玻璃生产线温度控制系统设计
燃气泡沫玻璃窑温度控制系统研究

在 助 燃 风机 出 口处 安 装 的 的 低 压 压力 表 ,该 信 号 作 为 天 然 气 总管 切 断 阀开 启 及 烧 嘴 启 动 的联 锁 条 件 。 天 然 气 经过 降压 稳 压 后 共 分 为 多 个支 路 ,给 多 个 烧 嘴 提 供 稳 定 的 气 源 。烧 嘴 回路 原 理 如 图 3所 示 。
Ab ta t s rc Th s f m a s kl c n e ga oa gls i n a me h fam as sne i e hn lgialr ette o gl s it r ng t c oo c equr i emen,tr t t tm ai c n r om- t ti e o auo a bu t c o tolc
一— i 一 ,
批燃 M机 械 震浊跋
圈 2 主 阀 组 系 统原 理 圈
发 泡 窑 是 将 装 入 混 合 料 的模 具 通 过 3 .m 的 发 泡 窑 经 预 35 热、 发泡 、 型 、 定 退火 后 制 成 泡 沫 玻 璃 毛 坯 , 后 退 火 制成 泡 沫 玻 随
泡 沫 玻 璃生 产 窑 炉 ( 泡 窑 和退 火 窑 ) 炉 内温 度 和 气 氛 。 本 文 发 的
; , 厂 ] 2 3
燃 靖
r 坛-: , 卜 , 伍 L 一
以燃 气 式 泡 沫 玻 璃 窑 ( 泡 窑 ) 控 制 对 象 , 究 燃 气 窑 炉 的 控 发 为 研
制 方法 ,根 据 泡 沫玻 璃 窑 炉 温 度 的 非线 性 、时 变 和 大 时 滞 的 特
点 , 出 了基 于动 态 矩 阵控 制 算 法 , 真 结 果 表 明 , 方 法 控 制 提 仿 该 性 能 良好 , 稳 定 性 和 响应 时 间 均 达预 期 效 果 。 其
浮法玻璃公用工程
循环水
循环水泵: 把足够压力和流量的冷却水输到 生产线和生产车间满足生产的需要。
冷却水塔: 将带有一定温度的循环水,经过喷 淋置换,冷却风带走热量供循环水的温度降 至生产所需的温度。
水 塔: 储水量500 M3 正常生产情况下,它 起到蓄水恒压补偿作用。一旦发生突发性停 电、停机事故,可正常供水约30分钟,保证熔 窑及设备的安全运行。
氮气分馏塔与液氮储槽
氢气的生产
目前国内工业用氢气主要有两种生产方式, 即氨分解制氢和水电解制氢。
氨分解制氢非常通用,水电解纯度高,但耗 电高,成本相应高。 液氨易渗漏、挥发,有 刺激气味,容易腐蚀设备和污染锡槽内设施 与气氛,但成本低,设备简单易操作。
氨分解装置
液氨加热至800~850℃,在镍基催化剂作用下,将氨进行 分解,可以得到含75%H2、25%N2的氢氮混合气。
公用工程设备
生产辅助设施 在浮法玻璃的生产过程中三大热工和生产线
是主体工程, 除此之外还有很多辅助性工程: 如氮、氢保护气体系统;余热锅炉、供油系 统、压缩空气系统、水系统、液化气系统、 制冷和制热系统。它们是玻璃生产中必不可 少的辅助设施,也是保障全厂正常生产和安 全的经济命脉。下面就公用工程各个系统对 生产线的作用、工艺流程、设备等,做逐一 详细的介绍。
氮气是一种无色、无味的气体,化学性质不 活泼,不能助燃,能够使人窒息。在常态下 表现为惰性,因此,许多工业采用氮气作为 保护气体。其分子量为28,标准密度为 1.25kg/立方米,标准大气压下的液化温度为195.8℃(77.35K)
空分制氮工艺流程简述
本装置采用分子筛常温吸附的流程,原料空气往自 洁式空气过滤器除去机械杂质后,由压缩机压缩到 0.6~0.65兆帕,送入空气预冷系统,除去大部分游 离水后进入分子筛纯化器,除去空气中的水分、二 氧化碳、乙炔及其他碳氢化合物,然后进入分馏塔, 被返流气体冷却到饱和温度,送入塔底,在塔顶得 到氮气,塔底得到液体空气,液空经节流后送入冷 凝蒸发器蒸发,同时冷凝由塔顶出来的部分氮气, 冷凝后的液氮大部分作为塔底回流液,其余作为产 品液氮送出冷箱,储备到液氮罐中。
浮法液晶玻璃基板产线结构概述

综 述
升,耐高温性能提升,传动辊道最好使用陶瓷辊,加 热器布局要可以覆盖更大的板面范围,适当增加加 热分区和温度测量点。
1.5 切裁和清洗
配 料 塔 楼 碎玻璃加工车间
原材料堆放区
图 1 原料车间结构示意图
王保平,等:浮法液晶玻璃基板产线结构概述
力将原料一步步送到称量、混合和运输设备,原料通 过螺旋给料机或震动给料机送料到混合机,经过气 体输送或料罐输送到炉头料仓或投料层平台。碎玻 璃加工线,则由若干皮带机和破碎机、筛分机组成。 通常将配料塔楼置于原料车间中间位置,可以兼顾 各种原材料运输的方便高效。
(3)成型段 :浮法工艺与溢流法存在设置上的 不同,溢流法是垂直拉伸,浮法是水平拉伸。
(4)冷加工段 :主要体现在精切研磨和对洁净 度的要求,设置庞大的压差系统和空调系统。
