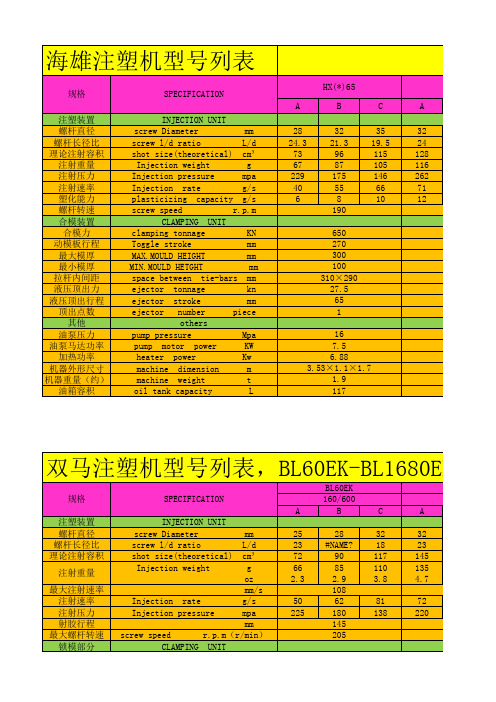
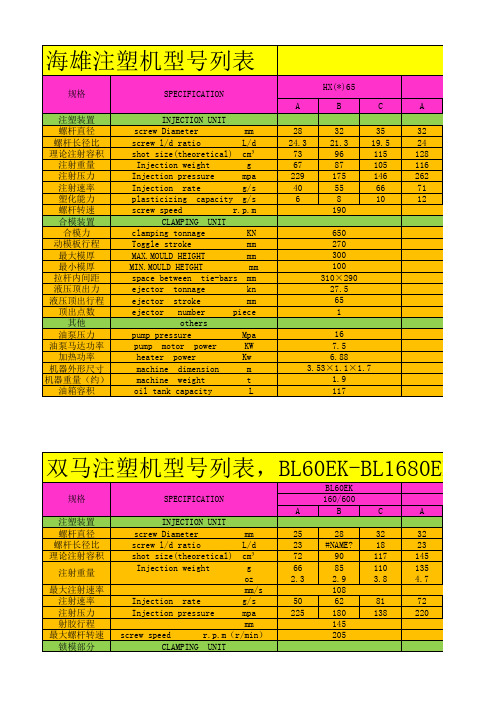
立式注塑机(FC-650型)
注塑机型号参数表新
BL90EK
320/900
B
C
BL120EK
430/1200
A
B
C
BL160EK
610/1600
A
B
C
36
40
36
40
45
40
45
50
20
18
23
20
18
23
20
18
185
230
205
255
320
285
360
445
170
210
190
235
295
260
330
410
5.9
7.3
6.6
8.2
10.3
9.2
顶出力 顶针回缩力 顶出杆数 动力电热 油泵系统压力 油泵马达功率 加热功率 温控区数
其它 油箱容积 机器外形尺寸 机器重量(约)
clamping tonnage
Ton
KN
Toggle stroke
mm
space between tie-bars mm
MIN.MOULD HETGHT
mm
MAX.MOULD HEIGHT
11 6 3+1 200 4.2×1.2×1.9 3.5
5 16
13 9 3+1 230 4.5×1.2×1.9 3.9
HX(*)98
B
C
D
35
38
22
20.2
154
181
140
164
219
185
85
101
15
17
200
40 19.2 200 182 168 111 19
立式注塑机的调试技巧-6个步骤

立式注塑机的调试技巧-6个步骤展开全文现代化的立式注塑机是一种高度自动化的机械设备,我们日常生活中常见的塑料制品大多都是通过注塑机生产出来的。
不管是新买的注塑机,还是使用了一段时间,都需要对机器重新调试,用最快的速度、最低的成本和最佳的成型周期满足产品质量要求,下面为大家介绍一些注塑机调试的技巧。
调试前的准备1、无论是新产品还是旧产品,都需要有生产工艺文件、产品样品、材料性能文件,以及产品重量和模具结构文件。
对于旧产品,找出其生产工艺文件并输入计算机,然后将模具和设备调整到所需状态。
2、检查设备、模具、材料状态是否允许调试,如材料是否干燥、模具是否清洁、功能是否良好、筒体温度是否达到成型要求、冷却系统是否开启等。
不同产品的调试规则机器调试对老产品,在正常操作前输入工艺参数,经质量检验后开始批量生产。
如果是新产品,操作步骤如下:1、将料筒温度设置为常规成型温度。
根据产品重量设定熔体和注射行程。
2、根据注塑工艺确定注塑压力和速度。
通常采用中压(50~80MPa)和转速(30~60mm/s)。
3、根据浇口类型和尺寸确定保压时间。
精确定位门,6-8秒;侧门和直接门,8-10秒。
4、根据冷却通道布置和产品厚度确定冷却时间,初步设定为15-20s。
5、手动启动注塑过程,根据注塑产品的缺陷,提高或降低相关数据,直至产品质量达到要求,并允许连续运行。
6、将机器从手动模式切换到半自动模式,并在生产过程中调整参数,以达到最佳的注塑周期。
注塑周期=开合模时间注塑时间熔化时间冷却时间,所有这些都需要最小化。
一般来说,对于100g注射成型机,如果使用2板模具,则模具打开/关闭时间保持在2s左右,如果有滑块,则适当延长。
注射时间应逐渐减少0.5秒,直到出现缺陷。
然后停止调整并返回到以前的数据。
在熔化时间方面,尽量降低背压,加快融化速度,避免混气和气泡等。
冷却时间的调整与注射时间的调整类似:逐步减少1s,然后将成型产品与标准样品进行比较。
立式注塑机(宝元)内页按键说明

立式注塑机(宝元)内页按键说明
立式注塑机(宝元)内页页面分成标题栏、页面内容以及提示列。
◆ 标题栏包含有:
页面名称:目前所在页面名称。
操作模式:目前模式,可分为调模、手动、半自动以及全自动。
各轴位置:显示模座、托模、射出以及射座(须加装位置尺)各轴位置。
警告/警报提示:当操作过程发生警告或警报时,警告/警报区块底色将变成红色,以提醒使用者排除。
◆ 提示列包含有:
输入提示:提示该设定项目输入之用途、输入范围。
输入栏:用户于此位置输入设定值。
◆ 页面选择:利用画面下方之页面选择键进行页面切换,操作方式请参考第四
页面名称操作模式各轴位置警告警报
页面选择
Advantech-LNC 橡塑料立式注塑机控制器操作说明书
宝元电脑是东莞市台富机械有限公司常用的电脑
