粘合剂说明书
氯丁胶粘剂使用说明书
氯丁胶粘剂使用说明书氯丁胶粘剂使用说明书1. 产品概述氯丁胶粘剂是一种常见的胶粘剂,通常用于固定、粘合难以粘结的材料。
它是一种具有高黏度、防水、耐高温、耐磨损等特点的粘合材料。
氯丁胶粘剂适用于硬质材料,如金属和塑料等。
2. 使用方法(1)清洁表面-在使用氯丁胶粘剂之前,必须确保贴合面干净,无任何油脂、尘埃或其他污染物。
在脏污表面使用该产品,会影响粘合效果。
(2)加强黏附力-为了增加黏附力,可以使用沸水或清洗液轻轻清洁表面,并在干燥后使用产品。
(3)涂抹胶水-将适量的氯丁胶粘剂涂于表面,涂抹的方法因型号而异,可以使用刷子、滚筒或喷枪等涂布方式。
涂抹时应均匀,不要漏涂或涂过多。
(4)粘合固定-两个粘接表面接触后,应加压和固定。
固定方式可根据需要使用胶带、夹具等固定方法。
(5)等待固化-在完全干燥固化之前,不要移动装配件。
固化时间根据氯丁胶粘剂型号和环境条件而异。
3. 注意事项(1)避免与皮肤接触:如果不慎将氯丁胶粘剂沾到皮肤或眼睛中,应立即用温水清洗。
(2)必须保持通风良好:氯丁胶粘剂使用过程中,要确保通风良好,以免吸入有害的蒸气。
(3)储藏条件:存放在阴凉、干燥和通风良好的地方,避免阳光直射。
(4)保持干燥:开封后,应在使用前尽快使用并封闭容器,以免受潮导致其质量下降。
4. 总结氯丁胶粘剂具有粘结力强、防水、耐高温等优良特性,是一款多用途粘合剂。
在使用氯丁胶粘剂时,务必注意注意事项,避免出现安全事故和影响工作的不良效果。
石墨碳粉粘合剂说明书
石墨碳粉粘合剂说明书石墨碳粉粘合剂是一种用于将石墨碳粉或碳纤维粉固定在一起的特殊胶粘剂。
它是一种高温胶粘剂,适用于在高温环境下使用。
使用石墨碳粉粘合剂时,以下是一些建议的步骤和注意事项:1. 准备工作:确保待粘合的材料表面干净、无灰尘和油脂污染。
可以使用酒精或其他清洁剂来清洁表面。
2. 混合材料:将石墨碳粉和粘合剂按照合适的比例混合均匀。
具体比例和混合方法应根据具体粘合剂的说明书来确定。
3. 应用胶水:使用刷子、滴管或其他适当的工具将粘合剂涂抹在待粘合的表面上。
确保胶水均匀涂抹,并避免使用过多的胶水。
4. 粘合材料:将待粘合的材料放置在涂有粘合剂的表面上,轻轻按压以确保材料与胶水紧密贴合。
5. 固化时间:将粘合的材料放置在室温下,让胶水自然固化。
具体时间取决于胶水的类型和厚度。
6. 治疗过程:在固化过程中,可以使用加热设备来加快胶水的固化速度。
确保加热温度不会超过胶水的耐热温度。
7. 贮存和保存:在使用完胶水后,密封容器以防止胶水固化。
存放在干燥、避光和通风良好的地方。
请注意以下事项:- 请务必遵守本产品的使用说明和安全操作。
根据需要使用适当的个人防护装备,如手套和眼镜。
- 避免直接接触皮肤和眼睛。
如果接触到眼睛或皮肤,应立即用大量清水冲洗并寻求医疗帮助。
- 切勿将胶水吞食或让其接触到儿童。
- 在使用胶水时,确保操作环境良好通风。
- 如果不小心吸入或误食胶水,请立即寻求医疗协助。
- 请勿超过胶水的最高使用温度,以防止胶水受损或失效。
以上是一般的石墨碳粉粘合剂使用说明。
具体产品的使用方法和注意事项应根据产品本身的说明来确定。
肉类粘合剂产品说明书

名称
肉类粘合剂也叫粘肉粉、肉类黏合剂或生肉粘合剂。
肉制品加工现状
肉制品加工过程中产生大量的碎肉和肉渣,采用肉类粘合剂能将这些下脚料重新组合成完整的肉块,从而提高肉制品加工厂的原料利用率,增加经济效益。
另外,肉类粘合剂可以将不规则的原料肉块粘合起来,再按需要分割成标准的大小形状,从而提高了产品的标准化。
再三,T骨牛排只能使用里脊和通脊相互交叠的一小部分,但使用肉类粘合剂后,可将两端的里脊和通脊重组成T骨排。
第四、制作鸡皮水饺时,鸡皮一般需加一定的捆绑物,但使用肉类粘合剂后,封口处自动粘结,减少捆绑工序麻烦,外形美观、完整。
肉类粘合剂特点
1、肉类粘合剂能有效粘结生的瘦肉、脂肪、皮、骨等,而且猪肉、牛肉、羊肉、鸭肉、鸡肉、鱼肉等各种肉类均能粘结,效果良好,用量视具体肉块大小不同而有差异。
2、粘好后的肉块可用于各种不同的后续加工,比如:冷冻、切割、烧烤、油炸、蒸煮等,均不会散开,可一次性将小块肉粘合成大块肉,得到定型产品也可作为一块完整的肉来处理,而且几乎没有痕迹。
3、解冻和加热时都不会出水,保持了产品的鲜度。
工艺步骤
1、将肉类粘合剂倒入平盘中
2、将需要粘合的肉块(或脂肪、皮、骨)表面均匀沾上粉料,抖掉多余的浮粉,使整个表面有一层均匀密布的肉类粘合剂即可
3、将另一块需要粘合的肉块(或脂肪、皮、骨)压在粘过粉料的肉块表面。
4、冷冻后可根据自己需要切割成自己所需要的产品。
注意事项
根据原料以及适用产品的不同,肉类粘合剂的使用方法和使用量会有变化的。
需要验证后确定使用量。
Adhesive可粘合剂说明书
®2• Spray Patterns (5)• Preparation (8)• Tip Installation (9)• Web Spray Application & Bonding Techniques (12)• Pebble/Mist Spray Application & Bonding Techniques (16)• Snowflake Spray Application & Bonding Techniques (20)• Changing to a New Canister (24)• Disposing of an Empty Canister (25)• Crosslinking Contact Adhesive Note (26)45It is imperative that you ensure what type of spray pattern the adhesive will be released from the container in; failure to identify this can lead to improper applications and undesired results. To confirm the product’s spray pattern, simply check the label and a property icon (like the one pictured left and listed below) will indicate this.**IMPORTANT**ALWAYS CHECK WHAT TYPE OF SPRAY PATTERN YOUR ADHESIVE HAS BEFORE SPRAYING.IDENTIFYING SPRAY PATTERNSTYPES OF SPRAY PATTERNWEB SPRAYMIST SPRAYPEBBLE SPRAYSNOWFLAKE SPRAYDescription:The easiest visual comparison that can be made to a Web spray is that of a spider’s web, hence the name!Description:Mist spray adhesives are released from the container as a fine mist, which creates a light and consistent droplet pattern on the surface it is sprayed upon.Description:Pebble sprays are similar to Mist sprays however the pattern is made up of larger droplets, but still giving a smooth and consistent pattern on the surface.Description:Snowflake spray adhesives have a High build, large flake spray pattern which resemble snowflakes across the surface for single-sided bonds.6PREPARING THECANISTER781. Screw the larger hose nut to the gun thread(clockwise) and fully tighten with a wrench. Check hose is securely attached.2. Screw the smaller hose nut to the canister(clockwise) and fully tighten with a wrench. Check the hose is securely attached.3. Turn on the valve on the canister counter-clockwise until fully open. Check connections for any leaks and if any occur tighten connections. DO NOT TURN THE CANISTER VALVE OFF UNTIL THE CANISTER IS EMPTY (this is to prevent the adhesive curing in the hose and gun).4. On initial use, or if the product has beenstanding for more than 12 hours, the hose and gun may require a purge. Do this by pulling the trigger and adjusting the flow by turning the adjustment screw at the back of the gun (counter-clockwise to open and clockwise to close). Dispense and discard adhesive until a consistent spray pattern isachieved.91. Unscrew tip retainer 8. Spray!7. ...until tip is straight6. Tighten with wrench5. Screw on tip retainer 4. Lay tip retainer on top 3. Like so...2. Lay spray tip on top Please follow these instructions before spraying!!101. Prepare the surface to be bonded; ensuringboth faces are clean, free of dust, dirtand grease. If necessary wipe clean withproprietary solvent-based cleaner. DO NOTUSE MINERAL SPIRITS OR CITRUS-BASEDCLEANERS.2. Hold spray gun at a constant distance ofbetween 4-10”) from the surface, allowingthe adhesive to web across the surface with approximately 5-15% overlap to successivepasses for thin laminates to reduce risk oftelegraphing (note — correct coat weightmust be achieved).3. Maintain a constant speed of applicationduring spraying, applying a consistentand thorough coating without allowingthe adhesive to puddle or heavily ‘wet’ thesurface. Maximum bond strength is achieved with coverage of between 80-100%, and arecommended minimum coat weight of 2 dry grams per ft2.4. Maximum adhesion will be obtained byspraying opposing faces at 90° to eachother, i.e. one face vertically, the other facehorizontally. Double coating perimeter of face and edges is recommended, including areas around subsequent cutting positions.COVERAGE TOO LIGHTCOVERAGE TOO HEAVYCORRECT APPLICATION = 2 dry gms/sq ft 3” HAND ROLLER•Do not angle spray gun or move in an arc while spraying. Hold gun at 90° to surface while spraying. Release trigger at end of each pass to optimize coverage.•Many man-made boards such as plywood and especially bender board and MDF are very absorbent and will need a primer coat (shown in ‘COVERAGE TOO LIGHT’ picture). Allow to dry, then apply the normal ‘CORRECT APPLICATION’, as shown, over top of primer coat.•Many substrates should be regarded as difficult to bond, e.g. metal faced HPL, Colorcore etc. or products with memory (also soft and thick materials may require 2nd or 3rd coat). Best results are obtained by multiple coats rather than one heavy coat which may result in heavy wetting of surface and extended drying times. Always test before using in production – see disclaimer.•Allow adhesive to dry (see product data sheets for appropriate drying times). Test for dryness using back of hand only; surface should be tacky but adhesive should not transfer to skin. Position substrates correctly and press together working from center outwards. Apply adequate pressure using nip roller or 3” hand roller and body weight as a minimum in order to achieve at least 35psi at glue line. Note; repositioning is not possible after contact has been made.•Immediate trimming/routing is possible. Full strength is achieved after 24-48 hours depending on temperature and humidity.1. Prepare the surface to be bonded; ensuringboth faces are clean, free of dust, dirtand grease. If necessary wipe clean withproprietary solvent-based cleaner. DO NOTUSE MINERAL SPIRITS OR CITRUS-BASEDCLEANERS.2. Hold spray gun at a constant distance ofbetween 6-10” from the surface, allowing the adhesive to droplet across the surface withapproximately 5-15% overlap to successivepasses for thin laminates to reduce risk oftelegraphing (note — correct coat weightmust be achieved).3. Maintain a constant speed of applicationduring spraying, applying a consistentand thorough coating without allowingthe adhesive to puddle or heavily ‘wet’ thesurface. Maximum bond strength is achieved with coverage of between 80-100%, and arecommended minimum coat weight of 2 dry grams per ft2.4. Maximum adhesion will be obtained byspraying opposing faces at 90° to eachother, i.e. one face vertically, the other facehorizontally. Double coating perimeter of face and edges is recommended, including areas around subsequent cutting positions.COVERAGE TOO LIGHTCOVERAGE TOO HEAVYCORRECT APPLICATION = 2 dry gms/sq ft 3” HAND ROLLER•Do not angle spray gun or move in an arc while spraying. Hold gun at 45° to surface while spraying. Release trigger at end of each pass to optimize coverage.