综上所述,不论是液晶玻璃基板还是普通浮法 玻璃生产线,其产线结构需要根据玻璃料方特性、 玻璃熔化能力、玻璃生产方式等因素综合选择。
恒温恒湿间
铂金通道主体
地坑
图 5 通道区域垂直结构布局图
加热变压器和冷却水系统设备 操作通道 铂金通道主体
工艺操作区域
图 6 通道恒温间设备平面布局图
1.4 锡槽和退火窑
锡槽通过流道连接于铂金通道出口,设计有流 量调节闸板,流道有四周辅助加热器,保证玻璃液 在通过流槽期间温度均匀受控[7-9]。由于液晶基板 玻璃液本身特殊的料性和质量要求,锡槽内需设置 较普通浮法玻璃更多对拉边机和更密集的加热分 区,有更大的整体加热功率相匹配。需要设置更多 组排废装置,并根据锡槽整体尺寸合理布置,以减 少锡斑和锡蒸汽在玻璃板面的冷凝。设置较厚的顶 盖保温层,增加顶罩分区。增加钢结构稳定性。增 加拉边机杆保温性能,提高边封保温性能。
基于PLC的玻璃钢化炉温度模糊控制系统的设计
论述 了模糊控 制器的设计过 程, 糊控制 器的模糊输出反模糊化后作 为实际输 出控 制调 节阀, 将模 通过 改变调
节阀的开度 大小对钢化炉温度进行模糊控制。 运行结果表明, 所设计的二维模糊控制 器能很好地控制炉温, 获
得 了良好的控制效果。
关键 词 : 可编 程 控 制 器 ; 化 炉 ; 度 ; 糊控 制 钢 温 模
收稿 日期 :0 0 0 — 0 2 1— 5 1
作者简介 : 马碧芳( 99 )女 , 16 一 , 福建连江人 , 副教授 。
第 5期
马碧芳 , 叶文才 : 基于P c的玻璃钢化 炉温度模糊控制系统 的设计 L
4 7
的加热还会造成玻璃板表面产生裂纹, 形成光学畸变、 辊印、 波浪状弯曲, 当钢化大型玻璃板时, 上述
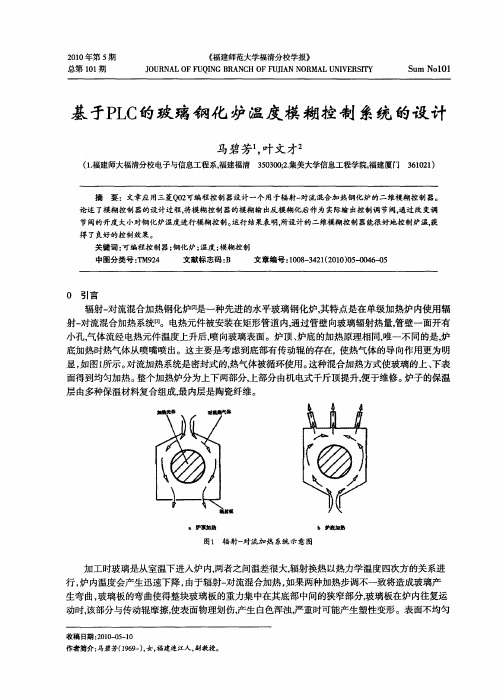
小孔, 气体流经电热元件温度上升后, 喷向玻璃表面。炉顶、 炉底的加热原理相同, 唯一不同的是, 炉 底加热时热气体从喷嘴喷出。这主要是考虑到底部有传动辊的存在, 使热气体的导向作用更为明 显, 如图1 所示。 对流加热系统是密封式的, 热气体被循环使用 。 这种混合加热方式使玻璃的上、 下表 面得到均匀加热。 整个加热炉分为上下两部分, 上部分由机 电式千斤顶提升, 便于维修。 炉子的保温 层由多种保温材料复合组成, 最内层是陶瓷纤维。
基 于P C L 的玻 璃 钢 化 炉 温度 模 糊 控 制 系统 的设 计
马 碧芳 叶 文 才2 ,
(. 1 福建师大福清分校电子与信息工程系, 福建福清 3 00 ;集美大学信息工程学院, 530 . 2 福建厦 门 3 12 ) 6 0 1
摘
要:文章应用三菱Q 2 o 可编程控制器设计一个用于辐射一 对流混合加 热钢化炉的二维模糊控制器。
潜望镜保护玻璃温度控制器的设计
置头 部保护 玻璃 加温装置, 其作用就 是为潜艇 能 达到迅速除冰 、 化霜和去雾 的 目的。 要解决
潜 望镜 窗 口保 护 玻 璃 提 供 除 冰 、化 霜 和 去 雾 ,
运算放大器A1 接成 电压 跟随形式 以增加
信 号 的 输 入 阻 抗 。 、 组 成 窗 口比 较器 , A2 A3 比
较器 A 2的同相输 入端 与窗 口的上 门限 Vh相
连 ,比较 器 A3 反 相 输 入 端 与 窗 口的 下 门 限 的 V1 相连 , 入信 号 Vi 输 同时 加 到 比较 器 A2 同 的 相输 入端 和 比较 器 A3的 反 相 输 入 端 。
韩 水 汝l
电动势 , 它与原电源电压叠加后加在输 出晶体
管 的 c 两 极 间 ,使 c 极 之 间 有 可 能 被 击 、e 、e 穿 , 了 消 除 感 生 电动 势 的 有害 影 响 , 继 电 为 在
器旁并联一个二极管 以吸 收该 感生 电势 , 起到
保 护 晶 体 管 的作 用 。
当 ViVl ,A < 时 2输 出为 高电平,三极 管
VT 、 T , 极 管 D4 止 , 电器 K 、 A3 2V 3二 截 继 A2 K A 输 T1 D5 ▲ 图1窗口玻璃温度 准传感器的非线性 , 因此模拟输 出温度传 感器 失 电 释 放 ; 3 出为 低 电平 ,V 、 导 通 ,
仕 由 由 持 士 珥 由 日; 按 藩 蛆 螺 自
摘要 :
采用 A 9 M 作 为温度传 感器 ,通过控 制 继 电器工作 模式 过各继 电器 常闭、常开触点工作模 式的转换 , D5 0
基于PLC的玻璃生产流水线控制系统设计

基于PLC的玻璃生产流水线控制系统设计牛玉琳; 李嘉豪; 张可菊【期刊名称】《《湖北农机化》》【年(卷),期】2019(000)022【总页数】1页(P135)【关键词】可编程控制; 玻璃生产流水线; 发展现状【作者】牛玉琳; 李嘉豪; 张可菊【作者单位】沈阳工学院信息与控制学院辽宁抚顺113122【正文语种】中文本设计主要完成了基于PLC 的玻璃生产流水线控制系统的设计。
