标准作业时间表汇总1
精益生产--山积表

标
标准作业是企业认可的,能够
准
安全、保证质量、很少浪费、
作
合理成本、以人的动作为中心,
业
应该严格遵守的作业方法。
的
定
义
它由节拍时间、作业顺
与 作
序和标准手持三要素组 成。
用
1、明确安全地、低成本 地生产优良产品的制造
方法;
2、目视化管理的工具;
3、用作改善的工具
二
标准作业及三要素
标准作业与作业标准的区别
450*60S*80%
生产节拍(T.T) = 600件
= 36S/件
二
标准作业及三要素
练习题:
某工厂生产发动机,2月份的市场需求量为11000台,此工厂总装车 间工人一个月出勤22天,每天24小时分三班交替上班,每班休息时 间及就餐时间共35分钟。假设此总装车间可动率为90%,请问总装 车间2月份生产节拍(T.T)是多少秒?
➢不能影响操作者的正常作业 ➢必须以“作业”为开始,不可以从“等待”或“步行”开始; ➢操作者为同一人; ➢设备为相同设备; ➢机型不变; ➢需要拍摄整个场景,包括与本工序有关的零件的盛放盒,工位器具的布 置等等。
➢长时间手工作业时,需近景拍摄,保证能够看清楚操作者的手脚移动。
三
山积表编制的具体方法
第一步:工序作业要求
所选工序满足的条件:所选工序的作业人员完成的是循环往复的标准作业,使用 标准的工作方法,符合作业标准。
第二步:作业时间调查(通过现场观察及视频拍摄)
用摄像的方式拍摄3个循环的作业视频以准确测算时间
具体要求:
➢选取技能水平中等熟练的操作者; ➢3个循环的作业顺序必须一致; ➢尽量排除操作者身体异常、及拍摄过程中故意延缓或加快作业速度的情 况
点检员标准化作业及实施细则
点检员标准化作业及实施细则(试行)目录1、主题内容 (2)2、适用范围 (2)3、内容 (2)3.1 点检员应具备的素质 (2)3.2 点检标准化作业的特点及内容 (2)3.3 点检作业标准化 (4)3.4 点检台帐管理标准化 (8)3.5点检检修管理标准化 (9)3.6点检员培养及考核 (10)4、附加说明: (13)点检员标准化作业及实施细则为进一步开展安泰控股全员设备管理(TPM)工作,深入细致的做好设备点检工作,加强专职点检员的标准化、规范化作业,明确工作责任及工作目标,特制定本制度。
本制度适用于安泰控股各分厂设备系统专职点检员。
1、主题内容本规定规范了专职点检员(包括初选点检员,以下统称点检员)标准化作业的具体内容,主要包括:点检作业标准化,点检台账管理标准化和点检检修标准化三部分及实施细则。
2、适用范围本规定适用于安泰控股各分厂设备专职点检员。
3、内容3.1 点检员应具备的素质3.1.1有一定的设备管理理论,有较强的管理意识。
3.1.2有较扎实的专业知识,又有较丰富的实践经验。
3.1.3会使用基本的设备测试、诊断仪器及仪表。
3.1.4有较强的表达能力,包括口头表达和书面表达能力。
3.1.5有强烈的安全意识。
3.1.6有较宽的知识面、强烈的上进心。
3.1.7熟练使用计算机,熟练运用各种办公软件。
3.1.8维修技术、交际协调、管理技能等方面均应有较好的素质。
3.2 点检标准化作业的特点及内容3.2.1 点检标准化作业的特点3.2.1.1点检标准化作业是在借鉴其他企业先进经验的基础上,结合安泰控股的实际情况,准备在全公司范围内推行的点检定修管理模式。
3.2.1.2点检标准化作业是安泰控股设备管理的重要组成部分,也是使我公司设备能够长期稳定、高效、安全运行的重要保证。
3.2.2 点检标准化作业的内容3.2.2.1 点检标准化作业主要包括点检作业标准化,点检台账管理标准化和点检检修标准化三部分。
标准工时培训教材PPT课件
分析符号
时间 TMU
18
2
3
4
5
6
7
8
9
分析符号
右手动作
GB45 右手到材料箱取钢板
19
模特法概要与基本原理
1966年,澳大利亚的海特博士(G.C.Heyde),在长 期 研 究 的 基 础 上 创 立 模 特 排 时 法 ( Modolar Arrangement of predetermined Time Standard)简 称MOD法,是在PTS技术中将时间与动作融为一体,是最 简洁概括的新方法,因此MOD法易学易用,且实用方便, 同时其精度又不低于传统的PTS技法。
6>确定标准时间:ST
标准时间
ST =正常时间*(1+宽放率)
17
PTS标准核心:动作间值表
什么是“动作时间值”?
