SBR污水处理实验装置PLC控制系统设计
基于S7-200PLC的SBR污水处理控制系统设计

1 绪论1.1 选题的目的从总的方面来说,中国的淡水资源总量与其他国家相比是不少,但就全国的分布上来说不是很平衡,因此相对的平均资源就少了。
而且在全国城市化大潮的推动下,在各个地方都有对环境或多或少的破坏,造成了不同程度上的污染。
但是,由于人口的迅速增加和工业上的生产需求,对于水资源的需求量,也是日益增多[1]。
就在这种严峻的形势下,污水处理工艺也就应运而生。
由于生产力水品的迅速提高,PLC技术也得到了充分发展的机会,使得污水处理控制系统变得更加合理化、智能化,同时也更加的省时省力,大大的节约了社会资源与劳动力,符合可持续发展原则。
以前的传统活性污泥法,现在早就跟不上社会的需求。
但现在依然有部分的企业采用传统活性污泥法来处理工业污水,这样虽然运行的成本低了,但是建设投资与占地范围都比较大,而且相对国家标准而言也是不符合相关要求的,容易造成对土地的再次污染。
如果一次性处理的污水太多,就无法及时进行反应处理,于是出现了更加高效、节能的污水处理控制工艺来满足人们与企业的日常需求。
1.2 选题的意义随着社会的高速发展,传统意义上的污水处理控制系统已经无法跟上发展的步伐,其缺点也是越发明显,已经逐步被社会所淘汰。
但是随着PLC技术的迅速发展,出现了一个新的基于可编程控制器的自动化程度比较高的污水处理控制系统。
本课题是基于S7-200PLC的SBR污水处理控制系统的设计,这个系统可以达到对污水池液位的实时监控、进水泵与风机相关I/O设备的故障检测及报警的目的,及时避免了不必要的浪费与危险。
本设计不仅仅完成了该系统的设计方案、工艺流程、程序编写,同时还完成了该课题在软硬件方面的设计以及组态监控画面。
1.3 污水处理的发展现状在国外,许多的污水处理厂早就想到了要将污水处理与网络连接到一起,这就是一些早期的与污水处理相关的自动控制系统的起源。
而且国外的人早些时候就把SCADA技术应用到供、排水系统中,并且也取得了一些不错的社会与经济效益。
基于PLC控制的SBR污水处理系统
摘要序批式活性污泥法(Sequencing Batch Reactor),简称SBR。
是一种中小型的污水处理方法。
SBR工艺污水处理计算机监控系统的核心是可编程序控制器(PLC)。
采用PLC 不仅能够适应水处理系统的工艺特点,而且代表了现代工业的发展方向。
随着工业自动化的普及与发展,要求有人家先进、稳定、可靠的监控设备加入到控制系统中,以完成数据的采集以及设备的安全运行。
作为当今工厂企业重要的自动化控制设备之一,可编程逻辑控制器(PLC)已经被广泛的用于现代工业控制系统中,尤其适用于逻辑、顺序过程控制。
它正随着计算机、通讯、网络等技术的进步全面迅速发展。
关键词污水处理,序批式活性污泥法,SBR,可编程序控制器ABSTRACTSequencing Batch Reactor, which is called the SBR law , is a kind of center and small sewage treatment method .The core of SBR craft sewage treatment computer supervisory system is the programmable foreword controller(PLC).Using PLC not only could adapt to the craft characteristic of the water disposal system, but also represents the modern industry developed direction.Along with the popularization and the development of industrial automation , in order to complete the data gathering and the safety running of the equipment, more advanced, stable and reliable monitoring equipments are required to join the control system. As one of the important automation control devices in nowadays factories, the programmable logical controller(PLC) has already been used widely in the modernindustry control system, especially for the logical, order process control, It is developing rapidly along withthe progress of thecomputer,communication , network and so on.Keywords Polluted water,processing,SBR,Programmable Controller目录前言 (1)第一章 SBR污水处理系统介绍及流程图1.1 SBR污水处理工艺 (3)1.2 SBR污水处理系统动力设备 (4)第二章 SBR污水处理系统的硬件设计2.1 硬件设计总体说明 (5)2.2 SBR污水处理电气控制原理图设计 (5)2.2.1 主电路设计 (5)2.2.2 交流控制电路设计.. (6)2.2.3 主要参数计算 (7)2.2.4 PLC控制电路设计 (7)2.2.5 PLC输入、输出接口功能表 (8)2.2.6 元器件目录表 (9)第三章 SBR污水处理系统的软件程序设计3.1 程序设计 (11)3.2 系统静态调试 (12)3.3 系统动态调试及运行 (12)第四章 SBR污水处理系统电控箱及控制面板布置4.1 确定元器件及其布局 (13)4.2 绘制元件布置图 . (13)结论 (14)致谢 (15)参考文献 (16)附录 (17)前言本毕业设计课题为《基于PLC控制的SBR污水处理系统》,确立这个课题是从整个世界的大前提下考虑入手的。
(完整版)小型SBR废水处理PLC电气控制系统毕业课程设计_secret
电气控制与PLC课程设计指导书课程设计的目的、要求、任务及方法要完成好电气控制系统的设计任务,除掌握必要的电气设计基础知识外,还必须经过反复实践,深入生产现场,将不断积累的经验应用到设计中来。
课程设计正是为这一目的而安排的实践性教学环节,它是一项初步的工程训练。
通过课程设计,了解一般电气控制系统的设计要求、设计内容和设计方法。
电气设计包含原理设计和工艺设计两个方面,不能忽视任何一面,对于应用型人才更应重视工艺设计。
课程设计属于练习性质,不强调设计结果直接用于生产。
一、设计目的课程设计的主要目的是通过某一生产设备的电气控制装置的设计实践,了解一般电气控制系统设计过程、设计要求、应完成的工作内容和具体设计方法。
通过设计也有助于复习、巩固以往所学的知识,达到灵活应用的目的。
电气设计必须满足生产设备和生产工艺的要求,因此,设计之前必须了解设备的用途、结构、操作要求和工艺过程,在此过程中培养从事设计工作的整体观念。
课程设计应强调能力培养为主,在独立完成设计任务的同时,还要注意其他几方面能力的培养与提高,如独立工作能力与创造力;综合运用专业及基础知识的能力,解决实际工程技术问题的能力;查阅图书资料、产品手册和各种工具书的能力;工程绘图的能力;书写技术报告和编制技术资料的能力。
