电焊机接线图
电焊作业安全培训

1、每台焊机应设置独立的电源开关或控制柜,并采取可靠的保护措施。 2、一次侧、二次侧接线端子应设有安全罩或防护板屏护;线路接头应牢 固,无烧损。电气线路绝缘完好,无破损、无老化。
防护罩 封闭完好
电源线 防护完好
Safe-happy祝您:安全工作,快乐生活!
CONTENTS
电焊作业安全培训
01 电焊机一次侧触电分析 02 电焊机外壳触电分析 03 电焊机二次侧触电分析 04 电焊火灾分析 05 电焊职业危害分析
电焊机火灾案例分析
洛阳东都商厦特大火灾
2000年12月25日晚,圣诞之夜。洛阳 市东都商厦五光十色,灯火通明。商厦的 一层和地下一层的丹尼斯百货商场,计划 26日营业,正紧张忙碌地装修,商厦4层 开设的一个歌舞厅正举办圣诞狂欢舞会, 然而就在大家沉浸于圣诞节的欢乐之时, 楼下几簇小小的电焊火花将正在装修的地 下室烧起,火势和浓烟顺着楼梯直逼顶层 歌舞厅,酿成了本世纪末的特大灾难,夺 走了309人的生命。
二次侧电压U
(60V-90V) 二次侧电流I
45mA-90mA
人体电阻R (1KΩ-2KΩ) ☀出汗\淋雨后R降低
二次侧安全规范解析A
二次侧电焊安全—ABCD四要点
A 焊把线完好, 长度<30米
B 电焊钳绝缘可 靠
D 绝缘鞋 C 绝缘手套
漏电保护器能保护二次侧触电吗?
漏电保护器不是万能的!
如右图所示:一次侧线圈和导线本身构成闭 合回路,与二次侧线圈没有电路相通关系。不过,
事故直接原因: 在剥离带电绝缘胶带布线头
时,不慎接触电焊机一次侧电 源线,触电身亡。
电焊机一次侧触电案例分析B
电力变压器的及电焊机常见故障
变压器的维护及电焊机的常见故障.变压器内产生气体的原因1) 滤油、加油或冷却系统不严密导致空气进入变压器,聚集在气体继电器内。
2) 变压器油位下降,并低于瓦斯继电器,使空气进入气体继电器。
3) 变压器内部轻微故障,产生小量气体。
4) 对于新投运或经过检修处理的变压器出现这些情况是正常的,但对正常运行中的变压器若出现上述异常现象则应立即进行分析处理。
2.轻瓦斯保护动作的处理1) 如果是由于变压器油位过低引起的,应设法消除并恢复正常油位。
2) 若无气体,则考虑二次回路故障引起的,这时将瓦斯保护投信号位臵,检查正常后再将瓦斯保护投入跳闸。
3) 经检查轻瓦斯保护动作是由于气体继电器内聚集气体所产生的,则应记录气体数量和报警时间,收集气体做鉴定,然后根据鉴定结果作出相应的处理。
3.瓦斯气体的判断处理1) 气体无色无味,不可燃,则认为是空气。
2) 气体可燃且色谱分析不正常,说明变压器内部有故障,则应停运变压器。
3) 气体为淡灰色,有强烈臭味且可燃时,可能为变压器内部绝缘材料故障,应停运变压器。
4) 气体为灰黑色或黑色或燃,可能是变压器油分解引起或变压器铁芯烧坏,应停运变压器。
5) 气体为微黄色,有燃烧困难,可能是变压器内本质材料故障,也应停运变压器。
6) 变压器的瓦斯取气方法。
使用专用的瓦斯集气瓶;集(取)气瓶内大约有3分之2的水,保证取气瓶倒放时,长管不能被水淹没;使用前两个管子用小夹子夹住;集气瓶长管接瓦斯继电器放气阀,集气瓶短管打开小夹子排水;收集完毕将两小夹子夹好,在安全地点做点燃试验。
(二)重瓦斯保护动作的处理当变压器内部发生短路故障时,故障点的电弧引起高温,造成绝缘物和变压器油分解,产生大量气体,造成油的快速流动,使重瓦斯继电器动作。
重瓦斯保护动作时,应同时检查差动,速断保护是否同时动作,防爆门是否已经动作。
并对变压器进行外部检查,检查变压器的油位,油温,防爆门,呼吸器,套管等,同时检查变压器内部有无爆裂声和喷油现象,具体处理如下:1. 立即检查变压器有无喷油、着火损坏等异常情况。
单相三线-三相四线-三相五线接线图