玻璃生产流水线主要是对玻璃原料进料、加热炉加热、冷却水冷却、出货等工序的设计,完成玻璃生产流水线系统运行的任务。
这次设计主要利用PLC 进行控制,使加热炉的4 个加热管按预定要求加热,使加热炉中的玻璃原料能够均匀地受热融化,以及对水冷系统的控制,使其完成生产过程中冷却和报警的功能。
1 玻璃生产流水线运行过程简述启动系统开关,加热炉加热管开始加热,水槽开始注水。
加热炉中4 个加热管温度到达设定温度时加热管停止加热。
生产线进料,当玻璃原料进入加热炉后加热炉对其加工。
后经过水冷系统冷却,冷却出货。
玻璃生产流水线过程分析图,如图1 所示。
图1 玻璃生产流水线过程分析图2 系统I/O 地址分配本系统需使用9 个输入点,10 个输出点来对系统的各个运行状态进行输出指示。
具体系统I/O 地址分配表,如表1 所示。
3 控制系统的控制要求玻璃生产流水线控制系统应具有启停、进料、加热炉加热、水冷却系统冷却、出货等功能。
玻璃生产流水线控制系统的启动和停止功能应该由操作人员通过启、停按钮来进行控制。
具体生产动作通过预先编好的PLC 程序来控制,得到启动命令后,过程按照PLC 的程序完成运行要求。
系统上电启动后,加热炉内4 个加热管开始加热,当加热温度达到设定值时4 个加热管关闭,这时设备就启动,同时进料工作,同时进入加热炉加热控制程序,加热炉有温度传感器检测加热管的温度,当温度低于设定温度时打开一个加热管,过一定时间再检测加热管温度,若温度还是低于设定值,则再开一个加热管加热;反之,若温度传感器检测到温度高于设定值,就会相应地关闭一个加热管,以此类推用来保证设定温度使玻璃原料融化。
玻璃窑炉的结构及工作原理

玻璃窑炉的结构及工作原理玻璃窑炉是一种用于玻璃制造的设备,其结构和工作原理对于玻璃生产至关重要。
玻璃窑炉的结构主要包括四个部分:窑体、燃烧系统、温度控制系统和废气处理系统。
首先是窑体部分,它是玻璃窑炉的主体结构,通常由耐火材料构成,以承受高温和化学腐蚀。
窑体通常呈圆筒形,内部分为不同的区域,包括熔化区、保温区和冷却区。
熔化区是玻璃原料在高温下熔化的地方,保温区用于保持玻璃的恒温,冷却区则用于使玻璃逐渐降温。
其次是燃烧系统,它提供燃料和氧气以产生高温,使玻璃原料熔化。
燃烧系统通常由燃料供应系统和燃烧器组成。
燃料供应系统负责供应燃料,常见的燃料包括天然气、液化石油气和重油等。
燃烧器是将燃料和氧气混合并点燃的装置,以产生高温火焰。
温度控制系统是玻璃窑炉的关键部分,它通过监测和调节窑炉内部的温度,使其能够保持在玻璃制造所需的恒定温度范围内。
温度控制系统通常由温度传感器和控制器组成。
温度传感器负责测量窑炉内部的温度,将其信号传输给控制器。
控制器根据接收到的信号,调节燃烧系统的工作状态,以控制窑炉的温度。
最后是废气处理系统,它用于处理窑炉燃烧过程中产生的废气。
废气处理系统通常包括烟气净化器和废气排放装置。
烟气净化器主要用于去除废气中的有害物质,如颗粒物和气态污染物。
废气排放装置则负责将经过净化的废气排放到大气中,以保护环境。
玻璃窑炉的工作原理是利用燃烧系统产生的高温将玻璃原料熔化成液态,然后通过温度控制系统保持玻璃在恒定的温度范围内,最后通过废气处理系统处理废气。
具体工作过程如下:燃烧系统点燃燃料,产生高温火焰。
火焰的温度通常在1500℃至1600℃之间,可以熔化玻璃原料。
火焰通过燃烧器喷射进入窑炉内,形成熔化区。
接着,玻璃原料被投入到窑炉内,与高温火焰接触。
在高温下,玻璃原料逐渐熔化成液态,形成玻璃池。
熔化过程需要一定时间,通常需要几个小时甚至几天。
然后,温度控制系统开始工作。
温度传感器监测玻璃池的温度,并将其信号传输给控制器。
水平辊道式玻璃钢化炉及其温度控制系统研究
ls raei anni a ,i —a iga dl g ea yt gas unc ol er t evr n n redlyss m.Atr a yn u em te a cl d l tegi dpi f s n m y a e f r igot h ahm ta e,h a aat e ecr t i mo n v
上, 在破 碎 时变成 小 碎 块 , 颗粒 状 碎 片 对人 体 伤 害 其
钢化 的主要 方法 有空 气风 冷 、 微粒钢 化 、 液体钢 化 等 。
化 学钢 化主 要为 硝 酸 盐 类 的 离子 交 换 法 。还 有 将 物 理 与化学 方 法组合 , 液体 冷却 同时 还进行 离子 交 换 用
适应 补偿 S t 法 应 用 于 水 平 辊 道 式 玻 璃 钢 化 炉 mi h算 温度 控制 系统 , 取得 了 良好 的效 果 , 钢 化 玻 璃 品 质 使 和产 量大 幅提升 。
