砌墙砖抗压强度试样制备一次成型试模模具.doc
砌墙砖试验方法
砌墙砖试验方法(GB/T2542-2012)··抗压强度··试样数量为10块。
一、试样制备:①一次成型制样:一次成型制样适用于采用样品中间部位切割,交错叠加灌浆制成强度试验试样的方式。
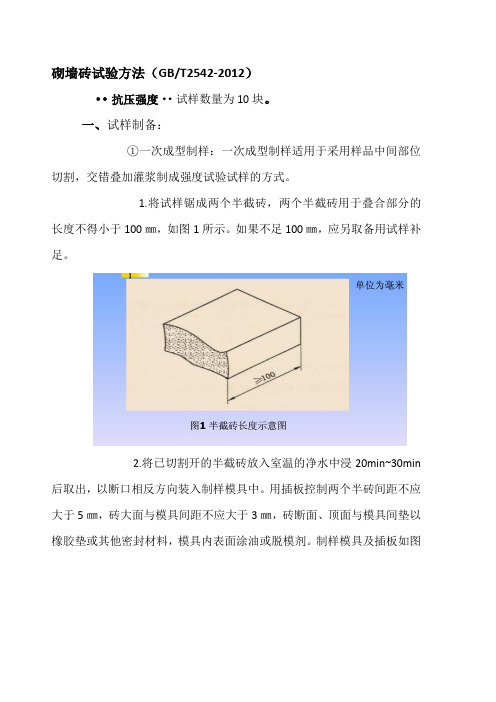
1.将试样锯成两个半截砖,两个半截砖用于叠合部分的长度不得小于100㎜,如图1所示。
如果不足100㎜,应另取备用试样补足。
2.将已切割开的半截砖放入室温的净水中浸20min~30min 后取出,以断口相反方向装入制样模具中。
用插板控制两个半砖间距不应大于5㎜,砖大面与模具间距不应大于3㎜,砖断面、顶面与模具间垫以橡胶垫或其他密封材料,模具内表面涂油或脱模剂。
制样模具及插板如图2所示。
3.将装好试样的模具置于振动台上,加入适量搅拌均匀的净浆材料,振动时间为0.5min~1min,停止振动,静置至净浆材料达到初凝时间(约15min~19min)后拆模。
②二次成型制样:二次成型制样适用于采用整块样品上下表面灌浆制成强度试验试样的方式。
1.将整块试样放入室温的净水中浸20min~30min后取出,在铁丝网架上滴水20min~30min。
2.按照净浆材料配制要求,置于搅拌机中搅拌均匀。
3.模具内表面涂油或脱模剂,加入适量搅拌均匀的净浆材料,将整块试样一个承匪面与净浆接触,装入制样模具中,承压面找平层厚度不应大于3㎜。
接通振动台电源,振动0.5min~1min,停止振动,静置至净浆材料达到初凝时间(约15min~19min)后拆模。
按同样方法完成整块试样另一承压面的找平。
二次成型制样模具如图3所示。
③非成型制样:非成型制样适用于试样无需进行表面找平处理制样的方式。
1.将试样锯成两个半截砖,两个半截砖用于叠合部分的长度不得小于100㎜。
如果不足100㎜,应另取备用试样补足。
2.两半截砖切断口相反叠放,叠合部分不得小于100㎜,如图4所示,即为抗压强度试样。
二、试样养护:①一次成型试样、二次成型试样在不低于10℃的不通风室内养护4h。
砌墙砖试验方法

3.1.5抗压强度试验设备:同2.1。
3.2试样数量 试样数量为10块,其中5块用于冻融试验,5块用于未 冻融强度对比试验。
三、冻融试验
3.3试验步骤
3.3.1用毛刷清理试样表面,将试样放入鼓风干燥箱中在
105℃±5℃下干燥至恒质(在干燥过程中,前后两次称量 相差不超过0. 2%,前后两次称量时间间隔为2 h,称其 质量mo,并检查外观,将缺棱掉角和裂纹作标记。 3.3.2将试样浸在10℃~20℃的水中,24 h后取出,用湿 布拭去表面水分,以大于20 mm的间距大面侧向立放于预 先降温至-15℃以下的冷冻箱中。 3.3.3当箱内温度再降至-15℃时开始计时,在-15℃~-
孔洞结构、干燥收缩、碳化、软化的试验方法。 本标准适用于砌墙砖。 凡是由粘土、工业废料或其他地方资源为主 要原料,以不同的工艺制成的在建筑物中用于承
重墙和非承重墙的砖统称为砌墙砖。
二、抗压强度
2.1仪器设备
2.1.1材料试验机:试验机的示值相对误差不超过
±l%,其上、下加压板至少应右一个球铰支座,预期 最大破坏荷载应在量程的20%—80%之间。 2.1.2钢直尺:分度值不应大于1 mm。 2.1.3振动台、制样模具、搅拌机:应符合GB/T
3.4.4试验结果以试样冻后抗压强度或抗压强度损失率、冻 后外观质量或质量损失搴表示与评定。
四、石灰爆裂试验
4.1 仪器设备 4.1.1蒸煮箱。
4.1.2钢直尺:分度值不应大于1 mm。
4.2试样数量 试样数量为5块,所取试样为未经雨淋或浸水,且近期 生产的外观完整的试样。 4.3试验步骤
4.3.1试验前检查每块试样,将不属于石灰爆裂的外观缺陷