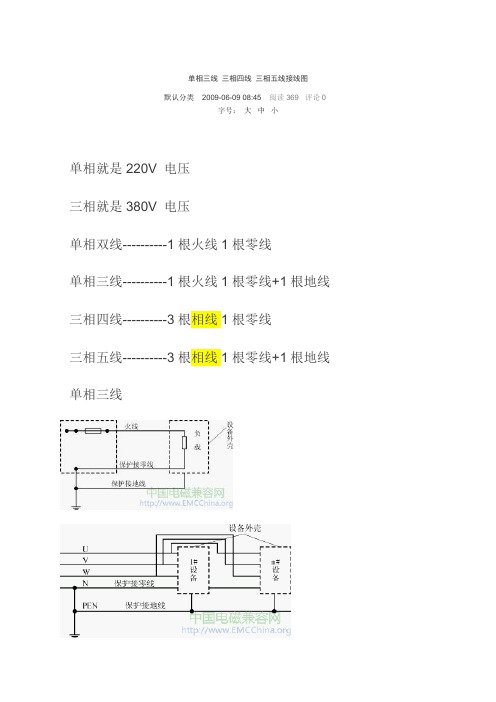
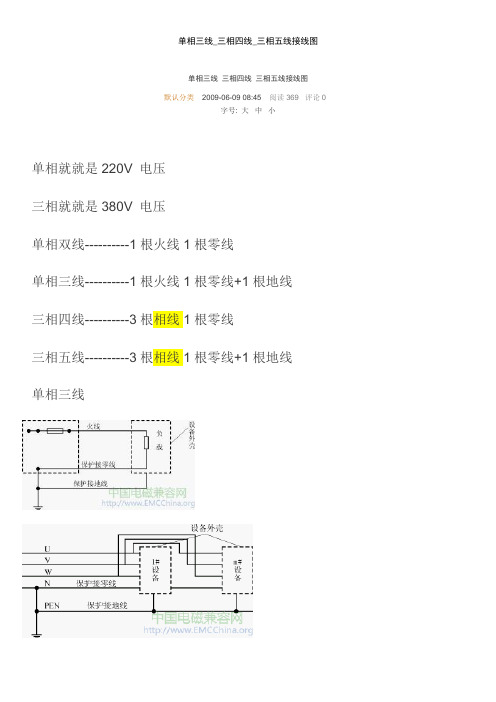
单相三线三相四线三相五线接线图默认分类 2009-06-09 08:45 阅读369 评论0字号:大中小单相就是220V 电压三相就是380V 电压单相双线----------1根火线1根零线单相三线----------1根火线1根零线+1根地线三相四线----------3根相线1根零线三相五线----------3根相线1根零线+1根地线单相三线三相就是工厂电路也可称工程电路,它根据场合需要有3线,4线和5线几种方式:三线----------3根火线(没有零线N和接地线PE)四线----------3根火线+1根零线N (TN-C系统)五线----------3根火线+1根零线N+1根接地线PE (TN-S系统)TN 方式供电系统这种供电系统是将电气设备的金属外壳与工作零线相接的保护系统,称作接零保护系统,用TN 表示。
它的特点如下。
1 )一旦设备出现外壳带电,接零保护系统能将漏电电流上升为短路电流,这个电流很大,是TT 系统的5.3 倍,实际上就是单相对地短路故障,熔断器的熔丝会熔断,低压断路器的脱扣器会立即动作而跳闸,使故障设备断电,比较安全。
2 )TN 系统节省材料、工时,在我国和其他许多国家广泛得到应用,可见比TT 系统优点多。
TN 方式供电系统中,根据其保护零线是否与工作零线分开而划分为TN-C 和TN-S 等两种。
( 3 )TN-C 方式供电系统它是用工作零线兼作接零保护线,可以称作保护中性线,可用NPE 表示( 4 )TN-S 方式供电系统它是把工作零线N 和专用保护线PE 严格分开的供电系统,称作TN-S 供电系统,TN-S 供电系统的特点如下。
1 )系统正常运行时,专用保护线上不有电流,只是工作零线上有不平衡电流。
PE 线对地没有电压,所以电气设备金属外壳接零保护是接在专用的保护线PE 上,安全可靠。
2 )工作零线只用作单相照明负载回路。
3 )专用保护线PE 不许断线,也不许进入漏电开关。
BX 系列焊机常见故障及其排除
BX 系列焊机常见故障及其排除电焊机被广泛使用于建筑、维修、制造业等行业中,尤其以BX 型使用最为广泛。
因此了解BX 型焊机的常见故障及其排除方法是非常重要的。
1.工作原理首先以BX -330型电焊机为例介绍它的工作原理。
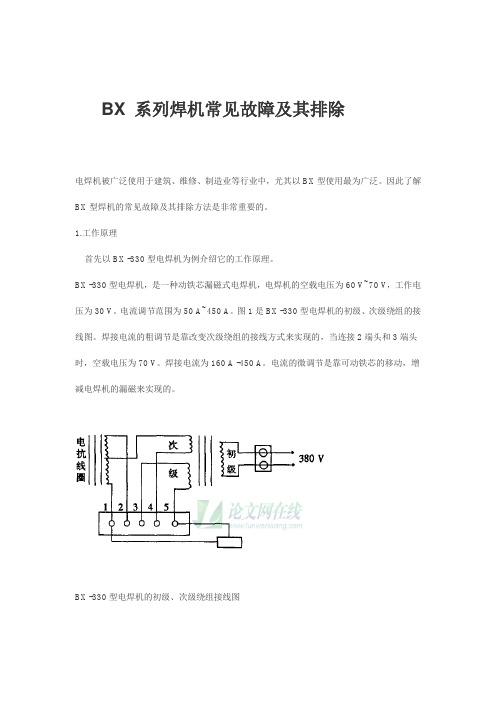
BX -330型电焊机,是一种动铁芯漏磁式电焊机,电焊机的空载电压为60 V~70 V,工作电压为30 V。
电流调节范围为50 A~450 A。
图1是BX -330型电焊机的初级、次级绕组的接线图。
焊接电流的粗调节是靠改变次级绕组的接线方式来实现的,当连接2端头和3端头时,空载电压为70 V。
焊接电流为160 A -450 A。
电流的微调节是靠可动铁芯的移动,增减电焊机的漏磁来实现的。
BX -330型电焊机的初级、次级绕组接线图2.常见故障及其排除方法2.1BX 型焊机常见故障以及排除方法见下表:2.2.维护方法(1) BX 电焊机使用一种接法时,开关“K”和次级线圈的接线方法必须同步,否则,不能达到电焊机使用的技术要求。
(2)操作人员必须熟悉该电焊机的性能,按照电焊机的操作规程和。
技术要求操作(3)按照电焊机的额定焊接电流和额定负载持续率使用,不要使设备过载而遭破坏。
(4)在电焊机工作时,严禁变换开关的状态,必须按照设备的要求,在空载或切断电源的情况下,改变极性和调整焊接电流的接法,否则,将会造成人为故障。
(5)班前、班中、班后细心观察焊机的温度变化情况(一般不允许超过80摄氏度),是否有异常声响,经常检查手把线接线是否松动发热,有异常立即停机纠正。
