松下电阻焊控制器中文手册
电阻焊机控制器说明书【干货】

电阻焊机控制器说明书内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1.1电焊机的标准体系介绍电焊机行业的标准化工作由全国电焊机标准化技术委员会(CSBTS/TC70,以下简称电焊机标委会)负责,电焊机标委会成立于1985年12月。
电焊机标委会由国家标准化管理委员会(SAC)和由其委托的专业标准化主管部门领导和管理,电焊机标委会设置有秘书处,秘书处负责电焊机专业领域的标准化及国际电工委员会IEC/TC26(电焊技术委员会)以及国际标准化组织ISO/TC44/SC6(电阻焊技术委员会)在国内的技术归口工作。
电焊机标准体系按电弧焊机、辅机具(配套件、零部件)、电阻焊机(包括控制器、电极接头等部件)、特种焊机、电磁兼容、电弧焊机能效和基础标准划分。
目前电焊机行业现行有效的国家标准27项,行业标准43项,见表1。
现行电焊机标准覆盖了所有电弧焊机及其关键性的辅机具;覆盖了大部分的通用电阻焊机产品;特种焊机由于使用量较小,所以仅制订了摩擦焊机标准。
表1 电焊机现行标准目录1.1.1安全标准体系和相关标准现共有安全标准9项,分别涉及电弧焊机、辅机具和电阻焊机。
1.1.1.1电弧焊机产品安全标准现行电弧焊机产品安全标准为GB 15579系列标准。
GB 15579.1《弧焊设备第1部分:焊接电源》和GB 15579.6《弧焊设备第6部分:限制负载的手工金属弧焊电源》,两项标准均等同采用IEC标准,是各类电弧焊机产品生产、销售以及CCC认证依据的标准。
其中GB 15579.6仅适用于额定最大焊接电流不超过160A、具有热切断装置、主要由非专业人员使用的手工电弧焊机,但不包括变频式、带遥控和旋转式电弧焊机,目前这类产品数量极少。
松下电阻焊控制器中文手册
松下电阻焊控制器中文手册松下电阻焊控制器中文手册一、产品概述1.1 产品介绍松下电阻焊控制器是一款用于控制电阻焊接工艺的设备,具有高精度、稳定性强和易于操作等特点。
其主要用途是实现对电阻焊接过程中的温度、压力和时间等参数进行控制和监测,确保焊接质量的稳定性和可靠性。
1.2 产品特点- 高精度控制:松下电阻焊控制器采用先进的温度传感技术和控制算法,能够实现对焊接温度的精确控制,提供高质量的焊接结果。
- 稳定性强:控制器具有优秀的稳定性和抗干扰能力,能够适应各种复杂的工作环境,确保焊接过程的稳定性和可靠性。
- 操作简便:控制器采用友好的人机界面,具有直观的操作界面和简单的参数设置,方便操作人员使用。
- 大容量存储:控制器内置大容量存储器,可以存储焊接过程中的关键数据和参数,方便用户后续分析和记录。
二、产品结构和组成2.1 外观结构松下电阻焊控制器外观简洁美观,采用工程塑料外壳,具有一定的防水和防尘性能。
2.2 内部组成控制器内部主要包括以下组成部分:- 控制板:负责焊接参数的计算和控制;- 供电电源:提供控制器的工作电源;- 温度传感器:用于测量焊接过程中的温度变化;- 压力传感器:用于监测焊接过程中的压力变化;- 焊接电极:用于完成焊接操作;- 人机界面:用于操作和监测焊接参数;- 存储器:用于存储焊接过程中的数据;- 通信接口:用于与外部设备进行数据传输。
三、控制器的安装和使用3.1 安装环境要求在安装控制器时,需要满足以下环境要求:- 温度范围:0-40摄氏度;- 相对湿度:≤80%RH;- 无振动和共振;- 无腐蚀性气体和粉尘环境;- 良好的通风条件。
3.2 连接和配置- 步骤一:将供电电源连接到控制器;- 步骤二:将温度传感器、压力传感器和焊接电极正确接入控制器;- 步骤三:连接人机界面,启动控制器;- 步骤四:根据实际焊接要求,设置焊接参数;- 步骤五:完成连接和配置后,进行焊接操作。
四、注意事项在使用松下电阻焊控制器时,需要注意以下事项: - 请遵守使用说明,正确操作控制器;- 使用前确保焊接电极清洁和连接稳固;- 避免过高的温度和压力,以免损坏设备;- 避免将控制器暴露在腐蚀性气体和液体中;- 不要私自拆卸控制器,以免损坏设备和危及人身安全;- 注意安全操作,避免触电和其它危险。
松下焊接机器人应用说明安全手册

■编号指定方式 = 用外部启动盒选中Prog****编号后,再启动程序的方式。 (3种启动选择方式可启动的文件数量各不相同 )
注)要打开另一个和Prog****不同名称的文件时,需使用CALL命令(读入命令)。 例)CALL BURAKETO123
■主程序方式 = 通过连续启动主程序,把跳传命令分配到输入信号锁打开的启动程序中的方式。
Q4.可否定期清除附着在喷嘴上的飞溅?
・・・・・・・・・・・・P19
Q5.在程序中可以进行复制,粘贴操作吗?
・ ・・・・・・・・・P20
Q6.可以整体复制程序吗?
・・・・・・・ ・・・・・・・・P21
Q7.可以删除程序吗?
・・・・・・・・・・・・・・P22
Q8.是否有防止程序被消除的设定吗?
