激光切割工艺参数(不锈钢)
3000瓦激光机切割不锈钢参数
3000瓦激光机切割不锈钢参数一、激光功率3000瓦的激光功率是切割不锈钢所需的最低功率之一。
激光功率越高,切割速度越快,但也会增加成本。
在选择激光功率时,需要根据切割厚度和切割速度需求来确定。
二、激光波长激光切割不锈钢常用的波长为1.06微米,这是由于该波长能够较好地被不锈钢材料吸收,从而实现高效切割。
激光波长的选择对于切割质量和效率都有较大影响。
三、气体选择在激光切割不锈钢过程中,常使用氮气或氧气作为切割辅助气体。
氮气主要用于清除切割区域的熔渣,以提高切割质量。
氧气则可以与不锈钢材料发生化学反应,加快切割速度。
根据具体需求选择合适的气体。
四、切割速度激光切割不锈钢的速度取决于多个因素,包括激光功率、切割厚度、切割质量要求等。
一般来说,3000瓦的激光功率可以实现较快的切割速度,但也需要根据具体情况进行调整。
五、切割厚度3000瓦激光机可以切割不锈钢的最大厚度取决于激光功率、切割速度和材料性质等因素。
一般来说,3000瓦的激光功率可以切割不锈钢厚度在10毫米左右。
六、切割质量切割质量是评价激光切割不锈钢的重要指标之一。
3000瓦激光机切割不锈钢时,应注意避免产生气孔、熔渣、边缘烧焦等问题,以获得良好的切割质量。
七、切割精度3000瓦激光机可以实现较高的切割精度,一般在0.1毫米左右。
但是切割精度受到多个因素的影响,包括激光束质量、切割速度、焦距等。
在实际操作中,需要根据具体要求进行调整。
八、保护措施在使用3000瓦激光机切割不锈钢时,需要采取一些保护措施。
例如,使用防护眼镜和手套,避免激光辐射对人体造成伤害;确保切割区域通风良好,避免产生有害气体;定期对设备进行维护和检查,确保安全运行。
总结:本文介绍了使用3000瓦激光机切割不锈钢的参数和注意事项。
激光功率、波长、气体选择、切割速度、切割厚度、切割质量、切割精度和保护措施都是影响切割效果的重要因素。
合理选择参数和注意安全措施,可以实现高效、高质量的激光切割不锈钢。
6000瓦激光切割参数表大全

6000瓦激光切割参数表大全激光切割是一种精密加工技术,广泛应用于金属加工、电子制造、汽车制造等各个领域。
针对不同材料和厚度,合适的激光切割参数设置是保证切割质量和效率的关键。
下面是一份激光切割参数表,以供参考。
碳钢切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)碳钢11.0 6000 0.8 2000 4.5碳钢22.0 6000 0.8 1500 4.5碳钢33.0 6000 0.8 8004.5不锈钢切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)不锈钢11.0 6000 1.0 1600 5.0不锈钢22.0 6000 1.0 800 5.0不锈钢33.0 6000 1.0 400 5.0铝合金切割参数表材料厚度(mm)激光功率(W)气压(Mpa)切割速度(mm/s)油压(Mpa)铝合金11.0 6000 0.8 2400 4.0铝合金22.0 6000 0.8 1200 4.0铝合金33.0 6000 0.8 6004.0总结以上是针对不同材料(碳钢、不锈钢、铝合金)的6000瓦激光切割参数表。
在实际应用中,需要根据具体情况进行调整和优化,以获得最佳的切割效果和效率。
激光切割技术的不断发展和应用将为工业生产带来更多便利和可能。
激光切割机工艺参数表