•Many man-made boards such as plywood and especially MDF are very absorbent and will need a primer coat (shown in ‘COVERAGE TOO LIGHT’ picture). Allow to dry, then apply the normal ‘CORRECT APPLICATION’, as shown, over top of primer coat.•Many substrates should be regarded as difficult to bond, e.g. metal faced HPL, Colorcore etc. or products with memory (also soft and thick materials may require 2nd or 3rd coat). Best results are obtained by multiple coats rather than one heavy coat which may result in heavy wetting of surface and extended drying times. Always test before using in production – see disclaimer.•Allow adhesive to dry (see product data sheets for appropriate drying times). Test for dryness using back of hand only; surface should be dry and adhesive should not transfer to skin. Position substrates correctly and press together working from center outwards. Apply adequate pressure using nip roller or 3” hand roller and body weight as a minimum in order to achieve at least 35psi at glue line. Note; repositioning is not possible after contact has been made.•Immediate trimming/routing is possible. Full strength is achieved after 24-48 hours depending on temperature and humidity.1. Prepare the surface to be bonded; ensuringboth faces are clean, free of dust, dirtand grease. If necessary wipe clean withproprietary solvent-based cleaner. DO NOTUSE MINERAL SPIRITS OR CITRUS-BASEDCLEANERS.2. Hold spray gun at a constant distance ofbetween 2-3 feet from the surface, allowingthe adhesive to snowflake across thesurface with approximately 5-15% overlap on successive passes.3. Maintain a constant speed of applicationduring spraying, applying a consistentand thorough coating without allowingthe adhesive to puddle or heavily ‘wet’ thesurface. Maximum bond strength is achieved with coverage of between 80-100%, and arecommended minimum coat weight of 2 dry grams per ft2.4. Spray only one substrate. Snowflakes areabout 1/8” tall and 1/4” apart.COVERAGE TOO LIGHTCOVERAGE TOO HEAVYCORRECT APPLICATION = 2 dry gms/sq ft•Do not angle spray gun or move in an arc while spraying. Hold gun at 90° to surface while spraying. Release trigger at end of each pass to optimize coverage.• Snowflake products cure through exposure to atmospheric or substrate moisture. If substrates are non-porous, adhesive will cure more slowly.• Allow adhesive to dry 5-15 minutes (see product data sheets for appropriate drying times). Test for dryness using back of hand only; surface should be tacky but adhesive should not transfer to skin. Position substrates correctly and press together working from center outwards. Apply adequate pressure using a roller or block. Note; repositioning is possible after contact has been made.• Porous substrates: 25% of strength will be achieved in 60 minutes, full strength achieved overnight.• Non-porous substrates: Allow to cure at least 8 hours before handling.BEFORE STARTING THE DISPOSAL PROCESS1. Turn the valve on the canister counter-clockwise until fully closed.2. Pull the trigger on the gun and hold for atleast 10 seconds to expel residual pressure.3. Unscrew the hose nut and disconnect thepage for canister disposal).4. Connect the hose and gun to the newcanister (go to Step 2 of PREPARATION andfollow the process through to Step 4).IMPORTANT NOTE: THIS PROCESS SHOULD BE FOLLOWED THROUGH IMMEDIATELY AND ADHESIVE SHOULD BE DISPENSED FROM THE NEW CAN OR THE GUN AND HOSE WILL BLOCK AND BECOME UNUSABLE.If you are not transferring the hose and gun to a new canister you will need to clean it to ensure itcan be used again on future jobs. Use TensorGrip® S101 Citrus Adhesive Cleaner to purge and cleanequipment. Refer to S101 TDS for further directions.1.Lay the empty canister on its side with the valve pointing AWAY from the operator, and well away from sources of ignition.2.Open the canister valve (counter-clockwise)and release any residual pressure.3. Stand canister upright. Use a hammer and brass punch or other non-sparking instrument to puncture the friable disc.4. As long as the user is able to acceptresponsibility for de-pressurizing the canister, it can be disposed of as per your normal scrap metal disposal (subject to local waste restrictions).TRANSPORT INFORMATION•During transport, the recommended PPE (Refer to SDS), First Aid Kit and suitable Fire Extinguisher should be readily accessible in the vehicle.•Keep vehicle well ventilated at all times while it contains TensorGrip ® Spray Contact Adhesive.•Secure canister during transportation.Before using the product, the user should carry out any necessary tests in order to ensure that the product is suitable for the intended application. Moreover, all users should contact the seller or the manufacturer of the product for additional technical information concerning its use if they think that the information in their possession needs to be clarified in any way, whether for normal use or a specific application of our product. The information detailed in the current technical data sheet is given by way of indication and is not exhaustive. The same applies to any information provided verbally by telephone to any prospective or existing customer.DISCLAIMERBecause TensorGrip® Crosslinking Contact Adhesives change state when cured, unlike regular contact adhesives, once cured, crosslinking contacts are not removable from the spray tip. If it is going to be more than 10 minutes between uses of the gun, follow this procedure to ensure maximum performance.1. Wear safety glasses. Using TensorGrip® S800Tip Cleaner, leave the tip on the gun and pointaerosol and gun away from yourself.2. Spray aerosol around the tip until the wholetip is clean.3. Hold TensorGrip® S800 nozzle DIRECTLY onor within 1/2” of the orifice of the tip. SprayS800 directly into the orifice until it is clear(usually 1-3 seconds).If you are having trouble with one of our products or if you require any further information, please don’t hesitate to get in touch.Call:+1 402 731 3636E-mail:*********************** Visit:Quin Global US5710 F StreetOmaha NE 68117USA*********************** +1 402 731 3636。
FN-303S胶粘剂使用说明书
FN-303S胶粘剂使用说明书
1、使用前将胶液仔细搅拌均匀,尤其是底部的配合剂(长期放置
后有少量配合剂沉淀物)要搅起来;
2、用棉布清除较部位表面灰尘,如有油污,可用棉布蘸汽油清洗,
使涂胶表面干燥清洁;如将欲粘合物表面磨糙,效果会更好。
3、在欲粘物上均匀的喷涂一薄层,晾至以手轻触近乎不粘时(晾
干时间随环境温度而变化),将两粘合面粘在一起,在用适当的
方法加压(≥20N/cm2),24小时后即可检验粘结情况。
注意事项:
4、以上使用方法,在常温干燥的情况下粘结效果更佳,当空气湿
度大于70%或者环境温度较低时,涂胶后晾置时间应适当延长,以手触近乎不粘为准。
5、当由于环境温度过低影响粘结效果时,可用热吹风机将脱胶部
位加热至50~60℃,使胶层变软后重新进行粘结即可。
6、不同用户的粘结条件、粘接材料各不相同,可探索使用最适合
的施工方法。
7、建议施工温度不低于10℃,低温状态时会影响粘结强度。
猪源纤维蛋白粘合剂说明书

猪源纤维蛋白粘合剂说明书
猪源纤维蛋白粘合剂是一种常用的生物医用材料,通常用于止血、促进伤口愈合和组织修复。
它主要由猪皮或猪骨等猪源纤维蛋
白原料提取制备而成。
根据制备工艺和用途不同,猪源纤维蛋白粘
合剂的说明书可能会有所不同,但一般包括以下内容:
1. 产品名称和规格,说明产品的名称、型号、规格等基本信息。
2. 产品组成,列出产品的主要成分和原料,以及可能的辅助成分。
3. 产品性能,介绍产品的物理化学性能、生物相容性、使用方法、保存条件等。
4. 适用范围,详细说明产品适用的临床领域和具体应用情况。
5. 使用方法,详细描述产品的使用方法、操作步骤、注意事项等,以确保医护人员正确使用。
6. 注意事项,包括产品的禁忌症、注意事项、可能的不良反应
等,以及在使用过程中需要特别注意的事项。
7. 贮藏方法,说明产品的贮藏条件和有效期,以确保产品在有
效期内保持稳定性和有效性。
8. 生产企业信息,包括生产企业的名称、地址、联系方式等。
总的来说,猪源纤维蛋白粘合剂的说明书应当全面、准确地介
绍产品的组成、性能、使用方法和注意事项,以确保医护人员正确、安全地使用该产品,提高临床治疗效果。
在使用前,建议仔细阅读
产品说明书,并严格按照说明书的要求进行操作。
快速固化通用粘合剂 封装剂说明书