・・・・・・・・・P23
可实现预约。 例:编号为16时, Prog0016将被预约。
*可启动的程序数为10种
■二进制方式
(输出分配设定画面)
・[启动选择闸门]在ON时,将预约对应被打开启动选择 输入编号的合计值的程序名
例 输入端子1+输入端子3=程序5
*可启动程序数为999种
■BCD方式
• BCD:是Binary Coded Decimal code 的简略、 用10进符号表示2进制的方法。
・起弧异常后,移至重试动作点的时间 [重新起弧次数]
・起弧重试的次数(1-9次) [移动距离]
・1次变更起始位置的距离 [返回速度]
・起弧重试后,回到原起始点的速度 [逆送丝时间]
・起弧失败后,逆送丝时间
弧焊
*逆送丝时,依照焊接指令(电流)进行。
电焊机* TAWERS*
起弧重试
■自动粘丝解除设定
Panasonic 机器人加工与焊接系统说明书

THE WELDING EXPERTS.ROBOTIC WELDINGSYSTEMwww.panasonicrobotics.euSince 1957 Panasonic develops welding technology products and is nowadays worldwide present in the field of MIG/MAG/TIG and robot welding. The Panasonic Robot & Welding Europe is the European Distributor for products and services all about welding. The headquarter is located in Neuss near Dusseldorf and offers a big training room, a welding test area and forms herewith the center of excellence for robot and welding systems. With a huge distributor Network Panasonic is almost represented in every European country. It is our aim to support the entire industry with “All From One Manufacturer”solutions in the field of welding.Panasonic offers a turnkey welding system for arc welding – with welding and handling robots, welding power sources, welding torches and much more. Therefore we cover a wide range of industrial applications. Our provided robot welding systems are equipped with robots of the TM-WG3 range (TAWERS systems with an integrated welding power source) or the TM-G3 range (robots with an external digital Panasonic power source). Whether general or automotive industry Panasonic always offers the best solutions of products to be manufactured in coopera-tion with customers.COMPANY PROFILEPRODUCT & SERVICEPartner – Sales & Service Partner – System house Panasonic02GENERAL STRUCTURE OF PERFORMARC 1. PERFORMARC – MANUAL TABLE (PA-MT)2. PERFORMARC – ELECTRICAL TABLE (PA-ET)3. PERFORMARC – TURNING TABLE (PA-TT)4. PERFORMARC H-FRAME5. PERFORMARC FERRIS WHEEL (PA-FW)Panasonic PerformArc Robotic Welding Systems provide exactly what welding customers expect! Our welding cells are of modular concept developed by using standard relia-ble Panasonic components. We provide turnkey, cost efficient and universally usable welding solutions.Your benefits are easy settings due to only one teach pendant for robot and power source and reducing running costs due to only one Panasonic technician who is needed for any training and maintenance. Check out our standard systems and examples for dedicated ones.Welding cells from one manufacturer:1. Configuration 2. Implementation 3. Completion 4. After-Sales ...PERFORMARC ROBOTIC WELDING SYSTEM03PerformArc – Robotic Welding SystemOVERVIEW04PA-MT-SERIES PA-ET-SERIES PA-TT-SERIES PA-H-FRAME PA-FW-SERIESPA-MT / PA-MT-XL / PA-MT-XXLPA-MT-SERIES05PA-MT Transparent PerspectiveSpecifications Model PA-MT PA-MT-XL PA-MT-XXL Work Table (mm) 1.000 x 500 1.000 x 500 1.000 x 500Max. Work Place (mm)Ø 1.000 x 600 1.100 x 600 1.300 x 700Fixture Area (mm)Ø 1.000 x 600 1.500 x 600 1.900 x 850Payload (each in kg)250250250Measurements (L x W x H in cm)440 x 220 x 230460 x 240 x 230480 x 310 x 230Approx. Weight (kg) 3.200 3.500 3.600Recommended robot typeTM-1400TM-1400/ TM-1800TM-1800PA-MT PerspectivePA-MT Side ViewPA-MT Top ViewPerformArc – Robotic Welding SystemPA-ET-SERIESPA-ET-SERIESPA-ET / PA-ET-XL / PA-ET-XXL06Specifications Model PA-ET PA-ET-XL PA-ET-XXL Work Table (mm)500 x 500500 x 500500 x 500Max. Work Place (mm) 1.000 x 600 1.100 x 600 1.300 x 700Fixture Area (mm) 1.000 x 600 1.600 x 800 1.900 x 850Payload (each in kg)500500500Turn Time (sec.)≤ 5≤ 5≤ 5Measurements (L x W x H in cm)540 x 220 x 230560 x 270 x 230580 x 310 x 230Approx. Weight (kg) 3.500 3.800 3.900Recommended robot typeTM-1400TM-1400/ TM-1800TM-1800PA-ET PerspectivePA-ET Transparent Perspective PA-ET Side ViewPA-ET Top ViewPA-ET-2PD-SERIESPA-ET-2DK-SERIESPA-ET-2PD / PA-ET-2PD-XL / PA-ET-2PD-2R / PA-ET-XXL-2RPA-ET-2DK-250 / PA-ET-2DK-500 / PA-ET-2DK-250-2R / PA-ET-2DK-500-2R07Specifications ModelPA-ET-2PD PA-ET-2PD-XL Max. Work Place (mm)Ø 600 x 1.000Ø 800 x 1.400Fixture Area (mm)Ø 800 x 1.250Ø 1.000 x 1.600Payload (each in kg)250250 / 500Turn Time (sec.)≤ 6≤ 6Measurements (L x W x H in cm)580 x 310 x 250650 x 360 x 250Approx. Weight (kg) 4.300 5.200Recommended robot typeTM-1400TM-1400/ TM-1800Specifications ModelPA-ET-2DK-250PA-ET-2DK-500Max. Work Place (mm)Ø 1.000 x 800Ø 1.300 x 600Fixture Area (mm)Ø 1.000 x 800Ø 1.000 x 1.000Payload (each in kg)250500Turn Time (sec.)