一贯机流程图修改
工艺设备变更管理程序(含流程图)
文件制修订记录1.0目的为消除或减少由于工艺、设备变更引起的潜在事故隐患,依据《工艺、设备和人员变更管理规定》制定本程序。
该程序规范了公司生产过程中工艺、设备变更的管理流程、措施及要求。
2.0使用范围本程序适用于公司及各承包商以下变更管理:(一)生产能力的改变。
(二)物料的改变(包括成分比例的变化)。
(三)化学药剂和催化剂的改变。
(四)设备、设施负荷的改变。
(五)工艺设备设计依据的改变。
(六)设备和工具的改变或改进。
(七)工艺参数的改变(如温度、流量、压力等)。
(八)安全报警设定值的改变。
(九)仪表控制系统及逻辑的改变。
(十)软件系统的改变。
(十一)安全装置及安全联锁的改变。
(十二)非标准的(或临时性的)维修。
(十三)操作规程的改变。
(十四)试验及测试操作。
(十五)设备、原材料供货商的改变。
(十六)运输路线的改变。
(十七)装置布局的改变。
(十八)产品质量的改变。
(十九)设计和安装过程的改变。
(二十)其他。
3.0术语3.1工艺设备变更涉及工艺技术、设备设施、工艺参数等超出现有设计范围的改变(如压力等级改变、压力报警值改变等)。
3.2微小变更影响较小,不造成任何工艺、设计参数等的改变,但又不是同类替换的变更,即“在现有设计范围内的改变”。
3.3同类替换符合原设计规格的更换。
4.0职责科技信息处、机动设备处组织制定、管理和维护本规定。
各单位根据工艺、设备变更管理程序执行,对本程序提出改进建议;各相关职能部门按照“谁主管、谁负责”的原则执行本规定,并提供培训、监督与考核。
5.0管理要求5.1工艺设备变更的基本类型包括工艺设备变更、微小变更和同类替换,所有的工艺设备变更应按其内容和影响范围正确分类。
工艺设备变更和微小变更管理执行变更管理流程(见附录A)。
同类替换不执行变更管理流程(见附录B)。
5.2工艺设备变更应实施两级管理,根据变更影响范围的大小和所需调配资源的多少,确定变更级别。
变更级别的确定及控制,执行《公司工艺卡片分级管理规定》、《公司自动化联锁保护管理规定》、《公司生产操作变动监控管理规定》。
修改之物控课作业总流程图一
儲 運 員
叉 車 司 機
四 人
一 人
四 人
二 人
()
()
() ()
() () ()
()
()
編織人數:29人;實際人數27人.
標準作業流程圖
Standard Operation Procedure
接訂單
生產預排作業流程.ppt
NO
交期確認
YES 生產管制單流程.ppt
名稱
物控課作業總流程圖
日期
2004/02/16
版期
1.0
包裝課依指令單包裝 (包裝課作業流程)
檢驗
成品箱入庫 待業務通知裝櫃
裝櫃
加工課依指令單生產 (加工課作業流程)
檢驗 YES
外發加工流程.ppt
領料包裝
入庫
採購作業流程 廠商送貨
收貨作業流程.ppt
物控課作業流程簡報
報告人:李春林
目錄
• 1.1 物控課組織圖 • 1.2 <物控課流程圖>管 (1人)
外 箱 倉
小 五 金 倉
烤 漆 倉
一 人
三 人
二 人
塑帳 膠務 倉員 一一 人人
生 管 員 2人
物控(1人) 成品組長(1人)
電 鍍 倉