上 升 和科技 进 步 , 玻璃 钢 化 设 备 的性 能也 不 断提 升 , 朝 着 低 能 耗 、 成 品率 、 产量 的方 向发 展 。随 着 钢 高 高
的物理化 学 钢化 。对 于大型 民用 钢化 玻璃 , 目前 应 用 较广 的是 空气 风冷 法 。空气 风冷 法 的工艺过 程 , 重 最
玻璃熔窑冷却部温度控制技术

F /玻 壁 F )和整理,得:
么壁 = 气玻 C 壁 〔( 气10 ‘一 ( 玻 玻 T /0 ) T/
104 x 0 )]F Q 对 辐 =Q +Q 其中:
Q =a ( 一t)F 对 对 t 玻 气
而Q 辐较为复杂,为了使问题简化,我们规定
明玻璃) 、正常的拉引量来考虑。在生产颜色玻璃 时,无色玻璃液与有色玻璃液温度梯度的不同,就
造成同样流量的玻璃液带到冷却部的总热量不同。 尽管生产颜色玻璃时有意加大熔化末端火焰、关闭
璃液在 8 年代初垂直引上工艺时已开始试用。当 0 时是在通路或引上室前进行吹风冷却。应该说这是 从水冷却到风冷却提高控制精度的一个突破 ( 例如
效辐射; 效 — 玻璃液表面有效辐射; 气 Q玻 E— 火焰或气体辐射能力, 气 。 o 气104 E = 气C ( /0). T
经过设定 令 s ( Q} 壁=Q 璧 =10 落 ,。 / ,即 。 =
在冷却部窑内的传热中 ( 假设为加热) ,热源
是火焰或高温气流,受热体是已具有一定温度的玻 璃液。传热过程见图 1 。玻璃液获得的热量 Q为:
C 壁 的影响,令 纽 =08 气玻 . ,绘出 C 壁 、。 气 玻 气和 中
2 3
全国性建材科技期刊— 《 玻璃》 20 年 第 6 06 期 总第 19 8期
的关系曲线 ,见图 2 。结合冷却部的特定环境 ,不
温度下 降 2 - 3 0 0℃,个别 厂家 流道 温度 降到
难看出冷却部加热与熔化部加热的区别和应该采取
与有色玻璃液的上下温差差距就与此有关 。 3 冷却部温度控制技术的产生
国外的优质浮法玻璃生产线,冷却部都有辅助 加热装置。目前我国先进的浮法玻璃生产线也开始 采用这一先进的生产技术。现代窑炉的冷却部已同 过去不同,冷却部调温越来越类似于退火窑的分程 调节功能,既有冷却又有加热 ,所以将冷却部称为
日产300吨浮法玻璃窑炉课程设计
日产300吨浮法玻璃窑炉课程设计一、引言浮法玻璃是一种广泛应用于建筑、汽车等领域的重要材料,其生产过程中的关键设备是浮法玻璃窑炉。
本课程设计旨在设计一台日产300吨浮法玻璃窑炉,以满足生产需求。
二、浮法玻璃窑炉原理及流程1. 原理浮法玻璃窑炉是通过将玻璃原料加热至熔融状态后,由玻璃熔池通过浮法工艺在液面上形成一层均匀的玻璃带,然后经过冷却固化形成平整的玻璃板。
2. 流程浮法玻璃窑炉的生产流程主要包括玻璃原料的配料、熔化、成带、冷却和切割等环节。
具体流程如下:(1) 玻璃原料的配料:根据玻璃成分的要求,按一定比例配制玻璃原料,包括二氧化硅、碳酸钠、石灰石等。
(2) 熔化:将配制好的玻璃原料送入玻璃窑炉,通过高温加热使其熔化成为玻璃熔浆。
(3) 成带:熔融的玻璃熔浆在玻璃窑炉中形成一层均匀的玻璃带,通过浮法工艺在液面上浮动。
(4) 冷却:玻璃带通过冷却区域,逐渐降温并固化成平整的玻璃板。
(5) 切割:将冷却固化的玻璃板按照要求进行切割成标准尺寸的玻璃产品。
三、日产300吨浮法玻璃窑炉设计要点1. 窑炉容量:根据日产量为300吨,需要设计具备足够容量的窑炉,以满足生产需求。
2. 燃料选择:选择适合的燃料,如天然气、重油等,保证窑炉的高效运行。
3. 温度控制:合理设计温度控制系统,确保玻璃熔浆在窑炉中达到适宜的熔化温度,并且在成带和冷却过程中保持稳定。
4. 玻璃带成型:通过合理的玻璃带成型机构,使得玻璃带在浮法工艺中形成均匀、平整的带状结构。
5. 冷却系统:设计合理的冷却系统,使得玻璃带能够逐渐降温并固化成平整的玻璃板。
6. 切割系统:设计高效的玻璃板切割系统,确保按照要求将玻璃板切割成标准尺寸的产品。
四、日产300吨浮法玻璃窑炉课程设计步骤1. 确定窑炉规格和参数,包括窑炉容量、燃料种类、温度控制范围等。
2. 设计窑炉结构,包括炉体、隔热层、加热系统、玻璃带成型机构、冷却系统和切割系统等。
3. 设计温度控制系统,包括温度传感器、温度控制器和加热控制装置等。
玻璃窑炉冷却风
玻璃窑炉冷却风
玻璃窑炉冷却风系统是确保窑炉稳定运行和延长其使
用寿命的关键组成部分之一。
在玻璃熔制过程中,窑炉内部温度极高,达到上千摄氏度,为了防止过热及保持窑炉结构的完整性,必须有有效的冷却措施。
冷却风系统通常设计为:
冷却风箱与管路:窑炉两侧配备冷却风箱,通过连接的冷却管路向窑炉表面或特定部位(如电极、碹顶、池底等)输送冷风进行冷却。
温度控制:冷却风可能经过恒温控制系统调节,例如采用热电偶监测外界环境风温度,并根据窑炉不同部位的实际需求自动调整冷却风的温度,以保证窑炉各部分不会因冷却过度而损坏,也不会因冷却不足导致过热。