A rapid-curing, general purpose adhesive/encapsulant. It forms a clear, hard, rigid bond or coating in minutes.FEATURESRECOMMENDED APPLICATIONS! 7-minute fixture time !Cures fast for quick metal-to-metal bonding ! 100% reactive, no solvents and repairs! Good dielectric strength ! Pots and encapsulates electronic components ! Good solvent resistanceand assemblies!Bonds metals, fabrics, ceramics, glass, wood ! Seals against dust, dirt and contamination and concrete (in combinations)! Fast-curing, thin set, bonding above 40o FPRODUCT DATAPhysical Properties - (uncured)Color.......................................................................................................................................Clear Mix Ratio By Volume.................................................................................................................1:1Mixed Viscosity................................................................................................8,000-10,000 cps Working Time 28 Grams @ 75o F..............................................................................4 minutes Functional Cure @ 75o F...........................................................................................45 minutes Coverage (Based on 25 ml)........................................................................152 sq.in. @ .010"Specific Volume............................................................................................................23.7 in 3/lb.% Solids by Volume. (100)Performance Characteristics - (7 days cured @ 75o F)Adhesive tensile shear, ASTM D1002*.........................................................................................................................1,400 psi Operating temperature, dry..................................................................................................................................-40o F to +200o F Cured density ASTM D792.......................................................................................................................................1.10 gm/cm 3Cured hardness, ASTM D2240...............................................................................................................................................85D Dielectric strength ASTM D149 (volts/mil).............................................................................................................490 volts/mil **********************"bondlinethickness.Chemical Resistance: 7 days room temperature cure (30 days immersion @ 75o F)KeroseneVG Methanol U 3% Hydrochloric Acid VG Toluene VG Chlorinated Solvent U AmmoniaVG 10% Sulfuric Acid VG10% Sodium Hydroxide VGKey:VG = Very GoodF = FairU = UnsatisfactoryPLEASE CONSULT FACTORY FOR OTHER CHEMICALS.Epoxies are very good in saturated salt solution, leaded gasoline, mineral spirits, ASTM #3 oil and propylene glycol.Epoxies are generally not recommended for long-term exposure to concentrated acids and organic solvents.ITW Devcon, 30 Endicott St., Danvers, MA 019235-MINUTE EPOXYAPPLICATION INFORMATIONSurface Preparation:5-Minute Epoxy works best on clean surfaces. Surfaces should be solvent-wiped, free of heavy deposits of grease, oil, dirt or other contaminants, or cleaned with industrial cleaning equipment such as vapor phase degreasers or hot aqueous baths. Abrading or roughing the surfaces of metals will increase the microscopic bond area significantly and optimize the bond strength.MIXING:Proper homogeneous mixing of the two epoxy components of resin and hardener are essential for the curing and development of stated strengths. Always mix the two components with clean tools, preferably of a disposable design. For small amounts, use Devcon's 25 ml Dev-Tube TM package or the 50ml. Dev-Pak with Mark 5 Applicator. If used with a static mix nozzle, the epoxy can be dispensed, metered, mixed, and directly applied to the surfaces to be bonded.APPLICATION:Apply mixed epoxy directly to one surface in an even film or as a bead. Assemble with the mating part within the recommended working time. Obtain firm contact between the parts to minimize any gap and ensure good contact of the epoxy with the mating part. A small amount of epoxy should flow out the edges to show there is adequate gap filling. For very large gaps, apply epoxy to both surfaces and spread to cover the entire area, or make a bead pattern which will allow flow throughout the joint.Let bonded assemblies stand for the recommended functional cure time before handling. They are capable of withstanding processing forces at this point, but should not be dropped, shock loaded, or heavily loaded. CURE:Cure time for 5-Minute Epoxy is 3/4 to 1 hour for a functional cure. Full bond strength is reached in 16 hours. STORAGE AND SHELF LIFE:Devcon Epoxy Adhesives should be stored in a cool, dry place when not used for a long period of time. A shelf life of 3 years from date of manufacture can be expected when stored at room temperature 70o F (22o C) in their original containers.PRECAUTION:For complete safety and handling information, please refer to the appropriate Material Safety Data Sheets prior to using this product.For technical assistance, please call 1-800-933-8266.ORDERING INFORMATION: *Stock No.Unit Size Stock No.Unit Size1425025 ml Dev-Tube14280Mark 5 applicator gun142102-1/2 oz. (2 tubes)14285Mark 5 mix nozzle1420015 oz. (2 tubes)14410400ml manual applicator146309 lb. (1 gal.)14400400ml pneumatic applicator1427050ml Mark 5 (Dev-Pak)142911/4" dia. mix nozzleDA051380ml cartridge142921/2" dia. mix nozzleWarranty: Devcon will replace any material found to be defective. Because the storage, handling and application of this material is beyond our control, we can accept no liability for the results obtainedDisclaimer: All information on this data sheet is based on laboratory testing and is not intended for design purposes. ITW Devcon makes no representations or warranties of any kind concerning this data.1/4/00。
人纤维蛋白粘合剂说明书
人纤维蛋白粘合剂是一种用于外科手术和创伤治疗的医疗用品,它能够促进伤口愈合并减少出血。
以下是该粘合剂的说明书:
【药品名称】人纤维蛋白粘合剂
【适应症】用于外科手术和创伤治疗,可促进伤口愈合并减少出血。
【用法用量】根据医生的指示使用。
一般情况下,将适量的人纤维蛋白粘合剂涂抹于清洁干燥的伤口表面,轻轻按压使其均匀覆盖整个伤口。
使用前请先清洗双手。
【不良反应】可能出现局部疼痛、红肿、瘙痒等不适症状。
如果出现严重过敏反应,请立即停止使用并就医治疗。
【注意事项】1. 本品仅供外用,不得口服或注射;2. 对本品过敏者禁用;3. 孕妇、哺乳期妇女及儿童应在医生指导下使用;4. 避免接触眼睛、口腔和鼻子等黏膜部位;5. 本品不适用于大面积烧伤、溃疡、化脓性伤口等感染性伤口的治疗;6. 使用过程中应注意保持伤口清洁干燥,避免污染和二次感染的发生。
【贮藏方法】密封保存于阴凉干燥处,避免阳光直射和高温潮湿环境。
有效期为24个月。
过期禁止使用。
丙烯酸酯聚合物类胶粘剂安全技术说明书
丙烯酸酯聚合物类胶粘剂安全技术说明书丙烯酸酯聚合物类胶粘剂是一种常见的工业粘合剂,广泛应用于制造、建筑、家具、纺织和汽车等领域。
然而,由于其在制备和使用过程中存在一定的安全风险,因此需要采取相应的安全措施来确保操作人员的健康和环境的安全。
本篇文章将对丙烯酸酯聚合物类胶粘剂的安全技术进行说明和探讨。
1. 聚合剂的选择与储存1.1 正确选择聚合剂的品种和规格,根据具体需求选择相应的合成方法和催化剂。
1.2 储存聚合剂时,应避免高温、阳光直射和潮湿环境,保持储存容器密封,并定期检查储存条件。
2. 原材料的安全操作2.1 在处理丙烯酸酯等有机溶剂时,应保证通风良好,避免溶剂蒸气的吸入。
2.2 避免将有机溶剂和其他易燃物质放置在靠近火源的地方,以免发生火灾和爆炸。
3. 聚合反应的安全控制3.1 在聚合反应过程中,严格遵守温度控制要求,避免反应温度过高引发聚合剂的分解或爆炸。
3.2 建议在聚合反应中加入适量的稳定剂和抗氧剂,以延缓聚合剂的老化过程。
4. 使用胶粘剂的安全注意事项4.1 在配制和使用胶粘剂时,戴好防护手套、眼镜和口罩,避免接触皮肤和吸入胶粘剂蒸气。
4.2 尽量保持操作区域通风良好,防止胶粘剂蒸气积聚,避免引发火灾和中毒事故。
4.3 避免将胶粘剂接触到火源或高温物体,以防止其燃烧或爆炸。
5. 废弃物处理与环境保护5.1 将废弃的胶粘剂和容器妥善处理,不随意丢弃或倾倒,以免对环境造成污染和危害。
5.2 胶粘剂的废水排放应符合环境保护要求,避免污染水源和土壤。
以上仅为丙烯酸酯聚合物类胶粘剂的安全技术说明书的简要概述,实际使用中还需参考相关标准和法规要求,并根据具体情况制定相应的安全操作规程和应急措施。
我们应牢记安全第一,加强安全意识,注重职业健康,以确保工作环境的安全和操作人员的健康。
丙烯酸酯聚合物类胶粘剂的安全技术说明书概述(续)6. 防止胶粘剂引起火灾6.1 存放胶粘剂时,应远离火源和高温物体,以免发生燃烧或爆炸事故。
Duramix 通用粘合剂 4125 应用指南说明书