(6)防止焊机受潮,保持焊机内部清洁,定期用干燥的压缩空气吹净内部的灰尘。
(7)焊钳不能与焊机接触,防止发生短路。
3.典型常见故障及维修(以BX-3系列为例)(1)引线或接线柱因螺丝松动、接触不良造成发热而烧坏部分绕组;(2)接法转换开关损坏或烧坏;(3)绕组因受潮、老化或机械损伤绝缘不良,形成绕组接地或匝间短路而造成绕组烧坏. 对于第1种情况,如烧坏的只是绕组的端部可用黄腊绸带包扎,清除螺栓和绕组端头的氧化物,重新紧固好即可。
RD350焊机维修手册
RD350焊机维修手册杭州凯尔达电焊机有限公司版本1.01. 反馈信号接线图1.1 焊枪导电嘴和工件之间的电压(焊机输出端电压)1.2 焊接电源内部的焊接电压焊接电源内部的焊接电压检测二极管输出端(+)焊枪焊机输出端(-)焊枪导电嘴和工件之间的电压检测1.3 主回路焊接电流1.4辅助回路电流分流器+-辅助回路电流检测分流器+-主回路焊接电流检测2. 电路板上的开关和连接器布局2.1 Pr(MB)-K030电路板上的开关和连接器布局2.1.1 Pr(MB)-K030电路板上的双列直插开关2.1.2 Pr(MB)-K030电路板上的LED 指示灯LED601LED600 LED800LED100 SW100SW600SW700SW200SW1012.2Pr(CR)-K030电路板上的开关和连接器布局SW301Pr(CR)-K030电路板上的双列直插开关2.3 Pr(IF)-K008电路板上的连接器和继电器布局Pr(MB)-030SW1③CON6(M)SW1②Pr(MB)-030Pr(MB)-030Pr(MB)-030Pr(MB)-030Pr(MB)-0302.3.1 Pr(IF)-K008电路板上的继电器2.3.2 Pr(IF)-K008 电路板上的LED指示灯(机器人接口使用)2.4 Pr(SD)-K006电路板上的连接器布局Pr(SD)-K006电路板上的继电器3.故障诊断3.1前面板数字仪表不显示3.2前面板上的所有数字仪表仍显示,但是显示内容不会改变3.3冷却风机不转RD350开机时所有的三个风机都旋转,上面的风机一直旋转,下面两个风机在焊接完成5分钟后会停止旋转3.4保护气体不送出3.5焊丝无法送给3.6 检测粘丝在模拟通讯模式下,焊接期间粘丝检测电压由YEW01 电路板输出熄弧指令执行后,0.2秒内YEW01 电路板输出粘丝检测电压粘丝故障诊断 的YWE Pr(IF) - K 008 粘丝检测电压信号工件-焊枪4.焊机报警信息处理4.1输入过电压错误(Err001)和输入欠电压错误(Err002)4.2温度异常错误(Err102,Err103,Err105)4.3输入过电流错误(Err107)-一次侧电流检测Pr(IF) - 008B CT1CT24.4输出瞬间持续过电流(Err108)4.5电压检测错误(Err110)4.6辅助电路过电流(Err111)4.7面板开关和机种模式设置错误(Err320)4.8焊接电源和机器人控制单元之间的通信异常(Err401)4.9焊丝送给量异常(Err501)当Error501发生时,检查电机是否转动。
单相三线_三相四线_三相五线接线图
单相三线三相四线三相五线接线图默认分类 2009-06-09 08:45 阅读369 评论0字号: 大中小单相就就是220V 电压三相就就是380V 电压单相双线----------1根火线1根零线单相三线----------1根火线1根零线+1根地线三相四线----------3根相线1根零线三相五线----------3根相线1根零线+1根地线单相三线三相就就是工厂电路也可称工程电路,它根据场合需要有3线,4线与5线几种方式:三线----------3根火线(没有零线N与接地线PE)四线----------3根火线+1根零线N (TN-C系统)五线----------3根火线+1根零线N+1根接地线PE (TN-S系统)TN 方式供电系统这种供电系统就是将电气设备的金属外壳与工作零线相接的保护系统,称作接零保护系统,用TN 表示。