激光切割机工艺参数表
激光切割技术是一种高效精密的材料加工方法,广泛应用于金属加工、电子器件制造、汽车零部件生产等领域。
激光切割机的工艺参数对加工效果起着至关重要的作用,不同的材料、厚度和要求都需要相应的设置工艺参数。
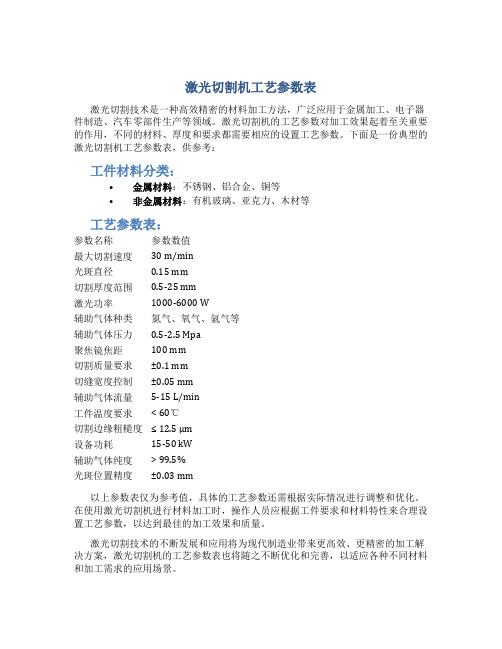
下面是一份典型的激光切割机工艺参数表,供参考:
工件材料分类:
•金属材料:不锈钢、铝合金、铜等
•非金属材料:有机玻璃、亚克力、木材等
工艺参数表:
参数名称参数数值
最大切割速度30 m/min
光斑直径0.15 mm
切割厚度范围0.5-25 mm
激光功率1000-6000 W
辅助气体种类氮气、氧气、氩气等
辅助气体压力0.5-2.5 Mpa
聚焦镜焦距100 mm
切割质量要求±0.1 mm
切缝宽度控制±0.05 mm
辅助气体流量5-15 L/min
工件温度要求< 60℃
切割边缘粗糙度≤ 12.5 μm
设备功耗15-50 kW
辅助气体纯度> 99.5%
光斑位置精度±0.03 mm
以上参数表仅为参考值,具体的工艺参数还需根据实际情况进行调整和优化。
在使用激光切割机进行材料加工时,操作人员应根据工件要求和材料特性来合理设置工艺参数,以达到最佳的加工效果和质量。
激光切割技术的不断发展和应用将为现代制造业带来更高效、更精密的加工解决方案,激光切割机的工艺参数表也将随之不断优化和完善,以适应各种不同材料和加工需求的应用场景。
切割3mm厚不锈钢工艺参数(空气)(精)
光机电应用技术专业资源库子项目《激光切割工艺实践》
浙江工贸职业技术学院
切割3mm 不锈钢工艺参数(空气)
1.切割3mm 厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用空气切割3毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B 光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut 激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径2毫米单层喷嘴。
2.确定3mm 厚不锈钢板切割工艺参数
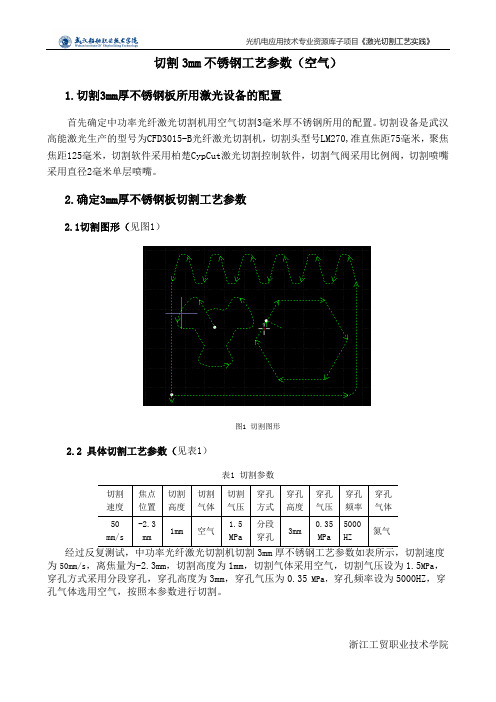
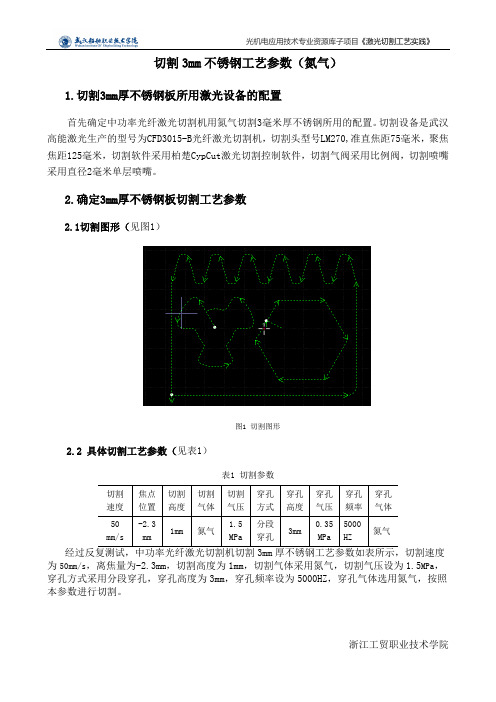
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
为50mm/s ,离焦量为-2.3mm ,切割高度为1mm ,切割气体采用空气,切割气压设为1.5MPa ,穿孔方式采用分段穿孔,穿孔高度为3mm ,穿孔气压为0.35 MPa ,穿孔频率设为5000HZ ,穿孔气体选用空气,按照本参数进行切割。
激光切割工艺参数表

100
3000
O2
200
200
18
6
注:此参数表仅供参考,以实际设备状况及气体质量做适当调整。
切割用连续波(CW),打孔用脉冲(pulse)
饱食终日,无所用心,难矣哉。——《论语•阳货》
3000
15
90-
100
2200
O2
N2
150
200
18
1
3
2200-
2400
1000-
2000
18
100
2300
O2
150
150
16
2
4
2400-
2800
800-
1000
20
100
2400
O2
150
150
16