≤ 6≤ 6Measurements (L x W x H in cm)650 x 310 x 230680 x 350 x 230Approx. Weight (kg) 5.0005.500Recommended robot typedepends on taskPA-ET-2PD Transparent Perspective PA-ET-2DK Transparent PerspectivePA-ET-2PD Top View PA-ET-2DK Top ViewPerformArc – Robotic Welding System ALSO AVAILABLE WITH T WO ROBOTS!PA-TT-SERIES 08PA-TT-SERIESPA-TT / PA-2PD-250Specifications Model PA-TT PA-TT-2PD-250Work Table (mm) 1.000 x 600775 x 600Max. Work Place (mm)900 x 600700 x 600Fixture Area (mm) 1.000 x 600775 x 600Payload (each in kg)400250Measurements (L x W x H in cm)320 x 240 x 260320 x 240 x 260Approx. Weight (kg) 2.500 2.800Recommended robot typeTM-1400TM-1400PA-TT PerspectivePA-TT Transparent Perspective PA-TT Side ViewPA-TT Top View09Specifications ModelPA-TT-2PD-250PA-TT-2PD-500Max. Work Place (mm)Ø 800 x 1.000Ø 800 x 1.000Fixture Area (mm)Ø 800 x 1.250Ø 800 x 1250Payload (each in kg)300600Measurements (L x W x H in cm)240 x 530 x 270240 x 530 x 270Approx. Weight (kg) 4.300 4.500Recommended robot typeTM-1800TM-1800Specifications ModelPA-TT-2DK-300PA-TT-2DK-500Max. Work Place (mm) 1.100 x 1.100 x 5001.100 x 1.100 x 500Fixture Area (mm)––Payload (each in kg)300500Measurements (L x W x H in cm)540 x 240 x 270540 x 240 x 270Approx. Weight (kg) 4.400 4.500Recommended robot typeTM-1800TM-1800PA-TT-2PD-SERIESPA-TT-2DK-SERIESPA-TT-2PD-250 / PA-TT-2PD-500PA-TT-2DK-300 / PA-TT-2DK-500PA-TT-2PD Transparent Perspective PA-TT-2DK Transparent PerspectivePA-TT-2PD Top View PA-TT-2DK Top ViewPerformArc – Robotic Welding SystemPA-H-FRAME-SERIES10Specifications ModelPA-H-Frame-2500PA-H-Frame-3000Max. Work Place (mm)Ø 1.000 x 2.000Ø 1.000 x 2.600Fixture Area (mm)Ø 1.200 x 2.100Ø 1.200 x 3.000Payload (each in kg)250-1.000250-1.000Measurements (L x W x H in cm)460 x 490 x 28051 x 490 x 240Approx. Weight (kg) 4.000/4.200/4.500 4.300/4.500/4.800Recommended robot typeTM-1800TM-1800/TM-2000PA-H-Frame-2500 / PA-H-Frame-3000PA-MT Transparent PerspectivePA-H-Frame PerspectivePA-MT Side ViewPA-MT Top ViewPA-FW-3PD-SERIESSpecificationsModel PA-FW-3PD-2000PA-FW-3PD-2500PA-FW-3PD-3000PA-FW-3PD-3500Max. Work Place (mm)Ø 1.000 x 1.800Ø 1.000 x 2.200Ø 1.000 x 2.500Ø 1.000 x 3.200Fixture Area (mm)Ø 1.000 x 2.000Ø 1.000 x 2.500Ø 1.000 x 3.000Ø 1.000 x 3.500Payload (each in kg)250/500250/500250/500250/500Measurements (L x W x H in cm)410 x 480 x 280460 x 480 x 280510 x 480 x 280560 x 480 x 280Approx. Weight (kg) 4.000 4.200 4.400 4.600Recommended robot typeTM-1800TM-1800TM-20002xTM-1800PA-FW-3PD-2000 / PA-FW-3PD-2500 / PA-FW-3PD-3000 /PA-FW-3PD-3500 / PA-FW-3PD-2R PA-FW-3PD Transparent PerspectivePA-FW-3PD PerspectivePA-FW-3PD Side ViewPA-FW-3PD Top ViewALSO AVAILABLE WITH T WO ROBOTS!DEDICATED SYSTEMS2 x Tilt & Turn PositionerLoad Capacity: 1.500 kgCeeling Type Shifterwith 2 x PositionersLoad Capacity: 2.000 kgThree Stations Concept 2 x Tilt & Turn Positioners 1 x Turn Positioners Ferris Wheel System with Shifter2 x 1.000 kg PositionersEQUIPMENT OPTIONSTAWERS WELDING SYSTEM WITH INTEGRATED POWER SOURCE PANASONIC WELDING MANIPULATORJIG/FIXTURE FRAMEFAST SLIDING DOORSDTPS OFFLINE PROGRAMMING AND SIMUL ATION SOFT WARETORCH CLEANERFUME HOODWATERCOOLED TORCHTel.: +49(0)2131/60899-0 Fax: +49(0)2131/60899-200 *******************.com www.panasonicrobotics.euPanasonic Automotive & Industrial Systems Europe GmbH Robot & WeldingJagenbergstr. 11 a41468 Neuss, Germany。
松下 YD-350 500RK 数字 IGBT 控制 MIG MAG 弧焊电源 使用说明书

使用说明书数字IGBT控制MIG/MAG弧焊电源型号:YD-350/500RKPanasonic产品。
●请仔细阅读使用说明书以确保正确安全的使用。
●使用前请务必阅读“安全注意事项”或者“安全手册”。
●请确认保修卡的“购买日期、验收日期及销售代理店名称”等信息无误后,和说明书一起妥善保管。
●产品序列号:YD-350RK1HGE、YD-500RK1HGEWTDXM00041AA关于保修及售后服务的说明●自购买之日起焊接电源保修1年1、保修卡(另附)●在销售店索取保修卡后请务必确认购买日期、销售店店名等●认真阅读保修卡内容后请妥善保管●在保修期间内委托服务时请您出示保修卡2、委托修理时●按照"异常和处理"章节内容进行确认后,无法解决时,首先切断电源开关,再和销售店联系●联络时请提供并注明以下内容·地址·姓名·电话号码·焊接电源主铭牌中记载的产品序列号、制造时间和制造编号·故障或异常的详细内容3、关于焊接电源部品的提供期限『焊接电源部品的最低提供年限为该产品的生产日期后7年。
但我公司产品上使用的其他公司电子部品等发生不能供给的情况不受此限』注:部品中包含维修部品、消耗部品、服务部品、IC半导体等电子部品◆免责声明:符合下述任何一种情况时,本公司及本产品的销售商将不承担责任:1、未实施正常的保养、维修以及定期检查而造成的损坏;2、自然灾害或其他不可抗力造成的损坏;3、本公司产品以外的产品、部件不良引发的本公司产品不良,或者将本公司产品和本公司以外的产品、部件、电路、软件等组合使用而引发的问题;4、误操作、异常运转、其他非本公司责任引发的不良;5、由于使用本产品(包含使用本产品制造出的产品为对象的纷争)而引发的知识产权问题(工艺、方法等专利问题);6、由于本产品的原因而造成的利益损失、工时损失等损害或者其他间接损害、派生损害等。
◆松下智能焊接设备功能声明:1、松下智能焊接设备已安装物联网SIM卡,已与唐山松下产业机器有限公司的智能焊接云管理系统(iWeld云平台)实现连接。
松下电阻焊控制器中文手册
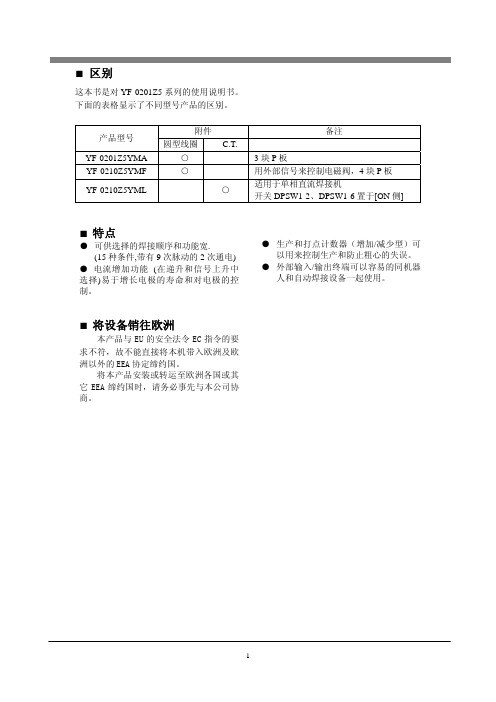
这本书是对 YF-0201Z5 系列的使用说明书。 下面的表格显示了不同型号产品的区别。
产品型号
YF-0201Z5YMA YF-0210Z5YMF YF-0210Z5YML
附件
圆型线圈
C.T.