压差控制:通过压差计监测冷却风的压力变化,确保冷却风能够均匀、有效地吹向窑炉,维持稳定的气流状态。
安全与节能:除了冷却功能外,良好的冷却风管理还能降低能耗,减少不必要的热量损失,同时避免因窑炉局部过热引发的安全隐患。
因此,玻璃窑炉的冷却风系统是精密设计且需实时监控的重要子系统,对于窑炉的整体性能和生产效率有着直接的影响。
玻璃炉窑温度控制、玻璃进给控制系统设计 精品

玻璃炉窑温度控制、玻璃进给控制系统设计一.任务书专业测控技术与仪器班级学号学生姓名设计题目:玻璃炉窑温度控制、玻璃进给控制系统设计1.1、设计实验条件过程控制系统实验室1.2、设计任务1、设计玻璃炉窑温度控制控制工艺,画出控制工艺流程图。
2、写出温度控制、进给控制的工作过程,绘出系统框图。
3、用PLC控制进给过程,设计PLC进给控制硬件图,列出输入输出功能对应表。
4、编制PLC进给控制梯形图,写出语句表。
5、采用单片机对炉温进行检测控制。
系统的硬件电路设计。
要求单片机采用89S51,数据存储器采用串行存储器。
(24LC系列)字符型液晶显示器方案如(16×2LCD显示器)扩展8155矩阵键盘或分立式键盘。
A/D转换采用双积分MC14433或ICL7135,设计采集电路。
热电偶检测温度。
多路转换器实现多点检测。
可控硅温度控制电路采用固态继电器方案。
编制温度控制系统各模块流程图。
(数据采集、处理;数据存储;炉温控制;键盘、显示等)附加:1、单片机与PC机串行通信电路及通讯程序设计。
(传输温度等参数)。
2、采用智能调节器、热电偶温度变送器、可控硅温度控制模块等组成温度控制系统设计控制系统控制框图及接线图。
说明各种仪表结构及工作原理。
1.3、设计说明书的内容设计题目与设计任务(设计任务书)前言(绪论)(设计的目的、意义等)主体设计部分结束语参考文献1.4、设计时间与设计时间安排1、设计时间:2周2、设计时间安排:熟悉实验设备、实验、收集资料: 4 天设计计算、绘制技术图纸: 3 天编写课程设计说明书: 4 天答辩: 1 天二.前言2.1温室温度控制系统设计的意义随着社会的发展,科技的进步,以及测温仪器在各个领域的应用,智能化已是现代温度控制系统发展的主流方向。
特别是近年来,温度控制系统已应用到人们生活的各个方面,但温室温度控制一直是一个未开发的领域,却又是与人们息息相关的一个实际问题。
针对这种实际情况,设计一个温室温度控制系统,具有广泛的应用前景与实际意义。
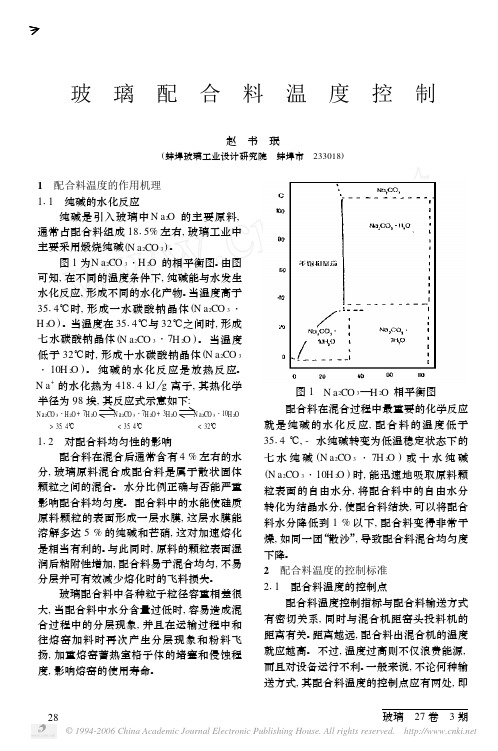
玻璃配合料温度控制
试样 名称
机 压 杯
钢 化 杯
表 3
取样日期
称样量
g
测得 w 值
(B 2O 3) %
981518 9815115 9815122
313 提高配合料温度的措施
(下转 31 页)
玻璃 27 卷 3 期
29
© 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved.
存在耗时较长、易产生偶然误差的问题。为简
由表 2 结果可以看出, 减少称样量可以 降低试剂用量及用电消耗, 缩短溶样时间, 从 而降低分析成本, 提高工作效率。实验结果表 明, 称样量为 012 g 较为理想。 213 改进前后试样测定结果对比 (见表 3)
由表 2 结果可知, 称样量改进后测得 w (B 2O 3) 值符合准确度要求。 3 结果与检验
并把数据传至称量控制计算机, 借此控制输 约 10 ℃。
入水及蒸汽的参数, 以实现混合机出口的配
使用 E irich 混合机时, 在混合机中加装
合料温度不低于工艺制定的温度标准, 保证 高能转子, 利用原料粒子之间的磨擦升温也
配合料的制备质量。
是比较有效的手段。
红外温度测定仪有响应时间快、外接触、
当冬季气温较低时, 就需要对主要原料
28
玻璃 27 卷 3 期
© 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved.
光学玻璃型电流互感器光源温度控制器设计
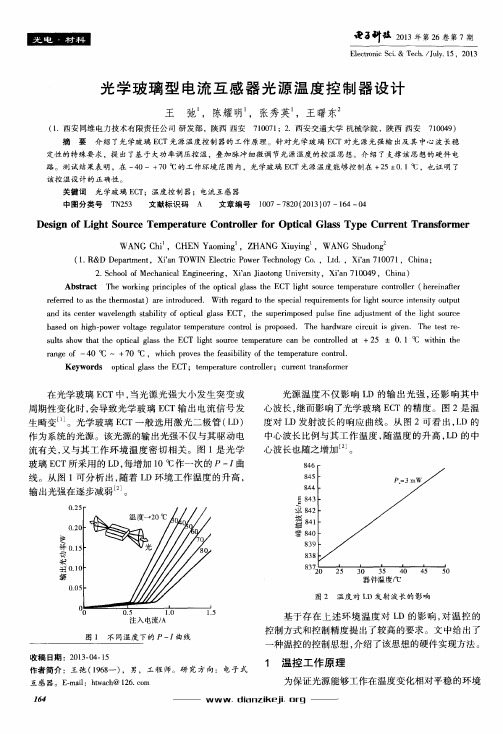
定性 的特殊要 求,提 出了基于大功率调 压控 温,叠加脉冲细微调节光源温度 的控 温思想。介 绍 了支撑该 思想的硬 件 电
路 。 测试 结 果表 明 ,在 一 4 0一 + 7 0℃ 的工 作 环 境 范 围 内 ,光 学玻 璃 E C T光 源 温度 能 够 控 制在 + 2 5± 0 . 1℃ ,也 证 明 了
r a n g e o f 一4 0 ℃ ~ +7 0 c C . wh i c h p r o v e s t h e f e a s i b i l i t y o f t h e t e mp e r a t u r e c o n t r o 1 .
