钢筋混凝土用钢第2部分热轧带肋GB1499.2-2007
钢筋混凝土用钢第2部分热轧带肋GB1499.2-2007全解
GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
螺纹钢国家标准(GB_1499.2_2007)2016

GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录B“热轧带肋钢筋参考成分”;---增加现附录B“特征值检验规则”;---增加附录C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
附录C为资料性附录。
本部分由中国钢铁工业协会提出。
本部分由全国标准化技术委员会归口。
本部分起草单位:中冶集团建筑研究总院、首钢总公司、莱芜钢铁集团有限公司、冶金工业信息标准研究院、湖南华菱涟源钢铁有限公司、济南钢铁股份有限公司、昆明钢铁股份有限公司。
本部分参加起草单位:宝钢集团一钢有限公司、邢台钢铁有限责任公司。
GB1499.2-2007钢筋混凝土用钢 带肋钢筋

GB1499前言本标准非等效采纳国际标准ISO 6935-2:1991《钢筋混凝土用钢第二部分带肋钢筋》。
本标准代替GB1499-1998《钢筋混凝土用热轧带肋钢筋》和GB13014-1991《钢筋混凝土用余热处理钢筋》。
本标准与GB1499-1998相比,要紧变化如下:—标准名称改为“钢筋混凝土用钢带肋钢筋”;—适用范畴扩大为:热轧钢筋、热轧后带操纵冷却并自回火处理的带肋钢筋;—增加RRB335、RRB400、RRB500三种牌号;—取消内径偏差规定。
—对力学性能各指标进行调整,提升延性指标。
`—取消原附录B“热轧带肋钢筋参考成分”;—增加现附录B“特性值检验规则”。
本标准附录A、附录B为规范性附录。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准起草单位:中冶集团建筑研究总院、首钢总公司、莱芜钢铁集团有限公司、冶金工业信息标准研究院、涟源钢铁集团公司、济南钢铁公司。
本标准参加起草单位:宝钢集团上钢一厂、邢台钢铁股份公司。
ⅰ钢筋混凝土用钢带肋钢筋1 范畴本标准规定了钢筋混凝土用带肋钢筋的定义、分类、牌号、尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本标准适用于热轧钢筋、热轧后带有操纵冷却并自回火处理的钢筋。
本标准不适用于冷加工钢筋及由成品钢材再次轧制成的再生钢筋。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓舞按照本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T222 钢的化学分析用试样取样法及成品化学成分承诺偏差GB/T223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T223.11 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量GB/T223.12 钢铁及合金化学分析方法碳酸钠分离二苯碳酰二肼光度法测定铬量GB/T223.14 钢铁及合金化学分析方法钽试剂萃取光度法测定钒量GB/T223.17 钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量GB/T223.19 钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量GB/T223.23 钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量GB/T223.26 钢铁及合金化学分析方法硫氰酸盐直截了当光度法测定钼量GB/T223.27 钢铁及合金化学分析方法硫氰酸盐乙酸丁酯萃取分光光度法测定钼量GB/T223.37 钢铁及合金化学分析方法蒸馏分离靛酚蓝光度法测定氮量GB/T223.40 钢铁及合金化学分析方法离子交换分离氯磺酚S光度法测定铌量GB/T223.59 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量GB/T223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T223.69 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T228 金属材料室温拉伸试验方法(GB/T228-2002,eqvISO 6892:1998(E))GB/T232 金属材料弯曲试验方法(GB/T232-1999, eqvISO 7438:1985(E))GB/T2101 型钢验收、包装、标志及质量证明书的一样规定GB/T4336 碳素钢和中低合金钢的光电发射光谱分析方法GB/T17505 钢及钢产品交货一样技术要求YB/T081 冶金技术标准的数值修约与检测数值的判定原则YB/T5126 钢筋混凝土用钢筋弯曲和反向弯曲试验方法3 定义下列定义适用于本标准。
GB_1499.2-2007钢筋混凝土用钢

G B1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steelforthereinforcementofconcrete—Part2:Hotrolledribbedbars(ISO6935-2:1991,Steelforthereinforcementofconcrete—Part2:Ribbedbars,NEQ)---------“---------------------分别以---------本部分由全国标准化技术委员会归口。
本部分起草单位:中冶集团建筑研究总院、首钢总公司、莱芜钢铁集团有限公司、冶金工业信息标准研究院、湖南华菱涟源钢铁有限公司、济南钢铁股份有限公司、昆明钢铁股份有限公司。
本部分参加起草单位:宝钢集团一钢有限公司、邢台钢铁有限责任公司。
本部分主要起草人:何成杰、王丽敏、张炳成、柳泽燕、高建忠、王丽萍、杜传治、刘光穆、高玲、冯超、李志敏、朱建国。