○
○
○
备注
3块P板 用外部信号来控制电磁阀,4 块 P 板 适用于单相直流焊接机 开关 DPSW1-2、DPSW1-6 置于[ON 侧]
1. 安全注意
1.1 安全预防
仔细阅读手册,恰当使用机器。必须注 意手册中的警告,有助于合理操作机器,防 止您和其他人员处在危险的位置和受到伤 害。下表把所有的安全隐患分为 3 种,分别 是高度危险,危险,注意,并用标志说明。
表中所提到的行动都是强制禁止的,这样才 可以保证设备使用的规范性。警告标志和短 语在机器上都有注明。
噪音
防止火灾,爆炸和爆裂
阅读下面的警告防止火灾和爆炸
⑴ 移开工作地点周围所有易燃的材料防止 由于飞溅引起的火灾和爆炸,如果不能移动 的要用防火的盖子盖好。 ⑵ 不要在易燃的气体周围进行焊接。 ⑶ 不要马上将刚完成焊接的工件接近易燃 材料。 ⑷ 合理连接电缆并在连接部分进行绝缘处
在焊接过程中和设备产生的 噪音会伤害听觉。
7. 故障复位键 发生故障时按此键可以使程序复位
8. 试验选择键 按此键执行试验功能。启动输入就可执行 一系列程序,但无焊电流通过。数据显 示器 B 显示(CH2)
■ 将设备销往欧洲
本产品与 EU 的安全法令 EC 指令的要 求不符,故不能直接将本机带入欧洲及欧 洲以外的 EEA 协定缔约国。
将本产品安装或转运至欧洲各国或其 它 EEA 缔约国时,请务必事先与本公司协 商。
1
松下焊机说明书
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25). 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
松下焊机说明书
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25)?. 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
GL4焊机操作指南

全数字脉冲MIG/MAG焊机GL4系列操作指南焊机操作之前焊机安装完毕,请仔细参照说明书,确认安装的正确性,请确认各安全事项。
请在确保人身财产安全的前提下进行操作。
本操作指南旨在为用户的操作提供参考,并不能取代产品说明书。
特此声明。
唐山松下产业机器有限公司焊接操作前检查防护措施作业时要使用防护装置,以保护您和他人免受由焊接引起的弧光、飞溅和噪音等危害。
操作面板说明显示屏A电源开关显示屏B送丝保险8A模式设定显示项目设定参数设定其他设定编码器A 编码器B1. 按动【模式选择】按钮,选择〖焊接〗指示灯亮2. 按动【焊接控制】按钮,选择〖收弧无〗或〖收弧有〗,这里选择〖收弧无〗,则〖收弧无〗指示灯亮3. 按动【焊接方式】按钮,选择〖脉冲无〗或〖脉冲有〗,这里选择〖脉冲无〗,相应的指示灯亮模式设定模式设定参数设定4.按动【材质】按钮,根据焊丝材质,可选择〖碳钢〗或〖药芯碳钢〗,这里选择〖碳钢〗5. 按动【丝径】按钮,选择使用的焊丝直径,这里选 1.26. 按动【气体】按钮,选择焊接气体,选〖CO2〗或〖MAG 〗这里选〖CO2〗参数设定在设定过程中,当显示屏呈现以下状态时,表明所设定的参数不匹配,在焊机内没有相关数据,要重新设定。
例如,当【气体】选取〖CO2〗,同时【焊接方式】选取〖脉冲有〗时,就会出现此状态。
碳钢的数据表空表状态母材材料焊接方式保护气体脉冲有无丝径(mm)碳钢CO2100%CO2脉冲无0.8/1.01.2/1.41.6MAG Ar+18%CO2脉冲无0.8/1.01.2/1.41.6脉冲有0.8/0.91.0/1.21.4/1.6碳钢药芯CO2100%CO2 1.21.41.6预置焊接电流、电压3. 可对焊接电压进行微调,幅度为±92. 焊接电压自动匹配1. 通过送丝机上的遥控器调节焊接电流检查气体按动检气按钮,检气指示灯亮,此时可检查气体有无,并通过流量计设定气体流量。
1. 按动【模式选择】按钮,选择〖焊接〗指示灯亮2. 按动【焊接控制】按钮,选择〖收弧无〗或〖收弧有〗,这里选择〖收弧无〗,则〖收弧无〗指示灯亮3. 按动【焊接方式】按钮,选择〖脉冲无〗或〖脉冲有〗,这里选择〖脉冲有〗,相应的指示灯亮模式设定4.按动【材质】按钮,根据焊丝材质,可选择〖不锈钢(3系)〗或〖不锈钢(4系)〗,这里选择〖不锈钢(3系)〗5. 按动【丝径】按钮,选择使用的焊丝直径,这里选1.26. 按动【气体】按钮,选择焊接气体,这里选〖MIG 〗,(推荐使用Ar+2.5%CO2或Ar+2.0%O2配比的气体)参数设定模式设定参数设定不锈钢的数据表母材材料焊接方式保护气体脉冲有无丝径(mm)不锈钢(SUS308)MIG Ar+ 2.5%CO2或Ar+2.0%O2脉冲有0.80.91.01.21.6不锈钢(SUS430)MIG Ar+ 2.5%CO2或Ar+2.0%O2脉冲有 1.01.2不锈钢药芯MAG Ar+ 18%CO2脉冲有 1.2不锈钢药芯CO2100%CO2脉冲无 1.23系不锈钢MIG焊〖脉冲有〗的设置何谓“3系不锈钢?”——凡是不锈钢焊丝牌号第一位数字为“3”的,如:308、308L、308LSi/316、316L/309、309L、309LSi/310/307Si等奥氏体不锈钢,统称为“3”系。
小原焊机ST系列控制器 使用说明书二

1.1产品概述
本设备的系统配置如下:
ST21:控制器
TP-Net(网):用于输入焊接数据,监控焊接顺序并显示报警信息
DP-Net:用于监控焊接顺序并显示报警信息
PN/C(编程电缆):用于将ST21连接到TP-Net或DP Net上的共用电缆。
1.2流程图:从输入焊接条件到焊接
1.3起动系列和焊接条件
电流值
焊接电流1-3各段值
一次电压
示出焊接期间的一次电压
线路电压
示出空载期间的电源电压
5.2焊枪计数器复位
使焊枪计数器复位,操作如下:
1.进入焊接监控屏幕。