二、设计要求在课程设计中,学生是主体,应充分发挥他们的主动性和创造性。
教师的主导作用是引导其掌握完成设计内容的方法。
为保证顺利完成设计任务还应做到以下几点:1) 在接受设计任务后,应根据设计要求和应完成的设计内容进度计划,确定各阶段应完成的工作量,妥善安排时间。
2) 在方案确定过程中应主动提出问题,以取得指导数师的帮助,同时要广泛讨论,依据充分。
在具体设计过程中要多思考,尤其是主要参数,要经过计算论证。
3) 所有电气图样的绘制必须符合国家有关规定的标准,包括线条、图型符号、项目代号、回路标号、技术要求、标题栏、元器件明细表以及图样的折叠和装订。
PLC污水处理系统设计

PLC污水处理系统设计PLC污水处理系统是一种基于集成化自动控制技术、人机交互界面、数据处理、通讯技术、电子技术等领域的高科技产品。
随着人们对环境保护意识的不断增强,PLC污水处理系统在市场上得到了广泛的应用。
本文将详细介绍PLC污水处理系统的设计。
一、技术方案PLC污水处理系统的设计采用了以下技术方案:1.采用PLC控制器,实现控制系统的自动化。
2.采用人机交互界面,通过触摸屏等人机交互界面,方便对控制系统进行操作。
3.采用工业以太网通讯技术,实现控制系统与远程监控中心的高速通讯。
4.采用数据采集分析软件,对处理过程的数据进行收集和分析,对系统进行优化和改进。
二、系统流程PLC污水处理系统设计的流程如下:1.污水预处理首先对进水污水进行过滤、除油、除渣等预处理工作,保证后续处理的效果。
2.厌氧处理将预处理的污水送入厌氧生化池进行处理,通过厌氧菌的代谢作用,将污水中的有机物质分解为沼气和有机酸。
3.好氧处理经过厌氧生化池处理后的污水进入好氧生化池中,好氧菌分解有机物,消耗氧气,同时产生一定量的污泥。
4.污泥处理收集好氧处理过程产生的污泥,通过加碱、减少污泥体积及干燥、焚烧等方式进行二次污泥处理。
5.再生水处理及管道输送好氧反应后的水经净化处理达到国家标准后,可以用于农业、工业和城市供水等。
此环节有多种处理方式,如滤净、反渗透等,满足不同要求的水质处理。
三、实现步骤1.采购设备根据需要,购买相应的PLC控制器、触摸屏、传感器、执行器、服务器和各类配件等设备。
2.安装对采购来的设备进行安装,并进行电气布线,保障设备的安全可靠。
3.程序编写进行PLC程序和界面程序的编写,建立控制系统的控制策略。
4.调试进行设备的调试,并进行工艺参数调整,使设备的操作达到最佳效果。
5.运行监测运行实验,对PLC污水处理系统进行监测,实时记录系统的性能指标。
四、安全保障PLC污水处理系统设计过程中,必须考虑到设备运行时出现的异常情况,加入安全控制措施,确保系统的安全运行。
小型SBR废水处理PLC电气控制系统
小型SBR废水处理PLC电气控制系统小型SBR废水处理PLC电气控制系统,是一种高效、智能化的废水处理系统,在环保领域得到广泛应用。
该系统主要由PLC控制器、人机界面、传感器以及执行元件等关键组件构成。
本文将针对小型SBR废水处理PLC电气控制系统的工作原理、结构特点和应用范围等方面进行探讨。
一、工作原理小型SBR废水处理PLC电气控制系统,主要采用Sequential Batch Reactor(顺序批处理反应器)的废水处理方法,即将废水批量注入反应器中,在一定的时间内进行反应,然后通过传送带将反应液排出。
该系统的主要工作流程如下:1、废水进水处理单元,由PLC控制器对进水预处理器进行控制,同时将水流量监测信息传输至人机界面进行显示。
2、将经过预处理的废水注入反应器中,进行一定时间的反应。
此时,PLC控制器对机械臂进行控制,从反应器中将反应液取出,并送入沉淀池中。
3、沉淀池中的废水经过过滤,可将其中的固体颗粒物去除。
同时,PLC控制器将过滤后的水流至氧化池。
4、氧化池中的废水被当做新的进水送至反应器中,继续进行后续的废水处理操作。
二、结构特点小型SBR废水处理PLC电气控制系统包括PLC控制器、人机界面、传感器、执行元件等组成部分。
其中,PLC控制器是该系统的核心部件,它通过对各个传感器器件感应信号的采集和判断,实现对整个系统进行自动化控制。
该系统具有以下几个结构特点:1、以PLC为核心控制器,通过采用高性能的控制器和程序,实现废水处理自动化控制和优化运行。
2、通过人机界面实现废水处理过程的实时监测和控制,方便操作者了解系统的运行情况,及时调整废水的处理参数。
3、传感器和执行元件等配件完善,可实时监测废水的各项指标以及执行系统调控任务。
4、系统具有良好的可靠性、稳定性和高效性,确保废水处理过程中的安全性和优质性。
三、应用范围小型SBR废水处理PLC电气控制系统是一种智能、高效的废水处理系统,在以下领域得到广泛的应用:1、城市污水处理:通过小型SBR废水处理PLC电气控制系统进行处理,对城市污水进行净化,满足环保和排水安全要求。
PLC设计实例:小型SBR废水处理PLC电气控制系统课程设计

设计实例:小型SBR废水处理PLC电气控制系统课程设计一、小型SBR废水处理电气控制系统设计任务书1.SBR废水处理工艺的技术要求SBR废水处理技术是一种高效废水回用的处理技术,采用优势菌技术对校园生活污水进行处理,经过处理后的中水可以用来浇灌绿地、花木、冲洗厕所及车辆等,从而达到节约水资源的目的。
SBR废水处理系统方案要充分考虑现实生活中校园生活区较为狭小的特点,力求达到设备体积小,性能稳定,工程投资少的目的。
废水处理过程中环境温度对菌群代谢产生的作用直接影响废水处理效果,因此采用地埋式砖混结构处理池以降低温度对处理效果的影响。
同时,SBR废水处理技术工艺参数变化大,硬件设计选型与设备调试比较复杂,采用先进的PLC控制技术可以提高SBR废水处理的效率,方便操作和使用。
SBR废水处理系统分别由污水处理池、清水池、中水水箱、电控箱以及水泵、罗茨风机、电动阀门和电磁阀等部分组成,在污水处理池、清水池、中水水箱中分别设置液位开关,用以检测水池与水箱中的水位。
SBR废水处理系统示意图如图11-1所示。
图11-1 SBR废水处理系统示意图污水处理的第一阶段:当污水池中的水位处于低水位或无水状态时,电动阀会自动开起纳入污水。
当污水池纳入的污水至正常高水位时,电动阀自动关闭,污水池中污水呈微氧和厌氧状态。
污水处理的第二阶段:采用能降解大分子污染物的曝气法,可使污水脱色、除臭、平衡菌群的pH值并对污染物进行高效除污,即好氧处理过程。
整个好氧(曝气)时间一般需要6~8h。
在曝气管路上安装了排空电磁阀,当电动阀门自动关闭后,排空电磁阀开起,罗茨风机延时空载起动,然后排空电磁阀关闭,污水池开始曝气。
当曝气处理结束后,排空电磁阀再次开起,罗茨风机空载停机,然后排空电磁阀延时关闭。
曝气风机在无负荷条件下起动和停止,能起到保护电动机和风机的作用。
经过0.5h的水质沉淀,PLC下达起动1#清水泵指令,将沉淀后的水泵入到清水池。
基于PLC的SBR污水处理系统电路设计
R S T
N
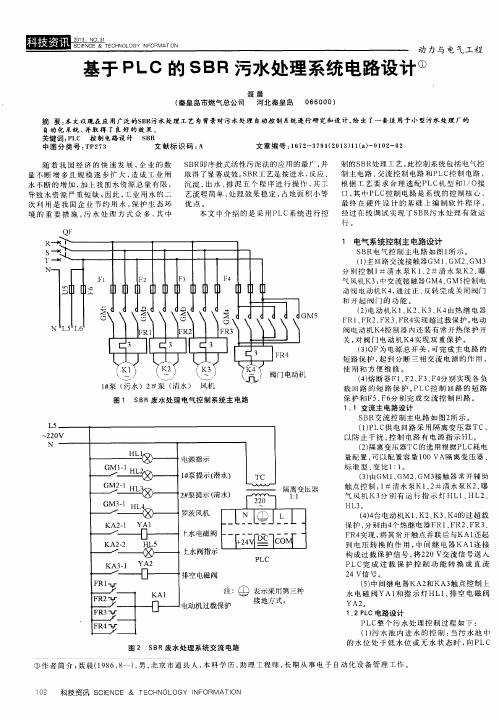
制 的S BR处理 工艺 , 此 控 制 系统 包括 电气控 制 主 电路 、 交流 控 制 电路 和 PLC控 制 电路 , 根 据 E艺要 求 合 理 选 配 PLC机 型和 I /0接 口, 其 中P L c 控 制 电 路 是 系统 的控 制 核 心 , 最 终在硬件设计 的基础上编制软件 程序 , 经过 在 线 调 试 实 现 了S BR 污 水 处 理 有 效 运
2 4 V信 号 。
U
排空 电磁 阀
FR1、C
.