成 品 倉
电机修理工艺流程图
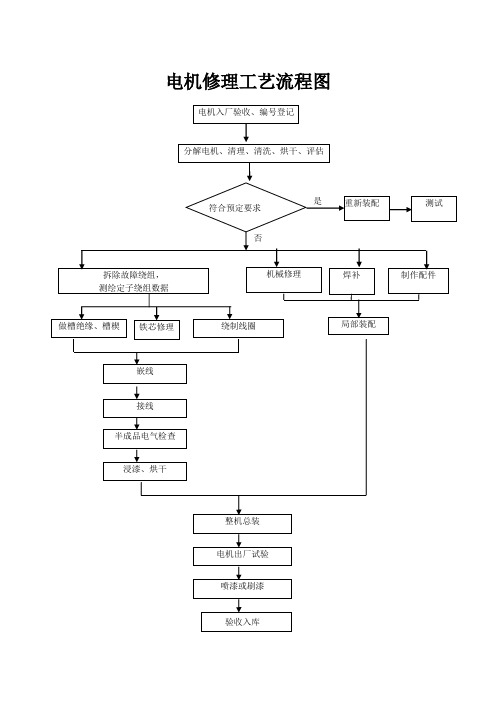
电机修理工艺流程图电动机修理技术标准1 定子与转子1.1 铁芯1.1.1 绕组、铁芯应清扫干净,通风道不堵塞。
1.1.2 铁芯的硅钢片间、铁芯与轴或壳间、铁芯与线圈支架间均不得松动,硅钢片间压力一般为(0.7~1)MPa,铁芯两端部的齿片应紧贴,其两端外涨量不得大于表108的数值。
1.1.3 检修中重新压装的定、转子铁芯,其结构应符合生产厂家的技术文件要求。
1.1.4 铁芯硅钢片的铁损和磁通密度应符合生产厂家的技术文件要求。
1.2 绕组109的规定。
1.2.2 绕组的绝缘等级应不低于原设计的等级标准。
1.2.3 绕组的外形尺寸,绕组的端部径向不得高于铁芯表面,轴向应保证绕组与机壳间允许的最小间隙。
1.2.5 绕组的接线正确、牢固、整齐,接头应采用焊接。
1.2.6 定子绕组的引出线,应使用与电压等级相适应的软导线,其断面符合生产厂家技术文件要求。
引出线应采用接线端子固定,并用线鼻连接。
不同材质导线的连接应采用过渡接头,绕组接线柱的首尾端和相序应有明显标志。
2 集电环与电刷2.1 集电环2.1.1 集电环表面粗糙度Ra≤1.6μm。
加工后,其表面距穿透螺孔边缘的距离应不小于5mm。
2.1.2 集电环装配牢固,径向摆动量应不起过0.1mm。
2.1.3 集电环及刷架用500V兆欧表测得的绝缘电阻值应不低于5MΩ。
2.2 电刷2.2.1 刷架(握)的支撑机构必须牢固,短路装置动作灵活,接触均匀,接触面积不得小于总面积的80%。
短路环接触子应用富有弹性的材料制作。
2.2.2 电刷的型号必须符合规定,电刷的导电辫两端连接紧固,中间不得有断裂。
2.2.3 刷握下端面距集电环表面应有(2~4)mm间隙,内侧面的表面粗糙度Ra≤6.3μm,电刷与刷握间隙为(0.1~0.2)mm。
3 轴承3.1 滚动轴承3.1.1 滚动轴承内径与轴的配合公差值和运行中的径向磨损不得超过表111的规定。
3.1.2 轴承外圈与轴承座的配合,可参照表112执行。
设备校准流程图
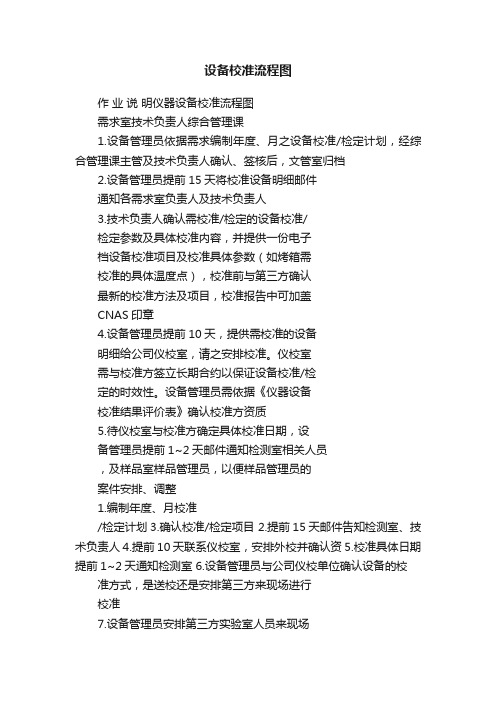
设备校准流程图作业说明仪器设备校准流程图需求室技术负责人综合管理课1.设备管理员依据需求编制年度、月之设备校准/检定计划,经综合管理课主管及技术负责人确认、签核后,文管室归档2.设备管理员提前15天将校准设备明细邮件通知各需求室负责人及技术负责人3.技术负责人确认需校准/检定的设备校准/检定参数及具体校准内容,并提供一份电子档设备校准项目及校准具体参数(如烤箱需校准的具体温度点),校准前与第三方确认最新的校准方法及项目,校准报告中可加盖CNAS印章4.设备管理员提前10天,提供需校准的设备明细给公司仪校室,请之安排校准。
仪校室需与校准方签立长期合约以保证设备校准/检定的时效性。