2.滚动屏幕,在顶显示所需的焊枪号。
如复位到3号焊枪
3.按下Reset(复位)键,然后按下Return(返回)键,结束程序。
3号焊枪计数器复位
5.3步增复位
F1监控
显示当前焊接的监控数据和报警历史数据
F1步增变换
当使用步增功能时,允许变换当前设定的步号(步增变换)
F2输入/输出监控
显示输入/输出状态(通常不使用)
F3报警历史数据
显示报警历史数据(最后100次报警)
F2 TM数据设定
显示存储在控制器的数据
F1-F4组选择
从F-1(第0组)至F4(第4组)中选择其中的一个组
控制器可以保存和控制60个焊接条件数据。TP-Net可以单独保存的数据是控制器可保存数据的4倍。
TM数据:控制器中存储的数据(焊接数据)
TP数据:TP-Net中存储的数据,作为外部数据
参数:可使控制器各功能得以选择或设定。详情参见6.1节
2.操作DP-Net
2.1显示面板操作按键及其功能
操作面板键
(松兴)电阻焊使用说明书

压缩机端子及排气管中频逆变电阻焊专机设备说明书一、概述该焊机用来焊接压缩机壳体与端子及排气管,分两个工位分次焊接,采用流行外形,利用气压传动,活动电极作平行运动的固定式凸焊机.采用两个操作工操作.焊接时每个工位均采用双手启动焊接控制及急停(按钮)装臵,同时每个工位均有安全光栅保护及气动安全门防护.整机焊接范围内装有防护罩防护.具有较高的生产率和安全性能。
根据待焊工件特点,焊接工艺要求放电时间短(放电时间过长对本工件会产生一定危害)且电流较大。
同时要求焊接有良好的致密性,所以采用中频逆变焊接电源对工件进行焊接.逆变焊接电源及控制器采用世界领先的德国博世力士乐的产品,该产品具有以下特点:1.经济效益好:三相输入、功率因数高且节能现许多厂家使用的电阻焊机是交流的,交流点焊机与电力网接通依靠晶闸管导通,因此存在空白区,热量不集中且焊接质量不稳定。
而中频点焊机三相负载平衡、低输入、没有电网过渡过程、功率因数高,并且节约电能。
因逆变电源功率因数较高,与交流电源相比可节能近60%。
2.焊接条件范围扩大按点焊规定,在稳定的焊接范围内的焊核直径为4t(t为板厚)。
经试验,在单相交流焊机点焊100焊点情况下,单相整流焊机为129焊点,中频点焊机为241焊点;同样对镀层钢板,单相交流焊机为110焊点,中频点焊机为355个焊点。
可见,中频点焊机稳定的焊接范围较大。
3.焊接回路小型轻量化中频整流焊接变压器的质量约为单相交流式的1/3~1/5。
4.可以广泛点焊异种金属中频点焊具有焊接电流波形的广泛设臵。
直流极性的效果(peltier effect)和良好的热效率使电流焊接热效率比交流点焊高,并且可以用低电流焊接。
因此,中频点焊具有焊接钢、带镀层钢板、不锈钢、铝及对不同导热材料进行组合焊接的特性(例如铝和钢的点焊)。
5.环保、节能逆变焊接产品不仅体积小,重量轻,焊接性能稳定可靠,更重要的是能节约大量的能源。
大家知道,焊机是有名的电老虎,120KVA的焊接能力相当于250KVA交流点焊机的焊接能力,70KVA相当于160KVA悬挂式交流点焊机的焊接能力等等。
松下门机控制器AAD03011D技术说明书

7
2-4.编码器信号設定
编码器
●P51 电机极数 ・电机极数設定。 ・设定为电机銘板上表示値。 ・設定范围 2 / 4 / 6 (极) ●P52 编码器线数 ・编码器转一周的脉冲数(p/r)設定。 ・設定范围 100 - 999 設定值为999时、当1000(p/r)计算。 ※频率与脉冲数关系 (1)电机转数(r/min)=120*频率/电机极数 (2)脉冲数=编码器线数*电机转数 所以、 频率=【电机极数/(120*编码器线数】*脉冲数(pul/min) 根据电机的滑差来判定电机过载、实际上就是通过计算编码器来的脉冲数推算 实际的运行频率。再与设定频率做比较。 但必须设定正确的电机极数、编码器线数。
设备接地 (第3种接地)
IM
~
电机
電源
3
1-2.SW方式端子排列
C1 B1 A1
C2 B2 A2
C3 B3 A3
① ② ③④ ⑤⑥ ⑦ ⑧
⑨ ⑩ ⑪ ⑫ 用SW方式时,无须接编 码器
+12V
COM
NC NO COM NC NO COM NC NO A 相 信 号
Relayー1输出 Relayー2输出 Relayー3输出 (异常) (开到达) (关到达)
开 到 达 信 号
关 到 达 信 号
安 全 感 应 器
开 变 速 信 号
关 COM1 变 速 信 号
●P44 安全感应器响应時間 ・安全感应器响应時間設定。 ・有噪音等因素影响的場合下、設定値可设大些。(初始値:10ms) ・設定値为“0”时、将不执行异常开动作。
N16:输入信号模拟 亮灯:输入端子为闭状态 消灯:输入端子为开状态 ⑥ ⑤ ④ ③ ② ① ⑧ ⑦ ⑨
Panasonic
松下焊接机器人操作说明

2.2. 功能键 ........................ 2-3 2.3. 平移键 ........................ 2-4
2.4. 如何在屏幕上工作 .............. 2-4
2.4.1. 移动光标 .................. 2-5 2.4.2. 选择菜单 .................. 2-5 2.4.3. 输入数值 .................. 2-6 2.4.4. 输入字母 .................. 2-6
警告符号 信号名称
危险 警告 小心
上述的警告符号普遍被用。
描
述
这个符号意谓着如果操作不小心,将导致包括死亡或严重的个人伤 害的危险意外事件。 这个符号意谓着如果操作不小心,将导致潜在的包括死亡或严重的 个人伤害的危险意外事件。 这个符号意谓着如果操作不小心,将导致潜在的包括不同程度的或 轻微的的个人伤害的危险意外事件以及对设备的潜在的财产损坏。
4.8. 跟踪操作 ..................... 4-16