本部分参与起草人:王军、张少博。
本部分1979年2月首次发布,1984年6月第一次修订,1991年6月第二次修订,1998年10月第三次修订。
1 范围本部分规定了钢筋混凝土用热轧带肋钢筋的定义、分类牌号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本部分适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋。
本部分不适用于成品钢材再次轧制成的再生钢筋及余热处理钢筋。
2 规范性引用文件GB/T20066钢和铁化学成分测定用试样的取样和制样方法(GB/T20066-2006/ISO14284:1998,IDT)YB/T081冶金技术标准的数值修约与检测数值的判定原则YB/T5126钢筋混凝土用钢筋弯曲和反向弯曲试验方法(YB/T5126-2003/ISO10065:1990,MOD) 3定义下列定义适用于本部分。
3.1普通热轧钢筋hotrolledbars按热轧状态交货的钢筋。
其金相组织主要是铁素体加珠光体,不得有影响使用性能的其他组织存在。
GB 1499.2-2007钢筋混凝土用钢

GB 1499.2-2007钢筋混凝土用钢1 范围本部分规定了钢筋混凝土用热轧带肋钢筋的定义、分类牌号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本部分适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋。
本部分不适用于成品钢材再次轧制成的再生钢筋及余热处理钢筋。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T 223.11 钢铁及合金化学分析方法过硫酸钱氧化容量法测定铬量GB/T 223.12 钢铁及合金化学分析方法碳酸钠分离二苯碳酞二肼光度法测定铬量GB/T 223.14 钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量GB/T 223.17 钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量GB/T 223.19 钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量GB/T 223.23 钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量GB/T 223.26 钢铁及合金化学分析方法硫氰酸盐直接光度法测定钼量GB/T 223.27 钢铁及合金化学分析方法硫氰酸盐乙酸丁醋萃取分光光度法测定钼量GB/T 223.37 钢铁及合金化学分析方法蒸馏分离靛酚蓝光度法测定氮量GB/T 223.40 钢铁及合金化学分析方法离子交换分离氯磺酚S光度法测定我铌量GB/T 223.59 钢铁及合金化学分析方法锑磷铝蓝光度法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T 228 金属材料室温拉伸试验方法(GB/T228-2002,eqv ISO 6892:1998(E))GB/T 232 金属材料弯曲试验方法(GB/T232-1999,eqv ISO 438:1985(E))GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 6394 金属平均晶粒度测定法GB/T 17505 钢及钢产品交货一般技术要求(GB/T17505-1998,eqv ISO 404:1992)GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法(GB/T20066-2006/ISO 14284:1998,IDT)YB/T 081 冶金技术标准的数值修约与检测数值的判定原则YB/T 5126 钢筋混凝土用钢筋弯曲和反向弯曲试验方法(YB/T 5126-2003/ISO 10065:1990,MOD)3 定义下列定义适用于本部分。
《钢筋混凝土用钢第2部分热轧带肋钢
《钢筋混凝土用钢第2部分热轧带肋钢筋GB1499.2-2007》培训试题1.钢筋的检验分为_拉伸试验____和____弯曲试验________。
2.交货检验时,钢筋应按______检查和验收,每批由同一__牌号_、同一_炉罐、同一_规格_的钢筋组成。
每批重量通常不大于_60_t。
3.某带肋钢筋的表面标志为:4X22试分析此标志每个字母或数字的含义。
4.计算钢筋强度用截面面积采用_公称__(公称、原始)横截面面积。
5.热轧带肋钢筋弯曲180度,钢筋受弯曲部位表面不得产生裂纹。
6.热轧带肋钢筋通常按__热轧状态_交货,直径不大于___mm的钢筋也可按盘卷交货。
7.HRB335作为交货检验的屈服强度、抗拉强度、断后伸长率的最小保证值分别是___335___ ___455___ ___17%___,8.对于没有明显屈服强度的热轧带肋钢筋,屈服强度特征值ReL应采用__________。
9.《GB1499.2-2007》适用于钢筋砼用普通热轧带肋钢筋和________钢筋。
10.钢筋按屈服强度特征值分为______、______、______级。
《碳素结构钢GB/T700-2006》标准培训试题1.本标准通常用于焊接、铆接、栓接工程结构用_______、_______、_______和_______。
2.碳素结构钢的牌号由代表__________________、_______、_______、_______、等四个部分按顺序组成。
例如Q235AF.3.碳素结构钢的质量等级分为____、___、___、___四个质量等级。
4.做拉伸和冷弯试验时,型钢和钢棒取_____向试样;钢板、钢带取____向试样,断后伸长率允许_____2%;窄钢带取横向试样如果受宽度限制时,可以取纵向试样。
5.Q235钢中抗拉强度标准值为_____,厚度或直径≤16mm的屈服强度标准值为______。
6.碳素结构钢拉伸试样取样数量___个,冷弯试样取样数量____个。
GB1499.2-2007钢筋混凝土用钢.

GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
GB_1499.2_2007钢筋混凝土用钢

GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
热轧带肋钢筋GBT 1499.2-2018与GBT 1499.2-2007对比分析
工程技术科技创新导报 Science and Technology Innovation Herald57DOI:10.16660/ki.1674-098X.2018.17.057热轧带肋钢筋GB/T 1499.2-2018与GB/T1499.2-2007对比分析①郭鹏(连云港市建设工程质量检测中心有限公司 江苏连云港 222000)摘 要:本文简要对比介绍了现行国家标准GB/T 1499.2-2007《钢筋混凝土用钢 第2部分 热轧带肋钢筋》和2018年11月1日即将实施的GB/T1499.2-2018的两个国家标准。
本次标准变动主要考虑到节约钢材,淘汰落后产品,提高钢筋使用性能,所以加严了部分产品参数技术要求,同时增加了部分参数技术要求。
本次标准改动比较大,本文从引用标准、技术要求、试验方法等方面进行了全面探讨,以供实验室和试验人员参考。
关键词:热轧带肋钢筋 标准 对比中图分类号:TB3 文献标识码:A 文章编号:1674-098X(2018)06(b)-0057-02①作者简介:郭鹏(1983—),男,汉族,河南周口人,本科,工程师,研究方向:建筑材料检测。
热轧带肋钢筋广泛用于房屋、桥梁、道路等土建工程建设,钢筋的质量水平影响着建筑物的质量,关系着我们的国计民生。
此次钢筋标准自2007年的标准实施以来转变为非强制标准,标准内容变化较大,增加了新的检验参数和检验方法,相应地增加了新检验设备,原有设备可能无法满足检验要求,这些变化涉及到实验室能力资质重新确认。
作为一名检验人员,在新标准未实施之前,充分了解标准的变化,并对标准中增加和修改过的参数及时进行设备确认和人员确认,这对我们检验人员和检验机构都是非常重要的。
GB/T 1499.2-2018《钢筋混凝土用钢 第2部分:热轧带肋钢筋》非等效参考ISO 6935-2-2015《混凝土增强用钢.第2部分:带筋钢条》编制,本标准全部替代GB/T 1499.2-2007《钢筋混凝土用钢 第2部分:热轧带肋钢筋》。
GB 1499.2-2007标准讲解材料

8 试验方法 8.3 尺寸测量 8.3.1 带肋钢筋内径的测量应精确到0.1mm。 8.3.2 带肋钢筋纵肋、横肋高度的测量采用测量同一截 面两侧横肋中心高度平均值的方法,即测取钢筋最大外 径,减去该处内径,所得数值的一半为该处肋高。应精 确到0.1mm。 8.3.3 带肋钢筋横肋间距采用测量平均肋距的方法进行 测量。即测取钢筋一面上第1个与第11个横肋的中心距 离,该数值除以10即为横肋间距,应精确到0.1mm。
公称直径/mm 6~12 14~20 22~50
实际重量与理论重量的偏 差/% ±7 ±5 ±4
7 技术要求 7.1 牌号和化学成分 7.1.1 钢筋牌号及化学成分和碳当量(熔炼分析)应 符合表5的规定。根据需要,钢中还可以加入V、 Nb、Ti等元素。 表5 牌 号 C Si 化学成分,% Mn P S Ceq 0.52 0.54
6.5 弯曲度和端部 直条钢筋的弯曲度应不影响正常使用,总弯曲度 不大于钢筋总长度的0.4%。 钢筋端部应剪切正直,局部变形应不影响使用。 6.6 重量及允许偏差 6.6.1 钢筋可按理论重量交货,也可按实际重量交 货。按理论重量交货时,理论重量为钢筋长度乘 以表2中钢筋的每米理论重量。 6.6.2 钢筋实际重量与理论重量的允许偏差应符合 表4的规定。 表4
注:棒材目前强穿水生产的钢筋组织中在钢筋截面基圆上存 在闭合的回火马氏体、贝氏体。
6
尺寸、外形、重量及允许偏差
6.1 公称直径范围及推荐直径 钢筋的公称直径范围为6mm~50mm。 6.2 公称横截面面积与理论重量(附表) 6.3 带肋钢筋的表面形状及尺寸允许偏差 6.3.1 带肋钢筋横肋设计原则应符合下列规定。 6.3.1.1 横肋与钢筋轴线的夹角β不应小于45°,当该夹 角不大于70°时,钢筋相对两面上横肋的方向应相反。 6.3.1.2 横肋公称间距不得大于钢筋公称直径的0.7倍。 6.3.1.3 横肋侧面与钢筋表面的夹角α不得小于45°。 6.3.1.4 钢筋相邻两面上横肋末端之间的间隙(包括纵肋 宽度)总和不应大于钢筋公称周长的20%。
