铸铁中碳化硅孕育预处理
碳化硅特性与铁液预处理及孕育过程

碳化硅的特性与铁液预处理及孕育过程大连理工大学周继扬1.对碳化硅的一般认识碳化硅(SiC)这种人造矿石,在1891年前由美国的E.G阿奇逊投入工业性生产以来,随着大家对其优异性能的逐步认识,它的应用领域逐步拓宽。
例如:1)利用它的硬度高特性,主要用做磨削材料;2)作半导体材料及元器件;3)因其导电性优良,故用它做电阻发热体;4)做电阻元器件,因它具有电阻随电压、温度变化而变化的电性能;5)它的主要成分C和Si都具有强的还原能力,所以,在冶金、铸造工业中用于炼钢的精炼剂、脱氧剂、熔化铁液的增Si、增C剂。
在此领域,也是工业碳化硅的主要用途之一;6)工业碳化硅的另一个主要用途是利用其极高的耐温性、稳定性、高导热与低膨胀性去制造高要求的耐火材料。
国外已于19世纪初已有含SiC的耐火制品在高炉上使用。
我国的SiC耐火材料是上世纪50年代由葫芦岛锌厂首先研制并生产使用的。
60~70年代,发展缓慢。
80年代初的调查,我国当时SiC年产不到3万吨。
用于耐火材料只占10%左右,也只用到冶金行业。
80作者简介:周继扬(1936~),男,大连理工大学1959年本科毕业。
博士,教授,博导。
主要从事铸造合金(特别是铸铁)及熔炼的教学与科研工作。
年代末,SiC年产量达八、九万吨。
那时的冶金行业使用新技术远比铸造业早,涉及范围宽,对SiC的性质认识也更深刻。
随着技术的进步,铸造生产对技术要求越来越高,此刻,从冶金向铸造转移技术或借鉴冶金行业的好经验也是十分自然,犹如水到渠成的事。
今天,SiC作为炼钢脱氧剂的广告已出现在近期国内一些铸造杂志上,说明铸造在进步。
2.铸造产业与SiC的关系国外的铸造工作者在上世纪二十年代,已有少数铸造界的先驱,在他们的工作中接触到了碳-硅这两种素材混合在一起使用的情况。
如早期出现的C、Si系类孕育剂的提出与使用就是在19世纪二十年代发生的。
1922年,一位美国人Crosby,用石墨和硅铁混合在一起加入浇包作浇包孕育处理,经反复的摸索,终于使处理后的铸铁、石墨形态均匀,近似于今天的A型石墨、珠光体基体、机械性能好过其他方法。
预处理和预处理剂介绍
预处理和预处理剂介绍采用预处理工艺的目的,是使铁液中供石墨生核的异质晶核增多,并增强其在铁液中的稳定性。
这样,铸铁就可以在较高的温度下发生共晶转变、析出石墨,并改善共晶转变时石墨的生核和长大的条件。
预处理是针对感应电炉熔炼铸铁的问题研发的,主要适用于感应电炉熔炼。
近年来,有报道说,用冲天炉熔炼时,在浇包中加入预处理剂也可以得到很好的效果。
其实际效果和工艺的可行性,还有待验证。
还有报道说,由于焦炭价格不断攀升,国外的铸造厂曾尝试将低品位碳化硅碎料制成的烧结块,配用于冲天炉。
结果,既可以节省硅铁,又可以替代部分焦炭,因而能使生产成本降低。
这种工艺就不属于预处理的范畴了。
一、预处理剂及其加入方法从预处理工艺开始研发之日起,碳化硅就是预处理剂的首选材料。
今后,随着对预处理作用机制的认识逐渐深化,一定会有效果更好的新品种问世。
上世纪70年代,S.Russell公司所用的预处理剂中,就有碳化硅。
因为他们是用于生产球墨铸铁件,同时还配加了硅铁镁合金。
用于灰铸铁,当然不需要硅铁镁合金。
即使是用于生产球墨铸铁件,硅铁镁合金也不宜在炉内加入铁液中。
改为出炉后包中处理,则出炉后处理的工序太繁,铁液的温度下降过多,也不可取。
因此,从80年代起,预处理剂就以全部用碳化硅者居多,主要是硅含量75%左右的冶金碳化硅。
有关碳化硅的情况,将在后面的附件中做简单的介绍,为了了解其在预处理工程中的作用,这里先提及两项相关的特点。
1、碳化硅的熔点很高,在2700℃以上,2600℃以下相当稳定。
在熔炼铸铁的温度下,烧损量很少,而且不可能熔化,只能逐步溶解,扩散,因而其作用的时效相当长。
2、碳化硅是将硅砂和焦炭(或石油焦)置于电极加热的电阻炉内,在1450-1900℃的高温下,由碳将SiO2还原制得的。
在制造、破碎、烧结过程中,SiC表面都会形成很薄的SiO2保护膜。
这也就是SiC 抗氧化能力特别强,能用作耐火材料和电热元件的原因。
因此,一般的碳化硅,都含有5%左右的游离SiO2。
碳化硅在铸铁熔炼中的应用效果
碳化硅在铸铁熔炼中的应用效果摘要:碳化硅在工业上常用作磨料。
近年来,碳化硅开始作为铁液预处理剂应用于铸造生产中,它是一种低成本的预处理剂,铸造中使用的碳化硅纯度一般在90%左右。
碳化硅是一种由硅和碳元素在共价键中结合而成的非金属碳化物,化学式为SiC,形状为晶体,密度为3.2g/cm³。
关键词:碳化硅;铸铁熔炼;应用效果引言碳化硅作为合成材料具有高熔点,约2700°C。
根据不同的纯度,有不同的颜色。
碳化硅具有广泛的应用,其中高纯度的绿色碳化硅可用作磨料;部分碳化硅用作耐火、耐腐蚀的材料;冶金碳化硅黑色越来越多地应用于各种铸铁的冶炼中,并且可以作为异质核长时间存在,改善铸铁的可孕育性能。
1碳化硅材料及其特性由于SiC材料具有高弹性模量、中密度、低热膨胀性、高相对刚度、高尺寸稳定性和热性能各向同性以及力学性能,使得SiC材料在许多领域成为天然的超晶型和典型的均质多态,由于Si和c体系中两个原子的堆叠顺序的差异导致了不同的晶体结构,因此存在200多个(目前已知)均质多态族,称为3C-SiC和6位、2H-SiC, 6H-SiC碳化硅具有优异的物理和化学力学性能:高刚度(3 000 kg/ mm)可剪切红宝石的高耐磨性能,金刚石的热效率:导热系数是金属铜的三倍,比GaAs高8 ~ 10倍;这对于高性能SiC设备具有较高的热稳定性,并且在恒定的压力下无法溶解SiC化学性能:耐腐蚀性非常强,而且在室温下,SiC表面极易氧化,形成一层薄薄的SiO2,以防止进一步的氧化性。