4.8.1. 跟踪开始/结束 ............ 4-16 4.8.2. 增加示教点 ............... 4-16 4.8.3. 改变示教点 ............... 4-17 4.8.4. 删除示教点 ............... 4-17 4.8.5. 机器人位置和图标 ......... 4-17
松下电阻焊控制器中文手册
6
名称和功能 3. 名称和功能
3.1 指示灯
()
Panasonic
a. 条件选择指示灯 选择这个模式时亮灯
b. 启动指示灯 条件选择模式下选择启动程序时亮灯
c. 启动序号显示器 表示启动序号(1~4)
d. 焊接条件指示灯 条件选定及程序模式下,选择焊接条件
序号时亮灯 e. 焊接条件序号显示器
表示焊接条件序号(1~9 或者 A~F) f. SOL 指示灯
“严重的人身伤害”指的是失明,烫伤(高 和低度烫伤),电击,骨折和中毒,需要住 院治疗和必要的药物治疗。“轻度的人身伤
害”指烫伤电击等伤害不需要长期的住院治 疗和必要的药物治疗。“财产损失”指对周 围环境和设备的损失。
1.2 必须阅读的安全说明
危险
焊接电源
遵守说明规定防止冒险行事
⑴ 不要将焊接电源用于其它用途。(例如: 管道解冻。) ⑵ 阅读这些说明,安全警告,提醒等非常 重要,否则可能引起重大伤亡事故。 ⑶ 对于驱动电源的输入,要选择好工作位 置,处理方法,储存和接通高压气体,保管 好成品,按照操作说明以及工厂的规定处理 好废品。 ⑷ 防止未经允许的人员进入和在工作区域 周围徘徊。
程序模式下,选择 SOL 序号时亮灯 g. SOL 序号显示
表示 SOL 序号(1 或 2) h. 程序指示灯
选择程序模式下亮灯 i. 数据显示器 A
显示运转时的数据(通电周波、通电角、 打点数及故障序号)及程序监视模式的各 种数据 j. 数据显示器 B 显示运转时的数据(焊接电流、生产数) 及运转时的模式显示、程序监视模式等的 各种数据 k. 监视指示灯 选择监视模式时亮灯 l. 全负载引弧指示 焊接电流已临近界限,不能在上升时亮灯 m. 准备焊接指示灯 当控制器与焊接电源接通时,机器进入运 行状态时亮灯 n.焊接电源指示灯 焊接电源接通时亮灯
松下350-500GM3说明书

● 若火花飞溅于机器上,会从吸气口、开口处进入内部造成机器烧损,应尽力避免。
4.一定要着用正确服装,保护用具。
5.换气
焊接烟尘及一氧化碳对人体有害,
焊接时请采取换气措施。
6.确保安全安装 安装在台架上时,应充分注意脚 轮、电焊机本体的地脚螺栓等是 否安全可靠。
(示例) 长袖上衣
帽子或安全帽
手持面罩 (保护眼睛)
【将本产品安装或转移至欧洲各国时的注意事项】
本产品与 EU 的安全法令 EC 指令的要求不符,故不能直接 将本机带入欧洲及欧洲以外的 EEA 协定缔约国。
将本产品安装或转运至欧洲各国或其它 EEA 缔约国时,请 务必事先与本公司协商。
唐山松下产业机器有限公司 地址:河北省唐山市高新技术开发区庆南道 9 号 邮编:063020 电话:(0315)3206017 3206066 传真:(0315)3206070 3206018
技术资料
14.参数规格 ·························· 14-1 ■技术规格 ························ 14-1
15.部品配置图 ························ 15-1 16.部品明细表 ························ 16-1 17.电路图 ···························· 17-1
(3)不锈钢MIG焊接
母材材料
焊丝材料
保护气体
碳钢
实心焊丝
CO2 MAG
药芯焊丝
CO2 MAG
不锈钢
实心焊丝 药芯焊丝
zYD-500GM3HGE 可以使用的焊接方法
MIG
CO2 MAG
丝径(mm)
松下YC-500TX4数字IGBT控制直流TIG弧焊电源 使用说明书
使用说明书数字IGBT控制直流TIG弧焊电源型号:YC-500TX4保修卡另附非常感谢您购买了Panasonic产品。
●请仔细阅读使用说明书以确保正确安全的使用。
●使用前请务必阅读“安全注意事项”或者“安全手册”。
●请确认保修卡的“购买日期、验收日期及销售代理店名称”等信息无误后,请妥善保管。
●产品序列号:YC-500TX4HGE、YC-500TX4HGT。
WTC022TC0PAA03关于保修及售后服务的说明● 自购买之日起焊接电源保修1年1、保修卡(另附)●在销售店索取保修卡后请务必确认购买日期、销售店店名等●认真阅读保修卡内容后请妥善保管●在保修期间内委托服务时请您出示保修卡2、委托修理时●按照"异常和处理"章节内容进行确认后,无法解决时,首先切断电源开关,再和销售店联系●联络时请提供并注明以下内容·地址·姓名·电话号码·焊接电源主铭牌中记载的产品序列号、制造时间和制造编号·故障或异常的详细内容3、关于焊接电源部品的提供期限『焊接电源部品的最低提供年限为该产品的生产日期后7年。
但我公司产品上使用的其他公司电子部品等发生不能供给的情况不受此限』注:部品中包含维修部品、消耗部品、服务部品、IC半导体等电子部品◆免责声明:符合下述任何一种情况时,本公司及本产品的销售商将不承担责任:1、未实施正常的保养、维修以及定期检查而造成的损坏;2、自然灾害或其他不可抗力造成的损坏;3、本公司产品以外的产品、部件不良引发的本公司产品不良,或者将本公司产品和本公司以外的产品、部件、电路、软件等组合使用而引发的问题;4、误操作、异常运转、其他非本公司责任引发的不良;5、由于使用本产品(包含使用本产品制造出的产品为对象的纷争)而引发的知识产权问题(工艺、方法等专利问题);6、由于本产品的原因而造成的利益损失、工时损失等损害或者其他间接损害、派生损害等。
松下门机控制器AAD03011D技术说明书 ppt课件