设备管理员需依据《仪器设备校准结果评价表》确认校准方资质5.待仪校室与校准方确定具体校准日期,设备管理员提前1~2天邮件通知检测室相关人员,及样品室样品管理员,以便样品管理员的案件安排、调整1.编制年度、月校准/检定计划3.确认校准/检定项目 2.提前15天邮件告知检测室、技术负责人4.提前10天联系仪校室,安排外校并确认资5.校准具体日期提前1~2天通知检测室 6.设备管理员与公司仪校单位确认设备的校准方式,是送校还是安排第三方来现场进行校准7.设备管理员安排第三方实验室人员来现场校准,供应商来现场校准8.各需求室负责人接收到设备需校准通知,及时对案件进行调整,提前腾出设备待校准9.校准方来现场校准,设备管理员将人员交接给各需求室负责人,由各室负责人安排并将人员带入检测室,执行校准工作10.外来人员进入检测室,质量监督员需进入检测室对外来人员进行监督,确认11.技术负责人、技术人员需在现场确认设备的校准/检定结果是否能满足检测室需求12.设备需送第三方实验室进行校准13.依据仪校室提供校准方取件日期,在放行系统中资产申请,再做取件当天的放行申请(海关监管设备放行申请需提前3天申请)14.设备送出,检测室设备标示(设备送校中,蓝底黑字标示牌),送校设备苏州计量所校准周期7天,上海计量院校准周期15~30天15.设备校准完成后取回,安检处条码扫描设备状况放入公司;检测室标示撤回,技术负责人确认设备返回后状态16.设备校准合格后,设备管理员在2天內更8.案件调整,设备待校准12.设备送第三方实验室校准/检定7.第三方来现场校准/检定设备9.人员带入,执行校准/检定工作13.资产申请,放行单开立14.设备取出送校,检测室标示15.设备送校取回,系统放行核销6.确认校换设备三色标签,并负责向公司仪校室索要校准报告,苏州计量所报告提供周期10天,上海计量院15天17.设备校准报告设备管理提供给技术负责人确认报告的有效性,2天内完成18.确认后的校准报告,设备管理员将报告及时更新在档案室每台设备的《仪器设备档案卡》中10.外来人员现场监督11.现场校准/检定确认16.标签更换17.2天内完成校准/检定报告有效性确认18.报告归档。
汽车行业质量管理体系文件 更改控制程序附乌龟图及流程图
品安全方面的变更)记录; 2. 变更通知单、检验记录、实验记
录; 3. PPAP 批准文件、相关文件的变更
以及适当培训的记录; 4. 配套合同价格的变更; 5. FMEA/CP/WI; 6. 制造可行性评估报告; 7. 过程能力研究报告(包括不稳定
的反应计划) 风险: 1. 对变更的潜在影响评估不足; 2. 验证不充分。 对策: 1. 对更改内容及潜在影响进行全面
术部在 2 小时内传递顾客更改信息;
相关部门
6.1.1.2 组织内部提出的更改要求:
a) 持续改善时,提出更改要求;
b)纠正预防时,提出更改要求;
c) 发现设计差错时,提出更改要求;
d) 设计调整时,提出更改要求。
6.1.1.3 供方提出的更改要求:
当供方提出更改要求,影响到我公司产品时,要求
我公司产品进行更改, 供方应以书面形式向我公
持有者 发放编号 发放日期
技术部 XX-C2-03 2020.07.01
更改控制程序
编号: 版号:
XX-C2-03 A/0
编制
审核
批准
章节号
文件修改页
版本号
修改内容摘要
A
换版 IATF16949:2016
修改日期
登录日期 登录人
2020.07.01
目录