页面选择
LNC-IN 系列页面布局使用树状结构,将功能类似之页面置于同一群组,方便使用者设定。
页面下方之功能键F1 至F7 可供使用者于群组间之页面进行切换。
并可利用进入下一层
目录(循环式)。
LNC-IN 系列之画面群组分类如下所示。
开机进入监视页面后,将位于主群组目录,利用页面选择键F1 至F7 可进入各群组,进入群组后将跳出该群组之页面选择。
以上的讲解的是宝元电脑的主面的按键说明书,下次为大家讲解内页面的电脑的按键说明。
如有什么不懂的请大家留言,谢谢。
立式注塑机吨位与锁模力对照
立式注塑机吨位与锁模力对照摘要:一、立式注塑机的基本概念二、锁模力的计算方法1.锁模力的定义2.计算公式及参数3.实例解析三、立式注塑机锁模力的调节1.调节方法2.调节注意事项四、锁模力与制品质量的关系五、总结正文:立式注塑机是一种常见的塑料加工设备,其性能参数中的锁模力对于制品的质量和生产效率具有重要影响。
本文将详细介绍立式注塑机的吨位与锁模力的对照关系,以及锁模力的计算方法、调节技巧和与制品质量的关系。
一、立式注塑机的基本概念立式注塑机是一种采用垂直合模结构的注塑机,其结构紧凑,操作简便,广泛应用于塑料制品的生产。
吨位是衡量立式注塑机性能的重要指标,它决定了注塑机的合模力和注射量。
二、锁模力的计算方法锁模力是注塑机在合模过程中对模具产生的夹紧力,用以防止模具在注射过程中因模腔压力而分开。
锁模力的计算公式为:锁模力(F)= 模腔压力(P)× 制品在分型面上的投影面积(A)其中,模腔压力P可根据制品的类型和质量要求选取,通常在250-700kg/cm之间。
制品在分型面上的投影面积A是指模具分型时,模具两侧所承受的压力面积。
实例解析:假设一款立式注塑机的吨位为100吨,制品的模腔压力为500kg/cm,制品在分型面上的投影面积为80cm。
则锁模力F = 500kg/cm × 80cm = 40000N。
三、立式注塑机锁模力的调节1.调节方法:合上调模装置开关,调整容模厚薄直到模具的两边开始固定为止,然后断开调模装置开关。
手动操作开模,到开模开尽为止,启动调模装置,减少模厚产生锁模力,断开调模装置,慢速锁模操作。
2.调节注意事项:在调节锁模力时,要注意渐进式地减少模厚,以免模厚减少过多导致不能锁模。
同时,要根据制品的质量和生产要求,合理选择模腔压力和投影面积,确保锁模力满足生产需求。
四、锁模力与制品质量的关系锁模力与制品质量密切相关。
合适的锁模力可以保证模具在注射过程中保持稳定,防止因模腔压力而产生变形或破裂,从而保证制品的尺寸精度和表面质量。
注塑机型号参数表新
5.3
204 2000 530 560×510 200 560 1090 150 62 41 13
16 18.5 13 3+1
280 5.4×1.35×2
7.2
680EM伺服节能注塑机技术参数,BL90H-1-BL380H-
BL120eM
B
C
BL160eM
A
B
C
BL200eM
16 7.5 6 3+1
150 4.2×1.2×1.85
3.5
122 1200 420 460×410 150 450 870 120 38 27
5
16 11 9 3+1
180 4.6×1.2×1.9
4.5
163 1600 480 510×460 180 520 1000 140 38 27
5
16 15 11 3+1
规格
SPECIFICATION
注塑装置 螺杆直径 螺杆长径比 理论注射容积
注射量
注射压力 理论注射速度 理论注射速率
塑化能力 螺杆最大理论转
速 螺杆行程 锁模部分 锁模力 开模行程 最大模具厚度 最小模具厚度 四柱内矩 最大模具尺寸 最小模具尺寸 顶针行程 顶针推力
INJECTION UNIT
screw Diameter
其他 油泵马达功率
加热功率 温控区数 油箱容积 机身尺寸 机器重量(约)
ejector number Mpa
piece(PC)
pump motor power
KW
heater power
Kw
oil tank capacity
L
machine dimension
【精品】立式注塑机机械结构设计设计

第1章注射成型机的概述和发展趋势1.1概述注射成型机是将热塑性塑料或热固性塑料制成各种塑料制件的主要成型设备,是集机械、电气、液压于一体的塑料成型设备。