开关开关安开 指指到到全变 令令达达感速 信信信信应信 号号号号器号
关 COM1 变 速 信 号
编码器 ⑨ ⑩ ⑪⑫
+12V A 相 信 号
B COM2 相 信 号
P48 RY1功能选择 P49 RY2功能选择 P50 RY3功能选择
設定値=1*16+1*8+0*4+0*2+0*1=24
信号名
端子No. BIT
設定値 合计値
(不設定)
5-15 0 0
关- 开- 安全 关- 开-
变速 变速 感应器 到达 到达
76
5
43
43
2
10
0/1 0/1 0/1 0/1 0/1
16 8
4
21
●P44
安全感应器响应時間
・安全感应器响应時間設定。 ・有噪音等因素影响的場合下、設定値可设大些。(初始値:10ms) ・設定値为“0”时、将不执行异常开动作。
・使之不停止的话、P70、P75请設定。
P70(异常开动作 强制动作時間)
P70設定値
0
按指令停止
0.1-499(sec) 到达設定時間后停止
500(sec)
不停止(直到到达位置)
P75(开/关动作中停止选择)
P75設定値
0
按指令停止
2020/12/27
1
不停止(直到到达位置)
9
3-2.频率控制方式設定
ON
开变速 感应器
DOOR的幅度
关变速 感应器
关到达
感应器
关 到 达
开变速信号 端子NO.6
ON
关变速信号 端子NO.7
全数字二保焊机控制器使用说明书

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
■ 区别这本书是对YF-0201Z5系列的使用说明书。
下面的表格显示了不同型号产品的区别。
附件备注产品型号 圆型线圈C.T.YF-0201Z5YMA ○3块P 板YF-0210Z5YMF○用外部信号来控制电磁阀,4块P 板 YF-0210Z5YML ○ 适用于单相直流焊接机开关DPSW1-2、DPSW1-6置于[ON 侧]■ 特点● 可供选择的焊接顺序和功能宽.(15种条件,带有9次脉动的2次通电)● 电流增加功能 (在递升和信号上升中选择)易于增长电极的寿命和对电极的控制。
■ 将设备销往欧洲本产品与EU 的安全法令EC 指令的要求不符,故不能直接将本机带入欧洲及欧洲以外的EEA 协定缔约国。
将本产品安装或转运至欧洲各国或其它EEA 缔约国时,请务必事先与本公司协商。
● 生产和打点计数器(增加/减少型)可以用来控制生产和防止粗心的失误。
● 外部输入/输出终端可以容易的同机器人和自动焊接设备一起使用。
■目录1. 关于安全 (3)1.1 安全预防 (3)1.2 必须阅读安全说明 (3)2. 规格 (5)2.1 额定规格 (5)2.2 外观 (5)2.3 尺寸 (5)2.4 功能 (6)2.5 安装 (6)3. 名称和功能 (7)3.1 指示灯 (7)3.2 键 (8)4. 连接 (9)4.1 安装焊接设备 (9)4.1.1 程序 (9)5. 外部输入/输出端子 (10)5.1 位置和排列 (10)5.2 外部输入端子 (11)5.3 外部输出端子 (12)6. 应用功能 (13)6.1 选择功能 (13)6.2 全部功能 (14)6.2.1 DPSW 1设置的功能 (14)6.2.2 DPSW 2设置的功能 (15)6.2.3 焊接打点和生产打点数 (15)6.2.4 步进设定 (16)6.2.5 指令设定 (17)6.2.6 当选择好预定恒定电流系统(随意的) (18)6.2.7 当使用单相直流焊接设备 (18)6.3 工作流程图 (19)6.4 启动执行时间表 (20)7. 操作 (21)7.1 焊接条件的设定 (21)7.2 调整和测试运转 (21)7.3 设定焊接条件 (22)7.3.1 程序模式 (22)7.3.2 条件选择模式 (26)7.3.3 监视模式 (28)8. 维护和检查 (30)8.1 检查设定的数据 (30)8.2 焊接电流调整 (30)9. 异常 (31)10. 电路图 (36)10.1 YF-0201Z5YMAYF-0201Z5YML (36)10.2 YF-0201Z5YMF (36)11. 部件清单 (38)11.1 YF-0201Z5YMAYF-0201Z5YML (38)11.2 YF-0201Z5YMF (39)12. 数据表 (40)12.1 数据表1 (40)12.2 数据表2 (41)1. 安全注意1.1 安全预防仔细阅读手册,恰当使用机器。
必须注意手册中的警告,有助于合理操作机器,防止您和其他人员处在危险的位置和受到伤害。
下表把所有的安全隐患分为3种,分别是高度危险,危险,注意,并用标志说明。
表中所提到的行动都是强制禁止的,这样才可以保证设备使用的规范性。
警告标志和短语在机器上都有注明。
“严重的人身伤害”指的是失明,烫伤(高和低度烫伤),电击,骨折和中毒,需要住 院治疗和必要的药物治疗。
“轻度的人身伤1.2 必须阅读的安全说明危 险焊接电源 ⑴ 不要将焊接电源用于其它用途。
(例如:管道解冻。
)⑵ 阅读这些说明,安全警告,提醒等非常重要,否则可能引起重大伤亡事故。
⑶ 对于驱动电源的输入,要选择好工作位置,处理方法,储存和接通高压气体,保管好成品,按照操作说明以及工厂的规定处理好废品。
⑷ 防止未经允许的人员进入和在工作区域周围徘徊。
害”指烫伤电击等伤害不需要长期的住院治疗和必要的药物治疗。
“财产损失”指对周围环境和设备的损失。
⑸ 只有经过培训有经验的专业人员才能对焊接电源进行安装,操作,保养和维修。
⑹ 只有经过培训和有技术经验在充分理解操作说明和安全的环境下才能对装置进行操作。
防止电击⑴请有关电气人员按规定将焊机、母材接地。
⑵安装、检修时,须先关闭配电箱电源,5分钟后再进行作业。
因为电容可以充电,所以即使电源切断也要在确保电容无充电电压时再行作业。
⑶不要使用线径不够的,旧的,破损的和裸露的电缆。