! 竺 _ / —— K A l
.. .. .. .
n
U
. 电动 机过载 保护
注 : ④表 示 采 用 第 三 种
接地方式。
( 5 ) 中 间继 电器KA 2  ̄ I KA3 触 点控 制 上 水 电 磁 阀 YA1 和 指 示 灯 HL 1 、 排 空 电 磁 阀
罗茨风机
K A 2 U
.
2
H L5
L 一 I _ J 一 L 一 卜 水 电 磁 阀 一F ] 一
一
( 4 ) 4 台 电动机 K1 、 K2 、 K3 、 K4 的过 超 载
保护 , 分 别 由4 个热 继 电 器F R1 、 FR2 、 F R3 、
动 力 与 电 气 工 程
① 基于 P L C的 S B R污水处 理 系统 电路设 计
聂 晨
( 秦皇 岛0 )
摘 要: 本文 以现 在应 用广泛 的s B R污水 处理工 艺为背景对 污水处理 自动控 制系统进行研 究和设 计, 给 出了一套适 用于小型污水处理 厂的 自动化 系统 , 并 取 得 了良 好 的 效 果 。 关键词 : P L C 控 制 电路设计 S B R 中图分 类号 : T P 2 7 3 文 献标 识码 : A 文章 编号 : 1 6 7 2 -3 7 9 1 ( 2 0 1 3 ) 1 1 ( a ) 一0 1 0 2 -0 2 随 着 我 国经 济 的 快 速 发 展 , 企 业 的 数 S BRI  ̄ P 序 批式 活 性污 泥 法 的应 用的 最广 , 并 量不断 增多且规模逐步扩 大 , 造 成 工 业 用 取 得 了显 著成 效 。 s B R工艺 是按 进 水 , 反应 、 出水 、 排泥五个程序 进行操作 , 其 工 水 不 断 的 增加 , 加 上 我 国 水资 源 总 量 有 限 , 沉 淀、 导致 水 资 源 严 重短 缺 ; 因此 , 工 业 用 水 的 二 艺流 程 简 单 , 处理 效 果 稳 定 , 占地 面 积 小 等 次 利 用 是 我 国企 业 节 约 用 水 , 保 护 生 态 环 优 点 。 境 的重 要措施 。 污 水处理 方式 众多 . 其中 本文 中介 绍的 是 采 用P L C系统 进 行 控
基于S7-200PLC的SBR污水处理控制系统设计

1 绪论1.1 选题的目的从总的方面来说,中国的淡水资源总量与其他国家相比是不少,但就全国的分布上来说不是很平衡,因此相对的平均资源就少了。
而且在全国城市化大潮的推动下,在各个地方都有对环境或多或少的破坏,造成了不同程度上的污染。
但是,由于人口的迅速增加和工业上的生产需求,对于水资源的需求量,也是日益增多[1]。
就在这种严峻的形势下,污水处理工艺也就应运而生。
由于生产力水品的迅速提高,PLC技术也得到了充分发展的机会,使得污水处理控制系统变得更加合理化、智能化,同时也更加的省时省力,大大的节约了社会资源与劳动力,符合可持续发展原则。
以前的传统活性污泥法,现在早就跟不上社会的需求。
但现在依然有部分的企业采用传统活性污泥法来处理工业污水,这样虽然运行的成本低了,但是建设投资与占地范围都比较大,而且相对国家标准而言也是不符合相关要求的,容易造成对土地的再次污染。
如果一次性处理的污水太多,就无法及时进行反应处理,于是出现了更加高效、节能的污水处理控制工艺来满足人们与企业的日常需求。
1.2 选题的意义随着社会的高速发展,传统意义上的污水处理控制系统已经无法跟上发展的步伐,其缺点也是越发明显,已经逐步被社会所淘汰。
但是随着PLC技术的迅速发展,出现了一个新的基于可编程控制器的自动化程度比较高的污水处理控制系统。
本课题是基于S7-200PLC的SBR污水处理控制系统的设计,这个系统可以达到对污水池液位的实时监控、进水泵与风机相关I/O设备的故障检测及报警的目的,及时避免了不必要的浪费与危险。
本设计不仅仅完成了该系统的设计方案、工艺流程、程序编写,同时还完成了该课题在软硬件方面的设计以及组态监控画面。
1.3 污水处理的发展现状在国外,许多的污水处理厂早就想到了要将污水处理与网络连接到一起,这就是一些早期的与污水处理相关的自动控制系统的起源。
而且国外的人早些时候就把SCADA技术应用到供、排水系统中,并且也取得了一些不错的社会与经济效益。
毕业设计:基于PLC的污水处置系统设计

目录第一章绪论 (3)国内污水处置行业的进展 (3)1.2 生活污水的处置工艺 (4)1.3 SBR污水处置工艺 (5)1.4 本课题研究的要紧内容 (6)第二章操纵方案 (8)2.1 系统的整体设计 (8)2.2 工艺及操纵要求分析 (10)2.2.1 格栅池 (10)2.2.2 调剂池 (11)2.2.3 SBR反映池池 (11)2.2.4 除盐池 (11)2.3 PLC的I/O分派 (13)2.4 I/O设备确信及PLC的选型 (15)2.4.1 I/O设备确信 (15)2.4.2 PLC的选型 (15)软件的介绍 (15)第三章PLC程序设计 (17)系统外部接线图如图所示 (17)程序流程图如图所示 (18)梯形图如图所示 (19)程序仿真图及系统说明 (22)终止语 (27)致谢 (28)参考文献 (29)摘要随着我国国城市化进程的推动,中小城市(镇)数量的不断增多,由其带来的水污染问题日趋严峻。
序批式活性污泥法(简称SBR)符合中小城镇污水处置的大体要求,但必需实现自动操纵,才能发挥其优势,使其具有加倍广漠的应用前景。
随着自动化技术、运算机技术的不断进展、完善,污水处置厂的自动化水平也相应提高。
而PLC操纵器以其技术成熟、通用性好、靠得住性高、安装灵活、扩展方便、性能价钱比高等一系列优势,在工业操纵中取得了愈来愈普遍的应用。
本文要紧介绍了污水处置厂自动操纵系统的组成、功能及如何利用PLC实现自动操纵。
在污水处置中采纳PLC操纵系统改造后,提高了自动操纵的靠得住性,不仅减轻了工人的劳动强度,而且提高了污水处置厂的运行效率和运行效益,实现了污水厂生产治理的科学性。
关键词:PLC 污水处置 SBR工艺The Sewage Treatment System Based on PLCAbstract Along with our country's urbanization drive, small andmedium-sized cities (town), the increasing number of water pollution problems brought by the increasingly serious. Sequencing batch type activated sludge (hereinafter referred to as the SBR) comply with small towns is the basic requirement of sewage disposal, but must achieve automatic control, to exert its advantages, make its have