这一标准化模式,使焊钳在装配和维修上十分方便,可根据不同需要进行组装,可满足任何功能需求。
点焊钳设有水冷却系统,当元器件产生热负荷(变压器、汇流排和电极臂)都可冷却系统降温。
点焊钳带有标准的插拔式连接器(特殊型号带有插头自锁装置,水管和气管快速连接装置)。
使快速解开连接和快速更换焊钳成为可能。
电流在次级电路中转换只有非常少的损耗,能保证最适宜的功率。
为了保护焊钳因使用不当造成损害,请将警示牌安放在焊钳的两侧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
技术类别
技术名称
电极帽的型式
焊钳的六种电极帽(DIN44750) 尺 寸:Φ13/Φ16/Φ20 内孔锥度:1:10
常用为B,C,D,F型 A型常用于镀锌板焊接 C型用于表面要求焊痕不明显的场合
技术类别
技术名称
维护保养注意事项
技术类别
技术名称
汇流排
更换标准: 当断裂达1/3 或严重氧化时应予更换
提高经济效率: - 通过小的设备功率和对称的电网负载, 以减少连接成本. - 通过理想的功率因数实现低耗能 - 通过较短的焊接时间和较小的电流负荷达到较高的电极耐用度.
焊接时的作用/ 优点 - 特别适合焊接铝、VA和涂层板 - 可实现具有不同导热性能的材料的结合! 例如铝和钢 - 由于能量快速密集地输入, 因此在工件内部几乎没有热量损失,
DRUCK min. DRUCK max. SERVO DRUCK
STR. ERH. MARKE
AKT. STR
UHR EINSINKWEG PC
Drucker
MV 1
MV 2
VORHUB STROM
001 Punktz. 000000Pkt
NOT-AUS FSK
- + PROG.
DATEN
STROM
焊点
Powe r
Elect rode
电能 电极
焊接材料 电极
技术类别
技术名称
电能
焊接的重要参数
F — 电极力 I — 电流 T — 时间
单位: daN 单位: kA 单位: 周期(per)
毫秒(ms)
技术类别
技术名称
技术类别
焊接电流 IS
合适的参数设置
飞溅限
粘合限
技术名称
电极力 FE
焊接时间
技术类别
技术名称
维护必备的工具材料和仪表
常用钳工工具 内六角扳手,梅花扳手,套筒扳手,扭矩扳手,榔头,锉刀, 拔销器,钳子,丝锥,电钻,螺丝刀,挡圈钳,割管刀等
万用表,钳形表 卡尺,米尺等 焊钳综合参数检测仪
可检焊钳的压力,电流,电阻等参数,记录焊接工艺过程 焊钳固定支架 起重设备,吊装带 螺纹紧固胶
更换时注意: 不要用手触摸表面 必须使用不锈钢螺栓 中频焊钳的汇流排不可使用导电 油,会增加电阻
技术类别
技术名称
冷却水管
要经常检查是否有裂纹,如有开裂,要及时更换 用刀割开胶管后,必须修平管接头上的刀痕 换管时要注意区分进出水管,不可接反 更换新变压器时要先把水管接好后再安装变压器
技术类别
技术名称
NIMAK焊钳专题培训
技术类别
技术名称
产品介绍
技术类别
技术名称
产品介绍
技术类别
技术名称
一体式焊钳与分体式焊钳的对比
一体式
配件消耗低 能耗小 中频、工频均可 无电磁影响,符合劳保标准 电流提升快
分体式
配件消耗大 能耗大 只能用于工频 电磁影响大(安全距离60cm) 电流提升慢
技术类别
技术名称
为什么要选用中频焊钳?
技术名称
中频电阻焊接构成
MESSEN Ieff.
TOLER.
Iss
EINR.
ZEIT
Qualy-Weld 3000
+
08:21:59 -
PRINT MODE
NETZ BEREIT KÜHLUNG START VERRIEG. DRUCK
VHZ VWZ
SZ RKZ NWZ NHZ
S-ANST. VWSTR.% STROM %
冷却水流量设置
工频变压器:min 4L/min 中频变压器:6 ~ 10L/min 焊钳钳臂: 4L/min
技术类别
技术名称
汽缸调整维修注意事项
汽缸工作行程必须留有空余行程,维修时对原始位置要作 好标记;不可顶到缸的端面,否则无力输出。 机器人焊钳的补偿汽缸住要对电极位置和压力以及电极帽 尺寸进行均衡和补偿。固定臂在打开时必须保持不动。补 偿缸必须在现场调整,要记录好调整参数。补偿缸装在哪 个臂上,那个臂就是固定臂。
(大约变小变轻50%) 次级回路中没有大的能量损失, 因而确保了大的
焊接功率输出.