在高于1700℃的温度下,氧化膜会熔化,并且会快速反应SiC的氧化作用会溶解在熔融的氧化材料中,其电性能大约是se的3倍,其电场强度是GaAs的2倍,饱和电子的移动速度是6H-SiC的2.5倍,比6H-SiC更宽的碳硅半导体是新一代全固态高温半导体导电率(比硅高3倍)和小(4%)作为新一代LED的理想材料,高性能碳化硅的电子材料早在1842年就被发现,但直到1955年,飞利浦实验室的leyla才开发出一种方法来生长高质量的硅晶体材料,在1987年,商业上制造的SiC基底已经进入市场,到21世纪,商业上的SiC应用在10年内得到了全面的扩展,无论是SiC晶体材料还是SiC的制造工艺,其中硅材料开始发展成为未来的主要半导体材料,在半导体领域将扮演不可替代的角色,并具有巨大的市场。
铸铁的孕育处理
第三章铸铁的孕育处理孕育处理就是在浇注前或浇注过程中向金属液中加入少量的某种物质,以影响金属液生核过程,从而改变其凝固特性的处理工艺。
对于铸铁而言,孕育的目的是增加铁液中的石墨核心,以使共晶凝固,尤其是石墨的析出能在比较小的过冷度下开始进行。
其结果是提高石墨析出的倾向,并得到均匀分布的细小的石墨,从而使铸铁具有良好的力学性能和加工性能。
本章着重介绍铸铁孕育处理的理论基础及其在生产中的应用。
第一节孕育处理的理论基础自从孕育技术诞生以来,世界各地的铸造工作者便开始探询孕育处理的机理。
经过70多年的努力,尽管在许多理论问题上取得了重要进展,但是孕育处理的机理至今尚无一致的认识。
孕育处理的本质是在铁液中创造有利于石墨形核析出的热力学、尤其是动力学条件,因此孕育处理对铁液凝固过程的影响应该是多方面因素的综合作用。
根据人们目前的认识,它主要包括以下内容:(1)增加铁液中的温度起伏、浓度起伏和结构起伏,创造石墨均质形核的有利条件;(2)增加石墨非均质形核的核心;(3)减小渗碳体的稳定性。
1. 增加铁液中的三个起伏,创造石墨均质形核的条件铸铁同其它合金一样在液态始终存在温度起伏、浓度起伏和结构起伏。
当孕育剂加入到铁液中后,孕育剂颗粒从其周围的铁液中吸收热量,使其周围形成一个微小的低温区。
孕育剂颗粒在从其周围的铁液中吸收热量的同时被熔化消失。
由于孕育剂的主要成分为硅或碳,因此它熔化后并非消失得无影无踪,而是形成了高硅高碳的微区,这些微区在结构上保留了孕育剂物质的结构痕迹。
由此可见,孕育剂的加入增加了铁液温度、浓度和微观结构上的不均匀性,即极大地增加了铁液中的温度起伏、浓度起伏和结构起伏。
用电子探针测定铁液液淬后各元素的分布,证实了铁液无论是否经过孕育处理都存在碳硅的不均匀现象,而且这种不均匀现象呈周期性分布。
加入孕育剂后,浓度起伏明显增大。
孕育处理后铁液由温度起伏、浓度起伏和结构起伏到石墨形核析出需要一个微观的演变过程。
球墨铸铁孕育处理中孕育块使用的探讨
球墨铸铁孕育处理中孕育块使用的探讨陈阵熊六一(长城须崎铸造股份有限公司,宁夏银川750021)【摘要】本文对孕育块的尺寸、孕育块的固定方法、孕育块的放置位置以及实际应用进行了全面的介绍与探讨。
实践证明:孕育块的有效使用提高了球墨铸件的机械性能和石墨球数。
【Abstract】The dimentions, dissolution process, fixed methods, location of the inoculant insert are described in this paper. It has been proved that the mechanical properties and nodule count of graphite are increased by using the Inoculant insert.【关键词】孕育块;熔化时间;固定方法【Key words】Inoculant insert; Dissolution time; Fixed methods对于球墨铸铁,良好的孕育可以提高铸件的机械性能,增加石墨球数。
要实现好的孕育处理不仅要涉及到孕育剂的种类,也和孕育方式密切相关。
近年来,孕育块孕育处理以其比起其它的孕育处理不仅孕育衰退小,而且孕育更加均匀等方面的优点,正在得到推广使用。
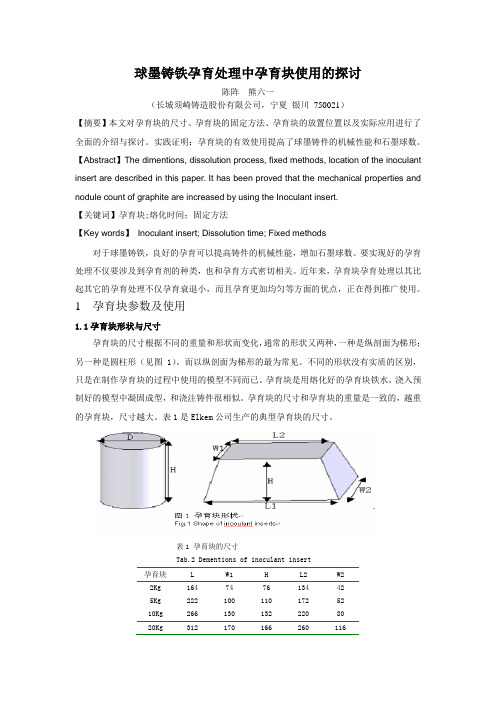
1 孕育块参数及使用1.1孕育块形状与尺寸孕育块的尺寸根据不同的重量和形状而变化,通常的形状又两种,一种是纵剖面为梯形;另一种是圆柱形(见图1)。
而以纵剖面为梯形的最为常见。
不同的形状没有实质的区别,只是在制作孕育块的过程中使用的模型不同而已。
孕育块是用熔化好的孕育块铁水,浇入预制好的模型中凝固成型,和浇注铸件很相似。
孕育块的尺寸和孕育块的重量是一致的,越重的孕育块,尺寸越大。
表1是Elkem公司生产的典型孕育块的尺寸。
表1 孕育块的尺寸Tab.2 Dementions of inoculant insert孕育块L W1 H L2 W22Kg 164 74 76 134 425Kg222 100 110 172 5210Kg266 130 132 220 8020Kg312 170 166 260 1161.2孕育块的固定方法因为孕育块的密度远小于铁水密度,如果孕育块在型内或水口盆中不加以固定,则肯定会浮在铁水表面,影响孕育块的熔解,损害孕育块对铁水的孕育效果。
球墨铸铁孕育处理工艺
球墨铸铁孕育处理工艺孕育剂进入铁水后,外生晶核逐渐增加,在很短的时间内达到最高峰一即饱和孕育状态,然后随浓度起伏和温度起伏逐步消失等等原因,外生晶核逐渐减少,到一定程度,孕育衰退的不良后果就发生了。
为充分利用孕育处理的良好效果,除采用孕育效果强烈的长效孕育剂外,还要根据生产条件合理选用孕育工艺。
一种办法是选用低硅原铁水、大剂量孕育来延缓孕育衰退不良后果的到来,这种工艺要求配料含硅量低,而且铸件低温韧性不好;另一种办法是孕育剂加入铁水(或加入后形成的富硅层混合入铁水)的时刻尽量靠近铸件开始凝固的时刻,这就充分利用了饱和孕育状态,增硅很少,然而孕育效果十分强烈,这样就允许多用回炉料,也容易保证低温韧性。
炉前孕育属于前者,新兴的几种孕育工艺如漏斗包外孕育等属于后者。
炉前孕育虽然效果较差,但工艺简便,还有存在的必要。
常用的孕育工艺有炉前孕育、二次孕育、浇口杯孕育、漏斗包外孕育。
