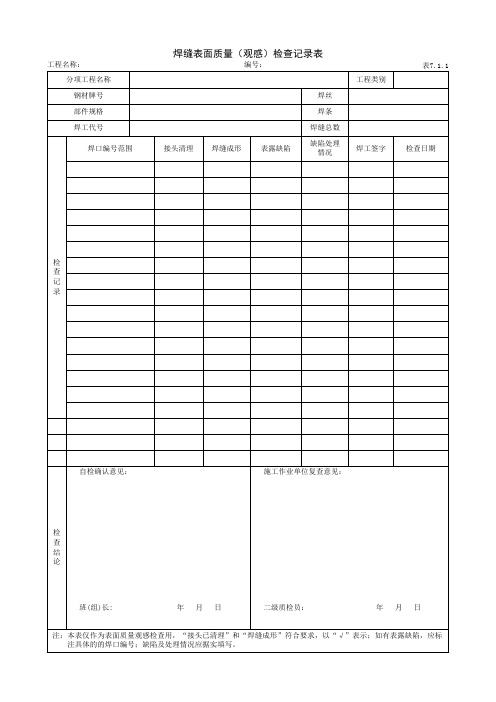
焊缝表面质量观感检查记录表
焊工自检记录表

注:本表仅作为表面质量观感检查用,“接头已清理”和“焊缝成形”符合要求,以“√”表示;如有表露缺陷,应标注具体的焊口编号;缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:中电投西宁火电厂2×660MW超超临界机组编号:
分项工程名称
煤仓间钢煤斗制
部件规格
焊条
焊工代号
焊缝总数
检
查
记
录
焊口编号范围
接头清理
焊缝成形
表露缺陷
缺陷处理
情况
焊工签字
检查日期
检查结论
自检确认意见:
班(组)长:年月日
施工作业单位复查意见:
焊缝焊接质量检查记录表

焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
焊接工程外观质量观感检查表

焊接工程外观质量观感检查表摘要:一、焊接工程外观质量观感检查表的概述1.焊接工程外观质量观感检查表的定义2.焊接工程外观质量观感检查表的作用二、焊接工程外观质量观感检查表的内容1.焊接接头的外观质量检查2.焊接焊缝的外观质量检查3.焊接结构件的外观质量检查三、焊接工程外观质量观感检查表的编制1.焊接工程外观质量观感检查表的编制原则2.焊接工程外观质量观感检查表的编制步骤四、焊接工程外观质量观感检查表的使用1.焊接工程外观质量观感检查表的使用方法2.焊接工程外观质量观感检查表的使用注意事项五、焊接工程外观质量观感检查表的维护1.焊接工程外观质量观感检查表的维护措施2.焊接工程外观质量观感检查表的更新与改进正文:一、焊接工程外观质量观感检查表的概述焊接工程外观质量观感检查表是用于检查焊接工程外观质量的一种表格工具,它能够帮助工程师对焊接工程的外观质量进行评估,以确保焊接工程的质量达到规定的要求。
焊接工程外观质量观感检查表的作用主要体现在以下几个方面:1.确保焊接工程的质量:通过检查表对焊接工程的外观质量进行评估,可以确保焊接工程的质量达到规定的要求,保证焊接工程的安全性和可靠性。
2.提高焊接工程的效率:使用检查表可以快速、准确地对焊接工程的外观质量进行检查,提高焊接工程的效率。
3.统一焊接工程的评价标准:检查表提供了统一的外观质量评价标准,可以避免由于个人主观因素造成的评价不公。
二、焊接工程外观质量观感检查表的内容焊接工程外观质量观感检查表的内容主要包括以下几个方面:1.焊接接头的外观质量检查:主要检查焊接接头是否平整、无裂纹、无气孔等。
2.焊接焊缝的外观质量检查:主要检查焊接焊缝是否整齐、无咬边、无飞溅等。
3.焊接结构件的外观质量检查:主要检查焊接结构件的尺寸是否符合设计要求,表面是否光滑、无凹凸不平。
三、焊接工程外观质量观感检查表的编制焊接工程外观质量观感检查表的编制原则主要包括以下几个方面:1.统一性原则:检查表应提供统一的外观质量评价标准,以便于工程师进行统一的评价。
焊缝外观检查记录