4
5
2600-
3000
300-
500
20
100
2400
O2
150
150
16
5
6
3000
400
800
18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
激光切割工艺参数表

碳钢
以
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小 功变
功率
W
气体
气压
KAP
频率
HZ
占空
比
时间
S
1
1000
5000-
200-
W-:
1500
O2
100
200
18
0
8000
O2
300
60
2
1000
4000-
180-
40-
1800
100
0.5
6000
240
60
3
1200
3000-
150-
10-
3
1800
1500
100
80
15
10
1600-
1000-
60-
:60-:
2300
80
100-
10-1
3-5:
2000
1500
100
90
200
18
12
1800-
800-
50-
80-
2400
70
100-
10-
5-8
2200
1200
100
95
120
15
14
2200-
600-
50-
80-
2400
70
100-
200
18
3
3000
800
20
铝板1
---6毫米的工艺参数
厚度
切割参数
切割5mm厚不锈钢工艺参数(氮气)(精)

光机电应用技术专业资源库子项目《激光切割工艺实践》
浙江工贸职业技术学院
切割5mm 不锈钢工艺参数(氮气)
1.切割5mm 厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用氮气切割5毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B 光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut 激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径3毫米单层喷嘴。
2.确定5mm 厚不锈钢板切割工艺参数
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
割速度为18mm/s ,离焦量为-2.3mm ,切割高度为1mm ,切割气体采用氮气,切割气压设为1.8MPa ,穿孔方式采用分段穿孔,穿孔高度为3mm ,穿孔气压为0.23 MPa ,穿孔频率设为5000HZ ,穿孔气体选用氮气,按照本参数进行切割。
激光切割2mm不锈钢工艺参数
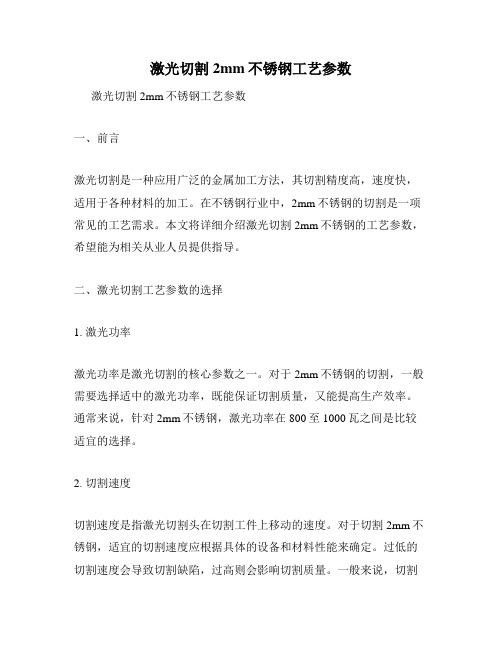
激光切割2mm不锈钢工艺参数激光切割2mm不锈钢工艺参数一、前言激光切割是一种应用广泛的金属加工方法,其切割精度高,速度快,适用于各种材料的加工。
在不锈钢行业中,2mm不锈钢的切割是一项常见的工艺需求。
本文将详细介绍激光切割2mm不锈钢的工艺参数,希望能为相关从业人员提供指导。
二、激光切割工艺参数的选择1. 激光功率激光功率是激光切割的核心参数之一。
对于2mm不锈钢的切割,一般需要选择适中的激光功率,既能保证切割质量,又能提高生产效率。
通常来说,针对2mm不锈钢,激光功率在800至1000瓦之间是比较适宜的选择。
2. 切割速度切割速度是指激光切割头在切割工件上移动的速度。
对于切割2mm不锈钢,适宜的切割速度应根据具体的设备和材料性能来确定。