Duramix™Universal Adhesive 4125Easy Steps To Successful Bonding:1.Clean all surfaces to be bonded. When bonding SMC and Fiberglass, clean bylightly scuffing the surface with a grade 80 abrasive. Do not use liquid cleaners on SMC and Fiberglass.2.Scuff the bonding surfaces with a grade 80 abrasive. Remove all corrosion anddebris from metal surfaces. When abrading SMC and Fiberglass, be careful not to break through the gel coat. Dry fit all parts prior to applying adhesive.3.Mask the surfaces adjoining the bonding area in the event of adhesive squeeze-out. Have all clamps on hand and ready to use.4.When bonding to steel, spread the bead of adhesive #4125 and cover all baremetal to prevent corrosion. When bonding to aluminum, etch the aluminum with Duramix™Metal Etching Prep #4925.5.Apply adhesive #4125 in a continuous bead to the parts to be bonded.6.Starting at one end, align the parts and press into place. Apply clamps to holdthe parts in place. The working time is approximately 10 minutes, after which a substantial bond is achieved.7.Clamps can be removed after approximately 30 minutes.If body filler is going to be used for contouring or blending, remove all exposed adhesive before applying body filler. Do not put body filler on top ofDuramix™adhesives.NOTE:Full cure is achieved in 4 hours. A heat gun or radiant heating can be used to accelerate the cure.Uses:•Bonds light add-on and ground effects parts such as spoilers, flares, skirts,nameplates, side moldings, emblems and impact strips where a flexible adhesiveis needed•Bonds to fiberglass and SMC, urethane, plastics and metals•Bonds fasciasDuramix™Universal Adhesive 4125The Duramix™SystemHOW TO USE THE DURAMIX™MIXER1.Slide pushrods to full back positiona.)Hold handle (A)b.)Push release lever (B)c.)Pull knob (C)2.Place Duramix™cartridge into holdera.)Insert with notched side of flange (D) downb.)Place cartridge nose through opening in mount (E)3.Slide pushrods forwarda.)While depressing lever (B)b.)Push the knob on back of gun forward (C) PREPARING THE CARTRIDGE1.Remove cartridge tipa.)Cut seal at bayonet notch (H) with razor blade orknife2.Equalize the componentsa.)Load cartridge into gun as described aboveb.)Squeeze trigger to discharge small amount of eachcomponentc.)If cartridge is clogged, clear with pind.)Discharge components again—both should flowevenlye.)DO NOT USE EXCESSIVE FORCE – THISCOULD CAUSE CARTRIDGE TO BURST3. Attach the static mixer tipa.)Push mixer tip flange (G) onto cut bayonet (H)b.)Twist the mixer tip 1/2 turn to lock it under thecartridge ears (F)DISPENSING THE PRODUCT1.Dispense Duramix™adhesivea.)Squeeze the trigger to push the two componentsthrough the static mixer tip2.Keep Duramix™adhesive flowinga.)Do not allow Duramix™adhesive to exceed itsmaximum dwell time in the static mixer tip STORING DURAMIX™PRODUCTS PROPERLY1.One (1) year shelf life can be realized by storingunopened package at temperatures of 65°F-85°F(18°C-29°C) in a dry place.2.After opening, keep mix tip on to serve as a cap. Storecartridge in rack #4934 or #4935 with the mix tip facingdown. Consult your supplier for these items.PRODUCT INFORMATION AND PROPERTIESDuramix™Adhesive #4125Working PropertiesDwell Time: 1 Min.Work Time: 10 Min.Bond Time: 30 Min.Cure Time: 4 Hrs.MATERIALS NEEDED:• Duramix™Universal Adhesive• Duramix™Acid-Etch Prep• Duramix™Metal Etch Prep• Duramix™Mixer Tips• Duramix™Mixer Dispenser- 2 -Duramix ™Universal Adhesive4125This product will be free from defects in material and workmanship at the time of shipment. 3M MAKES NO OTHER WARRANTIES, EXPRESS OR IMPLIED, INCLUDING, BUT NOT LIMITED TO, ANYIMPLIED WARRANTY OF MERCHANTABILITY OR FITNESS FOR A P ARTICULAR PURPOSE. User is responsible for determining whether the 3M product is fit for a particular purpose and suitable for user’s application. If this product is defective, your exclusive remedy and 3M’s and seller’s sole obligation shall be, at 3M’s option, to replace the product or refund the purchase price.Warranty and Limited RemedyT o request additional product information or to arrange for sales assistance, call toll free 1-888-663-1394.Address correspondence to: 3M Automotive Aftermarket Division, 3M Center, Building 223-6N-01,St. Paul, MN 55144-1000. Our fax number is 651-733-9175.For Additional Information3M and seller will not be liable for any loss or damage arising from this 3M product, whether direct,indirect, special, incidental or consequential, regardless of the legal theory asserted, including warranty,contract, negligence or strict liability.Limitation of LiabilityThis Automotive Aftermarket Division product was manufactured under a 3M quality system registered to ISO9002 standards.3Automotive Aftermarket Division 3M Center, Building 223-6N-01St. Paul, MN 55144-1000Duramix is a trademark of 3M.Printed in U.S.A.©3M 200234-7054-0130-4(10/02)Recycled Paper 40% pre-consumer 10% post-consumer- 3 -Refer to the Product Label and the Material Safety Data Sheet (MSDS) for health and safety information before using the product. For environmental information, refer to the MSDS. Always wear gloves, eye protection, appropriate respiratory protection, and work in a well-ventilated area.Precautionary Information。
502胶水使用说明书

502胶水使用说明书1. 产品简介502胶水是一种高效、快速粘合剂,适用于各种材料,如塑料、金属、玻璃等。
它具有极高的粘接强度和快速固化特性,被广泛应用于日常生活和工业生产中。
2. 产品特点* 快速固化:502胶水在接触被粘物表面时,几秒钟内即可固化,大大缩短了粘合时间。
* 高粘接强度:502胶水能够提供高强度的粘接效果,对于大多数材料都具有优异的粘合力。
* 耐高温和耐水性:502胶水可以承受高温和潮湿环境,保持稳定的粘接性能。
* 无毒环保:502胶水符合国家环保标准,不含有害物质,可安全使用。
3. 使用方法* 清洁被粘物表面:使用前确保被粘物表面干燥、清洁、无油污或杂质。
* 涂胶:将502胶水均匀涂在被粘物表面上,注意不要过量涂抹,以免影响粘接效果。
* 粘合:将涂抹了胶水的被粘物表面轻轻按压在一起,确保接触面完全密合。
* 静置固化:放置在通风、干燥的环境下,等待数分钟至数小时,使胶水完全固化。
4. 安全事项* 避免儿童接触:502胶水含有有机溶剂,具有一定的毒性,请勿让儿童接触。
* 皮肤接触处理:如果不慎接触到皮肤,请立即用清水冲洗干净,并咨询医生意见。
* 眼睛接触处理:如果胶水进入眼睛,请立即用大量清水冲洗,并立即就医。
* 注意通风:使用过程中要保持通风良好,避免吸入有害气体。
5. 主要用途502胶水主要用于黏合各种塑料、金属、玻璃等材料,如玩具、工艺品、电子产品等。
它还可以用于修补破损的塑料制品、粘接断裂的皮革等。
6. 注意事项* 502胶水具有强烈的刺激性气味,使用时要避免长时间吸入。
* 在使用过程中,避免与皮肤接触,以免引起刺激和过敏反应。
* 放置于阴凉干燥处,避免阳光直射和高温环境。
* 使用后剩余的胶水请不要倒回原包装,以免影响下一次使用效果。
* 若被粘物表面有油渍、锈蚀等杂质,务必进行清洁处理后再使用。
7. 储存方式502胶水应储存于阴凉干燥的环境中,避免阳光直射和高温。
在密封状态下,保质期为一年。
道克诺(Dow Corning)白色玻璃粘合剂说明书

Version: 1.3Revision Date: 2023/10/27 DOW CORNING(R) GLAZING SEALANT WHITE1.IDENTIFICATION OF THE SUBSTANCE AND OF THE COMPANYMSDS No.: 04045030SUPPLIER:Dow Corning Canada Inc.15-6400 Millcreek Drive, Suite 416 Mississauga, ON, Canada L5N 3E7Prepared by Hazard Communication:CANUTEC:(800)248-2481(613)996-6666MANUFACTURER:Dow Corning CorporationSouth Saginaw RoadMidland, Michigan 4868624 Hour Emergency Telephone: (989) 496-5900WHMIS CLASSIFICATION: Class D, Division 2, Subdivision A.Class D, Division 2, Subdivision B.Material Usage: Sealant and adhesivePOSITION / INFORMATION ON INGREDIENTSCAS Number Wt % Component Name7631-86-9 10.0 - 30.0 Silica, amorphous4253-34-3 1.0 - 5.0 Methyltriacetoxysilane17689-77-9 1.0 - 5.0 Ethyltriacetoxysilane556-67-2 0.5 - 1.5 OctamethylcyclotetrasiloxaneThe ingredients listed above are controlled products as defined in CPR, am. SOR/88-555.3.HAZARDS IDENTIFICATIONEMERGENCY OVERVIEWGeneric Description: Silicone elastomerPhysical Form: PasteColour: WhiteOdour: Acetic acidAcetic acid is formed upon contact with water or humid air. Provide adequate ventilation to control exposures within guidelines of OSHA PEL: TWA 10 ppm and ACGIH TLV: TWA 10 ppm, STEL 15 ppm.++++++++++++++++++++++++++++++++++++++++++++POTENTIAL HEALTH EFFECTSVersion: 1.3 DOW CORNING(R) GLAZING SEALANT WHITEAcute EffectsEye: Direct contact may cause moderate irritation.Skin: May cause moderate irritation.Inhalation: Irritates respiratory passages very slightly.Oral: Low ingestion hazard in normal use.Prolonged/Repeated Exposure EffectsSkin: No known applicable information.Inhalation: No known applicable information.Oral: No known applicable information.Signs and Symptoms of OverexposureNo known applicable information.Medical Conditions Aggravated by ExposureNo known applicable information.The above listed potential effects of overexposure are based on actual data, results of studies performed upon similar compositions, component data and/or expert review of the product. Please refer to Section 11 for the detailed toxicology information.4.FIRST AID MEASURESEye: Immediately flush with water for 15 minutes. Get medical attention.Skin: Remove from skin and wash thoroughly with soap and water or waterless cleanser. Getmedical attention if irritation or other ill effects develop or persist.Inhalation: No first aid should be needed.Oral: No first aid should be needed.Comments: Treat according to