焊缝外观检查记录焊缝外观检查是对焊接过程中形成的焊缝进行检查、评价和记录的过程。
正确的外观检查可以帮助我们发现焊接缺陷和不符合要求的焊缝质量,从而采取相应的措施进行修复或改进。
下面是对焊缝外观检查进行详细记录的一份报告,字数超过1200字。
一、检测目的二、检测对象三、检测设备1.放大镜:用于观察焊缝表面的细微缺陷。
2.显微硬度计:用于测量焊缝的硬度。
四、检测方法1.视觉检查:通过肉眼观察焊接表面,发现焊接缺陷和不良现象。
2.放大镜检查:在需要观察细微缺陷的情况下,使用放大镜放大焊接表面,以便更清晰地观察和分析。
3.硬度测量:使用显微硬度计对焊缝进行硬度测试,以评估焊缝的力学性能。
五、检测结果及记录日期:xxxx年xx月xx日检测人员:xxxa.焊缝1(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,但仍有个别细微气孔。
硬度测量:平均硬度值为xxx。
b.焊缝2(位置):视觉检查:焊接表面光洁,无明显凹凸、气孔、裂纹等缺陷。
放大镜检查:焊接表面细微缺陷较少,无明显气孔。
硬度测量:平均硬度值为xxx。
c.焊缝3(位置):视觉检查:焊接表面有较明显的凹凸,存在气孔和夹渣现象。
放大镜检查:焊接表面存在明显的气孔和夹渣现象,缺陷数量较多。
硬度测量:平均硬度值为xxx。
2.检测结论与建议焊缝1和焊缝2的外观检查结果良好,符合要求,焊接工艺稳定,无需进一步处理。
焊缝3存在明显缺陷,需要进一步分析原因并采取相应的解决方案,可能需要调整焊接参数、改进焊接工艺或更换焊接材料。
六、检测记录问题与不足1.外观检查结果主要以文字描述,对于焊接缺陷的位置、大小及分布等没有进行图像记录。
2.对于焊接缺陷的评估依赖于观察者的主观判断,存在一定的主观性和不准确性。
3.对于焊缝的硬度测量结果缺乏比较标准和参考值,无法准确评估其强度。
七、改进措施1.对焊接缺陷进行拍照记录,并建立缺陷分类和评估标准,以提高检测结果的客观性和可比性。
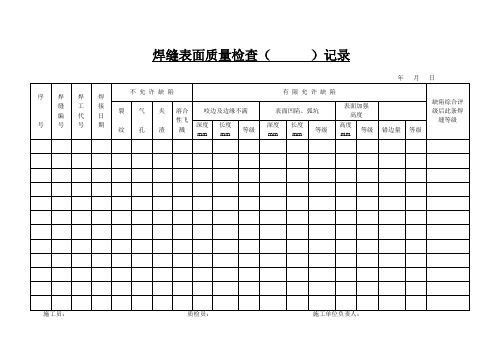
焊缝表面质量检查
/
0.3
21
Ⅰ
/
/
Ⅰ
1.5
Ⅰ
0.5
Ⅰ
Ⅰ
施工单位负责人:质检员:总包单位负责人:监理单位负责人:
序
号
焊
缝
编
号
焊
工
代
号
焊
接
日
期
不允许缺陷
缺陷综合评级后此条焊缝等级
裂
纹
气
孔
夹
渣
溶合性飞溅
咬边
表面凹陷
加强度
错边值
深度
mm
长度
mm
等级
深度
mm
长度
Mm
等级
高度
mm
等级
错边量
等级
1
A1-1
19
10.28
/
/
/
/
无
/
Ⅰ
/
/
Ⅰ
1.5
Ⅰ
0.5
Ⅰ
Ⅰ
2
A1-2
88
10.14
/
/
/
/
0.3
18
Ⅰ
/
/
Ⅰ
1
Ⅰ
无
Ⅰ
Ⅰ
3
A1-3
Ⅰ
0.5
Ⅰ
Ⅰ
8
A1-8
05
10.15
/
/
/
/
0.4
25
Ⅰ
/
/
Ⅰ
1.5
Ⅰ
无
Ⅰ
Ⅰ
9
A1-9
05
10.15
/
/
/
/
0.3
18
Ⅰ
/
SG-T059钢结构工程焊缝外观质量检查记录
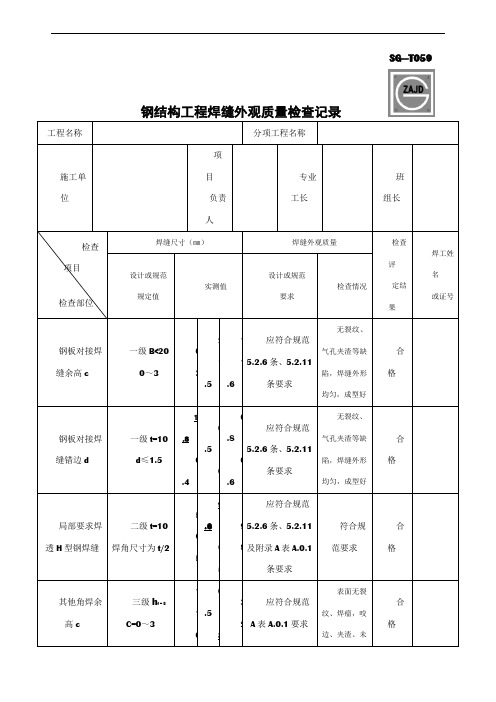
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