过低的切割速度会导致切割缺陷,过高则会影响切割质量。
一般来说,切割速度在400至600毫米/分钟范围内是较为合适的选择。
3. 气体喷嘴直径气体喷嘴直径决定了切割过程中的气体流速。
对于2mm不锈钢的切割,喷嘴直径一般在1.5至2.5毫米之间选择。
较小的喷嘴直径可以提供较高的气体速度,有助于将熔融物质吹离切割区域,提高切割质量。
4. 气体种类在激光切割过程中,常用的气体有氮气和氧气。
在切割2mm不锈钢时,氧气可作为切割气体使用,具有较高的切割速度和质量,但容易产生氧化边。
而氮气可以避免氧化边的产生,但切割速度略低。
切割过程中应根据具体需求选择合适的气体。
5. 焦点位置焦点位置的选择对于切割质量有着重要影响。
针对2mm不锈钢,一般将焦点位置放在工件表面附近,以确保较好的切割效果。
三、激光切割2mm不锈钢的注意事项1. 预热处理对于较薄的不锈钢,预热处理可以缓解材料在切割过程中产生的热应力,减少变形和裂纹的发生。
预热温度一般在200至300℃范围内。
2. 板材质量不锈钢板材的质量直接影响到切割效果和工艺参数的选择。
在进行切割之前,应检查板材的平整度、表面状态等,确保其满足切割要求。
激光切割工艺参数表

18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
厚度
切割参数
打孔参数
功率
W
速度
MM/MIN
气体
气压
KPA
最小功变
功率
W
气体
气压
KAP
频率
HZ
占空比
时间
S
1
1800-
2200
2000-
4000
氮
气
10
80-
100
2200
N2
150
200
18
0.5
2
2000-
2300
2000-
1800
1000-
1500
60-
100
60-
80
2200
80
120
10-
15
3
10
1600-
2000
1000-
1500
60-
100
60-
90
2300
80
100-
200
10-
18
3-5
12
1800-
2200
800-
1200
50-
100
80-
95
2400
70
100-
120
10-
15
5-8
14
2200-
2400
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
激光切割不锈钢工艺参数

激光切割不锈钢工艺参数激光切割是一种高精度、高效率的切割方式,广泛应用于不锈钢、铝合金、铜等金属材料的加工中。
在不锈钢切割中,激光切割技术具有切割速度快、切割质量高、切割精度高等优点。
本文将介绍激光切割不锈钢的工艺参数。
1. 激光功率激光功率是影响切割速度和切割质量的重要参数。
不锈钢的切割需要较高的激光功率,一般在2000W以上。
激光功率过低会导致切割速度慢、切割质量差,而激光功率过高则会导致切割过热、切割质量下降。
2. 激光束模式激光束模式是指激光束的形状和大小。
在不锈钢切割中,常用的激光束模式有TEM00和TEM01。
TEM00模式的激光束形状为高斯分布,适用于切割较薄的不锈钢板材;TEM01模式的激光束形状为环形,适用于切割较厚的不锈钢板材。
3. 气体类型和流量在激光切割过程中,气体的作用是将熔化的金属吹散,防止切割口处产生氧化物。
常用的气体有氮气、氧气和惰性气体。
不锈钢的切割一般使用氮气或氧气,氮气适用于切割较薄的不锈钢板材,氧气适用于切割较厚的不锈钢板材。
气体流量的大小与切割速度和切割质量有关,需要根据具体情况进行调整。