它的特点如下。
1 )一旦设备出现外壳带电,接零保护系统能将漏电电流上升为短路电流,这个电流很大,就是TT 系统的5、3 倍,实际上就就是单相对地短路故障,熔断器的熔丝会熔断,低压断路器的脱扣器会立即动作而跳闸,使故障设备断电,比较安全。
2 ) TN 系统节省材料、工时,在我国与其她许多国家广泛得到应用,可见比TT 系统优点多。
TN 方式供电系统中,根据其保护零线就是否与工作零线分开而划分为TN-C 与TN-S 等两种。
( 3 ) TN-C 方式供电系统它就是用工作零线兼作接零保护线,可以称作保护中性线,可用NPE 表示( 4 ) TN-S 方式供电系统它就是把工作零线N 与专用保护线PE 严格分开的供电系统,称作TN-S 供电系统, TN-S 供电系统的特点如下。
1 )系统正常运行时,专用保护线上不有电流,只就是工作零线上有不平衡电流。
PE 线对地没有电压,所以电气设备金属外壳接零保护就是接在专用的保护线PE 上,安全可靠。
2 )工作零线只用作单相照明负载回路。
3 )专用保护线PE 不许断线,也不许进入漏电开关。
电焊机常见故障维修

电焊机常见故障维修LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】电焊机常见故障维修本文首先以BX -330型电焊机为例介绍了电焊机的工作原理,然后以表格的形式列出了BX 型电焊机的常见故障及其排除方法,给出了电焊机的日常维护方法。
最后以BX-3系列为例介绍了典型故障的维修方法。
关键字:BX 型电焊机故障维护电焊机被广泛使用于建筑、维修、制造业等行业中,尤其以BX 型使用最为广泛。
因此了解BX 型焊机的常见故障及其排除方法是非常重要的。
1.工作原理首先以BX -330型电焊机为例介绍它的工作原理。
BX -330 型电焊机,是一种动铁芯漏磁式电焊机,电焊机的空载电压为60 V~70 V,工作电压为30 V。
电流调节范围为50 A~450 A。
图1是 BX -330型电焊机的初级、次级绕组的接线图。
焊接电流的粗调节是靠改变次级绕组的接线方式来实现的,当连接2端头和3端头时,空载电压为70 V。
焊接电流为160 A -450 A。
电流的微调节是靠可动铁芯的移动,增减电焊机的漏磁来实现的。
BX -330型电焊机的初级、次级绕组接线图2.常见故障及其排除方法型焊机常见故障以及排除方法见下表:1.焊机无焊接电流输出?1、焊机输入端无电压输入;2、内部接线脱落或断路;3、内部线圈烧坏。
1、检查配电箱到焊机输入端的开关、导线、熔断丝是否完好;2、检查焊机内部开关、线圈的接线是否完好;3、更换烧坏的线圈。
2.焊机电流偏小或引弧困难?1、网络电压过低;2、电源输入线截面积太小;3、焊接电缆过长或截面积过太小;4、工件上有油漆等污物;5、焊机输出电缆与工件接触不良。
1、待网络电压恢复到额定值后再使用;2、按照焊机的额定输入电流配备足够截面积的电源线;3、加大焊接电缆截面积或减少焊接电缆长度,一般不超过15米;4、清除焊缝处的污物;5、使输出电缆与工件接触良好。
绘图题
绘图题昆明科瑞迪电网科技开发有限公司2005年8月30日第一题:R1、R2、R3为电阻,将它们分别连成:(1)R2与R3串联后再与R1并联的电路。
(2)R2与R3并联后再与R1串联的电路。
答:如图E-1所示。
第二题:画出电流互感器符号图,和电压互感器符号图。
答:如图E-2所示。