1、目的…………………………………………………………………………………1 2、适用范围……………………………………………………………………………1 3、术语…………………………………………………………………………………1 4、职责与权限…………………………………………………………………………1 5. 过程分析 …………………………………………………………………………1 6、工作流程及内容……………………………………………………………………2 7、过程绩效指标/目标 ………………………………………………………………3 8、相关支持性文件……………………………………………………………………3 9、质量记录……………………………………………………………………………3 10、附件 ………………………………………………………………………………3
AutoCAD绘制工艺管道及仪表流程图的方法和技巧

尺寸标注与颜色选择
1、尺寸标注
1、尺寸标注
使用AutoCAD的“DIMLINE”命令可以添加尺寸标注,通过指定标注文字的位 置和内容,以及标注线的位置和长度,来实现对管道和仪表的尺寸标注。
2、颜色选择
2、颜色选择
使用AutoCAD的“COLOR”命令可以设置图形的颜色,可以根据设计要求和规 范,选择相应的颜色来区分管道、仪表和连接件等不同元素。
3、及时进行保存
3、及时进行保存
在绘制过程中,及时保存设计文件,避免因软件崩溃或意外断电导致数据丢 失。
处理复杂图形和流程图的技巧
1、使用分层设计
1、使用分层设计
将不同的元素放在不同的图层上,方便对个别元素进行修改和调整,同时也 有利于空间的合理利用。
2、利用块功能
2、利用块功能
将常用的图形元素创建成块,可以在需要时直接调用,提高绘图效率。
3、可维护性:在设计时考虑到设备的可维护性,方便后期设备的检查和维护。 4、节能环保:在保证安全的前提下,合理设计工艺流程和设备选型,以降低 能源消耗和减少环境污染。
设计实例
5、经济性:在满足使用要求的前提下,合理控制成本,选用性价比高的设备 和材料。
结论
结论
加油站工艺管道及仪表流程图设计是加油站建设和运营过程中的重要环节。 本次演示介绍了加油站工艺管道及仪表流程图的设计原则、步骤及注意事项,结 合实际案例进行分析和说明。通过科学合理的设计,可以提高加油站的安全性、 稳定性和经济性。在实际操作中,还需要根据具体情况进行调整和完善,以适应 不同加油站的需求。
2、编组与块属性管理器
2、编组与块属性管理器
将相关联的图形元素编组成组,通过“GROUP”命令可以实现快速选择与修改。 同时,利用“BLOCK ATTRIBUTES”命令可以创建块属性管理器,对块元素进行批 量修改。
机器设备管理流程图
机器设备管理流程图为了加强设备全过程管理,提高企业装备水平,保证安全生产和设备正常、经济运行,特制订本标准。
本标准对原设备管理通则的主要修改内容如下:——理顺了设备管理从规划选型、维护管理、检修到更新全过程的管理流程,新增了管理流程图。
——强调了设备管理的主要指标纳入方针目标和经济责任制考核。
各级责任和要求。
设备管理通则1 范围本标准规定了设备规划、选型、使用、检修、改造、更新一生管理的基本任务和管理原则。