砌墙砖试验方法
(GB/T 2542-2012)
砌墙砖试验方法分析

图3 二次成型制样模具
二、抗压强度
2.3.3.1非成型制样适用于试样无需进行表面找平处理制
样的方式。
2.3.3.2将试样锯成两个半截砖,两个半截砖用于叠合部 分的长度不得小于100 mm。如果不足100 mm,应另 取备用试样补足。 2.3.3.3两半截砖切断口相反叠放,叠合部分不得小于 100 mm,如图4所示,即为抗压强度试样。
以保持盘内水面高度,以后则保持浸在水中即可。试验过
程中要求环境温度为16℃~32℃,相对湿度35%~60%。
五、泛霜试验
5.3.4试验7d后取出试样,在同样的环境条件下放置4d。 然后在105℃±5℃鼓风干燥箱中干燥至恒量。取出冷却至
常温。记录干燥后的泛霜程度。
5.4结果评定 5.4.1 泛霜程度根据记录以最严重者表示。 5.4.2泛霜程度划分如下: 无 泛 霜:试样表面的盐析几乎看不到。 轻微泛霜:试样表面出现一层细小明显的霜膜,但试样表 面仍清晰。 中等泛霜:试样部分表面或棱角出现明显霜层。 严重泛霜:试样表面出现起砖粉、掉屑及脱皮现象。
20℃下冰冻:烧结砖冻3h;非烧结砖冻5h。然后取出放
三、冻融试验
入10℃~20℃的水中融化:烧结砖为2h;非烧结砖为3h。 如此为一次冻融循环。 3.3.4每5次冻融循环,检查一次冻融过程中出现的破坏情 况,如冻裂、缺棱、掉角、剥落等。 3.3.5冻融循环后,检查并记录试样在冻融过程中的冻裂长
度,缺棱掉角和剥落等破坏情况。
二、抗压强度
单位为毫米
图4 半截砖叠合示意图
二、抗压强度
2.4试样养护
2.4.1 一次成型制样、二次成型制样在不低于10℃的不通
风室内养护4h。 2.4.2 非成型制样不需养护,试样气干状态直接进行试验。 2.5试验步骤 2.5.1测量每个试样连接面或受压面的长、宽尺寸各两个,
砌墙砖成型实验报告
砌墙砖成型实验报告本实验旨在研究不同组合比例的水泥、砂和骨料在砌墙砖成型过程中的影响,以确定最佳的组合比例,提高砌墙砖的质量,并对其进行物理性能测试。
实验原理砌墙砖是一种常用的建筑材料,其主要成分包括水泥、砂和骨料。
在砌墙砖的成型过程中,水泥与砂、骨料反应生成硬化砌墙砖。
因此,砌墙砖的组合比例将直接影响其物理性能。
实验材料1. 水泥2. 砂3. 骨料实验方法1. 准备不同组合比例的水泥、砂和骨料。
2. 将水泥、砂和骨料按一定比例混合。
3. 将混合后的材料放入模具中,轻轻敲打以排除气泡。
4. 将模具中的材料放置在阴凉通风处静置,待其硬化。
5. 取出成型的砌墙砖,进行物理性能测试。
实验结果在实验中,我们准备了5种不同的组合比例,分别标记为组合A、B、C、D、E。
经过一段时间的硬化,我们对成型的砌墙砖进行了物理性能测试,包括强度测试和吸水率测试。
强度测试:我们使用万能试验机对砌墙砖进行了拉伸强度和抗压强度测试。
结果显示,组合C的砌墙砖具有最好的强度表现,强度明显高于其他组合比例的砌墙砖。
吸水率测试:我们将砌墙砖浸入水中一段时间后,测量其吸水率。
结果显示,组合A的砌墙砖吸水率最低,吸水性能最好。
实验总结通过本次砌墙砖砌墙成型实验,我们得出了以下结论:1. 组合C的砌墙砖具有最好的强度表现,适合用于需要较高强度的墙体结构。
2. 组合A的砌墙砖吸水率最低,适合用于需要防水性能较好的场所。
3. 不同组合比例的水泥、砂和骨料能够对砌墙砖的物理性能产生显著影响,应根据具体需求选择合适的组合比例。
经过本次实验,我们对砌墙砖的成型过程和物理性能有了更深入的了解,为今后设计和制造高质量的砌墙砖提供了参考依据。
砌墙砖试验方法

25044的要求。
2.1.4切割设备。 2.1.5抗压强度试验用净浆材料:应符合GB/T 25183 的要求。
二、抗压强度
2.2试样数量