Ke y wo r ds o p t i c a l g l a s s t h e ECT; t e mp e r a t u r e c o n t r o l l e r ;c u re n t t r a n s f o r me r
b a s e d o n h i g h — p o we r v o l t a g e r e g u l a t o r t e mp e r a t u r e c o n t r o l i s p r o p o s e d . Th e h a r d wa r e c i r c ui t i s g i v e n . Th e t e s t r e —
潜望镜保护玻璃温度控制器的设计
协髻 鬈嚣 ≯
维普资讯
“
罐
1 kQ 2 5 AD5 0 是一 种 单 片集 成 两 端 R = 0 /= kQ ,这 个 电 阻上 的 9M
比较 器 A, 同 相 输 入 端 和 比 较器 的
的反 相 输入 端 。 O 0 电流 输 出 温度 传 感 器 ,其 工作 电压 压 降 约 为 lmV,即转 换 成 1mV/ A 为4 3 Vl 温 范 围一5 1 0C ; K,电容 c用于 滤 除噪 声 V一 0 测 5 ℃- 5  ̄ 精 度 ± 05 ;具 有 标 准 化 的 输 出 , .℃ 固有 的 线 性 关 系 ( 度 每 变 化 1 , 温 ℃
护 玻 璃上 的加 热 导 电薄 膜 、温 度 传 为 热 能 , 对 保 护 玻 璃 起 到 加 热 作 下 也 有广 泛 的应 用 ,如 AD5 0 电 9M
感 器 和控 制 电路 组 成 。 由窗 口玻璃 用 。如 果 通 电加 热 温度 过 高 ,时 间 流输 出温 度 传 感 器 。 2 0, 电 子 设 计应 用 w .a .o C 07 2 ww e w c m.n
当 V< , V 时 A 输出为高 电平 ,
继 电器 KA, 圈 的两 端 分 别 与 三极管 V V 线 T T 、二极管 D 截止 , A, 失 输 电源 电压 和 输 出 晶 体 管 VT ( 号 继 电器 K 、KA 电释 放 ;A ,型
璃 。当潜 艇 在 寒 冷 的气 候 条 件 下 使 比较器 的 阈值 电压 比较 ,显示 保 护 过 短 ,则 不 能 达 到 迅 速 除 冰 、化 霜 用 潜 望 镜进 行 观 察 时 ,其 头 部 窗 口 玻璃 的实 际温 度 范 围并 控 制 继 电器 和 去 雾 的 目的 。 要 解 决 这 一 矛 盾 , 会 很 快地 被 凝 结 的 冰霜 所 覆 盖 ,过 的 工 作 ,通 过各 继 电器 常 闭 、 常 开 除合 理 选 择 加 热 装 置 的功 率 外 ,加 去 唯 一 的解 决 办 法 就 是 降下潜 望镜 触 点 工作 模 式 的转 换 ,实 现对 窗 口 热 温 度 的 自动调 节 和监 控 是 非 常 必
玻璃幕墙冷热循环系统温度控制策略的试验研究
Experm en alRes i t ear he St at ch on t r egy o fTem per ur at e Cont ol i g Cycl ih Gl s c t n W al e w t as - ur ai l
fre p rm e t n tas r s n h e e r h o h e e h o o y t a h tae y o mp rt r o to v rte o x e i n .a d i lo p e e tt er s a c n te k y tc n l g h tte sr tg ft e e au e c n r lo e h w h l y tm .An a p ie f z y c n o l o i m t efla ig fncin f rt mp rt r o to a sa ls e oe s se da t u z o t lag rt v r h wi s l-e r n u to o e e a e c n lw se tb ih d h n u r b s d o ei ia y e p rme t. e r s lse p s d s o st a h sag rt m a e o d c n o h r ce si a e n prlm n r x e i n s Th eu t x o e h w h tt i l o h h sa v r g o o t lc aa tr tc i y r i a de e t wi h e e a r r c so . ℃ a et mp rt r sn d fligpe id a d te f ta in o n f c . t t etmp rt ep e iin of 4 h u 0 tt e e a er ig a al ro n h ucu t ft h u i n n l o he
玻璃窑压控制
部的压力基本不控制。或者是通过泄压孔 人工进行粗略地调节。一般大家对于浮法 玻璃熔化部压力稳定的认识都很清楚,但 对于冷却部压力的稳定关注得不够。浮法 玻璃生产工艺对进入成型环节玻璃液的质 量和流量的可控性要求非常高。这样生产 出来的产品的质量也就很高.冷却部压力 影响到玻璃的质量,还影响到进入锡槽的 玻璃液流量。虽然,还不能准确地找出冷 却部压力影响玻璃液质量的一种定量关系, 但是,有生产经验的人员都能感觉到它们 之间的必然联系。
方法措施 浮法玻璃熔窑冷却部压力的调节方法是 在冷却部前段两侧胸墙对称设置一对调压 烟囱(图1),烟囱的排气能力由烟囱出口的 气帘装置进行控制,气帘装置的调节功能 又是通过单独配置的气体管路系统来实现 的。
将冷却部的压力信号和气体管路的气体流 量信号进行联锁联动。可以达到精确自动 控制冷却部压力的目的。烟囱是由钢结构 支撑的耐火砖结构组成.可以根据熔窑的 热胀冷缩进行适当调节。烟囱根部设掏灰 孑L,顶部架设气帘装置。气帘装置是由钢 结构裹着耐火材料制成。内部设有特殊形 状的风道和出气口。气帘装置的进气口与 气体管路系统相连,气体管路系统由风机 和风管组成.风管上设有流量计、调节阀, 与风机本身配置的调节装置一起可以实现 自动调节冷却部压力的目的。
窑压过大时的处理方法