2 规范性引用文件国务院《全民所有制工业交通企业设备管理条例》3 术语和定义3.1 设备是固定资产的主要组成部分,是工业企业中可供长期使用并在使用中基本保持原有实物形态的物资资料的总称。
3.2 设备管理是以企业经营目标为依据,通过一系列的技术、经济、组织措施,对设备的规划、设计、制造、选型、购置、安装、使用、维护、修理、改造及更新、调拨,直至报废全过程的管理活动。
4 职责4.1 装备环保部负责公司从选型到报废的全过程管理。
4.2 计划财务部、安全生产管理部、培训中心等部门协助装备环保部做好设备的计划、资金、考核、安全、培训等管理。
4.3 各分厂(部门)负责本部门设备的组织、协调及日常管理。
5 管理业务流程(见下页图)6 管理内容与方法6.1 设备管理准则6.1.1设备管理的基本任务是通过对设备实行技术和经济的综合管理,以达到设备寿命周期费用最低,设备的综合效能最高,企业经济效益最好的目的。
6.1.2 设备管理应当依靠技术进步、促进生产发展和预防为主,坚持设计、制造与使用结合,维护与计划检修相结合,修理、改造与更新相结合,专业管理与群众管理相结合,技术管理与经济管理相结合的原则。
6.1.3 对工艺发生明显变化或有特殊要求,以及质量不稳定时应通过对设备的检修和改造或采取其他有效措施,以保持对生产工艺的适用性。
6.1.4 设备管理实行主管副总经理统一领导,建立公司、分厂(部门)分级管设备管理流程图是理体系,公司和基层应配备适应设备管理要求的各级干部、工程技术人员和点检人员。
机械管理流程图及说明_secret

机械管理流程图机械合同评审 各部室配合合同签订及安全管理协议 经理签机械进场 施工部门提出 机械进场验收技术、安全、机电机械验收合格方可使用机械日机械旬检存在问题,口头通知即时整改,并做好记存在隐患,下发隐患通知书,限期整生产会提出存在的问题,以后不能再犯 各部室联检现场检查会议,形成会议纪复查未整改进行罚款做好记录机械运转机械维修机械保养大型机械运转记录 机械维修记录 机械保养记录 安全办公室机电技术机械人员教育考核,考核合格上岗机械设备的退场由施工部门提出,机械管理人员书面通知出租费用结算按月形成结算单,报经营,财务挂账 根据施工组织设计提出的机械种类及数量机械管理流程说明1、机械合同及机械安全管理协议根据施工组织设计提出的机械种类及数量,形成机械租赁合同(分包自带机械除外,分包自带机械只签订机械安全管理协议)及机械安全管理协议和车辆租赁合同及机械安全管理协议,各部室进行合同评审会签。
会签完成由机械负责人要求各分包签订合同,然后交经营部由经理签订合同。
2、机械进场及机械人员进场根据现场施工需要,由施工部门提前1-2天提出机械进场,由机械负责人要求分包机械进场。
机械进场后,由机械负责人组织机电、技术、安质等部门对机械联合验收,验收合格后方可使用;并由机械负责人组织安全部门、办公室、机电、技术等部门对机械操作人员进行安全教育并考核,考核合格方可上岗(特种作业人员提供上岗证复印件)。
3、机械管理:3.1机械日检:检查次数不低于4次,对于检查中存在的问题,口头通知分包单位,即时整改,如不整改由机械负责人要求分包停工整改,并做好记录;下午的生产会提出当日机械存在的问题,杜绝以后再犯。