⑷完成电缆连接后要将连接部分绝缘。
⑸在任何情况下要保持面板和盖子在适当的位置。
⑹处理焊接电源时不要带破损的和湿的手套。
⑺在地面上工作时要穿上安全护具。
⑻不使用时要关闭所有的设备。
⑼在使用电源前必须提前检查,修理和更换破损的部分。
⑽在使用冷却液时,要保证没有沉积物并且电阻不低于5000 ohm-cm。
⑾在选择焊接电压、DIP开关或者内部检查之前要先关闭焊接电源和控制电源。
电极之间的空间⑴不要把手,手指和胳膊或身体的其它部分放入电极之间的缺口造成伤害和骨折。
⑵在打开电源或者提供压缩空气之前,保证焊接机器周围的安全。
⑶不使用时关闭所有的设备包括空气压缩装置和冷却装置。
防止火灾,爆炸和爆裂⑴移开工作地点周围所有易燃的材料防止由于飞溅引起的火灾和爆炸,如果不能移动的要用防火的盖子盖好。
⑵不要在易燃的气体周围进行焊接。
⑶不要马上将刚完成焊接的工件接近易燃材料。
⑷合理连接电缆并在连接部分进行绝缘处理。
不合理的连接或者将电缆与通电的工件,例如钢轨,容易引起火灾。
⑸将灭火器放在焊接地点周围以防止紧急事件。
安装防护用具(防护帘等)⑴在焊接操作场所安装一个防护帘防止焊接飞溅到工人的眼睛和其它地方。
⑵当焊接及监控焊接时要戴着有阻光功能的眼镜和专门为焊接设计的防护面具。
⑶当焊接及监控焊接时要穿上专门为焊接设计的防护衣服,例如橡胶手套,挡腿,橡胶挡板和长袖的衣服。
⑷如果噪音太大要戴上防止噪音的保护设备。
噪音⑴根据工厂的规定要戴上保护耳朵的防护工具,例如耳塞或者耳套。
2.规格2.1 额定规格产品序列号- YF-0201Z5YMA YF-0201Z5YMF YF-0201Z5YML 控制电源(*)V AC 100±10%焊接电源(*)V AC 220/440(-20%到+10%)频率Hz 50/60, 自动转换主回路关闭方式- 晶闸管相位控制尺寸mm 111(W)×300(D)×338(H)质量kg 5 附件- 圆环线圈(FTU02002):1套 C.T.(FTU01002):1套(*):控制电源和焊接电源都开通时才能运行,设定操作时可只打开控制电源。
2.2 外观2.3 尺寸阴极隔振-+Panasonic2.4 性能⑴ 电流控制范围 恒流控制范围的下限为焊机最大输出电流的30%。
(它的最大电流取决于焊机最大输出电流) ● 恒流控制 · 焊接电流设定范围:1500A-50000A · 一次电流控制范围:1600A 以下 (一次恒流时)。
● 电源电压变动补偿控制 · 焊机最大电流的30%~100% ⑵ 速度控制 · 二次恒流控制:0.5周波和1周波两种反馈速度切换方式。
· 一次恒流控制:1周波反馈速度。
· 电源电压变动补偿控制:1周波反馈速度。
· 初期应答:2周波⑶ 补偿精度(对于设定焊接电流值的一个误差) ● 恒流控制 · 电源电压变动(±10%):电流变动±2%以下。
· 电阻负载变动(±10%):电流变动±2%以下。
· 电感负载变动(±10%):电流变动±2%以下。
· 周围温度变化(0~40℃):电流变动±5%以下。
● 电源电压变动补偿控制 · 电源电压变动(±10%):电流变动±5%以下。
器圈数比)超过1600A 时将不在控制范围之内。
● 请安装在避免阳光直射、雨淋和湿气、灰尘少的室内。
● 周围温度:-10℃~40℃。
● 周围不要有可能侵入机内的金属杂质。
· 首次安装时,若焊机本体已变更,请设定与所用焊机相适应的最大电流。
(请注意若所设定的最大电流值与焊机最大电流不匹配时,将得不到正确的焊接电流。
)· 存储备份能保持一个月。
若因长期放置等致使数据丢失时,请接通电源开关,使备份用的电容充电约5分钟后,再重新设定数据。
规格3. 名称和功能3.1 指示灯a. 条件选择指示灯选择这个模式时亮灯 b. 启动指示灯条件选择模式下选择启动程序时亮灯 c. 启动序号显示器表示启动序号(1~4) d. 焊接条件指示灯条件选定及程序模式下,选择焊接条件序号时亮灯e. 焊接条件序号显示器表示焊接条件序号(1~9或者A~F ) f. SOL 指示灯程序模式下,选择SOL 序号时亮灯 g. SOL 序号显示表示SOL 序号(1或2) h. 程序指示灯选择程序模式下亮灯 i. 数据显示器A显示运转时的数据(通电周波、通电角、打点数及故障序号)及程序监视模式的各种数据j. 数据显示器B显示运转时的数据(焊接电流、生产数)及运转时的模式显示、程序监视模式等的各种数据 k. 监视指示灯选择监视模式时亮灯 l. 全负载引弧指示焊接电流已临近界限,不能在上升时亮灯 m. 准备焊接指示灯当控制器与焊接电源接通时,机器进入运行状态时亮灯 n .焊接电源指示灯 焊接电源接通时亮灯3.2 键1. 条件选定选择键可设定焊接条件2. 程序选择键可设定程序数据3. 监视选择键可设定监视数据4. – 键按此键可使数据递减5. + 键按此键可使数据递增6. 记忆键按此键即存储数据,面板显示变换为下一项目。
同时按故障复位键与此键,面板显示下一项目7. 故障复位键发生故障时按此键可以使程序复位8. 试验选择键按此键执行试验功能。
启动输入就可执行一系列程序,但无焊接电流通过。
数据显示器B显示(CH2)9. 调整选择键按此键执行调整功能,在启动期间,只需持续加压动作。
电极定位调整用。
数据显示器B显示(CH1)10. 焊接选择键按此键执行焊接功能,启动后即可显示一系列焊接程序11. 运转键运转模式切换用。
按此键约一秒钟,切换为运转模式4. 连接4.1安装焊接设备4.1.1程序⑴,⑶用平垫、弹垫、六角螺母固定。
(M6) ⑵ 将地线安装到焊机本体上。
(M6) ⑷ 插接连接器注意:如果焊接本体提供两个连接器,请连接透明色的,白色的不使用请用绝缘胶布封好。
⑸ 安装圆环线圈(彻底固定) ⑹ 接AC100V ·出厂时焊接电源接线为AC220V ,要使用AC440V 时就要把产品后面的#226电缆改接到8P 接线端。
从“02”到“(02)”。