第三题:画出三相电压互感器Y/Y0 – 12接线组别的接线图。
答:如图E-3所示。
第四题:画出硅晶体三极管的图形符号,并标明各管脚的名称。
答:如图E-4所示。
第五题:现有电源变压器T(220V/12V)、整流二极管VD、负载电阻R 各一只,将它们连接成一个半波整流电路。
答:如图E-5所示。
第六题:现有电源变压器T一只,其参数为220V/2*12(二次侧有两个绕组),另有两只参数相同的整流二极管VD和一负载电阻R,将它们连成全波整流电路。
答:如图E-6所示。
第七题:有电源变压器T(220V/12V)一只、整流二极管VD四只,滤波电容器C、限流电阻R、稳压管V和负载电阻R L各一只,将它们连成全波桥式整流稳压电路。
答:如图E-7所示。
第八题:画出一进一出接线方式的单相电能表内外部接线图。
答:如图E-8所示。
第九题:画出二进二出接线方式的单相电能表内外部接线图。
答:如图E-9所示。
第十题:画出由两台单相双绕组电压互感器连接的V-V型接线图。
答:如图E-10所示。
第十一题:画出一进一出接线方式的单相电能表经电流互感器TA接入,分用电压线和电流线的接线图。
答:如图E-11所示。
第十二题:画出感应型单相电流表的简化相量图。
答:如图E-12所示。
第十三题:画出电流型漏电保护器动作方框图。
答:如图E-13所示。
第十四题:画出用调压器A V、AA标准电流互感器TA0、两只0.5级以上的交流电流表来测量电流互感器TA X变比的接线图。
答:如图E-14所示。
第十五题:画出电子式三相电能表原理框图。
答:如图E-15所示。
第十六题:有一高压计量柜,电能计量装置的电流回路为二相四线接地,电流回路的负载有失压计时仪、有功电能表。
KR系列电焊机电气工作原理及故障维修

KR系列电焊机电气工作原理及故障维修KR系列二氧化碳气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可,但是二氧化碳气体保护焊相对于手工电弧焊又比较复杂,因此在使用过程中出现一些问题是在所难免的,维修人员要根据操作人员的故障现象描述以及自身专业知识对焊机故障做出合理判断,通过检查测试找出故障点用合格的元件更换损坏件。
标签:气体保护焊机;控制技术;焊接性能;电弧焊;故障;元件一、简介KR500气体保护焊的电流密度大,电弧热量集中,焊丝的融敷大,远大于焊条电弧焊,其生产率是焊条电弧焊的1至4倍;电弧热能利用率高实心焊丝基本没有焊渣或焊剂消耗能量,焊接成本低,其成本只有埋弧焊、焊条电弧焊40-50%,因此气体保护焊是目前较为廉价的焊接方法;气体保护焊的热量集中,加热面积小,并且气体从喷嘴喷向焊件,可以带走一些焊件的热量,从而使焊接热影响区减小,焊接变形明显减小,角变形为千分之五,不平度只有千分之三,尤其在焊接薄板时更为突出;气体保护焊对铁锈和水分的敏感性比埋弧焊和氩弧焊低,对工件品质和环境要求相对较低;气体保护焊的焊缝抗裂性能高,焊缝低氢且含氮量也较少,焊接飞溅小,当采用超低碳合金焊丝或药芯焊丝,或在CO2中加入Ar,都可以降低焊接飞溅;因此KRⅡ500气体保护焊机在中车齐齐哈尔车辆有限公司得到了广泛应用[1]。
二、电气工作原理KR500气体保护焊机电气系统主要由电源主回路、程序控制电路、控制电路、触发电路和送丝机控制电路等组成。
各个电路组合成一个整体,是实现焊机优良性能不可或缺的一部分[2]。
其主要作用如下:1. 焊机电源是焊机的核心部分,是为焊接电弧提供焊接能量的专用设备。
2. 程序控制电路实现了收弧选择、焊接控制、提前送气以及报警等功能,集成模块的使用减少了分离元件从而提高了焊机的可靠性。
3. 控制电路控制着焊枪开关和点动开关、焊接电压电流基准信号以及运算、电流检测和过流保护以及稳压等工作,各种复杂的运算保证了焊接的顺利进行。