3.2机械旬检:每月1日、10日、20日为机械旬检日(各部室联合检查),检查有记录,存在的隐患以隐患通知书形式下发对应分包限期整改,并在下午的生产例会中提出,形成会议纪要。
限期整改要进行复查,对隐患通知单中提出的未整改项进行处罚。
设备运行管理规程流程图

工程部各系统设备运行管理流程單位名稱 設施設備維流程 名稱 設備運行管理 任務概要 設備管理與日常 護部 管理 任務程序、重點及標單位 節點物業工程部 設備運行管理人員 设备承包商 準A B C 1 開始23 運行管理人員負責開 機全程運行狀況檢查 密切注意設備的各個工況設備全程運行檢查 設備各部件情況 如果出現故障,確定故障的嚴重程度,如嚴重,通知承包商維保,工程部配合4 發現故障 重大故障 如果設備運行正常,則工程部人員定期檢查,維保 否 是 维修 维修5 6 定期檢查、維護改動設備書面徵詢意見 實施 如果設備管理人員對設備任何改動,應當書面征詢承包商,得到對方審批后,方可進行實施;工程部嚴格檢查檔設備非常態運行時,應與承商取得聯繫, 審批 7 89 可行性確定 專業意見 設備運行超負荷、超時等設備承包商確定其可行性,并提供專業意見,在專業指導下實施實施 定期檢查 檢查記錄 10 設備管理人員對整個系統檢查配合 11 12設備檢查完成后填寫 相關《系統檢查記錄》1 空调设备运行管理规程1)目的:确保制冷空调设备设施保持良好性能,保证空调温、湿度处于舒适范围。
2)适用范围:制冷空调设备、设施的运行管理。
3)职责:(3.1)制冷空调设备运行员负责制冷机的操作、监视和记录。
负责空调设备的操作、监视和记录。
(3.2)空调设备维修员负责设备检修,日常清洁维护。
(3.3)主管负责空调设备、设施的综合管理,对上述工作的操作、检修给予指导及检修、监督、检查。
4)制冷空调运行员工作程序:(4.1)运行人员熟知设备操作规程,按运行时间起停设备。
(4.2)按照《空调机操作规程》进行设备区域巡查,记录在设备巡视表中。
(4.3)及时调整设备,保持商场温度在适宜范围。
(4.4)巡视检查制冷机运行状态,随时检查水泵电流、冷冻水循环状况。
(4.5)做好工作交接班,接班人员提前10分钟到岗与交班人员进行现场交接工作,内容包括:(4.6)制冷机组运行情况,各冷冻水泵及辅助设备运行状况有无故障处理过程、结果。
机电管理业务流程图
机电管理业务流程图第一篇:机电管理业务流程图目录一、矿井机电维护安全工作流程图二、检修前准备过程图三、技术诊断过程图四、矿井大修竣工验收程序图五、设备安装验收和移交程序图六、设备资产台帐管理程序图七、设备报废程序图八、“三违”原因简要分析九、操作失误原因简要分析十、设备管理应知应会的知识构架十一、安全目标体系第二篇:业务流程图业务流程图步骤具体操作事项负责部门1、搞清楚客户借款行、融资主体、额度、期限、保障措施、资金用途、还款来源、资金监管措施、再融资渠道、处置预案、可接受的融资成本、时间要求。
1、基本资料:营业执照、组织机构代码证、税务登记证、章程(最近1个月内提档章程)、征信报告法定代表人、实际控制人、股东身份证复印(有法人股东的,收集一套法人股东的前述资料、最近一个月的征信报告)2、核查用途及额度:(1)短期A:实现目标需要筹集的资金,其他资金的来源。