施焊及焊缝外观检验记录
施焊及焊缝外观检验记录
日期:XX年XX月XX日
施焊工程:XXX部位
检验人员:XXX
焊接人员:XXX
一、施焊情况:
1.施焊设备:使用牌号为XXX的焊接设备进行施焊。
2.预热情况:施焊前对焊接部位进行了预热处理,预热温度为XXX摄氏度,预热时间为XXX分钟。
3.焊接材料:使用牌号为XXX的焊接材料进行施焊。
4.焊接工艺:采用XXX种焊接方法,焊接参数为XXX。
5.施焊控制:根据焊接工艺规程要求,进行了施焊控制。
二、焊缝外观检验:
1.检验标准:焊缝外观应符合相关标准和规范的要求。
2.检验方法:采用人工目视检查法进行焊缝外观检验。
3.检验内容:
(1)焊缝是否均匀、连续,无间歇性焊道、夹渣、穿透不良等缺陷。
(2)焊缝表面是否平整,无严重凹凸、焊渣和气孔等缺陷。
(3)焊接接头表面是否干净,无油污、腐蚀物、氧化皮等影响焊缝质量的现象。
(4)焊缝表面是否有裂纹、毛刺等缺陷。
(5)焊接处是否有未熔合或部分熔合不良的现象。
(6)焊缝形状和尺寸是否符合设计要求。
三、检验结果:
1.检验结论:经焊缝外观检验,该施焊工程的焊缝外观符合相关标准和规范的要求。
2.检验记录:见下表。
序号焊缝部位检验内容检验结果
1XXX施焊情况合格
2XXX焊缝外观合格
3XXX焊缝外观合格
...
四、检验意见和建议:
对施焊情况及焊缝外观检验结果无异议。
检验人员:(签名)日期:(年/月/日)。
焊缝外观质量检查原始记录本
表号:GQL-ES20焊缝外观质量检查原始记录本第册共册项目名称:标段:开始时间:年月日结束时间:年月日施工单位:(盖章)监理单位:(盖章)说明1、本记录本共100页,不得撕毁、缺页,严禁不合规定的涂改。
按照施工的时间顺序填写,不得补记。
2、本表分别对应系统表格ES20《焊缝外观质量检查记录表》。
3、有监理旁站时,检查完后监理当场签名,没有监理旁站时,在监理栏划上“/”。
4、施工原始数据实时填写在记录本上,严禁在草稿纸上先记录再转抄记录本上。
5、根据本记录本的数据可以直接出具电脑打印的检测报告,检测报告上要注明数据在记录本的位置。
6、将数据录入系统计算后,如发现现场检测结果不合格时,应在原始记录的下一行注明“作废”、“重做”、“追加”、“返工处理”等处理情况,并说明整改、重做的序号。
7、本记录本作为竣工资料移交归档,永久保存。
焊缝外观质量检查记录表表号:GQL-ES20工程名称港珠澳大桥主体工程桥梁工程CB05-G1 标钢主梁及索塔钢结构制作工程部件编号报验日期序号项目简图质量要求(mm)实测结果1 咬边△△横、纵向受拉对接焊缝不允许横向受压对接焊缝Δ≤0.3主要角焊缝Δ≤0.5其它焊缝Δ≤1.02 气孔对接焊缝不允许主要角焊缝直径小于1.0 每m不多于3个,其间距不小于20㎜其它焊缝直径小于1.53 焊脚尺寸主要角焊缝K+20;其他角焊缝K+2-1,手弧焊全长10%范围内允许K+3-14 焊波h≤2(任意25mm范围内)5余高(对接)b≤15时,h≤3;15<b≤25时,h≤4;b>25时,h≤4b/25单面焊接的横向对接焊缝背面余高h≤26余高铲磨(对接)△△Δ1≤ 0.5Δ2≤ 0.3表面粗糙度Ra50μm7 裂纹、未熔合、未填满、焊瘤结论备注检查人员日期监理工程师日期。
钢结构焊缝外观检查记录(模板)