随着现代工业和尖端科学技术的发展,塑料制件被越来越广泛地应用到国防工业、机械、电气、航空、交通运输、建筑、农业、文教、卫生及人们生活各个领域。
注射成型法是塑料制品的主要成型方法之一.它是利用注射装置将注射机筒中已经熔融的热塑性塑料或热固性塑料以高压、高速注入到闭合的成型模具型腔中,经冷却固化成型后,制成与模具型腔形状几乎完全一致的塑料制品。
它具有以下特点:可成型形状复杂、尺寸精确及带有嵌件的是塑料制件;对各种塑料加工的适应性强;机器生产率高以及易于实现自动化生产等。
因此注射成型技术及注射成型机得到极为广泛的应用,现在已成为塑料加工业和塑料机械行业中的一个重要组成部分。
1.2我国立式塑料注射成型机的技术水平及发展趋势国内生产立式注塑机的厂家寥寥无几,一方面是由于市场的需求量不是很大,另一方面国内立式注塑机的研发技术水平还比较落后,生产的立式机市场竞争能力较弱.国内立式注塑机基本上通过进口来满足市场的需求,立式注塑机生产实力较强的企业主要分布在中国台湾地区,如台湾丰铁机械公司等,这些公司经过多年的生产实践经验,逐步掌握了立式注塑机的生产技术,在立式机的生产领域独领风骚.近几年来,世界上工业发达国家的注塑机生产厂家都在不断提高普通注塑机的功能、质量、辅助设备的配套能力,以及自动化水平。
同时大力开发、发展大型注塑机、专用注塑机、反应注塑机和精密注塑机,以满足生产塑料合金、磁性塑料、带嵌件和数码光盘制品的需求.注塑机是目前中国塑料机械中发展速度最快、水平与工业发达国家差距较小的塑机品种之一。
但这主要指普通型注塑机,在特大型、特殊、专用、精密注塑机、立式注塑机等品种方面,有的尚属空白,这是与工业发达国家的主要差距。
当今世界,注射成型技术发展迅猛,新技术、新设备层出不穷。
立式注塑机60吨参数表

TA-600/S/DS/LS 40 1148 188 175/6.2 125 3 600 470x340 620x490 655x540 S:430x430 DS:430x860 LS:430x430 230 200 430 22 45 140 230 7.5 4.5 12 2100 180x110x280
锁 模 系 统
油 压 电 力 其 它
ES
Machine Type Screw Diameter Injection Pressure Theoretical Injection Volume Max.Shot Weight(PS) Injection Rate Number Of Temperature Control Clamping Force Distance Between Tie Bar Top Platen Size Bottom Platen Size Sliding Platen Size Min.Mold Height Opening Stroke Max.Opening Distance Ejector Force Ejector Stroke Max.Hydraulic Preesure Oil Tank Capacity Pump Motor Power Barrel Heating Power Total Wattage Machine Weight Machine Dimensions
TA-600/S/DS/LS 35 1462 145 132/4.7 96 3 600 470x340 620x490 655x540 S:430x430 DS:430x860 LS:430x430 230 200 430 22 45 140 230 7.5 4.5 12 2100 180x110x280
立式注塑机各型号参数

深圳市正航注塑机设备有限公司于2002年成立的,专业从事二手立式注塑机,立式注塑机回收与销售,并提供注塑机维修服务,我们长期坚持创新,改良各种注塑设备,我们保证您以最低的价格买到称心如意的产品,为您的起步降低成本,创造更高的价值。
我们向广大客户承诺现金收回各种型号二手立式注塑机,,您今天的利益则来自“正航”注塑机。
一直以来,我们凭着雄厚的经济实力与注塑行业朋友的关照实行多元化的发展,秉承“专业经营,公平交易,诚信为本”的经营宗旨,经营理念:合理的价格、卓越的产品、高效的服务、永续的经营!
公司主营: 立式注塑机销售、维修、出租、置换、二手买卖,深圳市正航注塑设备有限公司主要经营业务五大块:
(1)销售:台湾香港国产多名品牌全系列立式注塑机销售技术咨询服务;