试样数量为10块。
2.3试样制备 2.3.1 一次成型制样 2.3.1.1一次成型制样适用于采用样品中间部位切割,交 错叠加灌浆制成强度试验试样的方式。
2.3.1.2将试样锯成两个半截砖,两个半截砖用于叠合部
止振,静置至净浆材料达到初凝时间(约15 min~ 19 min)后拆模。
图2 一次成型制样模具及插板
二、抗压强度
2.3.2二次成型制样
2.3.2.1 二次成型制样适用于采用整块样品上下表面灌
浆制成强度试验试样的方式。 2.3.2.2将整块试样放入室温的净水中浸20 min~30 min后取出,在铁丝网架上滴水20 min~30 min。 2.3.2.3按照净浆材料配制要求,置于搅拌机中搅拌均匀。
六、吸水率和饱和系数试验
6.4 结果计算与评定 6.4.1常温水浸泡24 h试样吸水率(W24)按式(5)计算。
………….(5)
式中: W24 -常温水浸泡24 h试样吸水率,%; m0-试样干质量,单位为千克(kg); m24 -试样浸水24 h的湿质量,单位为千克(kg)。
六、吸水率和饱和系数试验
6.4.2试样沸煮3h吸水率(W3)按式(6)计算。 ………….(6)
式中: W3 -试样沸煮3h吸水率,%; m3 -试样沸煮3h的湿质量,单位为千克(kg); m0 -试样干质量,单位为千克(kg)。
六、吸水率和饱和系数试验
6.4.3每块试样的饱和系数(K)按式(7)计算。 ………….(7) 式中: K-试样饱和系数; m24-常温水浸泡24 h试样湿质量,单位为千克(kg); m5-试样干质量,单位为千克(kg); m0-试样沸煮5h的湿质量,单位为千克(kg)。 6.4.4吸水率以试样的算术平均值表示;饱和系数以试样的 算术平均值表示。
GBT2542―2012《砌墙砖试验方法》合理性分析及建议
GBT2542―2012《砌墙砖试验方法》合理性分析及建议摘要:本文是在GB/T2542-2012《砌墙砖试验方法》实施后,在操作实践中发现配套设备、试验过程和标准的落实中存在一些问题。
通过对这些问题进行分析,提出合理化的建议。
关键词:试模;搅拌机;偏离;建议中图分类号:TU522.1 文献标识码:A 文章编号:1006-4311(2015)13-0112-020 引言GB/T2542-2012《砌墙砖试验方法》于2013年9月1日实施,与GB/T2542-2003的主要区别就是更新了抗压强度试验方法。
新标准实施以来,各个实验室都在按照《实验室资质认定评审准则》的要求进行标准确认。
在确认过程中,反映出一些问题,现结合运行一年来的实际情况浅析如下:1 该标准明确的配套设备部分实用性不强该标准明确的振动台、制样模具、搅拌机应符合GB/T25044的要求。
现行有效的GB/T25044-2010《砌墙砖抗压强度试样制备设备通用要求》对设备规定不明确,造成操作难度大,检测结果再现性差。
1.1 搅拌设备GB/T25044仅对搅拌设备的材质、搅拌锅的深度、转速和噪声进行了规定,对搅拌速度规定太宽,小于75r/min;对搅拌叶的结构、搅拌锅的形状没有涉及。
以至于出现的搅拌设备有平底型搅拌锅底,有圆锥型搅拌锅底,搅拌叶也是五花八门。
在实际操作中,出现因搅拌量大,骨料沉积,浆液不均,浆料凝结后出现灌缝塌落,受压面积无法计算;出现浆料凝结,不能装入模具中和搅拌锅无法清理而设备报废;因搅拌速度或搅拌锅的形状造成骨料沉积,浆料无法使用。
1.2 试样制备试模GB/T25044-2010对试模的长度、宽度和高度作了规定,一次成型性试模型腔尺寸:长120mm±15mm(可调节),宽120mm±10mm(可调节),高115mm ±5mm;二次成型性试模型腔尺寸:长240mm±15mm(可调节),宽120mm±10mm(可调节),高65mm±5mm。