more broad application prospects. As automation technology, computer technology unceasing development, improve the level of automation, sewage treatment plants also increase. And with its mature technology of PLC controller, versatility, high reliability, good flexibility, expand convenient installation and performance to price higher series of advantages, in industrial control are getting more and more widely. This article mainly introduced the sewage treatment plant in automatic control system composition, function and how to make use of PLC automatic control, and introduces the system implementation problems encountered and their solutions. In sewage treatment using PLC control system after the transformation, improve the reliability of the automatic control, not only reduce the labor intensity of the workers, but also improve the operation efficiency of wastewater treatment plant with operation efficiency, realized the scientific production management of the wastewater treatment plant.Key words Sewage treatment PLC SBR process第一章绪论地球尽管有70.8%的面积为水所覆盖,但淡水资源却极为有限,人类真正能够利用的是江河湖泊和地下水中的一部份,仅占地球总水量的0.26%,而且散布不均。
小型SBR废水处理PLC电气控制系统课程

小型SBR废水处理PLC电气控制系统课程设计来源:作者:发布时间:2009-12-31SBR废水处理技术是一种高效废水回用地处理技术,采用优势菌技术对校园生活污水进行处理,经过处理后地中水可以用来浇灌绿地、花木、冲洗厕所及车辆等,从而达到节约水资源地目地.SBR废水处理系统方案要充分考虑现实生活中校园生活区较为狭小地特点,力求达到设备体积小,性能稳定,工程投资少地目地.废水处理过程中环境温度对菌群代谢产生地作用直接影响废水处理效果,因此采用地埋式砖混结构处理池以降低温度对处理效果地影响.同时,SBR废水处理技术工艺参数变化大,硬件设计选型与设备调试比较复杂,采用先进地PLC控制技术可以提高SBR废水处理地效率,方便操作和使用.SBR废水处理系统分别由污水处理池、清水池、中水水箱、电控箱以及水泵、罗茨风机、电动阀门和电磁阀等部分组成,在污水处理池、清水池、中水水箱中分别设置液位开关,用以检测水池与水箱中地水位.SBR废水处理系统示意图如图1所示.污水处理地第一阶段:当污水池中地水位处于低水位或无水状态时,电动阀会自动开起纳入污水.当污水池纳入地污水至正常高水位时,电动阀自动关闭,污水池中污水呈微氧和厌氧状态.污水处理地第二阶段:采用能降解大分子污染物地曝气法,可使污水脱色、除臭、平衡菌群地pH值并对污染物进行高效除污,即好氧处理过程.整个好氧<曝气)时间一般需要6~8h.在曝气管路上安装了排空电磁阀,当电动阀门自动关闭后,排空电磁阀开起,罗茨风机延时空载起动,然后排空电磁阀关闭,污水池开始曝气.当曝气处理结束后,排空电磁阀再次开起,罗茨风机空载停机,然后排空电磁阀延时关闭.经过0.5h地水质沉淀,PLC下达起动1#清水泵指令,将沉淀后地水泵入到清水池.当清水池中地水位升至正常高水位时,1#清水泵自动停止运行.这时2#清水泵自动起动向中水箱泵水,当水箱内达到正常高水位时,2#清水泵自动停止运行,这时中水箱内地水全部完成处理过程.如上所示,当中水箱内水位降至低水位时,2#清水泵又自动起动向中水箱泵水.当污水池中地水位降至低水位时,电动阀门会自动打开继续向污水池纳入污水.如此循环往复.SBR废水处理技术针对污水水质不同选用生物菌群不同,工艺要求要求有所不同,电气控制系统应有参数可修正功能,以满足废水处理地要求.2.SBR废水处理系统动力设备SBR废水处理系统中所使用地动力设备<水泵、罗茨风机、电动阀),均采用三相交流异步电动机,电动机和电磁阀<AC220V选配)选配防水防潮型.1#清水泵:立式离心泵LS50-10-A,扬程10m,流量29m3/h,1kW.2#清水泵:立式离心泵LS40-32.1,扬程30m,流量16m3/h,3kW.曝气罗茨风机:TSA-40,0.7m3/min,1.1kW.电动阀:阀体D97A1X5-10ZB-125mm,电动装置LQ20-1,AC380V,60W.3.SBR废水处理电气控制系统设计要求1> 控制装置选用PLC作为系统地控制核心,根据工艺要求合理选配PLC机型和I/O接口.2> 可执行手动/自动两种方式,应能按照工艺要求编辑程序并可实时整定参数.3> 电动阀上驱动电动机为正、反转双向运行,因此要在PLC控制回路加互锁功能.4> PLC地接地应按手册中地要求设计,并在图中表示或说明.5> 为了设备安全运行,考虑必要地保护措施,入如电动机过热保护、控制系统短路保护等.6> 绘制电气原理图:包括主电路、控制电路、PLC硬件电路,编制PLC地I/O接口功能表.7> 选择电器元件、编制元器件目录表.8> 绘制接线图、电控柜布置图和配线图、控制面板布置图和配线图等.9> 采用梯形图或指令表编制PLC控制程序.小型SBR废水处理PLC电气控制系统课程设计来源:作者:发布时间:2009-12-31二、SBR废水处理电气控制系统总体设计过程1.总体方案说明1> SBR废水处理系统控制对象电动机均由交流接触器完成起、停控制,电动阀电动机要采用正、反转控制.2> 污水池、清水池、中水水箱水位检测开关,在选型时考虑抗干扰性能,选用电极考虑耐腐蚀性.3> 电动阀上驱动电动机,其内部设有过载保护开关,为常闭触点,作为电动阀过载保护信号,PLC控制电路考虑该信号逻辑关系.4> 1#清水泵、2#清水泵、罗茨风机电动机、电动阀电动机分别采用热继电器实现过载保护,其热继电器地常开触点通过中间继电器转换后,作为PLC地输入信号,用以完成各个电动机系统地过载保护.5> 罗茨风机地控制要求在无负载条件下起动或停机,需要在曝气管路上设置排空电磁阀.6> 主电路用断路器,各负载回路和控制回路以及PLC控制回路采用熔断器,实现短路保护.7> 电控箱设置在控制室内.