单相三线_三相四线_三相五线接线图
单相三线三相四线三相五线接线图默认分类 2009-06-09 08:45 阅读369 评论0字号:大中小单相就是220V 电压三相就是380V 电压单相双线----------1根火线1根零线单相三线----------1根火线1根零线+1根地线三相四线----------3根相线1根零线我国目前大多采用三相四线制低压供电系统,即380V/220V中性点直接接地低压供电系统,该供电系统具有三条相线(火线)A、B、C,一条零线。
这条零线之所以称之为零线,就是因为它是由变压器二次侧中性点引出的,而二次侧中性点又直接接地与大地零电位连接,因此称之为零线。
在三相四线制低压供电系统中它既是工作零线,又是保护零线,现在称为PEN线,其中PE是保护零线,N是工作零线,合起来就是PEN线,PEN线表示工作零线兼做保护零线,俗称“零地合一”。
编辑本段联接方法三相交流电机的电枢有三组线圈,其联接有星形接法及三角形接法两种,一般采用星形接法。
星形联接方法三相交流发电机向外供电时,把三组线圈的末端X、Y、Z联在一起,从联接点引出一条线,这条线叫零线,也叫中性线。
再从线圈绕组另一端A、B、C各引出一条线,这三条线叫相线或火线,这种联接方法叫星形联接法。
发电机的这种向外输电方法构成三相四线制。
若不引出中线,用三条线向外供电则称三相三线制。
因为三相四线制供电能同时供出220V、380v两种不同的电压,因而得到广泛应用。
星形接法用Y表示,也叫Y接法。
采用星形接法时。
线电压与相电压的关系如何?星形接法时,线电压与相电压之间的关系是:U线≈1.732U相三相交流电如何产生旋转磁场?在三相异步电动机[1]的每相定子绕组中,流过正弦交流电流时,每相定子绕组都产生脉动磁场。
由于三相绕组在铁心中摆放的空间位置互差120°电角度空间相位,绕组中分别流过三相交流电流,而各相电流在时间上又互差120°,使它们同时产生的三个脉动磁场在空间所合成的总磁场,成为一个旋转磁场。
电焊机接线方法图

电焊机接线方法图
电焊钳通过连接线与电焊机上电焊钳连接孔进行连接;接地夹通过连接线与电焊机上接地夹连接孔进行连接;将焊件放置到焊剂垫上,将接地夹夹到焊件的一端;然后将电焊条的加持端夹在电焊钳口上;
将电焊机的外壳进行保护性接地或接零(接地装置可以使用铜管或无缝钢管,将其埋入地下深度应当>1m,接地电阻应当<4Ω),即使用一根导线将一端连接在接地装置上,另一端连接在电焊机的外壳接地端上。
再将电焊机与配电箱通过连接线进行连接,并且保证连接线的长度在2到3米,在配电箱中应当设有过载保护装置以及刀闸开关等,可以对电焊机的供电进行单独控制。
电焊机电源输入和输出的接法
电源输入线通常有3种解法:。
电焊机接线
电焊机接线电焊机是焊接钢铁的主要设备・在焊接时,可根据焊接要求,调节电抗器的间隙来改变焊接电流的 大小. 在起弧时,由于焊条与工件直接接触,电焊变压器次级处于短路状态,使次级电压快速下降至零,常用交流电焊机的一股接法用刀闸或空气断路器控制,如图5.3所示,当合上闸刀开关QS0衣电焊机 得电工作;当拉下闸刀开关QS0朮电焊机停止工作・该线路是电焊机常用的,且最简单的一种接线 线路. 另外为了更安全方便控制电焊机则采用按钮开关控制交流接触器线圈,实现远距离操作,其接线方 法如图5.4祈示,工作时,合上刀闸开关QS,按下起动按钮SB1,交流接触器KM 线圈得电吸合且自 锁,KM 主触点闭合,电焊机通电工作;欲停止则按下停止按钮SB2,交流接触器KM 线圈断电释诙, 主触点断开,电焊机断电停止工作。
图5.3常用交流电焊机采用闸刀开关的具体接线方法从而不会 3焊变压器电流过大而烧毁。