模具试模报告doc(一)2024
模具试模报告doc(一)引言概述:本文是关于模具试模报告的第一部分,主要介绍了试模的目的和流程。
试模是为了验证模具设计的可行性和优化模具工艺,在产品批量生产之前进行的重要环节。
本文将从材料准备、模具调试、试模效果、问题分析和改进方案等五个大点展开,详细介绍了各个环节的内容。
正文:1. 材料准备a. 选择合适的试模材料,结合产品的特性和要求进行选择。
b. 配置合适的模具材料,确保模具具备足够的强度和耐磨性。
c. 准备所需的模具配件和附件,确保试模过程中的顺利进行。
2. 模具调试a. 确认机床的准备情况,检查模具安装位置和调整机床参数。
b. 调整模具的结构和尺寸,确保模具与产品的匹配和稳定性。
c. 调试模具的开合速度和压力,优化模具的工作效率和品质。
3. 试模效果a. 第一次试模,观察产品表面质量和尺寸精度,记录试模参数。
b. 连续试模,对比不同参数下的试模效果,分析差异与原因。
c. 试模过程中的问题及时处理,确保试模结果的准确性。
4. 问题分析a. 分析试模过程中出现的问题,如产品变形、模具损坏等。
b. 查找问题的根本原因,可能是材料、模具结构或调试参数等。
c. 利用专业工具和测试方法进行问题的分析和解决。
5. 改进方案a. 根据问题分析结果,确定改进方向,对模具结构进行优化。
b. 调整材料配比和模具制造工艺,提升试模效果和产品质量。
c. 定期进行试模反馈和改进评估,继续优化模具设计和工艺流程。
总结:本文详细介绍了模具试模的流程和步骤,包括材料准备、模具调试、试模效果、问题分析和改进方案等五个大点。
通过试模过程的反复优化和改进,可以有效提升模具设计的可行性和产品的质量,为批量生产提供有力的保障。
在后续的报告中,我们将继续深入分析试模过程中的问题和改进方案,不断提升模具试模的效率和准确性。
混凝土抗压强度试验中试块模具制作规程

混凝土抗压强度试验中试块模具制作规程一、试块模具的选择在进行混凝土抗压强度试验时,试块模具是必不可少的工具。
试块模具的选择应该考虑以下因素:1.规格和尺寸:试块模具的规格和尺寸应该符合国家标准。
2.材质:试块模具的材质应该是优质的,能够承受试验过程中的压力和磨损。
3.制作工艺:试块模具的制作工艺应该符合规范,确保试块的准确性和可重复性。
二、试块模具的准备工作在制作试块模具之前,需要进行以下准备工作:1.清洁模具:将试块模具清洗干净,确保表面光滑无污渍。
2.检查模具尺寸:检查试块模具的尺寸是否符合规范。
3.涂抹模具表面:在试块模具表面涂抹一层薄油,以免混凝土黏在模具上。
三、试块模具的制作方法试块模具的制作方法应该符合国家标准,具体步骤如下:1.准备材料:选用优质的木材或金属材料,根据规格和尺寸要求切割成相应的尺寸。
2.加工模具:根据设计图纸,将木材或金属材料加工成模具的形状,确保模具的平整度和准确度。
3.拼接模具:将加工好的模具零部件拼接成完整的模具,确保模具的接口处平整无缝。
4.打磨模具:用砂纸或磨具将模具的表面打磨光滑,确保试块的表面光滑无瑕疵。
5.进行质量检查:用卡尺和量角器对模具的尺寸和角度进行检查,确保模具符合规定要求。
四、试块模具的保养和维修为了延长试块模具的使用寿命,需要进行定期的保养和维修。
1.清洁模具:每次使用后,将模具清洗干净,去除混凝土残留物,确保模具表面光滑无污渍。
2.涂抹模具表面:在试块模具表面涂抹一层薄油,以免混凝土黏在模具上。
3.检查模具尺寸:定期检查试块模具的尺寸是否符合规范,如有偏差及时进行维修或更换。
4.维修模具:如发现模具表面有磨损或损坏,应及时进行维修,以免影响试块的准确性和可重复性。
5.存放模具:存放试块模具时应放置在干燥通风的地方,避免受潮和腐蚀。
五、结语试块模具的制作和使用是混凝土抗压强度试验中不可或缺的步骤。