(2)维修:A.承诺维修:适用于保修期内的机器
B.承包维修:保修期外,注塑机以每台每月的多少钱方式承包保养维修,以保客户的机器全时正常使用。
C.不定时期维修,指定接到突发式的故障的处理及维护。
(3)出租:客户真正需要的是注塑机的使用权,而不须承担所有权以及维护所带来的成本,人工负担;
(4)置换:把闲置的不适用注塑机置换成您最适合的机器
(5)二手买卖,资产的周转及重新配置;
各种型号的注塑机参数。
塑胶公司注塑机参数表(2010修订)

机绞 机绞 机绞 机绞 机绞 机绞 机绞 机绞
无 无 有 有 有 有 有 有
无 无 无 TWS1500BMC 无 TWS1700BMC TWS1500FMC TWS1700BMC-
700 700 700 760 710 730 710 680
150 150 150 150 150 150 150 150
117 117 125 125
125 (150)
18.5 18.5 23.1 23.1 38.1
1744 1856 1888 ---1750
435 529 653(784) ---876
70 80 95 105 125
180 170 140 ---101
模板下边 缘离地高 度(mm)
模板侧边缘离 安全门距离 (操作侧 ,非操 作侧 )(mm)
备注
10 10 15 15 15 15 15 15
50 50 50 50 50 50 50 50
84-M20*43 4-φ 65;13-φ 33 112-M20*43 4φ 65; 13φ 33 8φ 60; 13φ 80-M20*43 40.5 8φ 60; 13φ 128-M24*50 40.5 8φ 60; 13φ 128-M24*50 40.5 144-M24*50 16φ 60;13φ 40.5 144-M24*50 16φ 60; 13φ 40.5 184-M24*50 16φ 60; 13φ 40.5
0.5 2.76 4.36 10.1 14.7
1 1 1 1
100 120 150 150 150
37 35 、25
120 1500 ----
60 ------1.8
6.2 ----
350 -------
立式注塑机安全操作规程(3篇)
立式注塑机安全操作规程立式注塑机是一种常用的注塑设备,广泛应用于各个行业中的塑料制品生产。
为了保证工作的安全和生产的高效,有必要制定一套科学的操作规程。
以下是关于立式注塑机安全操作规程的细则,供参考:一、一般操作规程1. 操作人员应熟悉立式注塑机的结构、性能和操作方法,并接受相应的培训。
2. 在操作过程中,要保持机器周围的整洁,确保通风良好。
3. 在上班前要检查机器的功能是否正常,如有异常情况必须及时报修。
4. 操作人员必须穿戴符合安全规定的劳动保护用品,避免发生意外伤害。
5. 在操作过程中,必须戴好防护镜、手套、耳塞等防护设备。
6. 严禁戴长发、耳环、项链等可以被卷入机器的物品。
7. 禁止在机器运行时进行任何维修和调试工作,必要时需停机后才能进行操作。
8. 在清理和保养机器时必须切断电源,相关部件冷却后才能接触。
9. 在操作过程中,必须按照操作步骤进行操作,不得随意开动、停止和调整机器。
10. 在操作过程中发现机器异常情况或者故障,应及时停机并通知相关人员进行修理。
二、机器操作规程1. 在注塑机启动前,必须确认模具的安装、调整和锁模装置是否完好。
2. 在开机前必须检查冷却水、润滑油等供给是否正常。
3. 在开机前要检查模具和机器之间的间隙是否符合要求。
4. 在操作过程中,必须按照注塑机的操作面板上的操作程序进行操作,不得随意调节机器。
5. 在操作过程中,必须注意注射速度、保压时间、冷却时间等各个参数的设定。
6. 在注塑过程中发现异常情况(如冷却不良、温度过高等),要及时停机检查并处理。
7. 在进行润滑和维护工作时,必须切断动力和电源,并在工作区域设置明显的警示标志。
8. 操作人员不得将手伸入模具区域,以免造成伤害。
同时,要注意防止机械运动部件造成的伤害。
9. 在换模过程中,必须先切断动力和电源,并确保模具和机器之间的间隙足够大,以免发生危险。
10. 在工作过程中,要注意料筒、注射头等部位的温度,以免发生烫伤。
注塑机参数

序号 吨位 制造商 料筒记号 出产地 数量 螺杆直径 塑