其工作原理及外形如图5.2所示.图5.4采用交流接触器控制电焊机的貝体接线方法BX1型电焊机接成如图5.5所示。
图5.5BX1型电焊机接线BX3型电焊机接线如图5.6所示。
图5.6BX3型电焊机接线BX超电焊机接线如图5・7所示。
1 l/rrl60 1 2 3 4 5 6 7• V f •9 •图5.7BX63!电焊机接线BX1型电焊机技术数据如表5.2所示。
表5.2BX谨电焊机技术数据BX3型电焊机技术数据如表5.3所示。
BX超电焊叽技术数据如表5・4所示.表5.4BX錘电焊机技术数据摘要:交流电焊机在建筑施工现场是一种不可缺少的焊接工具之一,但是在实际的使用过程中,电焊机的空载时间甚至超过了操作时间,其空载损耗一般约在200W左右。
这不仅白白浪费了许多电能,还会降低电网的功率因数,甚至会造成人身触电伤亡事故。
至此,我利用普通晶闸管可关断电源的电路,来实现电焊机空载节电电路,只要随手关掉焊钳手柄上的开关,即可实现断电的节电电路。
焊机基本组成部分

焊机基本组成部分主要分为三部分,主机部分,辅机部分以及其他系统等三部分组成。
主机部分又可以分为机座、活动机架、固定机架、定缝刀组成、出口夹钳组成电极、入口夹钳组成电极、出入口对中装置、入口活动机架钳口高度调整机构、锻压推进及调整机构等。
而辅机部分又包括电极清扫装置、出入口对中装置、入口挑套机构、冲边月牙剪、冲信号孔装置、焊缝刨光机、焊缝牵引装置等。
其他系统主要包括气动系统;液压系统;◇电气控制系统;冷却系统等。
交流电焊机又称弧焊变压器,是一种特殊的降压变压器,它是由降压变压器、阻抗调节器、手柄和焊接电弧等组成。
为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点:1. 交流电焊机具有电压陡降的特性一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380V(单相)或220V。
虽然接入焊接变压器的电压是一定的,如为380V或220V,但通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为陡降特性或称下降特性。
这就适应了焊接所需各种的电压要求:(1) 初级电压:即接入电焊机的外电压。
由于弧焊变压器初级线圈两端要求的电压为单项380V,因此一般交流电焊机接入电网的电压为单项380V。
(2) 零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至趋近于零,以限制短路电流不致无限增大而烧毁电源。
(3) 空载电压:为了满足引弧与安全的需要,空载(焊接)时,要求空载电压约为60 ~80V,这既能顺利起弧,又对人身比较安全。
(4) 工作电压:焊接起弧以后,要求电压能自动下降到电弧正常工作所需的电压,即为工作电压,约为20~40V,此电压也为安全电压。
(5) 电弧电压:即电弧两端的电压,此电压是在工作电压的范围内。
焊接时,电弧的长短会发生变化:电弧长度长,电弧电压应高些;电弧长度短,则电弧电压应低些。
因此,弧焊变压器应适应电弧长度的变化而保证电弧的稳定。
电焊机搭铁线不规则接线的危害
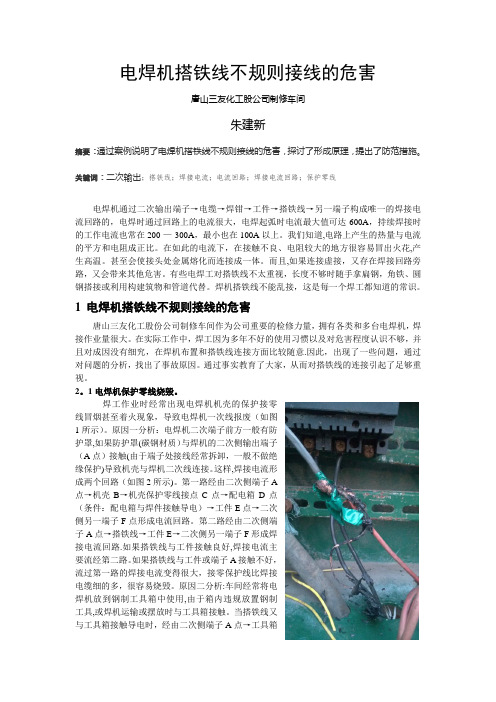
电焊机搭铁线不规则接线的危害唐山三友化工股公司制修车间朱建新摘要:通过案例说明了电焊机搭铁线不规则接线的危害,探讨了形成原理,提出了防范措施。
关键词:二次输出;搭铁线;焊接电流;电流回路;焊接电流回路;保护零线电焊机通过二次输出端子→电缆→焊钳→工件→搭铁线→另一端子构成唯一的焊接电流回路的,电焊时通过回路上的电流很大,电焊起弧时电流最大值可达600A,持续焊接时的工作电流也常在200-—-300A,最小也在100A以上。