GB1499-2007热轧带肋钢筋

300 000
250 000
200 000
世界主要产钢国粗钢产量变化
6 德国 4 俄罗斯 3 美国 1 中国 2 日本
9 意大利 8 乌克兰 10 巴西 7 印度 5 韩国
150 000
100 000
50 000
0 1997
1998
1999
2000
2001
2002
2003
2004
2005
1 中国, 418 782
GB 1499-2007 标准宣贯会
2008年1月8日(北京)
6
前言
我国城镇化发展进入了全面加速 的阶段。未来20年,随着制约中国城 镇化进程的制度性障碍的消除,以及 中国最终完成工业化,中国的城镇化 进程会产生一个迅速追赶的过程。预 计到2020年中国城镇化水平会推进到 55%左右。但是与其它国家相比,我 国的城镇化水平仍有很大差距,发达 国家的城镇化平均水平则在70%以上。 由于城镇化需要长材作为重要的支 撑,我国长材产品与扁平产品平分秋 色,各占半壁江山的局面还会延续好 长一段时间。
GB 1499-2007 标准宣贯会
2008年1月8日(北京)
13
国内外钢筋生产应用及市场分析
钢筋贸易情况
万吨 600
进口量
出口量
500
400
300
200
100
0 年 1999 2000 2001 2002 2003 2004 2005 2006 2007
中国1999-2007年钢筋进出口量
多年来,我国钢筋的进出口量占钢 筋总量的的份额很小。2006年中国钢筋 出口373.9万吨,预计2007年中国钢筋出 口量将达到584.7万吨。从左图看到,中 国钢筋出口量这几年呈上升态势,尤其 是2006年和2007年呈较大的增长,这是 由于世界各国经济景气度提高,且国外 大型钢厂消减了低附加值钢产品转型生 产高附加值钢产品造成的。
GB149922007热轧带肋钢筋国家标准的几个问题

第32卷第6期2009年12月辽宁科技大学学报JournalofUniversityofScienceandTechnologyLiaoningV01.32No.6Dec.,2009GBl499.2-2007热轧带肋钢筋国家标准的几个问题胡小东1,胡林1,张峻巍1,陈锦光2,肖轶2(1.辽宁科技大学材料科学与工程学院,辽宁鞍山114051;2.南通宝钢钢铁有限公司,江苏南通226002)摘要:为了探索出一条节能、环保、适合我国国情的热轧钢筋生产新途径,结合近年来国内外对棒线材控轧、控冷及相关技术研究的最新成果,对国内各棒线材厂十分关注的适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋的新标准GBl499.2-2007中关于普通热轧及细晶粒钢筋的定义及说明不准确之处进行了分析,讨论了标准中有关化学成分、力学性能和焊接性能等问题,将标准与国外相关标准进行了对比,指出其中的差异。
建议在修订标准时,明确有关规定,使生产厂家有章可循。
关键词:热轧螺纹钢筋;QTB工艺;控轧;控冷;GBl499.2;细晶粒钢中图分类号:T一652.1:TG356.3:TG365.4文献标识码:A文章编号:1674.1048(2009)06-0566-05热轧带肋钢筋是我国钢材消费比例最大的钢材产品,生产建材钢的厂家众多,产品性能、质量参差不齐,给用户选用带来了许多困难。
为与国际接轨,推广应用III级以上螺纹钢筋并规范其制造使用标准,2008年国家对原GBl499-1998标准进行了修订。
新标准规定GBl499.2-2007适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋¨J,不适用于由成品钢材再次轧制成的再生钢筋及余热处理钢筋。
新国家标准的制定,对淘汰落后和推动产品的升级换代是十分必要的。
但考虑到新标准涉及到众多生产厂家的原有工艺和设备改造,为保证企业产品质量、性能以及经济效益的提高,本文对新标准中的几个问题进行了分析和讨论。