B:用款项目的具体情况。
(2)承兑汇票A:核查清楚出票办理人的承兑汇票为哪一笔贷款做的回报及票据期限、金额、保证金比例;是否已签署承兑协议、保证金协议及担保合同(收取相关合同的复印件)。
B:核实清楚出票人的出票行、汇票收款人与出票人的关系、从借款到汇票贴现所走流程及账户;出票账户和收款人账户的账户类型、名称、账号、预留印鉴章、购买转账票据情况、是否开通网银。
(所有资料加盖借款人鲜章)(3)转贷业务 A:核实原借款合同及相应的担保合同、抵押合同、抵押物的产权证(拍照原件留复印件),了解抵押物的价值情况,是否能做顺位抵押。
3、核实还款来源:(1)A:计划还款的时间。
B:能提供哪些可靠的还款来源。
C:能提供哪些担保措施。
(备注:所有资料加盖借款人鲜章)(2)A:留复印件),确认大概的放款时间,了解新贷款的品种(是流贷还是汇票,分别的金额),流贷的支付方式(是否受托支付),汇票收款人与借款人的关系。
B:客户能提供的其他担保措施。
1、准备初步的风控方案:2、A、分析企业经营状况,确定经营性收入和现金流能否覆盖借款本息;B、确定抵押物、质押物能否抵押登记、价值是否足值;C、确定资金及用途监管方案;D、确定实际用款人是否有其他产业及经营状况;F、确定企业的再融资能力;3、再融资方案:根据企业的经营状况、反担保条件,确定在企业不能按时还款的情况下,是否可以通过银行或者其他小贷公司进行再借款后退出;4、并购处置方案:根据企业的经营状况、反担保条件,确定在企业不能按时还款的情况下,是否可以通过处置资产、股权并购后,寻找合作伙伴合作经营或转售。
设备部管理流程图
Cr3 Cr4
锻钢
260
240
770
750精轧支撑
辊
Cr3 Cr2
锻钢
650
610
700
750平整机
Cr4 Cr5
锻钢
400
380
750
轧辊类型
轧辊材质
1450轧机工作
Cr3 Cr4 Cr5
辊
锻钢
1450轧机中间
Cr3 Cr4
辊
1450轧机支承
锻钢
Cr3 Cr2
辊
750复合轧工
锻钢
Cr4 Cr5
作辊
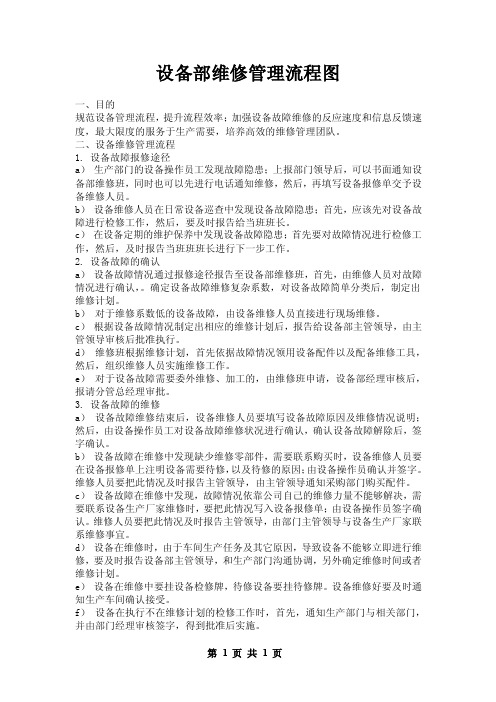
并由部门经理审核签字,得到批准后实施。
第 1 页 共 1 页
4. 设备维修记录
a) 设备故障维修情况的记录,首先,由设备操作员工对设备运行记录单填写设
备异常情况描述;设备在维修工作进行结束后,再由设备维修人员填写维护维修
情况记录,并在执行人栏签名。
b) 维修工作结束后,设备维修人员要在设备运行保管记录本记录设备维修情况
备维修人员。
b) 设备维修人员在日常设备巡查中发现设备故障隐患;首先,应该先对设备故
障进行检修工作,然后,要及时报告给当班班长。
c) 在设备定期的维护保养中发现设备故障隐患;首先要对故障情况进行检修工
作,然后,及时报告当班班班长进行下一步工作。
2. 设备故障的确认
a) 设备故障情况通过报修途径报告至设备部维修班,首先,由维修人员对故障
5.1.3 轧辊验收合格后,轧辊管理员将轧辊入库存放�.填写《轧辊卡片》
,建立轧辊台帐,