person's condition and specifics of exposure.5.FIRE FIGHTING MEASURESFlash Point: Not applicable.Autoignition Temperature: Not available.Flammability Limits in Air: Not available.Version: 1.3 DOW CORNING(R) GLAZING SEALANT WHITEExtinguishing Media: On large fires use dry chemical, foam or water spray. On small fires use carbon dioxide(CO2), dry chemical or water spray. Water can be used to cool fire exposed containers. Fire Fighting Measures: Self-contained breathing apparatus and protective clothing should be worn in fighting largefires involving chemicals. Determine the need to evacuate or isolate the area according toyour local emergency plan. Use water spray to keep fire exposed containers cool. Unusual Fire Hazards: None.Hazardous Decomposition ProductsThermal breakdown of this product during fire or very high heat conditions may evolve the following hazardous decomposition products: Carbon oxides and traces of incompletely burned carbon compounds. Silicon dioxide. Formaldehyde. Metal oxides.6.ACCIDENTAL RELEASE MEASURESContainment/Clean up: Observe all personal protection equipment recommendations described in Sections 5 and 8.Wipe up or scrape up and contain for salvage or disposal. Clean area as appropriate sincespilled materials, even in small quantities, may present a slip hazard. Final cleaning mayrequire use of steam, solvents or detergents. Dispose of saturated absorbant or cleaningmaterials appropriately, since spontaneous heating may occur. Local, provincial, federal lawsand regulations may apply to releases and disposal of this material, as well as those materialsand items employed in the cleanup of releases.Note: See section 8 for Personal Protective Equipment for Spills. Call (989) 496-5900, if additional information is required.7.HANDLING AND STORAGEUse with adequate ventilation. Product evolves acetic acid (HOAc) when exposed to water or humid air. Provide ventilation during use to control HOAc within exposure guidelines or use respiratory protection. Avoid eye contact. Avoid skin contact.Use reasonable care and store away from oxidizing materials. Keep container closed and store away from water or moisture.8.EXPOSURE CONTROLS / PERSONAL PROTECTIONComponent Exposure LimitsConsult local authorities for acceptable provincial values.Name Exposure LimitsCAS Number Component7631-86-9Silica, amorphous OSHA PEL (final rule): TWA 80mg/m3/%SiO2. NIOSHREL: TWA 6mg/m3.4253-34-3Methyltriacetoxysilane See acetic acid comments.Version: 1.3 DOW CORNING(R) GLAZING SEALANT WHITELD50: 2,060 mg/kg - Oral Rat17689-77-9Ethyltriacetoxysilane See acetic acid comments.LD50: 1,460 mg/kg - Oral Rat556-67-2Octamethylcyclotetrasiloxane Dow Corning guide: TWA 10 ppm.LC50: 36 mg/L - Inhalation RatLD50: > 2,000 mg/kg - Oral RatAcetic acid is formed upon contact with water or humid air. Provide adequate ventilation to control exposures within guidelines of OSHA PEL: TWA 10 ppm and ACGIH TLV: TWA 10 ppm, STEL 15 ppm.Engineering ControlsLocal Ventilation: Recommended.General Ventilation: Recommended.Personal Protective Equipment for Routine HandlingEyes: Use proper protection - safety glasses as a minimum.Skin: Wash at mealtime and end of shift. Contaminated clothing and shoes should be removed as soon as practical and thoroughly cleaned before reuse. Chemical protective gloves arerecommended.Suitable Gloves: Silver Shield(R). 4H(R).Inhalation: No respiratory protection should be needed.Suitable Respirator: None should be needed.Personal Protective Equipment for SpillsEyes: Use proper protection - safety glasses as a minimum.Skin: Wash at mealtime and end of shift. Contaminated clothing and shoes should be removed as soon as practical and thoroughly cleaned before reuse. Chemical protective gloves arerecommended.Inhalation/SuitableNo respiratory protection should be needed.Respirator:Precautionary Measures: Avoid eye contact. Avoid skin contact. Use reasonable care.Comments: Product evolves acetic acid (HOAc) when exposed to water or humid air. Provide ventilation during use to control HOAc within exposure guidelines or use respiratory protection.Note: These precautions are for room temperature handling. Use at elevated temperature or aerosol/spray applications may require added precautions.Version: 1.3DOW CORNING(R) GLAZING SEALANT WHITE9.PHYSICAL AND CHEMICAL PROPERTIESPhysical Form: PasteColor: WhiteOdor: Acetic acidOdor Threshold: Not available.Specific Gravity @ 25°C: 1.04Viscosity: Not available.Freezing/Melting Point: Not available.Boiling Point: Not available.Vapor Pressure @ 25°C: Not available.Vapor Density: Not available.Evaporation Rate: Not available.Solubility in Water: Not available.Coefficient of Water/OilNot available.Distribution:pH: Not available.Volatile Content: Not available.Note: The above information is not intended for use in preparing product specifications. Contact Dow Corning before writing specifications.10.STABILITY AND REACTIVITYChemical Stability: Stable.Hazardous polymerization will not occur.HazardousPolymerization:Conditions to Avoid: None.Materials to Avoid: Oxidizing material can cause a reaction. Water, moisture, or humid air can cause hazardous vapors to form as described in Section 8.11.TOXICOLOGICAL INFORMATIONComponent Toxicology InformationRepeated inhalation or oral exposure of mice and rats to octamethylcyclotetrasiloxane and decamethylcyclopentasiloxane produced an increase in liver size. No gross histopathological or significant clinical chemistry effects were observed. An increase in liver metabolizing enzymes, as well as a transient increase in the number of normal cells (hyperplasia) followed by an increase in cell size (hypertrophy) were determined to be the underlying causes of the liver enlargement. The biochemical mechanisms producing these effects are highly sensitive in rodents, while similar mechanisms in humans are insensitive. Good industrial hygiene practice minimizes inhalation exposure to any chemical. Dow Corning has set an exposure guideline of 10 ppm TWA for these two materials.In developmental toxicity studies in which rats and rabbits were exposed to octamethylcyclotetrasiloxane by vapor inhalation at concentrations up to 700 ppm and 500 ppm respectively, no teratogenic effects were observed. Octamethylcyclotetrasiloxane administered to rats by whole body inhalation at concentrations of 500 and 700 ppm for 70 days prior to mating, through mating, gestation and lactation resulted in decreases in live litter size. Additionally,Version: 1.3 DOW CORNING(R) GLAZING SEALANT WHITEincreases in the incidence of deliveries of offspring extending over an unusually long time period (dystocia) were observed at these concentrations. Statistically significant alterations in these parameters were not observed in the lower concentrations evaluated (300 and 70 ppm). In a previous range-finding study, rats exposed to vapor concentrations of 700 ppm had decreases in the number of implantation sites and live litter size. The significance of these findings to humans is not known.A 2 yr combined chronic/carcinogenicity assay was conducted on octamethylcyclotetrasiloxane (D4). Fischer-344 rats were exposed by whole-body vapor inhalation 6 hrs/day, 5 days/week for up to 104 weeks to 0,10, 30,150 or 700 ppm of D4. A statistically significant increase in incidence of (uterine) endometrial cell hyperplasia and uterine adenomas (benign tumors) was observed in female rats at 700 ppm. Since these effects only occurred at 700 ppm, a level that greatly exceeds typical workplace or consumer exposure, it is unlikely that industrial, commercial or consumer uses of products containing OMCTS/D4 would result in a significant risk to humans.Special Hazard Information on ComponentsReproductive EffectsCAS Number Wt % Component Name556-67-2 0.5 - 1.5 Octamethylcyclotetrasiloxane