钢筋混凝土用热轧带肋钢筋国家标准学习要点[1]
![钢筋混凝土用热轧带肋钢筋国家标准学习要点[1]](https://img.taocdn.com/s3/m/f9b56345767f5acfa1c7cdaa.png)
钢筋混凝土用热轧带肋钢筋国家标准学习要点一、GB1499.2—2007代替GB1499-1998二、定义2.1 普通热轧钢筋按热轧状态交货的钢筋。
其金相组织主要是铁素体加珠光体,不得有影响使用性能的其它组织存在。
2.2细晶粒热轧钢筋在热轧过程中,通过控轧和控冷工艺形成的细晶粒钢筋。
其金相组织主要是铁素体加珠光体,不得有影响使用性能的其它组织存在,晶粒度不粗于9级。
2.3带肋钢筋:横截面通常为圆形,且表面带肋的混凝土结构用钢材。
2.4纵肋:平行于钢筋轴线的均匀连续肋。
2.5横肋:与钢筋轴线不平行的其他肋。
2.6月牙肋钢筋:横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。
2.7公称直径:与钢筋的公称横截面积相等的圆的直径。
2.8相对肋面积:横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
2.9肋高:测量从肋的最高点到芯部表面垂直于钢筋轴线的距离。
2.10肋间距:平行钢筋轴线测量的两相邻横肋中心间的距离。
三、钢筋牌号的构成及其含义见表1。
2 四、力学性能钢筋的屈服强度ReL、抗拉强度Rm、断后伸长率A、最大力总伸长率Agt等力学性能特征值应符合表2的规定。
表2所列各力学性能特征值,可作为交货检验的最小保证值。
表2有较高要求的抗震结构适用牌号为:在表1中已有牌号后加E(例如:HRB400E、HRBF400E)的钢筋。
该类钢筋除应满足以下a)、b) 、c)的要求外,其他要求与相对应的已有牌号钢筋相同。
a)、钢筋实测抗拉强度与实测屈服强度之比R°m/ R°eL不小于1.25。
b) 、钢筋实测屈服强度与表2规定的屈服强度特征值之比R°eL/ ReL 不大于1.30。
c)、钢筋的最大力总伸长率Agt不小于9%。
注:R°m为钢筋实测抗拉强度; R°eL为钢筋实测屈服强度。
五、带肋钢筋的表面形状及尺寸允许偏差带肋钢筋通常带有纵肋,也可不带纵肋。
《钢筋混凝土用钢第2部分热轧带肋钢筋GB1499等检测试题
《钢筋混凝土用钢第2部分热轧带肋钢筋GB1499.2-2007》培训试题1.钢筋的检验分为___________和____________。
2.交货检验时,钢筋应按______检查和验收,每批由同一_______、同一______、同一______的钢筋组成。
每批重量通常不大于_______t。
3.某带肋钢筋的表面标志为:4X22 试分析此标志每个字母或数字的含义。
4.计算钢筋强度用截面面积采用___________(公称、原始)横截面面积。
5.热轧带肋钢筋弯曲_____度,钢筋受弯曲部位表面不得________。
6.热轧带肋钢筋通常按_______交货,直径不大于___mm的钢筋也可按盘卷交货。
7.HRB335作为交货检验的屈服强度、抗拉强度、断后伸长率的最小保证值分别是______ ______ ______,8.对于没有明显屈服强度的热轧带肋钢筋,屈服强度特征值R eL应采用__________。
9.《GB1499.2-2007》适用于钢筋砼用普通热轧带肋钢筋和________钢筋。
10.钢筋按屈服强度特征值分为______、______、______级。
《碳素结构钢GB/T700-2006》标准培训试题1.本标准通常用于焊接、铆接、栓接工程结构用_______、_______、_______和_______。
2.碳素结构钢的牌号由代表__________________、_______、_______、_______、等四个部分按顺序组成。
例如Q235AF.3.碳素结构钢的质量等级分为____、___、___、___四个质量等级。
4.做拉伸和冷弯试验时,型钢和钢棒取_____向试样;钢板、钢带取____向试样,断后伸长率允许_____2%;窄钢带取横向试样如果受宽度限制时,可以取纵向试样。
5.Q235钢中抗拉强度标准值为_____,厚度或直径≤16mm的屈服强度标准值为______。