一、炉前孕育孕育剂通常是在球化处理后冲入热铁水时撒在出铁槽或扒渣后撒在铁水表面经搅拌而进入铁水的。
硅铁的粒度对孕育效果影响很大。
缎粒硅铁加入铁水很快溶解,短时内即产生大量石墨晶核、达到所谓的“饱和孕育”状态,但孕育作用衰退极快。
粗粒硅铁则溶解较慢,石墨最大有效核心数的出现以及石墨核心数的衰减都较慢,因此表现为孕育作用的有效时间较长。
为此,处理铁水量越多、铁水温度越高、越应选用块度较大的硅铁。
一般情况下,孕育硅铁的块度在3~12毫米之间。
孕育剂的加入量与孕育剂的加入方式、原铁水含硅量以及所获得球墨铸铁的基体、壁厚等因素有关,采用浇口杯孕育或型内孕育时,甚至可以在增硅量小于0.1%的情况下获得极好的孕育效果,但孕育剂由出铁槽加入时,希望孕育量大些,这是卤为在相同的最终硅量下,孕育量越大,所得的石墨越圆整、细小,孕育作用的有效时间也越长。
相同终硅量、不同孕育量下,孕育对石墨形态及基体的影响如图1所示。
图1 孕育量对石墨形态及基体组织的影响a)未孕育b)硅铁0.25% c)硅铁0.5% d)硅铁0.75% e)硅铁1%加大孕育量对抑制孕育衰退也有良好的影响,有试验表明,当孕育增硅量由0.2%增至0.7%时,孕育作用的有效时间可延长三倍。
灰铸铁的孕育处理,看后请收藏!
灰铸铁的孕育处理,看后请收藏!灰铸铁基本上是由铁、碳和硅组成的共晶型合金,其中,碳主要以石墨的形态存在。
生产优质铸件,控制铸铁凝固时形成的石墨的形态和基体金属组织是至关重要的。
孕育处理是生产工艺中最重要的环节之一。
良好的孕育处理可使灰铸铁具有符合要求的显微组织,从而保证铸件的力学性能和加工性能。
在液态铸铁中加入孕育剂,可以形成大量亚显微核心,促使共晶团在液相中生成。
接近共晶凝固温度时,生核处首先形成细小的石墨片,并由此成长为共晶团。
每一个共晶团的形成,都会向周围的液相释放少量的热,形成的共晶团越多,铸铁的凝固速率就越低。
凝固速率的降低,就有助于按铁-石墨稳定系统凝固,而且能得到A型石墨组织。
一.孕育处理的作用灰铸铁的力学性能在很大程度上取决于其显微组织。
未经孕育处理的灰铸铁,显微组织不稳定、力学性能低下、铸件的薄壁处易出现白口。
为保证铸件品质的一致性,孕育处理是必不可少的。
铸铁孕育处理所用的孕育剂,加入量很少,对铸铁的化学成分影响甚小,对其显微组织的影响却很大,因而能改善灰铸铁的力学性能,对其物理性能也有明显的影响。
良好的孕育处理有以下作用:◆ 消除或减轻白口倾向;◆ 避免出现过冷组织;◆ 减轻铸铁件的壁厚敏感性,使铸件薄、厚截面处显微组织的差别小,硬度差别也小;◆ 有利于共晶团生核,使共晶团数增多;◆ 使铸铁中石墨的形态主要是细小而且均匀分布的A型石墨,从而改善铸铁的力学性能。
孕育良好的铸铁流动性较好,铸件的收缩减少、加工性能改善、残留应力减少。
二.灰铸铁的显微组织灰铸铁的力学性能决定于其基体组织和片状石墨的分布状况。
灰铸铁的力学性能主要取决于其基体组织,为了得到高强度,希望基体组织以珠光体为主、尽量减少铁素体含量。
如果铁素体量过多,不仅导致铸铁的强度低,而且加工时会使刀具过热,显著降低刀具的寿命。
与球墨铸铁不同,对灰铸铁不可能有延性和韧性的要求,只要求其强度,所以一般都以珠光体含量高为好。
灰铸铁中的石墨片,有切割金属基体、破坏其连续性、使其强度降低的作用。
铸铁用碳化硅耐火材料的性能及其使用要点
铸铁用碳化硅耐火材料的性能及其使用要点我国铸造行业使用碳化硅已经有很多年的历史了。
走过了使用冶金用碳化硅——只是强调利用它的强还原作用,到铸铁用碳化硅——既强调其强还原作用的同时又突出认识到其对石墨结晶的形核功能的认识过程,技术提高过程。
我国是碳化硅原料的生产大国,也是出口大国。
在满足国外用户的不同需求的过程中,不断提高自己的生产技术水平,拓展碳化硅的应用。
无论是冶金级_强还原性碳化硅,还是既要求强还原性更要求其对石墨结晶时的强烈持久的形核作用的铸铁用碳化硅。
都是碳化硅的生产过程中的不可避免的产生的“下脚料”——生产碳化硅的高温炉内的低温区形成的结晶构造不适宜磨料使用的碳化硅。
这些“下脚料”破碎以后。
可以针对使用要求进行再加工。
铸铁用碳化硅使用的增效材料是光伏产业中的经过适当处理的“多晶硅”下脚料。
针对灰铸铁、球墨铸铁的不同生产工况要求,铸铁用碳化硅,常常使用不同的铸造行业常用的粘结剂淀粉、糊精、水玻璃、硅酸盐水泥熟料、建筑硅酸盐水泥等形成不同的形状——压球、压块。
实际生产过程中,如果有优质增碳剂的协同配合,效果更会更好一些。
由于是“下脚料”的碳化硅,过去的冶金级碳化硅,铸铁用碳化硅的价格不高。
但是,随着市场需求的增加,供应商的再制造的技术理论水平的提高造成的碳化硅再制品的性能的明显提高。
随着碳化硅价格的提高。
过去使用廉价碳化硅替代硅铁,以降低生产成本的现象,可能已经不存在了。
有些供应商使用碳化硅等等材料的生产过程中产生的细微粉粒,添加在铸铁用碳化硅再制品中,以明显降低生产成本,这不一定是好办法。
因为这样的“碳化硅”,往往表面被二氧化硅包裹,甚至存在污染物。
其中的纯碳化硅组分明显降低。
今年就发生在某大型央企,出现的碳化硅预处理剂“无效果”的现象就与使用这种“碳化硅”有关。
SiC按照化学式计算,含硅量=28/28+12=70%;含碳量=12/28+12=30%。
实际商品碳化硅由于纯度等等的关系,含硅量含碳量略为偏低一些。
碳化硅在球墨铸铁熔炼中预处理作用
2021年 第5期 热加工93铸造C a s t i n g碳化硅在球墨铸铁熔炼中预处理作用张太慧1,周林波1,孙新明1,李丹21.慈溪汇丽机电股份有限公司 浙江慈溪 3153002.齐齐哈尔重型铸造有限责任公司 黑龙江齐齐哈尔 161005摘要:阐述了碳化硅在球墨铸铁熔炼过程中脱氧、净化、预处理机理,以及在中频感应电炉熔炼过程加入碳化硅后,球墨铸铁材料性能、金相组织的变化。
关键词:碳化硅;球墨铸铁;预处理;金相组织1 序言碳化硅通常作为磨料等在工业上得到广泛的利用。