控制面板与电控箱内地电器板用BVR型铜导线连接,电控箱与执行装置之间采用端子板连接.8> PLC选用继电器输出型.9> PLC自身配有24V直流电源,外接负载时考虑其供电容量.PLC接地端采用第三种接地方式,提高抗干扰能力.2.SBR废水处理电气控制原理图设计(1> 主电路设计SBR废水处理电气控制系统主电路如图2所示.1> 主回路中交流接触器KM1、KM2、KM3分别控制1#清水泵M1、2#清水泵M2、曝气风机M3;交流接触器KM4、KM5控制电动阀电动机M4,通过正、反转完成开起阀门和关闭阀门地功能.2> 电动机M1、M2、M3、M4由热继电器FR1、FR2、FR3、FR4实现过载保护.电动阀电动机M4控制器内还装有常闭热保护开关,对阀门电动机M4实现双重保护.3> QF为电源总开关,既可完成主电路地短路保护,又起到分断三相交流电源地作用,使用和维修方便.4> 熔断器FU1、FU2、FU3、FU4分别实现各负载回路地短路保护.FU5、FU6分别完成交流控制回路和PLC控制回路地短路保护.(2> 交流控制电路设计SBR废水处理系统交流控制电路如图3所示.1> 控制电路有电源指示HL.PLC供电回路采用隔离变压器TC,以防止电源干扰.2> 隔离变压器TC地选用根据PLC耗电量配置,可以配置标准型、变比1:1、容量100VA隔离变压器.3> 1#清水泵M1、2#清水泵M2、曝气风机M3分别有运行指示灯HL1、HL2、HL3,由KM1、KM2、KM3接触器常开辅助触点控制.4> 4台电动机M1、M2、M3、M4地过载保护,分别由4个热继电器FR1、FR2、FR3、FR4实现,将其常闭触点并联后与中间继电器KA1连接构成过载保护信号,KA1还起到电压转换地作用,将220V交流信号转换成直流24V信号送入PLC完成过载保护控制功能.5> 上水电磁阀YA1和指示灯HL1、排空电磁阀YA2,分别由中间继电器KA2和KA3触点控制.小型SBR废水处理PLC电气控制系统课程设计来源:作者:发布时间:2009-12-31(3> 主要参数计算1> 断路器QF脱扣电流.断路器为供电系统电源开关,其主回路控制对象为电感性负载交流电动机,断路器过电流脱扣值按电动机起动电流地1.7倍整定.SBR废水处理系统有3kW负载电动机一台,起动电流较大,其余三台为1.1kW以下,起动电流较小,而且工艺要求4台电动机单独起动运行,因此可根据3kW电动机选择自动开关QF脱扣电流I QF:I QF=1.7I N=1.7×6A=10.2A≈10A,选用I QF=10A地断路器.2> 熔断器FU熔体额定电流I FU.以曝气风机为例,I FU≥2I N=2×2.5A=5A,选用5A地熔体.其余熔体额定电流地选择,按上述方法选配.控制回路熔体额定电流选用2A.3> 热继电器地选择请参考有关技术手册,自行计算参数.(4> PLC控制电路设计包括PLC硬件结构配置及PLC控制原理电路设计.1> 硬件结构设计.了解各个控制对象地驱动要求,如:驱动电压地等级、负载地性质等;分析对象地控制要求,确定输入/输出接口<I/O)数量;确定所控制参数地精度及类型,如:对开关量、模拟量地控制、用户程序存储器地存储容量等,选择适合地PLC机型及外设,完成PLC硬件结构配置.2> 根据上述硬件选型及工艺要求,绘制PLC控制电路原理图,绘制PLC控制电路,编制I/O接口功能表.图4为SBR废水处理系统PLC控制电路原理图,L6作为PLC输出回路地电源,分别向输出回路地负载供电,输出回路所有COM端短接后接入电源N端.3> KM4和KM5接触器线圈支路,设计了互锁电路,以防止误操作故障.4> PLC输入回路中,信号电源由PLC本身地24V直流电源提供,所有输入COM端短接后接入PLC电源DC24V地<+)端.输入口如果有有源信号装置,需要考虑信号装置地电源等级和容量,最好不要使用PLC自身地24V直流电源,以防止电源过载损坏或影响其他输入口地信号质量.5> PLC采用继电器输出,每个输出点额定控制容量为AC250V,2A.表1和表2分别为SBR废水处理系统PLC输入和输出接口功能表.表1 SBR废水处理系统PLC输入接口功能表气原理图.7> 根据设计方案选择地电气元件,编制原理图地元器件目录表,如表3所示.(5> PLC控制程序设计1> 程序设计.根据控制要求,建立SBR废水处理系统控制流程图,如图11-5所示,表达出各控制对象地动作顺序,相互间地制约关系.在明确PLC寄存器空间分配,确定专用寄存器地基础上,进行控制系统地程序设计,包括主程序编制、各功能子程序编制、其他辅助程序地编制等.2> 系统静态调试.空载静态调试时,针对运行地程序检查硬件接口电路中各种逻辑关系是否正确,然后先调试子程序或功能模块程序,然后调试初始化程序,最后调试主程序.调试过程中尽量接近实际系统,并考虑到各种可能发生地情况,作反复调试,出现问题及时分析、调整程序或参数.3> 系统动态调试及运行.在动态带负载状态下调试,密切观察系统地运行状态,采用先手动再自动地调试方法,逐步进行.遇到问题及时停机,分析产生问题地原因,提出解决问题地方法,同时做好详尽记录,以备分析和改进.。
污水处理的PLC控制系统设计

污水处理的 PLC控制系统设计摘要:本文选择就污水处理的PLC控制系统设计这一论点进行分析和研究,为了确保分析和研究的全面性,设计如下研究框架。
首先,阐述PLC控制系统理论定义,增加对PLC控制系统内涵以及主要构成的了解,为后文的分析奠定坚实的理论基础。
其次,阐述污水处理的主要方法以及工艺流程,利于通过技术有效应用做好污水处理工作。
最后,探索PLC控制系统PLC控制系统设计方法,力求在利用科学技术有效处理污水基础上,通过PLC控制系统科学设计,强化污水处理效果,提高城市污水处理效果,营造良好的社会环境。
关键词:污水处理;PLC控制系统;设计;举措前言:社会的发展,科学技术的进步,提高了国民经济水平。
为了实现社会的可持续发展,为大众营造更加优质的生活环境,应重视水质恶化问题的处理。
目前,水质日渐恶化成为阻碍经济发展,影响大众生活质量的一大阻碍。
为了有效解决此类问题,应重视城市污水的处理工作,应用PLC控制系统,应用SBR污水处理方法以及物理处理方法、化学处理方法以及微生物处理方法等,可以有效对城市中污水进行处理,可妥善处理掉生产以及生活中污水,降低污水对环境带来的不良影响。
1.PLC控制系统理论定义PLC控制系统是建立在传统顺序控制设备技术之上,融入各个新型科学技术的功能,所设计的一种现代化新型的工业控制设备,如系统中融入通讯技术、自动控制化技术、计算机技术以及微电子技术等,确保系统的应用价值,提升PLC 控制系统的抗干扰性以及可靠性。