6.碳素结构钢拉伸试样取样数量___个,冷弯试样取样数量____个。
GB-1499.2-2007钢筋混凝土用钢
GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
热轧带勒钢筋直径和重量允许偏差GB1499.2-2007
±0.5
20.8
25
24.2
±0.5
23.7
28
27.2
±0.6
26.6
32
31
±0.6
30.4
36
35
±0.6
34.4
40
38.7
±0.7
38.0
50
48.5
±0.8
47.7
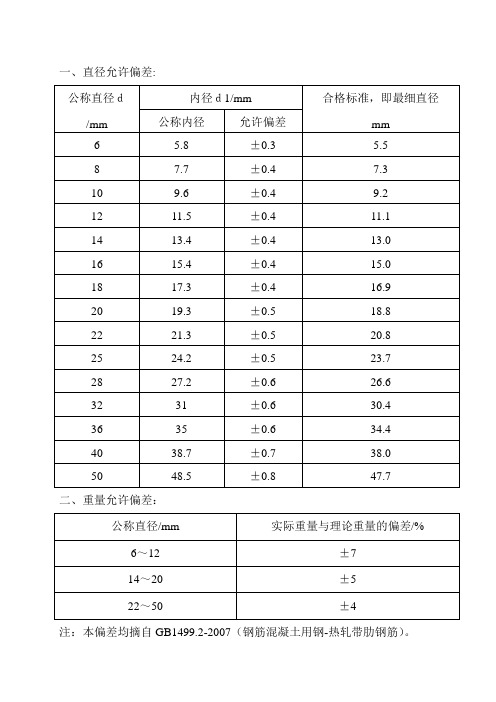
二、重量允许偏差:
公称直径/mm
实际重量与理论重量的偏差/%
6~12
±7
14~20
±5
22~50
±4
注:本偏差均摘自GB1499.2-2007(钢筋混凝土用钢-热轧带肋钢筋)。
一、直径允许偏差:
公称直径d/mm
内径d1/mm
合格标准,即最细直径
mm
公称内径
允许偏差
6
5.8
±0.3
5.5
8
7.7
±0.4
7.3
10
9.6
±0.4
9.2
12
11.5
±0.4
11.1
14
13.4
±0.4
13.0
16
15.4
±0.4
15.0
18
17பைடு நூலகம்3
±0.4
16.9
20
19.3
±0.5
18.8
22
钢筋直径、重量允许偏差
GB 1499.1-2008热轧光圆钢筋直径允许偏差
公称直径(mm)
6(6.5)8 10 12
14 16 18 20 22
允许偏差(mm)
±0.3
±0.4
GB 1499.2-2007热轧带肋钢筋直径允许偏差
GB1499.2-2007钢筋混凝土用钢

GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1本部分附录A、附录B为规范性附录。
附录C为资料性附录。
本部分由中国钢铁工业协会提出。
本部分由全国标准化技术委员会归口。
本部分起草单位:中冶集团建筑研究总院、首钢总公司、莱芜钢铁集团有限公司、冶金工业信息标准研究院、湖南华菱涟源钢铁有限公司、济南钢铁股份有限公司、昆明钢铁股份有限公司。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GB 1499.2-2007钢筋混凝土用钢第二部分:热轧带肋钢筋Steel for the reinforcement of concrete—Part 2: Hot rolled ribbed bars(ISO 6935-2:1991,Steel for the reinforcement of concrete—Part2:Ribbed bars,NEQ)前言GB1499分为三个部分:---第1部分:热轧光圆钢筋---第2部分:热轧带肋钢筋---第3部分:钢筋焊接网。
本部分为GB1499的第2部分,对应国际标准ISO6935-2:1991《钢筋混凝土用钢第2部分:带肋钢筋》,与ISO 6935-2:1991的一致性程度为非等效,本部分同时参考了国际标准的修订稿“ISO/DIS 6935-2(2005)”。
本部分代替 GB1499-1998《钢筋混凝土用热轧带肋钢筋》。
本部分与GB1499-1998相比,主要变化如下:---适用范围增加细晶粒热轧钢筋;---增加细晶粒热轧钢筋HRBF335、HRBF400、HRBF500三个牌号;---增加3.1普通热轧钢筋、3.2细晶粒热轧钢筋、3.11特征值三条定义;---增加第5章订货内容;---增加7.5疲劳性能、7.6焊接性能、7.7晶粒度三项技术要求;---对“表面质量”、“重量偏差的测量”等条款作修改;---修改钢筋牌号标志:HRB335、HRB400、HRB500分别以3、4、5表示,HRBF335、HRBF400、HRBF500分别以C3、C4、C5表示;---取消原附录 B“热轧带肋钢筋参考成分”;---增加现附录 B“特征值检验规则”;---增加附录 C“钢筋相对肋面积的计算公式”。
本标准为条文强制性标准,其中6.4.1条、7.3.5条、7.4.2条、7.5条、表3的尺寸a、b 和附录C为非强制条款,其余均为强制条款。