AMOUNT SCREW DIAMETER Machine No. TONNAGE MAKER TYPE PRODUCE deiis mm cm3 PS PE Mpa(bar) g 1 130 TOSHIBA IS130GS-5A JAPAN 3 40 250 230 180 197 2000 <120> <1220> X 250(154) X X 110 X 320 X X X X X X 129 1260 8.4 82 60.0(54.0) m/min SLOW FAST MOLD OPENING SPEED SLOW m/min X X 54.0(54.0) X X mm mm mm mm mm Force Stroke tf KN 510X460 730X680 630 850(☆790) 220(☆160) 5.4 53 100 400 380v/ 50Hz 220v/ 50Hz 18.5 11.2 270 4.76X1.21X1.71 5.4 100 30/45 320 2 170 TOSHIBA IS170GS-5A JAPAN 1 40 250 230 180 197 2000 <120> <1220> X 200 (165) X X 110 X 320 X X X X X X 168 1640 10 97 60.0(57.0) X X 51.5 X X 510 X 510 740 X 740 660 950(☆890) 230(☆170) 6.1 64 100 400 380v/ 50Hz 220v/ 50Hz 22 11.1 350 5.9X1.2X1.8 6.8 100 30/45 320 3 220 TOSHIBA IS220GS-10A JAPAN 1 50 490 450 355 201 2050 <120> <1230> X 250 (214) X X 160 X 255 X X X X X X 220 2150 14.3 140 54.5(45.5) X X 54.0(47.0) X X 610 X 560 870 X 820 800 1060(☆1000) 260(☆200) 9 88 130 400 380v/ 50Hz 220v/ 50Hz 30 15.2 470 6.4X1.3X1.8 8.6 100 30/45 385 4 280 TOSHIBA IS280GS-19A JAPAN 2 60 930 855 680 192 X X X X 250 X X 220 X X X X X X X X 280 2774 X 152 2.0-43.1 X 2.0-3.0 2.0-34.2 X 2.0-5.0 610 x 610 900 x 900 760 1060 300 X 69 125 400 380v/ 50Hz 220v/ 50Hz 37 22.5 850 5.9X2.1X1.9 12.4 100 30/45 420 5 280 TOSHIBA IS280FA2-19A JAPAN 1 50 490 450 355 X 2060 X X X 237 X X 155 X 255 X X X X X X 280 2774 14.2 X 6.7-46.3 X X 7.2-49.4 X X 610X610 900X900 760 1060 240 7.0 X 125 400 380v/ 50Hz 220v/ 50Hz 37 15.2 980 6.6X1.6X1.9 12.0 100 30/45 420 6 350 TOSHIBA IS350GS-19A JAPAN 1 60 930 855 680 192 X X X X 313 X X 220 X 164/210 X X X X X X X 3430 X 195 2.0-36.9 X 2 2.0-37.1 X 2 730X730 1020X1020 950 1250 300 X 100 125 700 380v/ 50Hz 220v/ 50Hz 45 22.5 1140 6.3X2.0X2.0 15.6 100 30/45 420 7 650 TOSHIBA IS650GTW-59A JAPAN 1 95 3150 2900 2300 185 X X X X 784(653) X X 420 X X X X X X X X X 6370 X 388 2.4-44.8 (2.0-37.3) 2.0-3.0 2.4-44.5 (2.0-37.0) 2.0-5.0 1530X1530 1080X1080 1350 1800 450-950 x 208 200 1000 380v/ 50Hz 220v/ 50Hz 45+45 44 1000 7.9X2.7X2.3 31.6 100 60 625 8 60 NISSEI PN60-9A JAPAN 14 28 69 X X 275 X X X X 107 X X 31(PS) X X X X X X 29 25(OPTION) X 641 X 42 X X X X X X 325 x 325 478 x 478 430 600 170 X 27 70 200 380v/ 50Hz 220v/ 50Hz 15 9.26 295 3.86X0.95X1.76 3.3 100 30/45 110 9 80 NISSEI FN1000(12A) JAPAN 6 32 100 X X 226 X X X X 99 X X 38(PS) X X X X X X 30 25 X 792 X 59 X X X X X X 385X 385 545X 545 470 670 200 X 39 75 200 380v/ 50Hz 220v/ 50Hz 15 7.4 340 4.06X1.08X1.70 3.3 100 30/45 250 10 360 NISSEI FN700-100A JAPAN 1 63 795 X X 220 X X X X 264 85 X 162(PS) X X X X X 638 55 90 X 3530 X 187 X X X X X X 735 X 735 1055 X 1055 970 1320 350 X 109 150 400 380v/ 50Hz 220v/ 50Hz 37 25.65 980 7.49X1.72X2.15 14.6 100 30/45 450 11 260 SUMITOMO SG 260 M-2-H JAPAN 2 50 406 X X 222 2270 X X X 589 X X 154 X X X X X X X X 260 2540 X X X X X X X X 560 x 560 840 x 840 X 330-680 210-510 6.2 60 0-150 400 380v/ 50Hz 220v/ 50Hz 45 19.8 400 6.74X1.65X2.27 10.3 100 40 335 12 75 TOSHIBA EC75NⅡ-2A Ⅱ JAPAN 5 32 102 94 75 200 2040 X X 275 221 450 362 61 X X 390 X X X X X 75 735 X X X X X X X X 375X360 570X555 300 670(☆610)(☆☆650) 13 100 TOSHIBA EC100NⅡ-2A Ⅱ JAPAN 8 32 115 105 83 253 2580 X X 200 204 300 305 83 X X 350 X X X X X 100 980 X X X X X X X X 460X410 660X610 350 800(☆740)(☆☆780) X X 560X510 790X740 450 950 200-500 4.5 44.0 120 400 380v/ 50Hz 220v/ 50Hz X 11.2 X 5.2X1.5X1.9 6.5 100 X X 14 160 TOSHIBA EC160NⅡ-4A Ⅱ JAPAN 3 40 201 180 145 200 2040 X X 180 226 270 339 110 X X 320 X X X X X 160 1560 X X 15 220 TOSHIBA EC220NⅡ-6A Ⅱ JAPAN 4 45 286 263 209 200 2040 X X 160 254 240 382 120 X X 285 X X X X X 220 2157 X X X X X X X X 610X560 870X820 520 1090(☆1030)(☆☆1070)
注塑机相关技术参数