结论 合格
二级 √
√
√
√
√
合格
二级 √
√
√
√
√Leabharlann 合格检查结论:钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的
钢结构焊缝外观检查记录(模板)
工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01
2
hf-02
3
hf-03
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
编号: 00-00-C4-001
构件名称及编号
钢梁-3
检查日期
年月日
质量 等级
二级
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
要求
广西建设工程质量安全监督总站编制
焊缝表面质量验收记录

15
15
100
平均合格率(%) 测定结果 测定日期
100 年月日
符合要求 符合要求及规范 符合要求及规范 符合要求及规范 符合要求及规范
编号 分项工程名称 主要工程数量
002 焊缝表面
160米 验收意见
测值
应量测 合格 合格率 点数 点数 (%)
11 12 13 14 15
0.2 0.2 0.4 0.5 0
15
15
100
2
1Hale Waihona Puke 2 1.5 115
15
100
0.2 0.2 0.1 0.3 0
焊缝表面质量验收记录
工程名称
徐州华开热力有限公司供热二期主管 线运河北施工 -- 标段五
施工单位
江苏汉皇安装工程有限公司
序 号
外观检查项目
分部工程名称 桩号
管道安装DN700*2 8044-8052
质量情况
1 检查前,应将焊缝表面清理干净
符合要求及规范
焊缝尺寸应符合要求,焊缝表面应完 2 整,高度不应低于母材表面,并与母
0.5
0.2 0.4 0 0.3 0.1 0.1 0 0.1 0.1 0
2
1 1.3 1.4 1 1.4 1 1.3 1.2 1.3
0 0.2 0.1 0.4 0.2 0 0.1 0.3 0.3 0
施工负责人
专业监理工程 师
质检员
收记录
管道安装DN700*2 8044-8052
质量情况 符合要求及规范
长的10%
焊缝表面检查完毕应填写检测报告,检 7 测报告内容应符合附录A中表A.0.2
的规定
符合要求 符合要求及规范 符合要求及规范 符合要求及规范 符合要求及规范
焊缝焊接质量检查记录表