本部分附录A、附录B为规范性附录。
附录C为资料性附录。
本部分由中国钢铁工业协会提出。
本部分由全国标准化技术委员会归口。
本部分起草单位:中冶集团建筑研究总院、首钢总公司、莱芜钢铁集团有限公司、冶金工业信息标准研究院、湖南华菱涟源钢铁有限公司、济南钢铁股份有限公司、昆明钢铁股份有限公司。
本部分参加起草单位:宝钢集团一钢有限公司、邢台钢铁有限责任公司。
本部分主要起草人:何成杰、王丽敏、张炳成、柳泽燕、高建忠、王丽萍、杜传治、刘光穆、高玲、冯超、李志敏、朱建国。
本部分参与起草人:王军、张少博。
本部分1979年2月首次发布,1984年6月第一次修订,1991年6月第二次修订,1998年10月第三次修订。
本部分规定了钢筋混凝土用热轧带肋钢筋的定义、分类牌号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本部分适用于钢筋混凝土用普通热轧带肋钢筋和细晶粒热轧带肋钢筋。
本部分不适用于成品钢材再次轧制成的再生钢筋及余热处理钢筋。
2 规范性引用文件下列文件中的条款通过本部分的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223.5 钢铁及合金化学分析方法还原型硅钼酸盐光度法测定酸溶硅含量GB/T 223.11 钢铁及合金化学分析方法过硫酸钱氧化容量法测定铬量GB/T 223.12 钢铁及合金化学分析方法碳酸钠分离二苯碳酞二肼光度法测定铬量GB/T 223.14 钢铁及合金化学分析方法钽试剂萃取光度法测定钒含量GB/T 223.17 钢铁及合金化学分析方法二安替吡啉甲烷光度法测定钛量GB/T 223.19 钢铁及合金化学分析方法新亚铜灵三氯甲烷萃取光度法测定铜量GB/T 223.23 钢铁及合金化学分析方法丁二酮肟分光光度法测定镍量GB/T 223.26 钢铁及合金化学分析方法硫氰酸盐直接光度法测定钼量GB/T 223.27 钢铁及合金化学分析方法硫氰酸盐乙酸丁醋萃取分光光度法测定钼量GB/T 223.37 钢铁及合金化学分析方法蒸馏分离靛酚蓝光度法测定氮量GB/T 223.40 钢铁及合金化学分析方法离子交换分离氯磺酚S光度法测定我铌量GB/T 223.59 钢铁及合金化学分析方法锑磷铝蓝光度法测定磷量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69 钢铁及合金化学分析方法管式炉内燃烧后气体容量法测定碳含量GB/T 228 金属材料室温拉伸试验方法(GB/T228-2002,eqv ISO 6892:1998(E))GB/T 232 金属材料弯曲试验方法(GB/T232-1999,eqv ISO 438:1985(E))GB/T 2101 型钢验收、包装、标志及质量证明书的一般规定GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 6394 金属平均晶粒度测定法GB/T 17505 钢及钢产品交货一般技术要求(GB/T17505-1998,eqv ISO 404:1992)GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法(GB/T20066-2006/ISO 14284:1998,IDT)YB/T 081 冶金技术标准的数值修约与检测数值的判定原则YB/T 5126 钢筋混凝土用钢筋弯曲和反向弯曲试验方法(YB/T 5126-2003/ISO 10065:1990,MOD)下列定义适用于本部分。
3.1普通热轧钢筋 hot rolled bars按热轧状态交货的钢筋。
其金相组织主要是铁素体加珠光体,不得有影响使用性能的其他组织存在。
3.2细晶粒热轧钢筋 hot rolled bars of fine grains在热轧过程中,通过控轧和控冷工艺形成的细晶粒钢筋。
其金相组织主要是铁素体加珠光体,不得有影响使用性能的其他组织存在,晶粒度不粗于9级。
3.3带肋钢筋 ribbed bars横截面通常为圆形,且表面带肋的混凝土结构用钢材。
3.4纵肋 longitudinalr rib平行于钢筋轴线的均匀连续肋。