PLC控制系统取代传统的继电器设备、完善执行逻辑以及计数计时中不足,改变以往控制顺序以及模式,大力应用柔性控制理论进行管控,确保系统的有效应用。
2.污水处理的主要方法其一,物理处理方法。
该方法可以通过物理作用有效处理污水中的杂质,如较大的固体类杂质以及沉淀产生的泥沙等。
其二,化学方法。
化学处理方法应用化学反应有效分解出污水内的某些物质,如,胶体形式的黏土颗粒等。
此外,化学方法也可以调节酸碱度,控制PH值合理性。
小型SBR废水处理PLC电气控制系统

目录绪论 (2)第1章 PLC控制系统设计 (3)1.1 PLC控制系统设计的基本原则 (3)1.2 PLC机型选择 (3)第2章小型SBR废水处理PLC电气控制系统 (7)2.1 小型SBR废水处理电气控制系统设计任务书 (7)2.2 SBR废水处理电气控制系统总体方案设计 (8)2.3 SBR废水处理电气控制原理图设计 (8)2.4 PLC硬件控制电路设计 (11)2.5 PLC控制程序设计 (14)2.6 SBR废水处理系统电气工艺设计 (20)2.7 梯形图程序调试 (21)第3章课程设计总结 (22)参考文献 (23)绪论PLC可编程序控制器:PLC英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程.PLC是基于电子计算机,且适用于工业现场工作的电控制器。
它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
PLC基于电子计算机,但并不等同于普通计算机。
普遍计算机进行入出信息变换,多只考虑信息本身,信息的入出,只要人机界面好就可以了。
而PLC则还要考虑信息入出的可靠性、实时性,以及信息的使用等问题。
特别要考虑怎么适应于工业环境,如便于安装,抗干扰等问题。
入出信息变换、可靠物理实现,可以说是PLC实现控制的两个基本要点。
入出信息变换靠运行存储于PLC内存中的程序实现。
PLC程序既有生产厂家的系统程序(不可更改),又有用户自行开发的应用(用户)程序。
系统程序提供运行平台,同时,还为PLC程序可靠运行及信号与信息转换进行必要的公共处理。
用户程序由用户按控制要求设计。
基于SBR的PLC污水处理自动控制系统
基于SBR的PLC污水处理自动控制系统随着人民生活水平的日益提高、城市规模的不断扩大,产生的生活污水越来越多。
为了缓解水污染带来的环境压力,各种污水处理厂应运而生。
目前,有许多污水处理厂采用了自动控制系统,但是与发达国家相比,我国自行研制的污水处理自动控制系统存在许多不足,有待进一步完善。
因此,设计一种运行高效可靠、经济实惠的污水处理自动控制系统变得尤为重要。
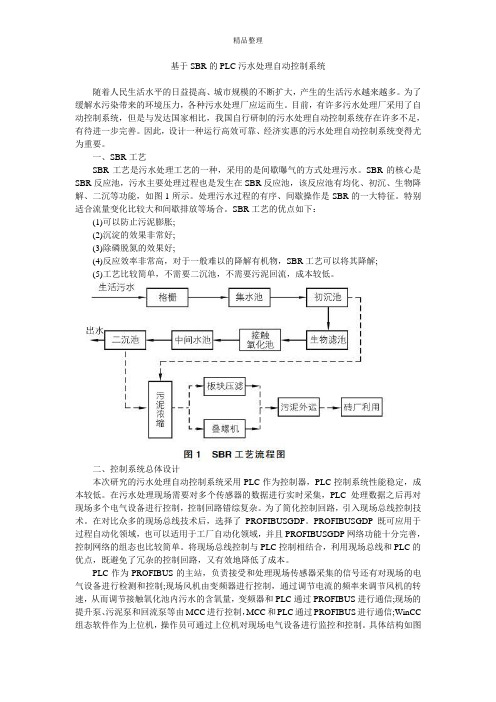
一、SBR工艺SBR工艺是污水处理工艺的一种,采用的是间歇曝气的方式处理污水。
SBR的核心是SBR反应池,污水主要处理过程也是发生在SBR反应池,该反应池有均化、初沉、生物降解、二沉等功能,如图1所示。
处理污水过程的有序、间歇操作是SBR的一大特征。
特别适合流量变化比较大和间歇排放等场合。
SBR工艺的优点如下:(1)可以防止污泥膨胀;(2)沉淀的效果非常好;(3)除磷脱氮的效果好;(4)反应效率非常高,对于一般难以的降解有机物,SBR工艺可以将其降解;(5)工艺比较简单,不需要二沉池,不需要污泥回流,成本较低。
二、控制系统总体设计本次研究的污水处理自动控制系统采用PLC作为控制器,PLC控制系统性能稳定,成本较低。
在污水处理现场需要对多个传感器的数据进行实时采集,PLC处理数据之后再对现场多个电气设备进行控制,控制回路错综复杂。
为了简化控制回路,引入现场总线控制技术。
在对比众多的现场总线技术后,选择了PROFIBUSGDP。
PROFIBUSGDP既可应用于过程自动化领域,也可以适用于工厂自动化领域,并且PROFIBUSGDP网络功能十分完善,控制网络的组态也比较简单。
将现场总线控制与PLC控制相结合,利用现场总线和PLC的优点,既避免了冗杂的控制回路,又有效地降低了成本。
PLC作为PROFIBUS的主站,负责接受和处理现场传感器采集的信号还有对现场的电气设备进行检测和控制;现场风机由变频器进行控制,通过调节电流的频率来调节风机的转速,从而调节接触氧化池内污水的含氧量,变频器和PLC通过PROFIBUS进行通信;现场的提升泵、污泥泵和回流泵等由MCC进行控制,MCC和PLC通过PROFIBUS进行通信;WinCC 组态软件作为上位机,操作员可通过上位机对现场电气设备进行监控和控制。
小型SBR废水处理PLC电气控制系统
目录绪论 (2)第1章 PLC控制系统设计 (3)1.1 PLC控制系统设计的基本原则 (3)1.2 PLC机型选择 (3)第2章小型SBR废水处理PLC电气控制系统 (7)2.1 小型SBR废水处理电气控制系统设计任务书 (7)2.2 SBR废水处理电气控制系统总体方案设计 (8)2.3 SBR废水处理电气控制原理图设计 (8)2.4 PLC硬件控制电路设计 (11)2.5 PLC控制程序设计 (14)2.6 SBR废水处理系统电气工艺设计 (20)2.7 梯形图程序调试 (21)第3章课程设计总结 (22)参考文献 (23)绪论PLC可编程序控制器:PLC英文全称Programmable Logic Controller ,中文全称为可编程逻辑控制器,定义是:一种数字运算操作的电子系统,专为在工业环境应用而设计的。
它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程.PLC是基于电子计算机,且适用于工业现场工作的电控制器。
它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
PLC基于电子计算机,但并不等同于普通计算机。
普遍计算机进行入出信息变换,多只考虑信息本身,信息的入出,只要人机界面好就可以了。
而PLC则还要考虑信息入出的可靠性、实时性,以及信息的使用等问题。
特别要考虑怎么适应于工业环境,如便于安装,抗干扰等问题。
入出信息变换、可靠物理实现,可以说是PLC实现控制的两个基本要点。
入出信息变换靠运行存储于PLC内存中的程序实现。
PLC程序既有生产厂家的系统程序(不可更改),又有用户自行开发的应用(用户)程序。
系统程序提供运行平台,同时,还为PLC程序可靠运行及信号与信息转换进行必要的公共处理。
用户程序由用户按控制要求设计。
张华-小型SBR废水处理PLC电气控制系统课程设计
第一章可编程序控制器概论1.1 可编程控制器的产生和发展电器对电能的生产、输送、分配与应用起着控制、调节、检测、和保护的作用,在电力输出配电系统中和电力拖动自动控制系统中应用极为广泛。
随着电子技术、自动控制技术和计算机应用技术的迅猛发展,一些电器元件可能被电子电路所取代。