本文介绍了试块模具的选择、制作、保养和维修方法,希望对读者进行参考和借鉴。
一次成型砖抗压强度试验
一次成型砖抗压强度试验嘿,你知道吗?“一次成型砖抗压强度试验”可是个相当重要的事儿啊!咱就说这一次成型砖吧,它的抗压强度那可是直接关系到建筑质量的关键指标呢!就好比一个人的骨骼强度,要是不强,那怎么能撑得起整个身体呀!这抗压强度试验呢,其实就是给这些砖来个“大考”。
想象一下,把砖放在一个专门的压力机下面,就像大力士在使劲压它一样。
然后逐渐增加压力,看看这砖到底能承受多大的压力才会被压坏。
这过程可不简单哦!就跟运动员训练一样,得严谨、得细致。
比如说,在实际操作中,我们得严格按照标准来进行。
从砖的选取就不能马虎,得挑那些有代表性的。
然后在试验过程中,压力施加得均匀、稳定,不能一会儿快一会儿慢的。
这就好像跑步,得保持匀速才能发挥出最佳水平嘛。
我记得有一次,我们做一个项目,其中就涉及到大量的一次成型砖抗压强度试验。
当时有个小伙子,操作的时候有点粗心大意,结果得出的数据那叫一个乱七八糟。
这可不行呀!这不是开玩笑的事儿。
后来我们重新认真做了一遍,才得到了准确可靠的数据。
你可别小瞧了这些数据,它们可是能决定一个建筑能不能安全、稳固地矗立在那里的关键。
要是抗压强度不够,那后果简直不堪设想,说不定哪天就塌了呢!这可不是危言耸听哦。
所以呀,做一次成型砖抗压强度试验一定要认真、仔细、负责!这可不是闹着玩的,这是关乎大家安全的大事呀!你说是不是?别不当回事儿哦!要是你自己家盖房子,你也不希望用抗压强度不行的砖吧?那住得能安心吗?总之,一次成型砖抗压强度试验是一项非常严肃、重要的工作,我们必须高度重视,严格按照标准和规范来操作,确保得到准确可靠的数据,为建筑质量保驾护航!你现在对这个试验是不是有了更清楚的认识啦?。
混凝土抗压强度标准试件的制备
混凝土抗压强度标准试件的制备一、前言混凝土抗压强度是衡量混凝土材料质量的重要指标之一。
在工程实际应用中,混凝土抗压强度的测试是必不可少的。
而混凝土抗压强度的测试需要依赖于标准试件的制备。
本文旨在介绍混凝土抗压强度标准试件的制备标准。
二、试件材料1. 混凝土材料试件材料应为新鲜的混凝土,要求在试件制备前的28天内浇筑完成,并且符合混凝土设计标准。
2. 试件模具试件模具应为金属模具,内壁光滑,无凹凸、毛刺、氧化等缺陷,且模具内部应清洁。
模具应保持完整,无变形、裂纹等损伤。
3. 模具油模具油应为无色透明的矿物油,不得添加任何其他物质,且油膜均匀。
三、试件制备1. 试件制备前的准备工作(1)清洁模具。
将模具内壁清洁干净,确保模具内部无任何杂质和水分。
(2)涂模具油。
在模具内壁均匀涂抹模具油,保证试件表面光滑。
(3)准备混凝土。
混凝土应按照设计比例配制,并充分搅拌均匀。
(4)安装模具。
将模具放置在平整的水平台上,并通过螺栓将模具固定。
2. 试件制备步骤(1)将混凝土均匀地填入模具中,每次填料厚度不得超过5cm。
(2)用尖头钢棒在混凝土表面轻轻敲打,排除空气,使混凝土密实。
(3)将混凝土填至模具顶部,用刮刀刮平混凝土表面。
(4)将试件表面用金属刮板刮平,并用钢尺检查试件表面是否水平。
(5)将试件覆盖保湿膜,防止水分蒸发。
(6)将试件标注编号、浇筑日期、试件型号等信息。
(7)将试件放置在恒温恒湿室中,进行养护。
四、试件养护1. 养护环境试件养护应在恒温恒湿环境下进行,温度为20℃±2℃,湿度为95%±5%。
2. 养护时间试件养护时间应为28天,期间应定期进行养护。
3. 养护措施(1)试件表面保持湿润,避免蒸发。
(2)养护室内应保持适宜的温湿度,避免温度过高或过低,湿度过大或过小。
(3)养护期间应禁止试件移动和震动。
五、试件取样试件养护28天后,应在试件中部取样。
取样时应避免模具侧面和顶部。