• 在实际生产中经常出现窑压过大的现象,其原因主要有窑内风火供给 量过多或风火配比不适当,废气量多,抽力不足和阻力过大三个方面, 应采取以下措施,以保证窑压的稳定。 • 1)窑内风火供给量过多或风火配比不适当,废气量多,造成窑压过 大,这时应根据具体情况,适当调节风火量,增加烟道闸板开度,如 果助燃风过大而引起窑压过大,应关小助燃风量。 • 2)抽力不足,抽力是由烟囱或余热锅炉引风机提供的,可适当加大 引风机的闸板的开度,同时也应开打烟道闸板的开度。 • 3)阻力过大。其原因很多,常发生在熔窑的使用后期,如蓄热室格 子体倒塌严重,格子体孔被堵塞等均会使废气排不出去;或空气烟道, 蓄热室炉条下熔渣等杂物 堆积堵塞了废气通道、暴雨后烟道进水使 截面积减小等都会造成窑压增大。这时应根据具体情况分析窑压增大 原因,采取相应的措施解决。
泡沫玻璃生产线窑炉温度控制系统的应用研究
8 8・
工业仪表与 自动化装置
21 0 0年第 4期
泡 沫 玻 璃 生 产 线 窑 炉 温 度
控 制 系 统 的 应 用 研 究
强 明辉 , 俞玉和
( 州理 工 大学 电气工程 与信 息工程 学院 , 兰 兰州 7 0 5 ) 3 0 0 摘要 : 对泡 沫玻 璃 生产线 温度控 制的 工艺要 求 , 绍 了控 制 系统 设计 、 制 算 法和功 率调 节 针 介 控 原 理 , 点介 绍 了软件 设计 方法和 编程技 巧 。 实际应 用表 明 , 系统设计 先进 , 面友好 灵 活 , 重 该 界 控制
QA G Mi hi Y u e I N n u, U Y h g
( ol efEetcl n fr tnE gnen ,LnhuU irt ehooy L nh u70 5 , hn ) C lg l r a dI omai nier g azo n esyo Tcnl , azo 30 0 C i e o ci a n o i v i f g a
精度高, 运行稳 定 可靠 , 有较 高的 实用价值 。 具
关键 词 : 泡沫玻 璃 ; 编程序控 制 器 ; 可 温度控 制 ; I 法 PD算 中图分类号 : P 7 T 23 文献标 志码 : B 文章编 号 :0 0— 6 2 2 1 )4— 0 8— 4 10 0 8 (00 0 08 0
p r t r o t l n ,as a ih p a t a v l e e au e c n r l g lo h s a h g r ci l au . o i c
Ke y wor :o m l s ; C ;e e a u e c n r l PI ag rt m ds fa ga s PL tmp r t r o to ; D lo ih
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃生产线温度控制系统设计摘要本文介绍了对传统玻璃生产线退火窑输送装置的改进及其温度控制系统完善的设计过程。
文中首先对玻璃生产线退火窑的国内外发展现状,以及其温度控制系统的结构组成和原理进行了简单介绍。
然后针对连续式退火窑的结构特点,设计了一套可灵活改变输送装置的三维输送机构。
结合转位机构的特点,采用步进电机带动齿轮副,实现各输送装置的灵活转换。
各类输送装置速度的调节是采用PLC控制变频器来实现的。
在温度控制系统的设计方面,本设计在退火窑各个温度区均采用周波控制系统,来对各温度区进行温度调节。
设计后的退火窑和温度控制系统可以在提高玻璃制品生产效率的同时,也可使退火窑的退火质量得以优化。
关键词:退火窑,输送装置,转位机构,温度控制系统,PLC控制Production line of the glass annealing kiln and its temperature control system designAbstractThis paper introduces the traditional glass production line annealing kiln feeding device and the improvement of the temperature control system design process. In this paper, glass production line annealing kiln development status at home and abroad, as well as its temperature control system structure and principle were introduced. Then according to the continuous annealing kiln structure characteristics, design a set of flexible change of three-dimensional conveying mechanism conveying device. Combined with the indexing mechanism characteristics, using a stepper motor to drive the gear pair, each conveying device realize flexible conversion. Various types of conveyor speed adjustment is the use of PLC control of frequency converter to realize. In the temperature control system design, the design of each temperature zone in annealing furnace adopts frequency control system, to each temperature zone is used for temperature regulation. Design of annealing furnace and temperature control system to improve the glass products production and efficiency at the same time, also can make the annealing furnace annealing quality can be optimized.Keywords:annealing kiln, conveying device, indexing mechanism, temperature control system,PLC