我们知道,电路上产生的热量与电流的平方和电阻成正比。
在如此的电流下,在接触不良、电阻较大的地方很容易冒出火花,产生高温。
甚至会使接头处金属熔化而连接成一体。
而且,如果连接虚接,又存在焊接回路旁路,又会带来其他危害。
有些电焊工对搭铁线不太重视,长度不够时随手拿扁钢,角铁、圆钢搭接或利用构建筑物和管道代替。
焊机搭铁线不能乱接,这是每一个焊工都知道的常识。
1 电焊机搭铁线不规则接线的危害唐山三友化工股份公司制修车间作为公司重要的检修力量,拥有各类和多台电焊机,焊接作业量很大。
在实际工作中,焊工因为多年不好的使用习惯以及对危害程度认识不够,并且对成因没有细究,在焊机布置和搭铁线连接方面比较随意.因此,出现了一些问题,通过对问题的分析,找出了事故原因。
通过事实教育了大家,从而对搭铁线的连接引起了足够重视。
2。
1电焊机保护零线烧毁。
焊工作业时经常出现电焊机机壳的保护接零线冒烟甚至着火现象,导致电焊机一次线报废(如图1所示)。
原因一分析:电焊机二次端子前方一般有防护罩,如果防护罩(碳钢材质)与焊机的二次侧输出端子(A点)接触(由于端子处接线经常拆卸,一般不做绝缘保护)导致机壳与焊机二次线连接。
这样,焊接电流形成两个回路(如图2所示)。
第一路经由二次侧端子A点→机壳B→机壳保护零线接点C点→配电箱D点(条件:配电箱与焊件接触导电)→工件E点→二次侧另一端子F点形成电流回路。
第二路经由二次侧端子A点→搭铁线→工件E→二次侧另一端子F形成焊接电流回路.如果搭铁线与工件接触良好,焊接电流主要流经第二路。
电焊机使用寿命及维修保养技术分析
电焊机使用寿命及维修保养技术分析摘要:电焊机在大型焊接结构中发挥十分重要的作用,主要包含变压器、整流器和弧焊发电机等,长期以来由于一线生产和应用条件差,造成电焊机长时间处于频繁维修和保养状态下持续应用,降低其应用效果。
因此,本文主要分析电焊机特点和工作原理,分析其安全事故的主要成因,并积极探讨电焊机使用寿命,提出相应的维修保养技术,旨在提高电焊机使用效果。
关键词:电焊机;使用寿命;维修保养技术我国社会经济迅速发展过程中,机械生产制造和应用范围不断加大,在机械制作和维修过程中,离不开多种设备的辅助,尤其是电焊机作为机械生产制造和维修中不可或缺的重要设备。
因此,如何对电焊机安全应用,提高维修保养质量和效率,延长电焊机使用寿命是相关人员重点思考和探索的问题。
1电焊机特点及工作原理电焊机操作操作过程中,需要正确了解其特点,规避相关操作问题,提高作业质效。
电焊机主要特点就是其作业应用380V工业用电,同时是造成操作中安全事故的关键原因。
结合电焊机内部结构进行分析,主要是一台变压器,但是和变压器具有一定的差异,主要是多一个活动铁芯,能够有效调节电流大小。
电焊机接通电源开始应用之后,二次线圈受到感应,形成空载电压,保证其大于60V,实现引弧容易、电弧燃烧的目的,并且为了提高安全性,需要最高电压小于80V。
电焊机开展焊接工作中,维持工作电压小于30V,但是由于空载电压最高达到80V,增加了操作安全问题[1]。
本文以BX系列的电焊机为例,详细分析电焊机的工作原理。
随着机械生产制造业迅速发展,工作量持续增加,造成电焊机工作负荷日益增高,从而需要全面分析并掌握电焊机工作原理,便于提高维修保养工作效果。
例如,BX1系列电焊机主要是动铁芯漏磁式电焊机,借助铁芯移动增大或者减小焊机漏磁,从而自动调节电流大小。
工作原理如图1所示。
另外,在额定功率、电流下,电焊机实际作业中,电源温度通常在规定的范围值内,但是由于电流出现一定程度的变化,电焊机负载随之变化,特别是大批量进行流水生产加工作业时,在生产线上长时间应用大电流进行负载运行,甚至会大于电焊机额定功率,对电焊机的绝缘保护层带来较大损坏,从而破坏元器件。