4. 焦距焦距是指激光束聚焦后的焦点与切割材料表面的距离。
焦距的大小影响激光束的聚焦效果和切割质量。
不锈钢的切割一般使用较短的焦距,一般在3-5mm之间。
5. 切割速度切割速度是指激光束在切割材料上移动的速度。
不锈钢的切割速度一般较慢,一般在1-2m/min之间。
切割速度过快会导致切割质量下降,切割速度过慢则会导致切割时间过长。
6. 辅助气体压力辅助气体压力是指气体喷嘴喷出气体的压力。
辅助气体压力的大小影响切割口处的气流和切割质量。
不锈钢的切割一般使用较高的辅助气体压力,一般在8-12bar之间。
7. 其他参数除了上述参数外,还有一些其他参数也会影响激光切割不锈钢的效果,如激光束直径、扫描速度、扫描间距等。
这些参数需要根据具体情况进行调整。
激光切割不锈钢的工艺参数是多方面的,需要根据具体情况进行调整。
激光切割工艺参数(不锈钢)

激光频率 激光功率 占空比 进给速度
Hz W % mm/min
200 800 25 500
750 1200 50 1300
750 1200 55 1000 大圆 900 700 800 500 1500 1500 1800 2200
激光模式 激光功率 进给速度 W mm/min
CW 1200 3000
Hz W
200 600
200 800
200 800
250 1100
250 1100
250 1350
250 1350
二、不锈钢切割的工艺参数
占空比 停延时间 焦点位置 辅助气体O2 压力 % Sec mm bar 20 0.2 -0.5 1 25 0.2 -1 1 25 0.5 -2 1 小圆 激光模式 SP SP SP CW CW CW CW 25 1 0 2 25 1 0 1 25 1 0 1 25 2 0 1
激光功率
W
1800
2200
2200
进给速度
mm/min
5600
3750
500
激光模式
CW W 2200
激光功率
进给速度
mm/min
6000
表中CW-连续波
SP-超强脉冲
GP-门脉冲
二、不锈钢切割的工艺参数
注意事项:
对于氧气辅助切割,附加厚度和其它材料参数都与PRC参数有关。 在最高切割速度状态下,边缘修整质量和切割气体压力取决于材料的合金 成分、切割气体的纯度。 氧气切割完成后,必须净化氧气;否则,氧气与氮气混合后,会导致切割 边缘发蓝或者发褐色。 当切割厚度≥4mm的材料时,切割φ1.5mm孔时应使用切割小孔时的参数, 氧气压力在4Bar(60Psi),或者开始切割时的速度是正常切割速度的20~30 %。 切割小孔是指孔直径≤5mm、板厚≤3mm,或者板厚>3mm、孔直径不大于 板厚尺寸的孔。 切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚>3mm、孔直径大于 板厚尺寸的孔。
切割3mm厚不锈钢工艺参数(氮气)(精)
切割3mm不锈钢工艺参数(氮气)
1.切割3mm厚不锈钢板所用激光设备的配置
首先确定中功率光纤激光切割机用氮气切割3毫米厚不锈钢所用的配置。
切割设备是武汉高能激光生产的型号为CFD3015-B光纤激光切割机,切割头型号LM270,准直焦距75毫米,聚焦焦距125毫米,切割软件采用柏楚CypCut激光切割控制软件,切割气阀采用比例阀,切割喷嘴采用直径2毫米单层喷嘴。
2.确定3mm厚不锈钢板切割工艺参数
2.1切割图形(见图1)
图1 切割图形
2.2 具体切割工艺参数(见表1)
表1 切割参数