但是由于电器元件本身也朝着新的领域扩展,例如:电器元件性能的提高;新型电器元件的产生;机、电、仪一起化电器元件的实现;电器元件应用范围的扩展等,而且有些电器元件具有其特殊性,因此电器元件是不可能完全被取代的,以继电器、接触器等工业电器为基础的电气控制技术仍既有相当重要的地位。
另一方面,可编程控制器(PLC)是计算机技术也继电器接触器控制技术想结合的产物,它源于继电控制装置,但它不像继电装置那样,通过电路的物理过程实现控制,而主要靠运行存储于PLC内存中的程序,进行入出信息变换实现控制。
在可编程控制器问世之前,继电器接触器控制在工业控制领域中占有主导地位。
继电器接触器控制系统是采用固定接线的硬件实现控制逻辑,如果生产任务或工艺任务发生变化,就必须重新设计,改变硬件结构,这样造成时间和资金的浪费。
另外,大型控制系统用继电器接触器控制,使用的继电器数量多,控制系统的体积大,耗电多,且继电器触电为机械触电,工作频率较低,在频繁的动作情况下寿命较短,造成系统故障,系统的可靠性差。
1968年,在世界工业技术改革浪潮的的冲击下,美国最大的汽车制造商通用汽车公司,为了适应汽车型号不断翻新,以求在激烈竞争的汽车工业中占有优势,提出要用一种新型的控制装置取代继电器接触器控制装置,并且对未来的新型控制装置做出了具体设想,要把计算机的完备功能以及灵活性、通用性好等优点和继电器接触器控制的简单易懂、操作方便、价格便宜等优点融入于新的控制装置中,且要求新的控制装置编程简单,使得不熟悉计算机的人员也能很快掌握她的使用技术。
通用汽车公司提出的新一代控制器应具备的条件包括:⑴编程简单,可在现场修改程序。
SBR污水处理(实验装置)PLC控制系统设计

北京三维力控科技有限公司是专业从事监控组态软件研发与服务的高新技术企业,核心软件产品初创于1992年,公司以自主创新为动力,逐渐奠定了在国内市场的领先地位。
3.组态王KingView(北京亚控科技发展有限公司)
北京亚控科技发展有限公的尖端技术,基于工业网络平台,为用户提供专业客制化应用解决方案和自动化软件产品和服务。作为国产SCADA软件,其创始人早在1993年就开始研发组态王产品,并迅速应用到了国内用户的系统中。当时的目标是为用户建立具有易用性强,动画功能丰富、技术性能卓越、稳定可靠且价格低廉于一身的工业自动化软件平台。
3、搅拌。此时6工作对5中物质进行搅拌,其余装置均处于不工作状态,搅拌过程持续一定时间(预先设定好或由人实时控制)后结束,6停止工作。下面进入沉淀阶段。
4、沉淀。此时所有装置均处于不工作状态,让5水中的杂质沉淀,沉淀过程持续一定时间(预先设定好或由人实时控制)后结束。下面进入排水阶段。
5、排水。此时11打开,5上部的清水可由10排入12,然后再排向别处,其余装置均处于不工作状态,排水过程持续一定时间(预先设定好或由人实时控制)后结束,11闭合。下面又进入注水阶段,开始新的循环。
但由于CPU自身不含有模拟量处理模块,需另外选择扩展模块,两路AI,考虑到冗余,选用一块EM235模块,两个EM232模块。
3.1.3
类型
名称
类型
名称
类型
名称
M1.0
电磁阀3的开关
M1.7
充气泵
Q0.0
水泵
M1.1
电磁阀11的开关
M2.0
沉淀开关
Q0.1
搅拌电机
M1.2
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录目录 (1)第一篇设计任务 (2)1.1题目 (2)1.2工艺要求........................................................................................... 错误!未定义书签。
第二篇总述................................................................................................. 错误!未定义书签。
2.1可编程逻辑控制器........................................................................... 错误!未定义书签。
2.2组态软件概况错误!未定义书签。
第三篇SBR污水处理硬件接口电路设计 (5)3.1硬件选型及PLC的I/O分配 (5)3.1.1型号的分析与统计 (5)3.1.2 CPU与扩展模块的选择 (5)3.1.3 PLC的I/O端口分配53.2 软件设计 (6)3.2.1 s7_200控制程序设计 (6)3.2.2 通信组态 (8)3.2.3 监控界面程序设计 (12)第四篇设计感悟 (17)第五篇参考文献......................................................................................... 错误!未定义书签。
第六篇尾声................................................................................................. 错误!未定义书签。
第一篇设计任务1.1题目:SBR污水处理实验装置PLC控制系统设计1.2设计要求SBR是序列间歇式活性污泥法(Sequencing Batch Reactor Activated Sludge Process)的简称,是一种按间歇曝气方式来运行的活性污泥污水处理技术,又称序批式活性污泥法。
SBR法污水处理实验装置如下图所示,1、5、12均为水箱,2为水泵,3、11为电磁阀,4为水流量计(用于检测注水流量情况,产生模拟量电流信号),6为搅拌电机,7为曝气头(有三个),8为充气泵,9为气体流量计(用于检测充气流量情况,产生模拟量电流信号),10为排水斗。
主要工艺过程简介如下:1、注水。
此时3打开,2工作,将1内的污水泵入5(内有活性污泥),4可以检测水流量,其余装置均处于不工作状态,注水过程持续一定时间(预先设定好或由人实时控制)后结束,3闭合,2停止工作。
下面进入曝气阶段。
2、曝气。
此时8工作,通过7将空气泵入5, 9可以检测空气流量,其余装置均处于不工作状态,曝气过程持续一定时间(预先设定好或由人实时控制)后结束,8停止工作。
下面进入搅拌阶段。
3、搅拌。
此时6工作对5中物质进行搅拌,其余装置均处于不工作状态,搅拌过程持续一定时间(预先设定好或由人实时控制)后结束,6停止工作。
下面进入沉淀阶段。
4、沉淀。
此时所有装置均处于不工作状态,让5水中的杂质沉淀,沉淀过程持续一定时间(预先设定好或由人实时控制)后结束。
下面进入排水阶段。
5、排水。
此时11打开, 5上部的清水可由10排入12,然后再排向别处,其余装置均处于不工作状态,排水过程持续一定时间(预先设定好或由人实时控制)后结束,11闭合。
下面又进入注水阶段,开始新的循环。
第二篇总述2.1可编程逻辑控制器自1969年世界上诞生了第一台可编程逻辑控制器(PLC)以来,可编程控制技术在工业控制领域便一路高歌,取得了极为广泛的应用。