符合设计及规范要求
焊缝外形尺寸
焊缝余高h
B<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25
焊缝宽度c
底板对接缝:g+4 ~ g+14,g:坡口外口尺寸
面板对接缝:g+4 ~ g+14,g:坡口外口尺寸
4
7
9
5
横隔板对接等其它:g+4~g+8g:坡口外口尺寸g=16
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
符合设计及规范要求
其它≤0.3
符合设计及规范要求
裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤
不允许
符合设计及规范要求
飞溅
消除干净
符合设计及规范要求
表面Байду номын сангаас孔
对接焊缝不允许
符合设计及规范要求
U肋等主要角焊缝直径<1每米气孔不多余二个,孔间距≥20
符合设计及规范要求
D45
焊缝焊接质量检查记录表
工程名称
工程编号
部位
焊接材料
型
号
Q235-B
规格
δ=20
炉批号
20
φ57×3.5
焊接位置
平焊
焊接方法
焊条电弧焊
项次
20
规定值或允许偏差
mm
检查结果
验收记录
是否符合设计规定验收要求
焊缝外观质量
未焊满
等强对接焊缝不允许,其他≤0.2+0.02t,且<1
符合设计及规范要求
咬边
面底板对接缝、锚箱U肋不允许
监理(建设)
焊缝表面质量(观感)检查记录表
工程名称: 分项工程名称 钢材牌号 部件规格 焊工代号
焊口编号范围
焊缝表面质量(观感)检查记录表
编号:
接头清理
焊缝成形
表露缺陷
焊丝 焊条 焊缝总数 缺陷处理 情况
工程类别 焊工签字
表7.1.1 检查日期
检 查 记 录
自检确认意见:
施工作业单位复查意见:
检 查 结 论
班为表面质量观感检查用,“接头已清理”和“焊缝成形”符合要求,以“√”表示;如有表露缺陷,应标 注具体的的焊口编号;缺陷及处理情况应据实填写。
安装焊缝外观质量检查记录

安装焊缝外观质量检查记录一、前言焊接作为一种常用的连接工艺,在工业生产过程中起着重要作用。
焊接质量的好坏直接关系到焊接结构的强度、密封性和耐久性等,因此焊缝外观质量检查是非常重要的环节。
本文将就焊缝外观质量检查的内容和记录方式进行详细介绍。
二、焊缝外观质量检查的内容焊缝外观质量可以通过以下几个方面进行检查:1.焊缝的几何尺寸:检查焊缝的高度、宽度、深度和形状等几何尺寸是否符合设计要求。
2.焊缝的表面质量:检查焊缝的表面是否平整,是否有裂纹、气孔、夹渣等缺陷。
3.焊缝的外观形态:检查焊缝的形态是否符合要求,如焊缝的形状是否匀称、是否有变形等。
4.焊缝的焊接变色:检查焊缝的焊接变色情况,如是否有较大的焊接变色、是否有明显的变色极限线等。
5.焊缝的外观清洁度:检查焊缝的外观是否存在漏焊、飞溅、高温氧化等问题,焊缝周围是否干净。
三、焊缝外观质量检查的记录方式焊缝外观质量检查可以采用记录表格的方式进行,以下是一种常用的记录表格示例:焊缝编号,焊缝位置,检查日期,检查人员,外观缺陷,备注----------,----------,----------,----------,----------,----------1,焊缝1,2024/01/01,张三,无缺陷2,焊缝2,2024/01/01,李四,夹渣,重新清理焊缝3,焊缝3,2024/01/02,王五,裂纹,焊接补强在记录表格中,每一行代表了一次焊缝外观质量检查的结果。
表格中的列依次包括焊缝编号、焊缝位置、检查日期、检查人员、外观缺陷和备注。
在填写记录表格时,需要准确记录每一次检查的具体情况。
对于有外观缺陷的焊缝,需要在备注栏中说明缺陷的具体情况,并提出相应的处理措施。
四、总结焊缝外观质量检查是保证焊接质量的重要环节,在焊接过程中要严格按照相关标准和要求进行检查,并将检查结果准确记录下来。
通过焊缝外观质量检查记录表格的形式,不仅可以使检查工作更加规范和有序,还可以为后续的修复和改进提供依据。
焊接质量检查验收表范本