近年来,碳化硅作为铁液预处理剂在铸造生产中开始得到应用,它是一种价格低廉的预处理剂,铸造使用的碳化硅纯度一般在90%左右。
碳化硅是由硅与碳元素以共价键结合的非金属碳化物,化学式为SiC ,外形为晶体颗粒状,其密度为3.2g/cm 3[1]。
2 碳化硅在球墨铸铁熔炼中孕育预处理的作用碳化硅在球墨铸铁熔炼后期炉内加入,碳化硅在1200℃以上开始溃散,熔化成熔融状态,在高温(1400℃以上)时分解出的碳和硅以原子形式扩散在铁液中:SiC =[Si]+[C] (1)2.1 碳化硅的脱氧,净化铁液部分碳和硅与铁液中的氧起下列反应:[C]+2[O]=CO 2 (2)[Si] +2[O]=SiO 2 (3)反应式(2)形成的CO 2气体从铁液中逸出。
反应式(3)的一部分SiO 2被吸附于炉衬壁上,另一部分SiO 2与Fe 、Mn 、Mg 等金属氧化物发生如下反应:SiO 2+MeO =MeO·SiO 2 (4)式(4)中,MeO 为Fe 、Mn 、Mg 等金属氧化物,与SiO 2形成复合氧化物,易在铁液中上浮被清除。
部分碳化硅(SiC )在铁液中与铁液中的金属氧化物发生如下反应:SiC+MeO =[Si]+[Fe]+CO ↑ (5)通过以上反应,碳化硅起到了脱氧而净化铁液的作用[2]。
2.2 碳化硅炉内预孕育,促进球状石墨形成,细化球状石墨1)在凝固过程中,由碳化硅产生的硅溶于奥氏体中,产生的碳一部分熔于奥氏体中,另一部分因成分和能量起伏,形成的碳原子团超过临界晶核尺寸时,在铁液中直接成为球状石墨的碳质晶核。
孕育处理在铸铁件生产实践中的应用
好采用随流孕育。在炉前孕育处理时,一般在冲天炉的
内可获得较好的孕育效果。
团, 使球墨铸铁 的组织更 加均匀 ,提高球 墨铸铁 的塑性
和韧性 。
第三 ,确定一 个最 佳 孕育 量 ,对 于灰 铸 铁件 ,一
般控制在 0 3 一 . %,应注 意不要 盲 目增 加孕育 . % 06
量 ,否则 过高 的孕育量会 增 加铁 液 的粘 度及 夹 渣 、缩 孔 、缩松 的倾 向。
后面就笔者 的实践经验有 选择性地 阐述 ,以便更好理解
一
铁液 中, 而改善铸铁 的组织 与性能 ,而这 些性能 的改 从 善 与化学成分的变化并 无明显 的内在关 系。笔者就此 曾 经做过一 个 比较 典 型 的试 验 ,对 电炉 中 W。 .% 的 =17
H 2 0原铁 液 进行 03 的孕育 处理 ,浇 注三 角试 片 , T5 .% 然后计算上述三角试 片的终硅含量 ,并将 电炉原铁液 的 硅 含量调整到该三 角试片的含硅量水 平 ,浇注 同样 的三
B 、s—a a i 等孕育剂具有 比较好的抗衰退性能 ,属 于长效 c 孕育剂 。S—a i 是我厂 目前正在使用的孕育剂 ,也是笔者 B 推荐使用的 ,虽然市场 价格偏高 ,但实 际应用效果一 直
4 灰铸铁、球墨铸铁件的孕育处理方案 .
对于灰铸铁件 的孕 育 ,采用 冲天 炉熔炼 的原 铁 液, 应根据炉料配比及合金熔 炼损耗经验 数值 ,确定合 理的 孕育量。电炉熔炼 的原铁 液 ,与冲天炉熔 炼的原铁 液有
孕育处理灰铁球铁 几点实践体会
孕育处理灰铁球铁几点实践体会孕育处理就是在铁液进入型腔前,将孕育剂加入到铁液中,从而改善铸铁的组织与性能,而这些性能的改善与化学成份的变化并无明显内在关系。
笔者就此曾经做过一个比较典型的实验,对电炉中HT250原铁水含硅量为1.7%的铁水进行0.3%的孕育处理,浇注三角试片,然后计算上述三角试片的终硅含量,并将电炉原铁水的硅含量调整到该三角试片的含硅量水平,浇注同样的三角试片,将两个三角试片进行断口比较分析,可以看到,前者经过孕育处理的试片断面发亮,晶粒比较均匀细密,大约有3mm左右白口,而未经孕育处理的试片断口灰暗,白口较大,大约有5mm左右,由此可见两种试片虽然化学成份相同,但经过孕育处理之后区别很大。
孕育处理对改善铸件的性能具有重要作用,总结起来,对灰铸铁铸件,孕育的主要作用体现为促进石墨化,减少白口倾向,增加共晶团数,促进A型石墨和细片状珠光体的形成。
对球墨铸铁,孕育处理的作用主要体现在减少白口倾向,促进石墨析出,提高抑制共晶渗碳体,提高石墨球的圆整度,增加单位面积石墨球数,细化共晶团,使球墨铸铁的组织更加均匀,提高球墨铸铁的塑性和韧性。
孕育剂和孕育方法的分类进行孕育处理的孕育剂按成份可分为多种,这里不再详述。
需要指出的是Si-Fe孕育剂由于价格低廉,是目前在我国国内应用非常广泛的孕育剂。
它的缺点主要是衰退比较快,8-10分钟就可衰退到未孕育状态。
Si-Ba、Si-Ca等孕育剂具有比较好的抗衰退性能,属于长效孕育剂,Si-Ba是笔者厂家目前正在使用的孕育剂,也是笔者推荐使用的,虽然市场价格偏高,但实际应用效果一直比较理想。
孕育方法按照操作时间上可分为炉前孕育和滞后孕育,在具体操作手段上又可以分为随流孕育、包内孕育、硅铁棒孕育、型内孕育等,应根据生产铸件的实际情况来选择不同的方法。
对这些孕育方法,本文将在后面的篇幅中就笔者的实践经验有选择性地阐述,以便更好理解一些孕育方法在生产实际中的操作过程和作用。
灰铸铁孕育处理技术操作规程
衡水格林铸鑫科技有限责任公司灰铸铁孕育处理技术操作规程2006.06.28发布 2006.07.01实施目次1 范围 (1)2 主要设备参数 (1)3 工艺流程 (1)4 技术操作内容 (1)灰铸铁孕育处理技术操作规程1.范围本规程规定了灰铸铁孕育处理技术操作要求及异常情况处理等内容。
本规程适用于衡水格林铸鑫科技有限责任公司灰铸铁孕育处理技术操作。
2.主要设备参数2.1 转运铁水包容量750Kg,自带模具,耐火材料浇注包衬,燃气烘干。
2.2浇注铁水包容量250Kg,自带模具,耐火材料浇注包衬,燃气烘干。
3.工艺流程烘烤检查铁水包--转运包内加孕育剂—测温出铁水--扒渣挡渣--铁液倒包随流孕育—浇注4.技术操作内容4.1 中频炉铁水出炉温度一般控制范围在1470~1520℃,转运包内铁水温度控制范围在1420~1470℃,加入孕育剂前的铁水最低温度要大于1420℃。