3.5横肋 transverse rib与钢筋轴线不平行的其他肋。
3.6月牙肋钢筋 crescent ribbed bars横肋的纵截面呈月牙形,且与纵肋不相交的钢筋。
3.7公称直径 nominal diameter与钢筋的公称横截面积相等的圆的直径。
3.8相对肋面积 specific projected rib area横肋在与钢筋轴线垂直平面上的投影面积与钢筋公称周长和横肋间距的乘积之比。
3.7肋高 rib height测量从肋的最高点到芯部表面垂直于钢筋轴线的距离。
3.8肋间距 ribs pacing平行钢筋轴线测量的两相邻横肋中心间的距离。
3.9特征值 characteristic value在无限多次的检验中,与某一规定概率所对应的分位值。
4 分类、牌号4.1 钢筋按屈服强度特征值分为335、400、500级。
4.2 钢筋牌号的构成及其含义见表1。
表15 订货内容按本部分订货的合同至少应包括下列内容:a)本部分编号;b)产品名称;c)钢筋牌号;d)钢筋公称直径、长度(或盘径)及重量(或数量、或盘重);e)特殊要求。
6 尺寸、外形、重量及允许偏差6.1 公称直径范围及推荐直径钢筋的公称直径范围为6mm~50mm,本标准推荐的钢筋公称直径为6mm、8mm、10mm、12mm、16mm、20mm、25mm、32mm、40mm、50mm。
6.2 公称横截面面积与理论重量钢筋的公称横截面面积与理论重量列于表2。
表26.3 带肋钢筋的表面形状及尺寸允许偏差6.3.1 带肋钢筋横肋设计原则应符合下列规定。
6.3.1.1 横肋与钢筋轴线的夹角β不应小于45°,当该夹角不大于70°时,钢筋相对两面上横肋的方向应相反。
6.3.1.2 横肋公称间距不得大于钢筋公称直径的0.7倍。
6.3.1.3 横肋侧面与钢筋表面的夹角α不得小于45°。
6.3.1.4 钢筋相邻两面上横肋末端之间的间隙(包括纵肋宽度)总和不应大于钢筋公称周长的20%。
6.3.1.5 当钢筋公称直径不大于12mm时,相对肋面积不应小于0.055;公称直径为14mm和16mm时,相对肋面积不应小于0.060;公称直径大于16mm时,相对肋面积不应小于0.065。
相对肋面积的计算可参考附录C。
6.3.2 带肋钢筋通常带有纵肋,也可不带纵肋。
6.3.3 带肋钢筋采用月牙肋表面形状时,其形状如图1所示,尺寸和允许偏差应符合表3的规定。
钢筋的实际重量与理论重量的偏差符合表4规定时,钢筋的内径偏差可不作交货条件。
6.3.4 不带纵肋的月牙肋钢筋,其内径尺寸可按表3的规定作适当调整,但重量允许偏差仍应符合表4的规定。
d1 ----- 钢筋内径;α----- 横肋斜角;h ------ 横肋高度;β----- 横肋与轴线夹角;h1----- 纵肋高度;θ----- 纵肋斜角;a----- 纵肋顶宽;l------ 横肋间距;b----- 横肋顶宽。
图1 月牙肋钢筋(带纵肋)表面及截面形状6.4 长度及允许偏差6.4.1 长度6.4.1.1 钢筋通常按定尺长度交货,具体交货长度应在合同中注明。
6.4.1.2 钢筋可以盘卷交货,每盘应是一条钢筋,允许每批有5%的盘数(不足两盘时可有两盘)由两条钢筋组成。
其盘重及盘径由代需双方协商确定。
6.4.2 长度允许偏差钢筋按定尺交货时的长度允许偏差为±25mm。
当要求最小长度时,其偏差为+50mm。
当要求最大长度时,其偏差为-50mm。
6.5 弯曲度和端部直条钢筋的弯曲度应不影响正常使用,总弯曲度不大于钢筋总长度的0.4%。
钢筋端部应剪切正直,局部变形应不影响使用。
6.6 重量及允许偏差6.6.1 钢筋可按理论重量交货,也可按实际重量交货。
按理论重量交货时,理论重量为钢筋长度乘以表2中钢筋的每米理论重量。
6.6.2 钢筋实际重量与理论重量的允许偏差应符合表4的规定。
7 技术要求7.1 牌号和化学成分7.1.1 钢筋牌号及化学成分和碳当量(熔炼分析)应符合表5的规定。
根据需要,钢中还可以加入V、Nb、Ti等元素。
表57.1.2 碳当量Ceq(%)值可按式(1)计算:Ceq= C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15 (1)7.1.3 钢的氮含量应不大于0.012%。