Evidence of reproductive effects inlaboratory animals.12.ECOLOGICAL INFORMATIONEnvironmental Fate and DistributionComplete information is not yet available.Environmental EffectsComplete information is not yet available.Fate and Effects in Waste Water Treatment PlantsComplete information is not yet available.Ecotoxicity Classification CriteriaHazard Parameters (LC50 or EC50) High Medium LowAcute Aquatic Toxicity (mg/L) <=1 >1 and <=100>100Acute Terrestrial Toxicity <=100 >100 and <= 2000>2000This table is adapted from "Environmental Toxicology and Risk Assessment", ASTM STP 1179, p.34, 1993.This table can be used to classify the ecotoxicity of this product when ecotoxicity data is listed above. Please read the other information presented in the section concerning the overall ecological safety of this material.13.DISPOSAL CONSIDERATIONSCan be incinerated in accordance with local regulations.Version: 1.3 DOW CORNING(R) GLAZING SEALANT WHITECall local hazardous waste disposal company or provincial waste authorities for more information.14.TRANSPORT INFORMATIONCanada Road (Based on IMDG Regulations)Not subject to local road regulations.Ocean Shipment (IMDG)Not subject to IMDG code.Air Shipment (IATA)Not subject to IATA regulations.15.REGULATORY INFORMATIONThis product has been classified in accordance with the hazard criteria of the CPR, and the MSDS contains all the information required by the CPR.WHMIS CLASSIFICATION: Class D, Division 2, Subdivision A. Class D, Division 2, Subdivision B.DSL STATUS: All chemical substances in this material are included on or exempted from the DSL.16.OTHER INFORMATIONPrepared by: Dow Corning CorporationThese data are offered in good faith as typical values and not as product specifications. No warranty, either expressed or implied, is hereby made. The recommended industrial hygiene and safe handling procedures are believed to be generally applicable. However, each user should review these recommendations in the specific context of the intended use and determine whether they are appropriate.(R)indicates Registered Trademark。
Sikaflex-252 粘合剂产品数据表说明书

PRODUCT DATA SHEET Sikaflex®-252Version 03.01 (04 - 2023), en_NZ012001212520001000PRODUCT DATA SHEETSikaflex®-252Elastic adhesive for vehicle assembly bondingTYPICAL PRODUCT DATA (FURTHER VALUES SEE SAFETY DATA SHEET)Chemical base 1-component polyurethane Color (CQP001-1)WhiteCure mechanism Moisture-curing Density (uncured)depending on color1.2 kg/l Non-sag propertiesGood Application temperature ambient10 ─ 35 °C Skin time (CQP019-1)40 minutes A Open time (CQP526-1)35 minutes A Curing speed (CQP049-1)(see diagram 1)Shore A hardness (CQP023-1 / ISO 48-4)50Tensile strength (CQP036-1 / ISO 527) 3 MPa Elongation at break (CQP036-1 / ISO 527)400 %Tear propagation resistance (CQP045-1 / ISO 34)7 N/mm Tensile lap-shear strength (CQP046-1 / ISO 4587) 2.5 MPa Service temperature (CQP509-1 / CQP513-1)4 hour 1 hour-40 ─ 90 °C 130 °C 150 °CShelf life12 months BCQP = Corporate Quality ProcedureA) 23 °C / 50 % r. h.B) storage below 25 °CDESCRIPTIONSikaflex®-252 is an elastic 1-component poly-urethane adhesive especially designed for bonding large components in vehicle as-sembly. It is suitable for bonding coated met-al, GRP, ceramic materials and plastics.PRODUCT BENEFITSBonds well to a wide variety of substrates ▪Capable of withstanding high dynamic stresses▪Good gap-filling properties ▪Can be painted ▪Vibration-damping▪Electrically non-conductive▪AREAS OF APPLICATIONSikaflex®-252 is suitable for assemblies that are subject to dynamic stresses. Suitable sub-strate materials are timber, metals, particu-larly aluminum (including anodized compon-ents), sheet steel (including phosphated, chromated and galvanized components), met-al primers and paint coatings (2-component systems), ceramic materials and plastics.Seek manufacturer’s advice before using on plastics that are prone to stress cracking.This product is suitable for professional exper-ienced users only. Tests with actual substrates and conditions have to be performed to en-sure adhesion and material compatibility.1 / 2CURE MECHANISMSikaflex®-252 cures by reaction with atmo-spheric moisture. At low temperatures the water content of the air is generally lower and the curing reaction proceeds more slowly (seediagram 1).Diagram 1: curing speed Sikaflex®-252CHEMICAL RESISTANCESikaflex®-252 is generally resistant to fresh water, seawater, diluted acids and dilutedcaustic solutions; temporarily resistant to fuels, mineral oils, vegetable and animal fats and oils; not resistant to organic acids, glycol-ic alcohol, concentrated mineral acids and caustic solutions or solvents.METHOD OF APPLICATIONSurface preparationSurfaces must be clean, dry and free from grease, oil, dust and contaminants.The surface treatment depends on the specif-ic nature of the substrates and is crucial for a long lasting bond. Suggestions for surface pre-paration may be found on the current edition of the appropriate Sika® Pre-treatment Chart. Consider that these suggestions are based on experience and have in any case to be verified by tests on original substrates.ApplicationSikaflex®-252 can be processed between10 °C and 35 °C (climate and product) butchanges in reactivity and application proper-ties have to be considered. The optimum tem-perature for substrate and adhesive is between 15 °C and 25 °C.Consider that the viscosity will increase at low temperatures. For easy application, condition the adhesive at ambient temperature prior to use. To ensure a uniform thickness of the bondline it is recommend to apply the adhes-ive in the form of a triangular bead (see figure1).Figure 1: Recommended bead configurationSikaflex®-252 can be processed with manual, pneumatic or electric driven piston guns as well as pump equipment. The open time is significantly shorter in hot and humid cli-mates. The parts must always be installed within the open time. Never join bonding parts if the adhesive has built a skin.Tooling and finishingTooling and finishing must be carried out within the skin time of the product. Finishing agents must be tested for suitability and com-patibility prior to use.RemovalUncured Sikaflex®-252 can be removed from tools and equipment with Sika® Remover-208 or another suitable solvent. Once cured, the material can only be removed mechanically. Hands and exposed skin have to be washed immediately using hand wipes or a suitable industrial hand cleaner and water.Do not use solvents on skin.FURTHER INFORMATIONThe information herein is offered for general guidance only. Advice on specific applications is available on request from the Technical De-partment of Sika Industry.Copies of the following publications are avail-able on request:Safety Data Sheets▪Sika Pre-treatment Chart For 1-componentPolyurethanes▪PACKAGING INFORMATION Unipack600 mlBASIS OF PRODUCT DATAAll technical data stated in this document are based on laboratory tests. Actual measured data may vary due to circumstances beyond our control.HEALTH AND SAFETY INFORMATION For information and advice regarding trans-portation, handling, storage and disposal of chemical products, users shall refer to the ac-tual Safety Data Sheets containing physical, ecological, toxicological and other safety-re-lated data.DISCLAIMERThe information, and, in particular, the re-commendations relating to the application and enduse of Sika products, are given in good faith based on Sika's current knowledge and experience of the products when prop-erly stored, handled and applied under nor-mal conditions in accordance with Sika's re-commendations. In practice, the differences in materials, substrates and actual site condi-tions are such that no warranty in respect of merchantability or of fitness for a particular purpose, nor any liability arising out of any legal relationship whatsoever, can be inferred either from this information, or from any writ-ten recommendations, or from any other ad-vice offered. The user of the product must test the product's suitability for the intended application and purpose. Sika reserves the right to change the properties of its products. The proprietary rights of third parties must be observed. All orders are accepted subject to our current terms of sale and delivery. Users must always refer to the most recent issue of the local Product Data Sheet for the product concerned, copies of which will be supplied on request.PRODUCT DATA SHEET Sikaflex®-252Version 03.01 (04 - 2023), en_NZ012001212520001000Sika (NZ) Limited85-91 Patiki RoadAvondale, Auckland 1026New Zealand 0800 745 2 / 2。