如遇铸件工艺上对浇注温度有特别要求时,可根据规定适当调整炉温和倒包温度,以确保铁水温度满足浇注要求。
4.2 转运包内孕育4.2.1 孕育剂为75#硅铁,粒度为3~8mm,使用前加热烘干。
4.2.2 孕育剂加入量实际生产中有特殊要求的孕育剂加入量以铸造工艺卡的要求为准。
4.3 铁液随流孕育4.3.1 孕育剂为75#硅铁,粒度为0.15~0.6mm,使用前加热烘干。
4.3.2 孕育剂加入量4.3.3 孕育剂加入方式:倒包时用手工、孕育剂料斗把孕育剂均匀地随铁液流加入。
实际生产中有特殊要求的孕育剂加入量以铸造工艺卡的要求为准。
4.4 在确保浇注温度前提下,每包铁水应在8min内浇注完毕,以避免孕育衰退。
碳化硅孕育预处理在HT275中的应用
引进美 国 V I C K E R S 公 司的轴 向柱塞泵关键零 件材质 为 H T 2 7 5 , 铸件平均壁厚 4 0 m m, 平 均重量 8 k g , 壳型工艺生产 , 要求铸件 A型石墨 ≥8 0 %, 游 离渗碳体 <5 % ,珠光体含量 ≥9 5 %,材质要求耐
压、 耐疲 劳 、 综合 性能 稳定 。中频 电炉熔 炼铁 液 的形
( 邵阳维克液压股份有限公 司, 湖南 邵 阳 4 2 2 0 0 1 )
摘 要: 采 用 中频 炉 熔 炼 生 产 轴 向 柱 塞 泵 H T 2 7 5铸件 , 虽然 通 过 严 格 的 生产 工 艺过 程 控 制 , A型 石 墨 含 量 能
达到 6 O % 7 0 %之间 , 仍然满足不 了≥8 O %的公 司标准 , 且铸件综合性能不稳定 , 可控性难度较 大。 通过试验 用碳 化硅对铁液进行 孕育预 处理 , 配合 必要 的工 艺控制 手段 , 进一 步提 高了 A型石墨含量 , 改善 了石墨 形态和组织 均 匀性 , 完全达到 了 V I C K E R S公司的铸件标 准, 大大提 高了铸件质量 的可控性。
c o n t r o l l e d .
Ke y wo r d s : A t y p e g r a p h i t e , o v e r a l l p e f r o ma r n c e, S i C i n o c u l a t i o n p r e t r e a t me n t
a n d e s s e n t i a l p r o c e s s c o n t r o l me t h o d . T h e c a s t i n g h a s me t t h e r e q u i r e me n t o f Vi c k e r ' s s t a n d a r d a n d t h e c a s t i n g q u a l i t y c a l l b e e a s i l y
【热坛学习】碳化硅在灰铸铁熔炼工艺中的应用!
【热坛学习】碳化硅在灰铸铁熔炼工艺中的应用!铸造微课堂热加工行业论坛【热坛学习】碳化硅在灰铸铁熔炼工艺中的应用碳化硅是由一个碳原子和一个硅原子组成的化合物,晶体结构分为六方或菱面体的α-SiC和立方体的β-sic(称立方碳化硅)。
是1891年美国人艾奇逊(Edward.G.Acheson)在电熔金刚石实验时偶然发现的,1987年后,以CREE的研究成果建立碳化硅生产线,供应商开始提供商品化的工业用碳化硅。
目前,国内碳化硅的用途十分广泛,使用较多的是用作磨料和耐火材料两个方面。
在铸造领域,碳化硅脱氧剂是一种新型的强复合脱氧剂,它在有渣存在的情况下会发生溶解,且当温度超过1620℃(例如炼钢时),硅将担负起脱氧任务,而碳则起增碳剂的作用,收得率可达100%。
脱氧效果好,使脱氧时间缩短,节约能源,提高炼钢效率,提高钢的质量,降低原辅材料消耗,减少环境污染,改善劳动条件,提高电炉的综合经济效益都具有重要价值。
本文研究了灰铸铁铁液预处理过程中,使用碳化硅粉末替代增碳剂和硅铁的可行性,以及对铸铁化学成分、金相组织、力学性能等方面的影响。
熔炼时碳化硅的作用:在熔炼过程中,将SiC加入铁液后,不会发生熔化,但能够溶解于铁液其崩解吸收温度大约1200℃,因此溶解过程是逐渐分解、扩散的,过程比较慢。
SiC中的Si和C以合金形式进入熔体。
按下列反应式发生融熔。
SiC+Fe—FeSi+C(非平衡石墨)式中SiC里的Si与Fe结合,余下的C就是非平衡石墨,作为石墨析出的核心。
在灰铸铁熔炼的过程中,石墨是共晶体的领先相,奥氏体借助石墨析出,形成的石墨+奥氏体共晶团。
碳化硅作为这样的一种“硅基生核剂”,起到促进成核,细化晶粒的作用。
实验过程1.生产条件熔炼设备:使用8吨中频电炉;测温设备:W660熔炼测温仪;成分分析:GS1000光谱仪、红外碳硫仪 ;力学性能:WE600材料试验机 ;金相组织:4XB金相显微镜 ;熔炼原材料:生铁(Q10)、废钢、回炉料(HT250)、试验用碳化硅粉末(SiC 含量89%,其中Si:62.7%,C:26.3%)。
灰铸铁的孕育处理
灰铸铁的孕育处理灰铸铁基本上是由铁、碳和硅组成的共晶型合金,其中,碳主要以石墨的形态存在。
生产优质铸件,控制铸铁凝固时形成的石墨的形态和基体金属组织是至关重要的。
孕育处理是生产工艺中最重要的环节之一。
良好的孕育处理可使灰铸铁具有符合要求的显微组织,从而保证铸件的力学性能和加工性能。
在液态铸铁中加入孕育剂,可以形成大量亚显微核心,促使共晶团在液相中生成。
接近共晶凝固温度时,生核处首先形成细小的石墨片,并由此成长为共晶团。
每一个共晶团的形成,都会向周围的液相释放少量的热,形成的共晶团越多,铸铁的凝固速率就越低。
凝固速率的降低,就有助于按铁-石墨稳定系统凝固,而且能得到A型石墨组织。
一.孕育处理的作用灰铸铁的力学性能在很大程度上取决于其显微组织。
未经孕育处理的灰铸铁,显微组织不稳定、力学性能低下、铸件的薄壁处易出现白口。
为保证铸件品质的一致性,孕育处理是必不可少的。
铸铁孕育处理所用的孕育剂,加入量很少,对铸铁的化学成分影响甚小,对其显微组织的影响却很大,因而能改善灰铸铁的力学性能,对其物理性能也有明显的影响。