技术类别
技术名称
高效能手动焊钳
C型和L型高效能手动变压焊钳:
人性化的、重量合理的设计(50 kg以上) 使用寿命长 全封闭外壳 汽缸带有附加接头 密闭的和保养简单的插接式软管螺丝插头 旁侧防护钢板 组件的模块化结构使焊钳能很好地满足各
Ensat螺纹衬套 次级线圈接线柱由非常坚固的铜合金制成
铣削加工,带有Ensat 螺纹 通过向空腔内填充浇铸树脂来防止冷凝水
的形成和电脉冲引起的振动 温度控制
次级线圈:80°C; 初级线圈: 140°C 带有测量线圈对焊接电流进行监控
ISO 变压器 Type: ZT 54/1/I
技术类别
技术名称
技术名称
有效能量高
技术类别
技术名称
焊核温度
技术类别
技术名称
dL [mm] 8 7 6 5 4
焊核对比
板厚2×0.8mm
中频
工频
直流
6
8
10
12
IS [kA]
技术类别
技术名称
电极寿命对比
技术类别
技术名称
电阻焊接技术升级的最佳选择
... 传统电阻焊接的经济的选择
铝, VA(乙烯乙酸酯) 和涂层板的越来越多的应用,对生产设备提出了更高的要求。在将生产成 本降到最低的同时,要求具有更好的、可循环利用的焊接制品。
冷却水调整
焊钳的水路分为两个回路,变压器为一回路,钳臂为另一回 路。冷却水一般由上钳臂串接到下钳臂。 由于管路的水阻不同,会造成个别焊钳的局部冷却不良,某 个电极帽在使用一段时间后变蓝。 调整的方法为更换冷却水管,改变管径来改变流量的分配。 一般供水温度 20℃,回流温升10 ~ 15℃
技术类别
技术名称
焊钳各部位
技术类别
技术名称
手动焊钳 C型
悬挂杠杆 把手
前罩
汽缸D行程
转盘调整钮
后罩
技术类别
转盘
变压器
技术名称
手动焊钳 L型
悬挂杠杆
把手
前罩
汽缸 D行程
摇臂
后罩
转盘调整钮
技术类别
转盘
变压器
技术名称
C型手动钳的背面
把手 把手
转盘
悬挂杠杆
防护板
汽缸
技术类别
插接口 空气 / 水 / 电
技术名称
变压器后罩
技术类别
技术名称
PZ NWSTR.%
OHZ
S-ABFALL VWSTR.KA STROM KA
IMPULSE NWSTR.KA
1.VHZ
VH OBEN AH OBEN AH UNTEN PUNKT/TEIL P. ZÄHLER COUNT DOWN
P1 P2 SERVO POS. STK. ZAHL MV2 VERZ. PROG. NAME
臂距 从150 – 450 mm 通过不同的摇臂
技术类别
技术名称
标准手柄
不同的开关选择 例如 压力开关 卸荷行程 向前/ 向后
程序切换 1和2 程序选择 + / -
插接式装置
技术类别
在两个轴上皆可转动
技术名称
人性化手柄 开始按钮
不同的手柄位置
技术类别
技术名称
多功能手柄
用于联网焊钳的多功能手柄
微程序 可联网多达255个点焊钳 多个点焊钳 都可与可控硅整流器功率分配 装
KSR
ÜBER- STEPPER ESC
CR
WACHUNG
控制器
技术类别
中频逆变器
技术名称
中频变压器
中频电阻焊接系统
中频逆变器
变压器
点焊机
中频控制器 计算机 控制器
PLC
技术类别
技术名称
手动焊钳 自动焊钳 精密点焊
三相直流
电流对比
中频技术
60ms
60ms
快速电流上升 高质量直流 能量损失小
技术类别
ISO 变压器 Type: ZT 76/2/I
中频变压器
用于焊钳的新型变压器
更小、更轻、功率更强 …省在刀刃上!
NIMAK的新一代中频变压器建立了新的标准
比传统的变压器大约轻 40 % , 体积小 30 %
20 % 负荷率时功率输出为:
90, 120, 180, 240, 480 kVA
应用于机器人装置和手焊钳,具有特别的优点
双行程汽缸 L型钳
工作行程 向后 活塞杆
工作行程 向前 隔板 前 活塞
汽缸盖 前 烧结青铜轴承
封油环
技术类别
技术名称
汽缸盖 后 隔板 后 导套 反行程 O型密封圈 正行程 导套
NIMAK转环
反环
内环
技术类别
外环
内部装置(带有拉伸导轨的复型切面)
技术名称
NIMAK L型钳
带有不同级别摇臂的NIMAK L型钳
标准化的接口尺寸
功率损耗显著减少, 因而当经济
120 kVA = 15,5 kg Type: NMFT 1120.090 Z1
技术类别
技术名称
IQR-智能焊接质量保证
实时监测焊接回路电阻 智能判断焊接效果 自动调节焊接工艺参数
技术类别
技术名称
移动式点焊中心
技术类别
技术名称
电阻焊原理介绍
热量 Q=I2·R·T
技术类别
技术名称
轴承的维护
焊钳钳臂的轴承为滑动轴承,当焊钳钳臂摆 动大时,必须更换轴承