ROBOND PS 1088 丙烯酸乳液粘合剂 说明书
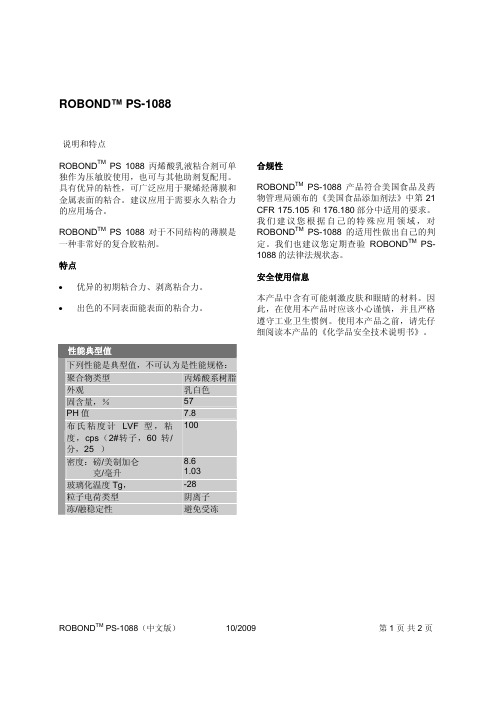
ROBOND™ PS-1088说明和特点ROBOND TM PS 1088 丙烯酸乳液粘合剂可单独作为压敏胶使用,也可与其他助剂复配用。
具有优异的粘性,可广泛应用于聚烯烃薄膜和金属表面的粘合。
建议应用于需要永久粘合力的应用场合。
ROBOND TM PS 1088 对于不同结构的薄膜是一种非常好的复合胶粘剂。
特点•优异的初期粘合力、剥离粘合力。
•出色的不同表面能表面的粘合力。
下列性能是典型值,不可认为是性能规格:聚合物类型丙烯酸系树脂外观乳白色固含量,%57PH值7.8布氏粘度计 LVF型,粘度,cps(2#转子,60转/分,25 )100密度:磅/美制加仑克/毫升8.6 1.03玻璃化温度Tg, -28粒子电荷类型阴离子冻/融稳定性避免受冻合规性ROBOND TM PS-1088产品符合美国食品及药物管理局颁布的《美国食品添加剂法》中第21 CFR 175.105 和176.180部分中适用的要求。
我们建议您根据自己的特殊应用领域,对ROBOND TM PS-1088的适用性做出自己的判定。
我们也建议您定期查验ROBOND TM PS-1088的法律法规状态。
安全使用信息本产品中含有可能刺激皮肤和眼睛的材料。
因此,在使用本产品时应该小心谨慎,并且严格遵守工业卫生惯例。
使用本产品之前,请先仔细阅读本产品的《化学品安全技术说明书》。
ROBOND TM PS-1088(中文版)10/2009 第 1 页共 2 页把干重为 10 g/m2的ROBOND TM PS-1088粘合剂,直接涂布在厚度为 2 密耳的聚酯(PET)薄膜上制样,得到的性能结果如下。
180 °剥离粘合力,(N/inch),不锈钢(PSTC #1)20 分钟放置10.4A1 小时放置13.6A2小时放置15.3A24小时放置26.9C7天放置26.9C初期粘着力,(N/inch2)(TLMI)12.2剪切小时(PSTC #7),(1"×1”×1 kg)1分钟放置。
粘合剂MSDS

粘合剂 安全使用说明书
1、粘合剂
第一部分:化学品名称
化学品中文名称:粘合剂
中文别名:主要成分:纯品
第三部分:危险性概述
危险性类别:
侵入途径:
健康危害:本品有麻醉作用和刺激性。
急性中毒:吸入本品蒸气可引起眩晕、恶心、厌食、欣快感和步态蹒跚,甚至出现意识丧失和木僵状态。
对皮肤有轻度刺激性。
慢性影响:长期接触可引起神经衰弱综合征。
少数人有轻度中性白细胞减少,消化不良。
环境危害:
燃爆危险:
第四部分:急救措施
皮肤接触:脱去污染的衣着,用肥皂水和清水彻底冲洗皮肤。
眼睛接触:提起眼睑,用流动清水或生理盐水冲洗。
就医。
吸入:迅速脱离现场至空气新鲜处。
保持呼吸道通畅。
如呼吸困难,给输氧。
如呼吸停止,立即进行人工呼吸。
就医。
食入:饮足量温水,催吐。
就医。
第五部分:消防措施
灭火方法:喷水冷却容器,可能的话将容器从火场移至空旷处。
灭火剂:泡沫、二氧化碳、干粉、砂土。
胶粘剂使用说明书
胶粘剂使用说明书胶粘剂是一种常见的手工和工业使用的粘合材料,它具有很强的粘附能力,可以黏合多种不同材料,如纸张、木材、塑料、金属等。
本使用说明书将介绍如何正确使用胶粘剂,以获得最佳的粘合效果。
一、胶粘剂的储存与保管1. 将胶粘剂放置于干燥、通风的环境中,避免阳光直射和潮湿,以免影响其粘合性能。
2. 避免胶粘剂与其他化学品接触,以免发生反应或污染。
3. 使用后应将瓶盖密封,防止胶粘剂在储存过程中干燥。
4. 尽量避免长时间不使用胶粘剂,以免影响其使用寿命。
二、胶粘剂的使用1. 在使用胶粘剂前,应将要粘合的物体表面清洁干净,以确保粘合效果。
如果表面有油污、灰尘等污物,可用洗涤剂或清洁剂清洗后擦干。
2. 摇动胶粘剂瓶体,确保胶水充分混合。
3. 使用胶粘剂时,应适量挤出,避免过多浪费。
4. 使用胶粘剂时,可以使用刷子、棉签或指尖等工具进行涂抹,确保涂覆均匀。
5. 若需要加快胶粘时间,可使用加速剂,但应谨慎使用并按照说明进行调配,避免影响粘合效果。
6. 对于不易粘合的材料,如低表面能材料(如PP、PE)、高温材料或光滑表面材料,可以先试验胶粘剂在小面积上的粘合性能,以确保粘合效果满足需求。
7. 在粘合之前,应按照粘合材料的大小和形状,在需要粘合的位置上涂抹胶粘剂。
8. 胶粘剂应涂抹薄而均匀,避免涂抹过厚,以免影响粘合效果。
9. 将两个需要粘合的物体对齐,并用适当的压力将它们粘合在一起,以确保胶水充分粘合。
10. 粘合完成后,应立即将多余的胶粘剂擦拭干净,以免影响外观。
三、胶粘剂的注意事项1. 胶粘剂应远离儿童和宠物,避免误食或接触。
2. 使用胶粘剂时,应避免直接接触皮肤和眼睛,如不慎接触,请用清水冲洗并寻求医疗帮助。
3. 若不慎误吸入胶粘剂气味,请迅速将患者移到新鲜空气中,并立即就医。
4. 胶粘剂如进入口腔或误食,请立即就医。
5. 使用胶粘剂时,应避免吸烟和接近明火,以免引起火灾。
6. 胶粘剂应远离高温和火源,避免产生可燃气体。
LORD Chemlok 205黏合剂说明书
DescriptionLORD Chemlok ® 205 adhesive is a heat-activatedadhesive designed for use as a substrate primer under other Chemlok covercoat adhesives, or as a one-coat adhesive for bonding unvulcanized nitrile elastomer compounds. It is composed of a mixture of polymers, organic compounds and mineral fillers dissolved or dispersed in an organic solvent system.Features and BenefitsVersatile – can be used as a primer under a wide variety of Chemlok covercoat adhesives such as the Chemlok 220 series, Chemlok 230 series, Chemlok 250 series or Chemlok 6000 series adhesives.Convenient – can be used as a one-coat adhesive to bond some nitrile rubber compounds to rigid substrates during vulcanization.Easy to Apply – applies easily by brush, dip, spray or roll coat methods; suitable for existing production lines. Durable – provides rubber tearing bonds and excellent environmental resistance when used in combination with Chemlok covercoat adhesives.Chemlok ®205 Adhesive and/or PrimerApplicationSurface Preparation – Thoroughly clean metal surfaces prior to adhesive application. Remove protective oils, cutting oils and greases by solvent degreasing oralkaline cleaning. Remove rust, scale or oxide coatings by suitable chemical or mechanical cleaning methods.• Chemical CleaningChemical treatments are readily adapted to auto-mated metal treatment and adhesive application lines. Chemical treatments are also used on metal parts that would be distorted by blast cleaning or where tight tolerances must be maintained. Phos-phatizing is a commonly used chemical treatment for steel, while conversion coatings are commonly used for aluminum.• Mechanical CleaningGrit blasting is the most widely used method ofmechanical cleaning. However machining, grinding or wire brushing can be used. Use steel grit to blast clean steel, cast iron and other ferrous metals. Use aluminum oxide, sand or other nonferrous grit to blast clean stainless steel, aluminum, brass, zinc and other nonferrous metals.Typical Properties*AppearanceGray Liquid Viscosity, cps @ 25°C (77°F)85 -165Brookfield LVT Spindle 2, 30 rpmDensity kg/m 3 920.0 - 970.0(lb/gal)(7.7 - 8.1)Solids Content by Weight, % 22 - 26Flash Point (Seta), °C (°F) 14 (57)SolventsMethyl Isobutyl Ketone (MIBK), Methyl Ethyl Ketone (MEK), Xylene*Data is typical and not to be used for specification purposes.For further detailed information on surface preparation of specific substrates, refer to Chemlok Adhesives appli-cation guide. Handle clean metal surfaces with clean gloves to avoid contamination with skin oils.Apply Chemlok 205 adhesive to stainless steel, aluminum, brass or other nonferrous substrates within one-half hour after cleaning. For ferrous substrates such as steel, a longer layover can be tolerated if no rust is formed.Mixing – Thoroughly stir adhesive before use, and agitate sufficiently during use to keep dispersed solids uniformly suspended.Chemlok 205 adhesive is normally used full strengthfor brush, dip and roll coat applications. For spray application, dilute adhesive to a Zahn Cup #2 viscosity of 18-20 seconds. Chemlok 205 adhesive may be diluted with ketone-type solvents such as MEK and MIBK without adverse effects on handling and application. The diluent must be slowly added to the adhesive while stirring. Careful attention should be given to agitation since dilution will accelerate settling. Refer to the Chemlok Adhesives application guide for further information. Applying – Apply adhesive by brush, dip, roll coat, spray or any method that gives a uniform coating and avoids excessive runs or tears.Normally the dry film thickness of Chemlok 205 adhe-sive should be 5.1-10.2 micron (0.2-0.4 mil). When using Chemlok 205 adhesive over grit blasted substrates, when using it in conjunction with Chemlok 220 series covercoats or when using Chemlok 205 adhesive as a nitrile adhesive, apply a dry film thickness at the high end of the range. For all other applications (i.e., swaging or smooth substrates), apply Chemlok 205 adhesive at the low end of the film thickness range. Drying/Curing – Thoroughly dry parts coated with Chemlok 205 adhesive before applying the covercoat adhesive. This will take approximately 30-45 minutesat room temperature. It is best to use temperaturesof 65-93°C (150-200°F) and abundant circulating air; however, forced air drying is possible at temperatures up to 149°C (300°F) for short periods of time. Maximum air flow at minimum temperatures will give the best results. After parts have dried, apply Chemlok covercoats using similar application methods.Dried films of Chemlok 205 adhesive are non-tacky; therefore, coated parts may be piled into tote pansfor subsequent processing. Wear clean gloves when handling coated parts and cover the tote pans to prevent contamination by dirt, grease, oil, etc. If coated parts are properly protected, they