control目录第一章绪论11.1概述11.2国内外发展现状及趋势11.3退火窑的基本结构和温度控制系统的工作原理3 1.3.1退火窑的基本结构31.3.2温度控制系统的工作原理41.4 设计技术方案的改进51.5 本设计的主要完成的任务6第二章关于玻璃生产线退火窑的设计72.1玻璃的退火与退火窑72.1.1退火的概念、目的和过程72.1.2玻璃制品内应力的类型及成因72.2退火窑的分类及要求82.2.1 退火窑的分类82.2.2对退火窑的要求92.3 退火窑的分区92.3.1保温区(A区、B区、C区)92.3.2缓冷区(D区、E区)102.3.3快冷区(F区)102.4 退火窑输送装置的改进102.4.1传统退火窑输送装置的介绍102.4.2改进后的退火窑三维输送装置112.4.3主要零部件的设计计算与说明13第三章温度控制系统的硬件组成及软件设计163.1温度控制系统的硬件组成163.1.1 可编程控制器(PLC)的简介、选用及端口分配16 3.1.2 变频调速器的应用173.1.3热电偶的概述及工作原理183.1.4 周波控制系统的组成、原理及性能分析193.1.5 温度控制系统的硬件组成及性能分析203.2温度控制系统的软件设计213.2.1 软件部分的组成及分析213.2.2顺序功能图223.2.3梯形图22第四章结论25参考文献26致谢错误!未定义书签。
第一章绪论1.1概述退火窑是玻璃生产线上的三大热工设备之一,也是生产线上的主要设备。
在玻璃生产实践中归纳总结出四句话:“原料是基础,熔化是保证,成形是关键,退火是效益[1]”。
退火是效益的原因在于:如果退火窑设计不合理,确定的工艺参数不恰当,会直接影响玻璃的退火质量,造成严重的经济损失。
由于所需退火的玻璃制品不同,退火窑的窑型也不尽相同,但无论哪一种退火窑都应保证实现规定的退火工艺制度,使退火窑断面上的温度保持均匀;在优化质量、降低能耗的基础上做到高效率生产;在确保退火质量的前提下尽可能使退火窑结构简单,操作方便。
因此玻璃的退火工艺是玻璃生产过程中的一个重要环节,其过程是将玻璃置于退火窑中,使其在某一温度下保持足够时间后再缓慢冷却,从而使玻璃应力不超过允许值。
当然要实现这一目的,就要对退火窑各区温度进行有效的控制。
温度控制系统可以实现对退火窑内保温区和非保温区的温度控制。
由各控制部分的协调配合,可以使玻璃的温度控制在需要的范围之内。
总之,退火窑性能的好坏直接影响玻璃制品的质量和生产成本,而退火窑温度控制系统不仅是生产高质量玻璃制品的前提,而且也是提高生产效率和退火窑寿命的必要保障。
因此,在保证退火窑性能的基础上,优化退火窑温度控制系统对玻璃制品的生产具有重要意义。
1.2国内外发展现状及趋势我国目前的工厂广泛采用的是连续式退火窑,原因在于其生产效率高,连续性强,较易形成自动化经管运行模式,可以实现大批量生产。
其中输送装置则因玻璃制品的特点而定,但速度控制系统落后,不能实现灵活调节,因此存在综合性不强,生产品种单一的缺点:即一个工厂只能对一种玻璃制品进行简单退火,若生产玻璃制品的品种增多,则需要相应增加退火窑的数量,这样不仅使投资成本增加,而且使车间的空间利用率降低。
对于退火窑内的加热方式,目前采用的有明焰式、隔焰式、半隔焰式和电加热式。
明焰式的火焰与制品直接接触;隔焰式的火焰不与制品接触,通过薄片砖或退火窑外壳体间接传热;半隔焰式的火焰部分与制品接触,另一部分对制品间接加热。
三种加热方式各有自己的优缺点。
针对冷却介质,由于空气的来源广泛,设备简单,经济效益性好,故在国内外得到普遍采用。
但由于空气中的杂质会对玻璃制品产生一定的影响,在实际中又不易通过改善风机的性能来得到净化空气的目的。
就这一缺陷,法国公司在生产质量要求较高的玻璃制品时,采取水冷的方式进行冷却,效果可靠、技术成熟,玻璃制品的质量可以得到保证,值得我国的借鉴与引用。
在退火窑结构方面,比利时克纳德(CNUD)式退火窑,增加了可以方便拆卸的喷镀区,其上可以安装喷镀设备来生产镀膜玻璃。
在加热区增加了抽屉式电加热器和管束式辐射冷却器,来更好地调节退火窑顶部、底部和边部的温度。
图1-1克纳德(CNUD)式退火窑A区结构简图法国的斯坦因(STEIN)式在此方面采用热风循环逆流间接冷却玻璃板,其中电加热器不直接布置在窑内,而是安装在窑外的冷却风系统中,通过调节辐射冷却器进口的空气流量和初始温度来达到控制窑内温度的目的。
图1-2斯坦因(STEIN)式退火窑热风循环逆流冷却装置1.3退火窑的基本结构和温度控制系统的工作原理1.3.1退火窑的基本结构玻璃生产线退火窑为钢壳隧道式结构,按退火特点可分为间歇式、半连续式和连续式。
就连续式退火窑而言,其结构一般由窑膛、传动装置、加热及温度控制系统组成。
由于玻璃制品的不同,又可将连续式退火窑分为网带式、辊轮式和蜗杆式。
网带式退火窑的网带用钢丝编织而成,在退火窑的高温段,网带由无缝钢管或钢轨托住,在低温带由钢辊托住。
网带的传动装置包括主动轮、张紧装置和纠偏装置等。
图1-3 网带式退火窑传动装置简图辊轮式退火窑的辊子由吊挂式轴承支承,通过无级调速驱动传动轴,由固定在传动轴和辊子轴端的螺旋齿轮副带动。
窑的宽度取决于玻璃制品的产量及窑长,一般从1.2m~2.5m,不希望大于2.5m。
窑膛的长度根据退火曲线、网带移动速度及厂房条件等因素来确定。
退火窑沿长度方向可分为A区、B区、C区、D区、E区、和F区。
其中,A、B、C区的钢壳内有保温层,内设电加热器和辐射冷却器,故称为保温区;D和E区为封闭钢壳结构,内设热风循环冷却装置,故为缓冷区;F区有封闭式和敞开式两种类型,内设强制冷却装置,故为快冷区。
退火窑的长度可以根据季节和外部环境气温来调节。
1.3.2温度控制系统的工作原理就目前广泛采用的连续式退火窑而言,其工作特点是玻璃制品在退火窑内连续移动,但退火窑内各区温度恒定不变。
因此,合理控制玻璃的温降速度,保持各区温度的连续均匀性,成为退火窑在退火操作中的关键。
在退火窑工作时,通过输送装置的连续移动,将玻璃制品以特定的速度输送到退火窑内进行退火。
退火过程是很严格的一项操作,之所以这么说,是因为对于不同的玻璃制品,其厚度、形状、大小、质量等因素不尽相同,这就决定了其退火曲线的不同。
退火曲线又与温度和时间有着密不可分的联系,其中温度与时间的比值称为温降速度(K),用公式表示为:∆=(1-1)TtK∆在玻璃制品退火之前要先明确它们的退火曲线,并根据玻璃制品的形状和尺寸选择合适的输送装置。
退火曲线与输送装置的合理选择是很重要的,然而控制合理的温降速度才是关键的。