良好的孕育处理有以下作用:◆消除或减轻白口倾向;◆避免出现过冷组织;◆减轻铸铁件的壁厚敏感性,使铸件薄、厚截面处显微组织的差别小,硬度差别也小;◆有利于共晶团生核,使共晶团数增多;◆使铸铁中石墨的形态主要是细小而且均匀分布的A型石墨,从而改善铸铁的力学性能。
孕育良好的铸铁流动性较好,铸件的收缩减少、加工性能改善、残留应力减少。
二.灰铸铁的显微组织灰铸铁的力学性能决定于其基体组织和片状石墨的分布状况。
灰铸铁的力学性能主要取决于其基体组织,为了得到高强度,希望基体组织以珠光体为主、尽量减少铁素体含量。
如果铁素体量过多,不仅导致铸铁的强度低,而且加工时会使刀具过热,显著降低刀具的寿命。
与球墨铸铁不同,对灰铸铁不可能有延性和韧性的要求,只要求其强度,所以一般都以珠光体含量高为好。
灰铸铁中的石墨片,有切割金属基体、破坏其连续性、使其强度降低的作用。
球墨铸铁的炉前球化和孕育处理工艺
球墨铸铁的炉前球化和孕育处理工艺
1球墨铸铁炉料按配料单数量,先后加入到感应电炉内,熔清,升温到出炉温度(1520℃),准备出炉。
其间可用炉前快速分析仪测定原铁水成分。
2浇注用的铁水球化包,要提前修好,筑好堤坝,并用木柴烘干烘透。
3球墨铸铁所用的球化剂、孕育剂要按每炉要求数量分别称好,备用。
4将球化剂放入铁水包堤坝一侧,盖上孕育剂量的60%(一次孕育),再盖上干净无锈的球铁屑,并注意捣实。
5铁水出炉时,要冲入堤坝的另一侧,防止球化剂过早反应。
铁水出尽,等球化反应完毕,扒净渣子,防止回硫。
再在铁水表面撒上孕育剂量的30%(二次孕育),略加搅拌,盖上覆盖剂。
起吊浇注。
6浇注过程尽量平稳迅速,浇注时间不应超过10分钟,以防止球化衰退。
浇注过程中,特别注意做好随流孕育(三次孕育),用量是孕育剂量的10%。
7浇注完毕,把铁水包中的剩余铁水倒尽,扒净渣子,以备再用。
8检测所需的试样、试块所用铁水,应取于浇注后期。
碳化硅的特性与铁液预处理及孕育过程.(DOC)
碳化硅的特性与铁液预处理及孕育过程大连理工大学周继扬1.对碳化硅的一般认识碳化硅(SiC)这种人造矿石,在1891年前由美国的E.G阿奇逊投入工业性生产以来,随着大家对其优异性能的逐步认识,它的应用领域逐步拓宽。
例如:1)利用它的硬度高特性,主要用做磨削材料;2)作半导体材料及元器件;3)因其导电性优良,故用它做电阻发热体;4)做电阻元器件,因它具有电阻随电压、温度变化而变化的电性能;5)它的主要成分C和Si都具有强的还原能力,所以,在冶金、铸造工业中用于炼钢的精炼剂、脱氧剂、熔化铁液的增Si、增C剂。
在此领域,也是工业碳化硅的主要用途之一;6)工业碳化硅的另一个主要用途是利用其极高的耐温性、稳定性、高导热与低膨胀性去制造高要求的耐火材料。
国外已于19世纪初已有含SiC的耐火制品在高炉上使用。
我国的SiC耐火材料是上世纪50年代由葫芦岛锌厂首先研制并生产使用的。
60~70年代,发展缓慢。
80年代初的调查,我国当时SiC年产不到3万吨。
用于耐火材料只占10%左右,也只用到冶金行业。
80作者简介:周继扬(1936~),男,大连理工大学1959年本科毕业。
博士,教授,博导。
主要从事铸造合金(特别是铸铁)及熔炼的教学与科研工作。
年代末,SiC年产量达八、九万吨。
那时的冶金行业使用新技术远比铸造业早,涉及范围宽,对SiC的性质认识也更深刻。
随着技术的进步,铸造生产对技术要求越来越高,此刻,从冶金向铸造转移技术或借鉴冶金行业的好经验也是十分自然,犹如水到渠成的事。
今天,SiC作为炼钢脱氧剂的广告已出现在近期国内一些铸造杂志上,说明铸造在进步。
2.铸造产业与SiC的关系国外的铸造工作者在上世纪二十年代,已有少数铸造界的先驱,在他们的工作中接触到了碳-硅这两种素材混合在一起使用的情况。
如早期出现的C、Si系类孕育剂的提出与使用就是在19世纪二十年代发生的。
1922年,一位美国人Crosby,用石墨和硅铁混合在一起加入浇包作浇包孕育处理,经反复的摸索,终于使处理后的铸铁、石墨形态均匀,近似于今天的A型石墨、珠光体基体、机械性能好过其他方法。
铸铁的SiC孕育预处理
铸铁的SiC孕育预处理张文和(南京铸造学会,江苏南京,210002)摘要:感应电炉熔炼的铁液白口倾向大,这时铸铁的强度和硬度会增加,但是电炉铁液的形核率减少很多。
电炉中加入预处理剂SiC,灰铸铁可以促进A型石墨形成;球墨铸铁则促进球状石墨形成;用于处理蠕墨铸铁也有很好的效果。
Si C是质优价廉的硅源、碳源,冲天炉中应用可以改善使用锈蚀炉料的负面影响。
关键词:SiC、孕育、预处理Inoculation Pretreatment of SiC in Casting IronZHANG Wen-he(Nanjing Foundry Society, Nanjing, 210002)Abstract: It world be bigger chilling tendency when melting melted iron in electric induction furnace,Thus the strength and hardness of cast iron are increase ,but nucleation of melting melted iron must be decreases more .In electric induction furnace adding SiC as inoculation pretreatment ,it may be getting A type graphite on gray cast iron ;it may be getting more graphite nodule on ductile iron ;and it may be getti ng good success on CGI .Sic are good material of silicon and carbon .It may be improve negative affects o f used rust material in cupola.Key words: SiC;inoculation;pretreatment;1、前言铁液的化学成分相同,熔炼工艺不同,获得铸铁的性能差异很大。