can be stored for at least one month before applying covercoat or bonding.Chemlok 205 adhesive can be used to bond nitrile rubber by compression, transfer, injection or other molding procedures used to make bonded parts. As with other Chemlok adhesives, maximum adhesion is obtained when the rubber has completely cured. Ideal bonding conditions exist when both the adhesive and the rubber cure at the same time. To accomplish this, load the adhesive coated metal parts in the mold and quickly fill the cavity with rubber.Dry films of Chemlok 205 adhesive remain firm at molding temperatures. During transfer or injection molding operations, the adhesive shows minimal tendency to wipe or sweep. During multiple-cavity loading, the prebaking begins with the first loaded metal parts. Keep mold loading cycles to a minimum to prevent adhesive and rubber from pre-curing. However, Chemlok 205 adhesive will resist moderate prebaking times without affecting bond performance. Transfer or injection molds need properly designed runners and sprues, as well as adequate pressures. This prevents rubber pre-curing before the mold cavities are completely filled. Cleanup – Clean areas with a rag as soon as possible using MEK.2Shelf Life/StorageShelf life is one year from date of shipment when storedat 21-27°C (70-80°F) in original, unopened container.Cautionary InformationBefore using this or any LORD product, refer to the SafetyData Sheet (SDS) and label for safe use and handlinginstructions.For industrial/commercial use only. Must be applied bytrained personnel only. Not to be used in householdapplications. Not for consumer use.3LORD provides valuable expertise in adhesives and coatings, vibration and motion control, and magnetically responsive technologies. Ourpeople work in collaboration with our customers to help them increase the value of their products. Innovative and responsive in an ever-changing marketplace, we are focused on providing solutions for our customers worldwide.LORD Corporation World Headquarters 111 Lord DriveCary, NC 27511-7923 USACustomer Support Center (in United States & Canada)+1 877 ASK LORD (275 5673)For a listing of our worldwide locations, visit .Values stated in this technical data sheet represent typical values as not all tests are run on each lot of material produced. For formalized product specifications for specific product end uses, contact the Customer Support Center.Information provided herein is based upon tests believed to be reliable. In as much as LORD Corporation has no control over the manner in which others may use this information, it does not guarantee the results to be obtained. In addition, LORD Corporation does not guarantee the perfor-mance of the product or the results obtained from the use of the product or this information where the product has been repackaged by any third party, including but not limited to any product end-user. Nor does the company make any express or implied warranty of merchantability or fitness for a particular purpose concerning the effects or results of such use.Chemlok is a trademark of LORD Corporation or one of its subsidiaries.©2019 LORD Corporation OD DS3172 (Rev.10 9/19)。
工业粘合剂使用说明及注意事项

工业粘合剂使用说明及注意事项: Loctite 638 RC BO50ML 粘合剂眼睛刺激或腐蚀特异性靶器官系统毒性 一次性接触 皮肤腐蚀/刺激 皮肤敏化作用第2A 类 第3类 皮肤接触 皮肤接触警告H315 造成皮肤刺激。
H317 可能导致皮肤过敏反应 H319 造成严重眼刺激。
H335 可能引起呼吸道刺激。
肺眼睛接触第2类 第1类P261 避免吸入粉尘/雾/喷雾。
P271 只能在室外或通风良好之处使用。
P272 受沾染的工作服不得带出工作场地。
P280 戴防护手套/穿防护服/戴防护眼罩/戴防护面具。
P302+P352 如皮肤沾染:用大量肥皂和水清洗。
P304+P340 如误吸入:将受害人转移到空气新鲜处,保持呼吸舒适的休息姿势。
P305+P351+P338如进入眼睛:用水小心冲洗几分钟。
如戴隐形眼镜并可方便地取出,取出隐形眼镜。
继续冲洗。
P312 如感觉不适,呼叫解毒中心或医生。
P332+P313 如发生皮肤刺激:求医/就诊。
P333+P313 如发生皮肤刺激或皮疹:求医/就诊。
P337+P313 如仍觉眼刺激:求医/就诊。
P362 脱掉所有沾染的衣服,清洗后方可重新使用。
P363 沾染的衣服清洗后方可重新使用。
P403+P233 存放在通风良好的地方。
保持容器密闭。
P501 根据产品安全技术说明书第13部分处置。
:粘合剂甲基丙烯酸酯单体专有组分10- 30 % 特异性靶器官系统毒性一次性接触3H335皮肤刺激2H315严重眼刺激2H319甲基丙烯酸羟乙酯868-77-910- 30 % 皮肤刺激2H315皮肤敏化作用1H317严重眼刺激2H319丙烯酸79-10-71-5%易燃液体3H226急性毒性4; 口服H302急性毒性4; 皮肤H312皮肤腐蚀1AH314急性毒性4; 吸入H332特异性靶器官系统毒性一次性接触3H335急性危害水生环境 1H400对水生环境有慢性危害 1H410甲基丙烯酸- β-羟丙酯27813-02-11-5%皮肤敏化作用1; 皮肤H317严重眼刺激2H319用流动清水和肥皂清洗。
石墨碳粉粘合剂说明书
石墨碳粉粘合剂说明书石墨碳粉粘合剂是一种用于粘合石墨碳粉的特殊胶水。
它是一种黑色、粘稠的液体,可以有效地粘合石墨碳粉,并在干燥后形成坚固的结合。
使用本产品时,请按照以下步骤操作:1. 准备工作:清洁工作台或操作区域,确保表面干净无尘。
准备所需的石墨碳粉和粘合剂。
2. 混合:根据所需的比例将石墨碳粉和粘合剂倒入一个容器中。
根据具体产品的说明进行调配,确保粘合剂和石墨碳粉的比例正确。
3. 搅拌:使用搅拌棒或其他合适的工具,将石墨碳粉和粘合剂充分搅拌均匀,直至两者完全混合。
4. 应用:使用刷子、喷枪或其他适当的工具将混合好的粘合剂涂抹在要粘合的石墨碳粉上。
确保涂抹均匀,尽量避免气泡和不均匀的涂层。
5. 干燥:根据粘合剂的特性和环境条件,等待足够的干燥时间,通常需要几个小时至一天左右。
在干燥期间,尽量避免扰动或触摸粘合表面,以免影响粘合效果。
6. 固化:待粘合剂完全干燥后,通常需要进行固化。
具体的固化条件和时间可以根据粘合剂的要求进行调整。
7. 检查:在固化后,对粘合部分进行检查,确保粘合牢固、均匀。
如有需要,可以进行进一步的处理,如打磨、清洁等。
注意事项:- 使用时,请保持良好的通风环境,避免吸入粘合剂的气味。
- 粘合剂可能会产生刺激性气味,请远离火源和易燃物。
- 避免直接接触皮肤和眼睛。
如不小心接触,请用清水冲洗并及时就医。
- 请妥善储存粘合剂,避免阳光直射和高温环境。
请根据实际操作情况,选择适当的石墨碳粉粘合剂产品,并按照产品的具体说明使用。
如有任何疑问或困惑,请咨询产品厂家或专业人士的意见。
塑料粘合剂固化剂安全技术说明书
液体。
化学品安全技术说明书产品类型:塑料粘合剂 固化剂化学品的推荐用途和限制用途安全技术说明书根据 GB/ T 16483-2008 和 GB/ T 17519-2013产品代码:105654GHS product identifier :Plastic-Bond Hardener 应急咨询电话:企业标识:WEICON GmbH & Co. KG Königsberger Str. 25548157 Münster GermanyPhone: +49 251 93220Fax: +49(0)251 / 9322 - 244Internet: www.weicon.de **************:本安全技术说明书责任人的e-mail地址************/4001206011皮肤致敏物 - 类别 1特异性靶器官毒性 一次接触 (呼吸道刺激) - 类别 3危害水生环境一长期危险 - 类别 2GHS危险性类别:象形图:标签要素物质或混合物的分类根据 GB13690-2009 和 GB30000-2013紧急情况概述液体。
白色。
刺鼻的。
如误吸入: 如感觉不适,呼叫解毒中心或医生。
如发生皮肤刺激或皮疹: 求医要么就诊。
有关环境保护措施,请参阅第 12 节。
H317 - 可能造成皮肤过敏反应。
H335 - 可能造成呼吸道刺激。
H411 - 对水生生物有毒并具有长期持续影响。
危险性说明:H317 - 可能造成皮肤过敏反应。
H335 - 可能造成呼吸道刺激。
H411 - 对水生生物有毒并具有长期持续影响。
防范说明预防措施:P241 - 使用防爆的电气、通风、照明设备。
P242 - 使用不产生火花的工具。
P243 - 采取行动防止静电放电。
P271 - 只能在室外或通风良好之处使用。
P273 - 避免释放到环境中。
P261 - 避免吸入蒸气。
P264 - 作业后彻底清洗。
事故响应:息姿势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橡胶粘合剂RA(HMMM)
橡胶粘合剂RA(HMMM)是直接粘合间、甲、白粘合体系剂。
是性能优良的次甲基给予体,与甲醛接受体粘合剂RS、RH、RE等配合使用,适用于多种橡胶与多种骨架材料粘合之用。
一、产品性状:白色粉末,带甲醛气味。
二、质量标准:外观白色粉末
气味甲醛气味
灰份(850℃±25℃) 30~38%
水份(共沸蒸馏法)≤4.5%
筛余物(325目,湿法)≤0.3%
三、产品应用:白色粉末,计量准确,贮运方便,分散性优良。
本品在橡胶混炼时加入,通过硫化就能获得良好的效果。
本品适用性广,适用于多种橡胶与多种骨架材料粘合之用。
一般用量3~4份,可根据粘合要求适当增减。
四、包装贮运:20Kg塑料袋,外用编织袋。
本品不燃,不爆,不腐蚀,无毒。
按一般化工原料贮运,贮存于通风、阴凉、干燥库房内,贮存期一年。
橡胶粘合剂A
橡胶粘合剂A是直接粘合间、甲、白粘合体系剂。
它是性能优良的甲醛给予体,与德国拜耳公司粘合剂A是同类产品。
主要成分为甲氧甲基三聚氰胺,与甲醛接受体粘合剂RS、RH、RE等配合使用,适用于多种橡胶与多种骨架材料粘合之用。
一、产品性状:水白色粘稠液体或蜡状固体,易溶于水、醇、酯,带甲醛气味。
二、质量标准:外观水白色粘稠液体或蜡状固体
结合甲醛≥40%
游离甲醛≤5%
三、产品应用:在橡胶混炼时加入,通过硫化就能获得良好的效果。
一般用量2.5~3份,可根据粘合要求适当增减。
四、包装贮运:20Kg、50Kg。
塑料袋,外用编织袋。
本品不燃,不爆,不腐蚀,无毒。
按一般化工原料贮运,贮存于通风、阴凉、干燥库房内,贮存期一年。
橡胶粘合剂RS
橡胶粘合剂RS是直接粘合间、甲、白粘合体系剂。
它是性能优良的甲醛给予体,与甲醛给予体A、RA等配合使用,适用于多种橡胶与多种骨架材料粘合之用。
一、产品性状:棕红色片状,暴露在空气中颜色变深。
二、质量标准:外观棕红色片状
间苯二酚含量 58~62%
三、产品应用:与甲醛给予体配合使用。
适用于多种橡胶与多种骨架材料粘合之用。
本品在
橡胶混炼时加入,通过硫化就能获得良好的效果。
本品适用性广,适用于多种橡胶与多种骨架材料粘合之用。
一般用量3~4份,可根据粘合要求适当增减。
本品为片状,贮运计量方便、准确,分散性优良。
四、包装贮运:20Kg黑色塑料袋,外用编织袋包装。
本品不燃,不爆,不腐蚀,无毒。
按一般化工原料贮运,贮存于通风、阴凉、干燥库房内,贮存期一年。
橡胶粘合剂RE
橡胶粘合剂RE是间苯二酚乙醛预缩树脂,是直接粘合间、甲、白粘合体系粘合剂的一种。
可单独使用或与粘合剂A、RA等配合使用,适用于多种橡胶与多种骨架材料粘合之用。
一、产品性状:琥珀状固体树脂,暴露在空气中吸潮发粘,颜色变深。
二、质量标准:外观琥珀状固体树脂
软化点(环球法):60~85℃
三、产品应用:在橡胶混炼前期加入,最好有一个140℃高温炼2分钟过程,然后加入其它
配合剂。
用量一般3~4份,可根据粘合剂要求适当增减。
适用性广,适用于多种橡胶与多种骨架材料粘合之用。
本品极易吸潮发粘,影响使用与粘合效果,应注意每次使用后及时密封包装。
四、5Kg塑料薄膜,4块塑料袋包装。
外用纸箱,防潮,阴凉库房贮存,贮存期一年。
橡胶粘合剂RH
橡胶粘合剂RH是直接粘合间、甲、白粘合体系粘合剂,是间苯二酚乙醛予缩树脂,兼具有甲醛给予体和甲醛接受体双重功能,适用于多种橡胶与多种骨架材料粘合之用。
一、产品性状:浅棕红色粉末,暴露在空气中颜色变深。
二、质量标准:外观浅红棕色粉末
氮含量≥21%
三、产品应用:粉状物,计量准确,贮运方便,混炼分散性优良。
单组份使用,使用方便,
只要在混炼时加入,通过硫化就能获得良好的效果。
适用性广,适用于多种橡胶与多种骨架材料粘合之用。
根据不同粘合要求,可与甲醛接受体和甲醛给予体配合使用,效果更佳。
粘合性能优良,对丁腈胶与黄铜粘合性能尤佳。
适用本粘合剂能提高橡胶制品硬度。
四、包装贮运:20Kg黑色塑料袋,外用编织袋包装。
存于阴凉通风处。
本产品不燃,不爆,
不腐蚀,无毒。
按一般化工原料贮运,贮存期一年。
橡胶粘合剂AB-30(AS-88)
橡胶粘合剂AB-30(AS-88)是以三聚氰胺树脂为母体接枝共聚而反应生成的一种复杂化合物,适用于多种橡胶于多种骨架材料粘合之用。
本品在橡胶混炼时加入,通过硫化就能获得良好的粘合效果。
使用量根据胶料的品种及被粘物质的性质而定。
一般用量1~3份并用钴盐和白炭黑5~15份,适用于金属骨架材料与橡胶粘合。
橡胶与尼龙、聚脂、人造丝、玻璃纤维等粘合用1~1.5份。
在氟橡胶与帆布、尼龙、芳纶的粘合效果尤为突出。
一、产品应用:可单组份适用,用量少,适用方便。
有利于降低使用成本,经济效益好。
在高温硫化后不变色,不污染浅白色橡胶制品。
粘合性能好,特别是老化粘合率好。
能提高混炼胶的可塑度,改善加工工艺,降低生热,并具有防焦作用,对硫化无不良影响。
易溶于汽油,可加入汽油胶虹中使用。
二、20Kg塑料袋,外用纸箱,阴凉通风处可长期贮存。
本产品不燃,不爆,不腐蚀,
无毒。
按一般化工原料贮运。