台帐内容包括轧辊编号、生产厂家、到货时间、轧辊材质等内容,验收不合格的要隔离存放,
作好标识,通知设备部进行处理。
图纸工艺更改管理办法
For personal use only in study and research; not for commercial use【密级:内部公开】编号:xx/xx-15-2015 图纸/工艺更改管理办法版本:B/0受控状态:_______________持有部门:_______________发布日期: 2015年02月28日实施日期:2015年03月01日xxxxxxxxxx有限公司1目的为了确保设计图纸与工艺的一致、协调、正确,确保产品质量满足要求,实现规范化生产,根据公司实际情况,特制订本管理规定。
2范围适用于公司所有设计图纸、工艺的更改控制和管理3术语无4职责4.1技术员负责产品图纸的更改与修订;4.2工艺员负责产品工艺的更改与修订、跟踪更改工艺的实施;4.3技术经理负责审核图纸、工艺的更改或修订;4.4总工程师负责批准;4.5质量部负责监控更改图纸的执行;4.6生产部负责按照图纸、工艺更改实施,对更改前的产品采取措施,防止混淆;4.7 仓库对已入库更改前的产品和更改后的产品进行标识,防止错发。
5 程序5.1更改原则,应按经审批的《图纸、工艺更改通知单》进行更改。
1)由技术人员按照《图纸、工艺更改通知单》更改的内容逐项填写,不涉及的项,不用填写。
2)更改通知单应按规定程序进行评审和审批,其程序应与被更改文件的评审和审批程序相同。
3)按更改通知单更改相关的工艺文件,并按相关规定填写其更改区。
4)试制阶段的工艺文件,有明显错误而妨碍正常生产时,由执行部门提出《更改申请单》,并作好记录,应及时提交技术部做好更改手续。
5.1.3 图纸/工艺文件的更改,不应降低产品质量,不应违背有关标准和规定。
更改后的文件应正确、完整、统一、清晰。
5.1.4 更改通知单下达后,需更改的文件应在实施前更改完毕。
5.1.5 更改通知单应编号,其原件或复制件应存档备查。
5.2更改方法本标准规定的更改方式主要包括划改、增页、减页、换页、换版五种更改方式。
70.机管系统操作流程图
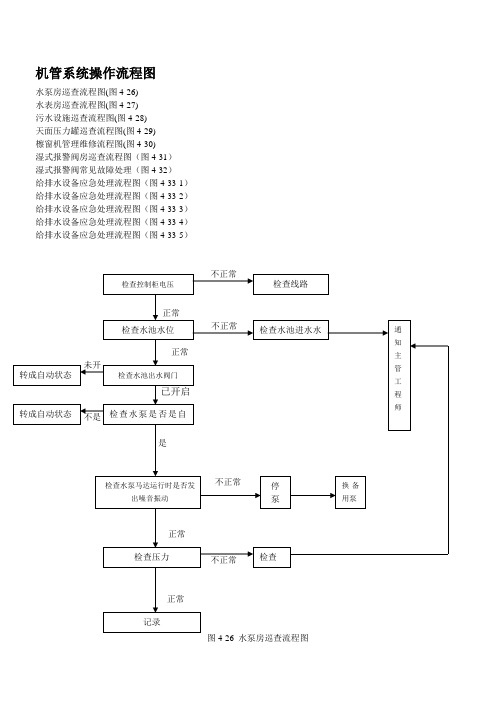
机管系统操作流程图
水泵房巡查流程图(图4-26)
水表房巡查流程图(图4-27)
污水设施巡查流程图(图4-28)
天面压力罐巡查流程图(图4-29)
檫窗机管理维修流程图(图4-30)
湿式报警阀房巡查流程图(图4-31)
湿式报警阀常见故障处理(图4-32)
给排水设备应急处理流程图(图4-33-1)给排水设备应急处理流程图(图4-33-2)给排水设备应急处理流程图(图4-33-3)给排水设备应急处理流程图(图4-33-4)给排水设备应急处理流程图(图4-33-5)
图4-27水表房巡查流程图
图4-29天面压力罐巡查流程图
图4-31湿式报警阀巡查流程图
生活水泵故障处理
图4-33-2给水排水设备应急处理图
气压罐故障处理
图4-33-3给排水设备应急处理流程图
下水池管道故障处理
图4-33-4给排水设备应急处理流程图
排水系统故障处理
图4—33—5 给排水设备应急处理流程图。