采用碳化硅和硅铋孕育剂提高压壳石墨球数
32铸造技术2016年第2期0 引言为提高柴油发动机效率、降低燃油消耗、减少废气排放,世界各国特别是发达国家十分重视涡轮增压器的开发与应用[1]。
压壳作为大功率柴油机涡轮增压器的一个部件,在工作中主要承担将外界空气输入的作用,其本身工作环境较涡壳优越,不需要在高温环境中持续工作。
因此,其材质的选择一般采用普通的球铁即可。
然而,从铸造工艺来说,压壳与涡壳类似,是典型的壁厚不均匀件,铸件形状复杂,热节分布较为分散,铸件内部缩松倾向较大,特别是舌尖处。
为解决这个问题,在舌尖上方使用了发热冒口(见图1)。
冒口体积大,持续对舌尖及附近区域加热保温,使该区域冷却缓慢,共晶凝固时间长,核心少,铁液因缺乏核心不能顺利结晶而将结晶凝固时间延长,待进一步冷却过程中靠自发形核结晶[2]。
因此,该区域石墨球体积大、球数少,满足不了标准对石墨球数量的要求,压壳金相取样及检测位置见图2。
通过加入碳化硅预处理剂,调整孕育剂种类及加入量等方式,达到增加压壳石墨球数的目的,最终满足技术要求。
1 碳化硅及硅铋孕育剂增加石墨球数原理碳化硅的熔点为2 700 ℃左右,在熔炼过程中是不熔化的,而是溶解在铁液中,其反应方程式为:SiC+Fe→FeSi+C(非平衡石墨),SiC中的Si与Fe结合,C就是非平衡石墨,作为石墨析出的核心。
非平衡石墨使铁液的C不均匀分布,局部C元素过高,微区出现“碳峰”。
这种新生的石墨有很高的活性,其与碳的失配度为零。
因此,很容易吸收铁液中的碳,促使结晶核心增多。
碳化硅在铁液中的溶解受铁液搅拌程度、加入时间的影响,铁液搅拌程度越好、加入时间越早,碳化硅在铁液中溶解和扩散就越充分,改善冶金质量越明显[3]。
球化处理时,采用的是低镁球化剂。
球化剂中RE含量是1.2%左采用碳化硅和硅铋孕育剂提高压壳石墨球数■ 张尊乐 莫俊超 李晓军 蔡文彬摘 要:论述碳化硅及硅铋孕育剂增加石墨球数原理,从熔炼加入碳化硅和加入硅铋孕育剂方面进行实验分析,并对原始与改进后的孕育工艺进行对比。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸铁中碳化硅孕育预处理1、前言铁液的化学成分相同,熔炼工艺不同,获得铸铁的性能差异很大。
铸造工厂采取铁液过热、孕育处理、改变炉料配比、添加微量或合金元素等方法,提高铸铁的冶金质量和铸造性能,同时使力学性能和加工性能得到较大提高。
感应电炉熔炼铁液,可以有效地控制铁液温度,精确的调整化学成分,元素烧损少,硫、磷含量低,对于生产球墨铸铁、蠕墨铸铁和高强度灰铸铁非常有利。
但是感应电炉熔炼铁液的形核率减少,白口倾向大,易于产生过冷石墨,虽然强度和硬度有所增加,但铸铁的冶金质量并不高。
上世纪八十年代,出国考察学习的我国工程师,看到国外铸造厂电炉熔炼时加入黑色碎玻璃状物体,经过询问得知这是碳化硅。
国内的日资铸造企业也长期大量使用碳化硅作添加剂。
冲天炉或电炉熔炼铁液,加入预处理剂SiC的优点很多。
碳化硅有磨料级和冶金级之分,前者纯度高价格贵,后者价格低廉。
加入熔炉内的碳化硅转化成铸铁的碳和硅,一是提高碳当量;二是加强了铁液的还原性,大大减轻锈蚀炉料的不利作用。
加入碳化硅可以防止碳化物析出,增加铁素体量,使铸铁组织致密,显著提高加工性能并使切削面光洁。
增加球墨铸铁单位面积石墨球数,提高球化率。
对于减少非金属夹杂物和熔渣,消除缩松,消除皮下气孔也有良好的作用。
2、预处理的作用2.1 形核的原理在Fe-C共晶系中,灰铸铁在共晶凝固阶段由于石墨的熔点高,是共晶体的领先相,奥氏体借助石墨析出。
以每个石墨核心为中心所形成的石墨奥氏体两相共生共长的晶粒称共晶团。
存在于铸铁熔液中的亚微观石墨聚集体、未熔的石墨微粒、某些高熔点硫化物、氧化物、碳化物、氮化物颗粒等,都可能成为石墨的非均质晶核。
球墨铸铁的形核与灰铸铁形核没有本质区别,只是核心物质中增加有镁的氧化物和硫化物。
铁液中石墨的析出必须经历形核和生长两个过程。
石墨的形核有均质形核和非均质形核两种方式。
均质形核亦称自生晶核。
铁液中有大量起伏不定的,超过临界晶核尺寸的,近程有序排列的碳原子集团,可能成为均质晶核。
实验证明均质晶核的过冷度很大,必须主要依靠非均质晶核作为铁液中石墨的生核剂。
铸铁熔液中存在大量外来质点,每1cm3铁液中,仅氧化物质点就有500万个。
只有那些与石墨的晶格参数、位相存在一定关系的质点,才能成为石墨形核基底。
晶格匹配关系的特征参数称平面失配度。
当然只有晶格平面失配度小,才能够让碳原子容易与石墨晶核匹配。
如果晶核材料是碳原子,那么它们的失配度为零,这样的成核条件最好。
碳化硅在铁液内分解成碳和硅比铁液本身含有的碳和硅的内能大,铁液本身所含的Si溶于奥氏体中,球墨铸铁铁液中的碳,部分在铁液中形成石墨球,部分在奥氏体中尚未析出。
因此碳化硅的加入,有很好的脱氧作用。
Si + O2 → SiO2MgO +SiO2 →MgO∙SiO22MgO +2SiO2→ 2MgO∙2SiO2顽辉石成分MgO∙SiO2和镁橄榄石成分2MgO∙2SiO2与石墨(001)失配度高不易作为石墨形核的基底。
当经过含有Ca、Ba、Sr及Al与硅铁的孕育合金铁液处理后,得到:MgO∙SiO2 + X → XOSiO2 + Mg2MgO∙2SiO2+ 3X+ 6Al → 3(XO∙Al2O3∙2SiO2)+ 8Mg式中 X——Ca、Ba、Sr。
反应产物XO∙SiO2和XO∙Al2O3SiO可以在MgO∙SiO2及2MgO∙2SiO2基底上形成面晶,由于石与XO∙SiO2和XO∙Al2O3∙SiO2失配度低,利于石墨形核,有很好的石墨化作用。