为50mm/s,离焦量为-2.3mm,切割高度为1mm,切割气体采用氮气,切割气压设为1.5MPa,穿孔方式采用分段穿孔,穿孔高度为3mm,穿孔频率设为5000HZ,穿孔气体选用氮气,按照本参数进行切割。
激光切割3mm不锈钢误差
激光切割3mm不锈钢误差摘要:一、激光切割机的基本信息二、切割不锈钢的工艺参数三、影响切割精度的因素四、结论正文:一、激光切割机的基本信息激光切割机是一种高精度的切割设备,它通过激光束的高能量瞬间作用于材料表面,使材料迅速升温至熔化或汽化状态,从而达到切割的目的。
激光切割机具有切割速度快、精度高、加工范围广等优点,被广泛应用于金属加工、制造业等领域。
在本文中,我们以光纤激光切割机为例,讨论如何切割3mm 厚的不锈钢。
切割过程中,我们需要关注的参数包括功率、喷嘴、氮气压力和切割速度等。
二、切割不锈钢的工艺参数1.功率:根据切割材料的厚度和材质,选择合适的激光功率。
对于3mm 厚的不锈钢,推荐使用2000W 的功率。
2.喷嘴:喷嘴的选择会影响到激光束的聚焦效果,进而影响到切割精度。
在本文中,我们选择使用-3 号喷嘴,并将喷嘴与材料表面的距离设置为2.0mm。
3.氮气:在切割过程中,氮气起到冷却和保护的作用。
对于3mm 厚的不锈钢,我们将氮气压力调至10KG,以保证切割效果。
4.切割速度:切割速度是影响切割精度和效率的重要因素。
在初始阶段,我们可以从2 米/分钟开始尝试,然后根据实际情况逐步提高速度。
三、影响切割精度的因素1.激光功率:激光功率过大或过小都会影响切割精度。
功率过大会导致熔池过大,切割边缘不平整;功率过小则可能导致切割不透。
2.喷嘴与材料表面的距离:喷嘴与材料表面的距离会影响到激光束的聚焦效果,距离过远或过近都会导致切割精度降低。
3.氮气压力:氮气压力过大或过小都会影响切割效果。
压力过大可能导致熔池不稳定,切割边缘粗糙;压力过小则可能导致切割不透。
4.切割速度:切割速度过快或过慢都会影响切割精度。
速度过快可能导致切割不透或熔池不稳定;速度过慢则可能导致切割效率低下。
四、结论通过合理选择激光切割机的工艺参数,我们可以在保证切割效率的同时,提高切割精度。
对于3mm 厚的不锈钢,我们可以尝试使用2000W 的功率、-3 号喷嘴、2.0mm 的喷嘴与材料表面距离、10KG 的氮气压力和2 米/分钟的切割速度。
激光切割工艺参数表-激光切割机工艺参数表-柏楚激光切割系统工艺参数

O2
150
200
18
1
4
2200-
2400
1200-
1800
氮
气
15-
18
100
2200
O2
120
200
18
1
5
2300-
2400
1000-
1500
16-
20
100
2200
O2
120
200
18
1
6
2400
800-
1000
18-
20
100
2400
O2
120
200
18
2
8
2400-
3000
500-
600-
1000
50-
100
80-
100
2400
70
100-
120
10-
12
14-
20
16
2200-
2500
600-
800
50-
100
80-
100
2400
70
100-
120
10-
12
20-
30
20
2700
400-
600
O2
80
100
3000
O2
60
100
20
爆孔
不锈钢1—8毫米切割的工艺参数
厚度
切割参数
800
18-
20
100
2400
O2
120
200
18
3