海天110X/1 东芝EC100S-2A 东芝EC100S-2A 住友SH130C 住友SH130C 住友SH130D 住友SH130D 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 东芝IS55OGS 东芝EC350C 东芝EC220C 住友SE180S 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A 发那科S-2000i150A
430 550 550 430 430 450 450 490 490 490 490 1000 650
150 180 180 180 180 250 250 200 200 200 200 400
360 350 350 375 375 375 375 440 440 440 440 1200
2007.6 2007.1 2002 2002 2002 2002 2002 2005 2002 2002 2002 2002 2011 2011 2011 2011 2011
高速机
STAR 有信单臂 天行 天行
130823积康 110826 081207 101104 没更换过 080407 081205 110226 101222 新机 没更换过 110331 140116 110428 090924 100906 120204积康 120607腾明 120209北仑 131123红建
600*550 510*510 510*510 510*510 510*510 510*510 510*510 600*460 510*510 510*510 510*510 510*510 410*410 410*410 360*360 360*360 470*470
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.8座进、座退:用于调整制,用于模具安装作业。
1.9射料、加料:根据产品形状,确定各段之射速及射时,加多料于料筒中,位置由行程开关(LS4、5、6)控制,
用于模具安装及洗料作业。
1.10机器各参数的调整请参照《注塑机工艺参数设定》作业指导书和《注塑品不良处理》作业指导书。
设备操作指导书
文件编号
页次
核准
审核
制作
文件版本
1/3
设备名称
立式注塑机(FC-650型)
制作日期
1.0作业准备及作业方法:
1.1顺时针旋出紧急停止按钮,接通电源,显示屏出现“0000”。
1.2按下电热开关按钮,此时温度器之红色指示灯亮,根据产品需要在温度器上之指示拔开关设定所需之温度,具体设定值需根据当时气温,冷却水温,PVC胶料硬度作相应上下调整。
2.5填写设备<点检卡>(注塑机)。
2.6编号为啤-12和啤-13机型,在控制面板下方,增加了一个调模选择开关和压力表,在手动装模时,应将其拔到“调模”位。在自动运行时,应将其拨到
“合模”位
2.7机台上的烘料机作业参照文件WI-TM-0101。
设备操作指导书
文件编号
WI-TM-0109
页次
2/3
文件版本
1.11模具的更换请参照《注塑机模具安装更换及调整》作业指导书。
2.0注意事项:
2.1操作台中央红色按钮为急停按钮,用于紧急回升打开模具,正常生产勿碰此键,以防循环被中断。
2.2正常循环时,勿遮挡电眼,以防循环停止。
2.3结束操作后,请按面板之紧急停止按钮,切断电源。
2.4首件产品,须经IPQC检查,合格后方可继续生产。
设备名称
立式注塑机(FC-650型)
制作日期
3.0图解说明:
3.1控制面板示意图:
家利安电业有限公司
设备操作指导书
文件编号
WI-TM-0109
页次
3/3
文件版本
设备名称
立式注塑机(FC-650型)
制作日期
3.2行程开关位置图:
1.3将线车推放至机台左方之固定区域,水口料架放于机台右方之固定区域。
1.4待设定温度到达后(温度器之绿色指示灯亮,红灯熄灭时),按马达启动按钮,启动马达。
1.5用双手之大拇指按操作台前之绿色启动按钮(双只),空啤2-3啤,观察胶料是否完全塑化。
1.6按半自动按钮,在模具打开情况下,将插入五金模条放入模具内,同时把线排在线钩里,用双手大拇指按操作台前面之绿色启动按钮,其机台进入自动循环过程:上模快下——LS2高压合模——LS3缓冲合模——射料(一压)——LS5射二压——LS6射三压——射出计时——加料——LS4加料完——冷却计时——开模——LS1开模完——LS9顶出——LS10顶退——取模条——循环结束。