能很好的改善加工性能和提高力学性能的作用。
2.2 非平衡石墨的预孕育:一般,通过孕育来扩大非均质形核范围,铁液中非均质形核的作用:①促进共晶凝固阶段C大量析出并形成石墨,促进石墨化;②减小铁液过冷度,减少白口倾向;③增加灰铸铁共晶团数或增加球墨铸铁石墨球数。
SiC是炉料熔炼过程中加入的。
碳化硅熔点2700℃,在铁液中不熔化,只按下列反应式融熔于铁液。
SiC+Fe→FeSi+C(非平衡石墨)(6)式中SiC里的Si与Fe结合,余下的C就是非平衡石墨,作为石墨析出的核心。
非平衡石墨使铁液中C不均匀分布,局部C元素过高,微区会出现“碳峰”。
这种新生的石墨有很高的活性,它与碳的失配度为零,因此很容易吸收铁液中的碳,孕育效果极其优越。
由此可以看出碳化硅就是这样一种硅基生核剂。
铸铁熔炼时加入碳化硅,对于灰铸铁,非平衡石墨的预孕育,大量生成共晶团并提高生长温度(减小相对过冷度),有利于形成A型石墨;晶核数量增加,使片状石墨细小,提高石墨化程度减少白口倾向,从而提高力学性能。
对于球墨铸铁,结晶核心增多使石墨球数增加,球化率得以提高。
2.3 消除E型石墨过共晶灰铸铁,C型、F型初生石墨在液相形成,由于生长过程不受奥氏体干扰,一般情况下,容易长成大片状且分枝少的C型石墨;薄壁铸件快速冷却时,石墨会分叉生长成星状的F型石墨。
[4]共晶凝固阶段生长的片状石墨,在不同化学成分和不同过冷条件下,生成不同形态和不同分布的A、B、E、D型石墨。
A型石墨在过冷度不大和成核能力较强的共晶团内生成,在铸铁中均匀分布。
细片状珠光体中,石墨长度越小,抗拉强度越高,适用于机床及各种机械铸件。
D型石墨为点、片状的枝晶间石墨,呈无方向性分布。
D型石墨铸铁铁素体量高,力学性能受影响。
但D型石墨铸铁奥氏体枝晶多,石墨短小卷曲,共晶团呈球团形,所以与相同基体A型石墨铸铁相比,往往具有较高的强度。
E型石墨是一种比A型石墨短小的片状石墨。
与D型石墨一样位于枝晶间,统称为枝晶石墨。
E墨容易在碳当量低(亚共晶程度大)、奥氏体枝晶多而发达的铸铁中产生。
这时,共晶团与枝晶交叉生长,由于枝晶间共晶铁液数量较少,析出的共晶石墨只有沿着枝晶方向分布,具有明显的方向性。
形成E型石墨的过冷度大于A型石墨小于D型石墨,它的粗细、长短处于A、D型石墨之间。
E型石墨不属于过冷石墨,经常与D型石墨伴生。
E型石墨的方向性枝晶间分布,使铸铁很容易在较小的外力作用下,沿着石墨排列方向呈带状脆断。
所以出现E 型石墨,用手可以掰断小型铸件的边角,铸件强度大大下降。
随着含碳量的增加,形成细小枝晶间石墨所必须的冷却速度提高了,产生枝晶间石墨的可能性减少了。
熔液高度过热以及长时间保温会使过冷度增大,从而提高枝晶生长速度,使枝晶变长,方向性更明显。
用SiC对铁液做预孕育处理时,同时减小初生奥氏体的过冷度,此时观察到短的奥氏体枝晶。
消除了E型石墨产生的结构基础。
[1]2.4 提高铸铁质量对于球墨铸铁,在球化剂加入量相同的情况下,用碳化硅进行预处理,镁的最终收得率较高。
用碳化硅预处理的铁液,如果保持铸件残留镁量大致相同,球化剂的加入量可以减少10%,球墨铸铁的白口倾向得到缓解。
[2]碳化硅在熔炼炉内,除去(1)式反应所示在铁液中增碳、增硅以外,还进行式(2)、(3)的脱氧反应,如果加入的SiC靠近炉壁,生成的SiO2会在炉壁沉积增加炉壁厚度。
在熔炼的高温下,SiO2将发生式(4)的脱碳反应,式(5)、(6)的渣化反应。
3SiC + 2Fe2O3 = 3SiO2 +4Fe + 3C (7)C + FeO → Fe + CO ↑(8)(SiO2 )+ 2C = [Si] + 2CO(气态)(9)SiO2 + FeO → FeO▪SiO2 (渣)(10)Al2O3 + SiO2 → Al2O3▪SiO2 (渣)(11)碳化硅的脱氧作用,使得脱氧产物在铁液中有一系列冶金反应,减轻锈蚀炉料中氧化物的有害影响,有效的净化铁液。
2.5 碳化硅的使用方法冶金级的碳化硅,纯净度在88%-90%之间,在计算增碳与增硅时首先要扣除杂质量。
根据碳化硅的分子式,很容易得出:增碳:C = C/(C + Si)= 12 / (12 + 28) = 30% (12)增硅:Si= Si/(C + Si)= 28 / (12 + 28) = 70% (13)碳化硅的加入量,通常只要加入铁液量的0.8%-1.0%就可以了。
碳化硅的加入方法是:电炉熔炼铁液,在坩埚熔融1/3炉料时,加入到坩埚中部,尽量不要接触炉壁,然后继续加入炉料熔炼。
冲天炉熔炼铁液,可以将粒度1-5mm的碳化硅与适量水泥或其它粘接剂混合,加水制成团块状,经过烈日晒干后即可按批料比例下炉使用。
3、结束语近20年来,无论是载重汽车还是商务或家用小汽车,减轻整车重量始终是汽车研发的发展趋势。
在金融危机的市场颓势中,中国北方公司逆势而上,重型载重汽车出口北美,正是基于重载汽车轻量化的结果。
薄壁灰铸铁、球墨铸铁和蠕墨铸铁件,厚壁的球墨铸铁件以及奥贝球墨铸铁件的应用,对铸铁冶金质量提出更高的要求。
碳化硅的孕育预处理对改善铸铁的冶金质量有良好的作用。
铸造专家李传栻撰文指出:预处理剂加入铁液后,可以观察到两种作用:一是碳当量提高;二是铁液的冶金条件改变,加强了还原性。
1978年,英国的B.C.Godsell曾发表其对球墨铸铁进行预处理的研究结果,此后,对预处理工艺的试验研究一直没有间断,现在这项工艺已比较成熟。
研究结果表明:对于灰铸铁,以SiC含量为85%~90%的冶金碳化硅效果最好;对于球墨铸铁则以SiC含量为97%~98%的结晶碳化硅效果最好。
[2]对于灰铸铁,碳化硅孕育预处理可以降低过冷度减少白口倾向;增加石墨核心,促进形成A型石墨,减少或防止产生B型、E型和D型石墨,增加共晶团数,得到细小的片状石墨;对于球墨铸铁,碳化硅孕育预处理则促进增加铸铁的石墨球数,提高球化率,改善石墨球的圆整度。
碳化硅的使用可以加强对氧化铁的脱氧还原作用,使铸铁组织致密从而增加切削面的光洁,使用碳化硅可以延长炉壁寿命,不会增加铁液的铝、硫含量。