但是在这过去的30多年里,计算机技术、电子技术、网络通信技术以及自动控制技术的飞速发展,使得工程师们在工业应用中对于控制器的功能需求也远远超越了当初的“顺序逻辑控制”的简单期望。
“PLC是一种数字运算的电子系统,专为在工业环境下应用而设计。
它采用可编程的存储器,用来在内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。
可编程控制器及其有关设备,都应按易于与工业控制器系统联成一体、易于扩充功能的原则设计。
”上述是国际电工委员会于1985年1月对PLC所作的权威性的定义。
2.2组态软件概况组态软件,又称监控组态软件,译自英文SCADA,即Supervisory Control and Data Acquisition(数据采集与监视控制),组态软件的应用领域很广,它可以应用于电力系统、给水系统、石油、化工等领域的数据采集与监视控制以及过程控制等诸多领域。
在电力系统以及电气化铁道上又称远动系统(RTU System,Remote Terminal Unit)。
国外组态软件:1、InTouch:Wonderware 是Invensys plc“生产管理”部的一个运营单位,是全球工业自动化软件的领先供应商。
Wonderware的InTouch软件是最早进入我国的组态软件。
在80年代末、90年代初,基于Windows3.1的InTouch软件曾让我们耳目一新,并且InTouch提供了丰富的图库。
但是,早期的InTouch软件采用DDE方式与驱动程序通信,性能较差,最新的InTouch7.0版已经完全基于32位的Windows平台,并且提供了OPC支持。
2、IFix:GE Fanuc 智能设备公司由美国通用电气公司(GE)和日本Fanuc公司合资组建,提供自动化硬件和软件解决方案。
Intellution公司以Fix组态软件起家,1995年被爱默生收购,现在是爱默生集团的全资子公司,Fix6.x软件提供工控人员熟悉的概念和操作界面,并提供完备的驱动程序(需单独购买)。
Intellution将自己最新的产品系列命名为iFiX,在iFiX中,Int ellution提供了强大的组态功能,但新版本与以往的6.x版本并不完全兼容。
原有的S cript语言改为VBA(Visual Basic For Application),并且在内部集成了微软的VB A开发环境。
遗憾的是,Intellution并没有提供6.1版脚本语言到VBA的转换工具。
在iFiX中,Intellution的产品与Microsoft的操作系统、网络进行了紧密的集成。
Inte llution也是OPC(OLE for Process Control)组织的发起成员之一。
iFiX的OPC组件和驱动程序同样需要单独购买。
3、WinCC:西门子自动化与驱动集团(A&D)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。
Simens的WinCC也是一套完备的组态开发环境,Simens提供类C语言的脚本,包括一个调试环境。
WinCC内嵌OPC支持,并可对分布式系统进行组态。
但WinCC 的结构较复杂,用户最好经过Simens的培训以掌握WinCC的应用。
4、Movicon:全称为Monitor, Vision and Control.它是新一代的自动化监控软件,由意大利著名自动化软件供应商PROGEA公司开发,PROGEA公司自1990年开始开发基于Microsoft Windows平台的自动化监控软件,开发的软件以简单易用,稳定可靠著称。
全面支持Windows平台。
主要组成部分包括:实时数据库,历史数据库,事件及报警管理,安全管理,任务及事件调度,通讯驱动,网络功能,OPC,图形用户接口(窗口资源)等,同时集成VBA兼容的脚本语言及类似STEP-7指令表的软逻辑功能。
5、Citech:悉雅特集团(Citect)是世界领先的提供工业自动化系统、设施自动化系统、实时智能信息和新一代MES 的独立供应商。
CiT公司的Citech也是较早进入中国市场的产品。
Citech具有简洁的操作方式,但其操作方式更多的是面向程序员,而不是工控用户。
Citech提供了类似C语言的脚本语言进行二次开发,但与iFix不同的是,Citech的脚本语言并非是面向对象的,而是类似于C语言,这无疑为用户进行二次开发增加了难度。
国内组态软件:1.世纪星组态软件(北京世纪长秋科技有限公司)北京世纪长秋科技有限公司是专业从事工业自动化软件开发、销售、服务及工业自动化系统集成的高新技术企业。
公司拥有自主产权的软件产品《世纪星通用工业自动化监控组态软件》,本产品自1999年开始销售,10年内已有二万多套软件应用于相关行业,如:电力变电配电自动化、电厂监控、石油、化工、冶金、矿山、工业民用水处理、环保污水处理、储备粮库、铁路隧道信号监控、交通信号监控、食品及饮料自动化监控等。
2.三维力控ForceControl (北京三维力控科技有限公司)北京三维力控科技有限公司是专业从事监控组态软件研发与服务的高新技术企业,核心软件产品初创于1992年,公司以自主创新为动力,逐渐奠定了在国内市场的领先地位。
3.组态王KingView(北京亚控科技发展有限公司)北京亚控科技发展有限公司正式成立于1997年,公司着眼自动化软件领域的尖端技术,基于工业网络平台,为用户提供专业客制化应用解决方案和自动化软件产品和服务。
作为国产SCADA软件,其创始人早在1993年就开始研发组态王产品,并迅速应用到了国内用户的系统中。
当时的目标是为用户建立具有易用性强,动画功能丰富、技术性能卓越、稳定可靠且价格低廉于一身的工业自动化软件平台。
4.紫金桥Realinfo(紫金桥软件技术有限公司)紫金桥软件技术有限公司是由中石油大庆石化总厂出资成立的专门从事计算机软件产品开发的高新技术企业,是中国石油天然气集团的软件开发基地。
公司专注于自主知识产权软件产品“实时数据库系统”和“监控组态软件”的开发与推广工作。
5.MCGS(北京昆仑通态自动化软件科技有限公司):昆仑工控----为大型专业工控企业联盟集团,以雄厚的资金为后盾,高、新、尖技术力量为核心,专门从事设计、生产、销售各种类型传感器、变送器、热工仪表、现场控制器、计算机控制系统、数据采集系统、组态软件、专用现场控制软件等6.还有Controx(开物),易控等组态软件特点随着工业自动化水平的迅速提高,计算机在工业领域的广泛应用,人们对工业自动化的要求越来越高,种类繁多的控制设备和过程监控装置在工业领域的应用,使得传统的工业控制软件已无法满足用户的各种需求。
在开发传统的工业控制软件时,当工业被控对象一旦有变动,就必须修改其控制系统的源程序,导致其开发周期长;已开发成功的工控软件又由于每个控制项目的不同而使其重复使用率很低,导致它的价格非常昂贵;在修改工控软件的源程序时,倘若原来的编程人员因工作变动而离去时,则必须同其他人员或新手进行源程序的修改,因而更是相当困难。