铝板1---6毫米的工艺参数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不锈钢材料厚度
入射光束直径 切割辅助气体
辅助气体压力 割嘴直径 割嘴与材料位置
割缝宽度 透镜焦距 焦点位置 打孔 激光模式
激光频率 激光功率
mm
1
2
mm
19
19
N2
N2
bar
8
10
mm
1.5
2
mm
1
1
mm
0.1
0.1
inch
5
5
mm
-0.5
-1
SP
SP
Hz
200
200
W
600
对于氧气辅助切割,附加厚度和其它材料参数都与PRC 参数有关。
在最高切割速度状态下,边缘修整质量和切割气体压力 取决于材料的合金成分、切割气体的纯度。
氧气切割完成后,必须净化氧气;否则,氧气与氮气混 合后,会导致切割边缘发蓝或者发褐色。 当切割厚度≥4mm的材料时,切割φ1.5mm孔时应使用 切割小孔时的参数,氧气压力在4Bar(60Psi),或者开始切 割时的速度是正常切割速度的20~30%。 切割小孔是指孔直径≤5mm、板厚≤3mm,或者板厚> 3mm、孔直径不大于板厚尺寸的孔。 切割大孔是指孔直径>5mm、板厚≤3mm,或者板厚> 3mm、孔直径大于板厚尺寸的孔。
800
3
4
5
6
8
19
19
19
19
19
N2
N2
N2
N2
N2
13
15
17
18
20
2
2
2
2
2.5
0.8
0.8
0.8
0.8
0.8
0.12
0.12
0.12
0.12
0.12
5
5
5
5
7.5
-2
-3
-3.5
-4.5
-6
SP
SP
SP
SP
SP
200
250
250
250
250
800
1100
1100
1350
1350
二、不锈钢切割的工艺参数
激光模式
CW
CW
CW
CW
CW
CW
CW
激光功率 进给速度
W mm/min
800 1500
1100 2000
1800 2500
1800 1350
1800 1100
1500 500-800
1500 275
激光模式
CW
CW
CW
CW
CW
CW
CW
激光功率 进给速度
W mm/min
1500 4000
1800 3500
750 1200 50 1300
CW 1500 2500
750 1200 55 1000 大圆 CW 1500 1800
1500
900
CW 2200 1600
1500
700
CW 2200 1300
25
25
1
2
0
0
1
1
CW
CW
1800
2200
800
500
CW 2200 1000
CW 2200 500
二、不锈钢切割的工艺参数 切割
2200 2700
2200 1600
2200 1300
2200 1000
1800 350
激光模式
CW
CW
CW
激光功率
W
1800
2200
2200
进给速度
mm/min
5600
3750
500
激光模式
CW
激光功率
W
2200
进给速度
mm/min
6000
表中CW-连续波
SP-超强脉冲 GP-门脉冲
二注、意不事锈项钢:切割的工艺参数
占空比
%
20
25
25
25
25
停延时间
Sec
0.2
0.2
0.5
1
1
焦点位置
mm
-0.5
-1
-2
0
0
辅助气体O2 压力
bar
1
1
1
2
1
小圆
激光模式
SPSPຫໍສະໝຸດ SPCWCW
激光频率
Hz
200
激光功率
W
800
占空比
%
25
进给速度
mm/min
500
激光模式 激光功率 进给速度
W mm/min
CW 1200 3000