)范本(焊接质量检查验收表.焊缝表面质量(观感)检查记录表编号:0203-TFEN-HJ-01-02-02-001自检确认意见:上述焊缝表面观感检查已完施工作业单位复查意见:经复查上述焊缝表面质量符合焊接质量验收及评价规程中表6.3.8-4检成,焊缝表面无气孔、夹渣、裂纹、未熔合,要求查表面质量符合要求。
结论日月年二级质检员:日月年班(组长)长:焊接工程外观质量测量检查记录表编号:0203-TFEN-HJ-01-02-02-002抽样汇总检验点数优良数合格数16 1616施工作业单位检查意见:经外观质量测量检查,质量部门复查意见:经外观质量测量检查,上述16只焊口符合焊接质量验收及评价规程中只焊口符合焊接质量验收及评价规程中表合格上述16标准,评定为检合格焊口表合格标准,评定为合格焊口验结论焊接工程质量分批验收记录表编号:0203-HJ-01-02-02-01-001焊接分项工程综合质量验收评定表编号:0203-HJ-01-02-02-001表B.7 焊工自检记录表注:“接头已清理”和“焊缝尺寸符合要求”时,以“√”表示,“未清理”和“焊缝尺寸不符合要求”以“×”表示。
班组长:焊工:表B.8 分项工程焊接接头表面质量检验评定表mm注:验评结果符合合格级标准,在相应检验指标下记“√”;优良者记“Δ”。
合格级与优良级标准相同亦记“Δ”。
公司(处)质检代表:工地(处)技术负责人:工地(队)质检员:班(组)长:验评日期:表B.9 分项工程焊接综合质量等级评定表建设单位代表:工地(队)技术负责人:公司(处)之间代表:验评日期:工地(队)质检员:表6.3.8-1 焊接工程分类和质量检查、检验项目及数量表6.3.8-2 A类工程焊接质量检验评定标准mm表6.3.8-3 B类工程焊接质量检验评定标准mm表6.3.8-3(续)C类工程焊接质量检验评定标准见表6.3.8-4。
表6.3.8-4 C类工程焊接质量检验评定标准mm(续)6.3.8-4表.a 手工电弧焊或埋弧焊。
焊缝表面质量检查记录

无 无 无
无 无 无
无 无 无
无 无 无
1.0 1.1 1.0
0.8 0.9 0.8
无 无 无
合格 合格 合格
2016.9.9 2016.9.9 2016.9.9
施工单位: 代 表:
监理单位: 代 表:
建设单位: 代 表:
年
月
日
年
月
日
年月日≤2 Nhomakorabea0.30.5
无 无
≤30 ≤15%焊缝 全长
无 无 合格 合格 2016.9.9 2016.9.9
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
PG-21002-1 PG-21002-2
无 无
无 无
无 无
无 无
1.0 1.1
焊缝表面质量检查记录
工程名称
安徽六国化工28万吨合成氨检修安装工程
余高 序号 焊缝编号 表 表面 面 表面 表面 裂纹 夹 气孔 飞溅 渣 焊缝宽 错边量 度
编号 第 页 ,共 页 767/朱峰
施焊焊工
咬边 深度 ≤0.4 长度 任意 单 累计
无 无
≤2
每侧增 宽0.52
1.1 1.1
检查 结果
日期
施焊焊工
咬边 深度 ≤0.4 长度 任意 单 累计
无 无 无
764/扬斌
检查 结果
日期
≤2
≤2
0.30.5
无 无 无
≤30
≤15%焊缝全 长
26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43
焊缝外部质量检验

焊缝外部质量检验I主控项目1.现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为I、n、In三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1,表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
注:1当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4表中T为母材厚度;t为设计焊缝厚度。
5表中公式的常量单位为mm02、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB50184的规定划分为I、n、m、IV、V五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2-1管道焊舞外观质量注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1∙5mm;当母材厚度为2mm~6mm时,根部凸出应小于或等于2.5mm o3、钛及钛合金、措及错合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
错及错合金的焊缝表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
注:区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化。
11一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
检查数量:全部检查。
检查方法:观察检查。
5、管道5⅛1妾焊缝处的角变形(图8.1.5)应符合下列规定:1)当管子公称尺寸小于100mm时,允许偏差为2mm;2)当管子公称尺寸大于或等于100mm时,允许偏差为3mm o图8.1.5管道焊接接头的角变形1.钢板尺;a・角变形(平直度)偏差检查数量:全部检查。
管道焊缝外观检查记录
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。