– 简单地讲,就是针对一个特定的动作(形态),PTS就 赋予它一个对应的时间值。
– 一个作业如果分解成若干个动作,每个不同的动作将会得到相应 的时间值,如果将这一组动作的时间汇总就得到这组动作的运行 周期——即该作业单元的周期。
标准工时制订与应用
2014-05-10
1
标准工时 测定技术
马表测时法
方法时间测 定法 MTM 模特法 MOD 综合数据法
工作抽样放
2
弗兰克·吉尔布雷斯 (Frank Bunker Gilbreth,1868-1924) 弗雷德里克·温斯洛·泰勒 (Frederick Winslow Taylor,1856—1915)
M3
作
大臂 M4
伸直的臂 M5
相当距离 2.5CM 5 CM
15 CM
模特法 MOD 动作与时值表
IE时间分析发,内附标准时间表

时间分析—作业测定(1)
时间分析的体系
从泰勒把时间分析应用于工厂改善开始,时间分析已走远了一百多年的历程,其方法经过后人不断总结发展, 已经蔚然而成体系,具体如下图所示:
时间分析一般分为两大类型
直接观测法 间接观测法
根据分析对象的作业种类、性质以及分析的目的,又可以细分出许 多方法。以下逐一进行介绍。
例如,针对某一次观测,经判断熟练度为C1(+0.06),
努力程度为B2(+0.08),工作条件为E(-0.03),一致 性为E(-0.02),则评价系数 = 1+0.06+0.08-0.03-0.02 =
平准化评价系数表
评价 标准时间的设定 2) 作业条件 熟练度 —作业测定( 努力度
项目
一致性 A B C D E F +0.04 +0.03 +0.01 0.00 -0.02 -0.04
M28C
14.4
5
6
P1SE
5.6
5.6 P1SE 决定针在板上位置
7 放下针 RL1 2.0 RL1 上表中,抓住针和定位等动作对一般人而言,较难左右手同时进行 合计 55.8
标准时间的设定—作业测定(2)
标准时间概要(Standard Time)
所谓的标准时间,就是指在正常条件下,以标准的作业方法和合理的劳动强度和速度完成符合质量要求的工 作所需的作业时间. 也就是在一位受过训练的熟练工作者,以规定的作业方法和用具,完成一定的质和量的工作所需的时间。 标准时间是衡量一切工作的标准,它具有相当高的客观性和公平性。 标准时间具有五大主要因素:正常的作业条件、熟练程度、作业方法、劳动强度和速度、质量标准。
标准工时制定规范(含表格)
标准工时制定规范(ISO9001-2015)1目的1.1应用科学的、系统的方法制定标准工时,编制标准工时表;1.2将标准工时导入标准工时库应用于生产管理。
2范围2.1适用于公司所属各部门、车间。
3职责3.1车间工程技术人员:负责制定工艺流程,测量标准工时,编制标准工时表;积累、分析工时数据,制定通用作业工时标准(运用综合数据法);3.2生产车间经理:负责标准工时表的执行,按标准工时表排定的工位及作业内容组织生产,审核各班组生产日报表;3.3工艺工装职能:负责对标准工时表校对、审核;3.4燃具产品部长:负责对标准工时表审定、批准;3.5综合管理职能:负责标准工时导入标准工时库,各功能模块应用输出,并应用于生产管理;3.6技术管理职能:负责标准工时表归档管理,发放;4工作流程图5工作程序5.1标准工时制定原则5.1.1在产产品:所有在一年内生产的产品必须制定相应品名的标准工时,超过3年未生产产品的标准工时表可以不维护更新,但保留旧版电子档,以备查看;5.1.2新增产品:新产品试产时需制定一个临时工艺流程图,在批量生产后5个工作日须发行新版正式标准工时表;新版标准工时表版本号统一定为“00”版;5.1.3工艺变更:当生产工艺发生变更时,须调整相应变更工位的工时数据,并升级发行新的标准工时表,版本号为原版本号加“1”,并在表上相应位置注明升级原因。
例:原版为“00”版,升级后发行版本为“01”版,以此类推。
5.1.4制程改善:当对生产制程进行改善时,改善成果将通过“标准工时”的降低,“线平衡率”的提高来体现;改善完成后须升级标准工时表,以进行相应措施的固化;5.1.5与实际差异过大:当正式版标准工时表投入使用后,若发现与生产实际存在较大差异时,需要就部分或全部工位进行重新观测分析,再升级发行新版标准工时表;差异过大的标准为:在去除外部影响与内部问题后的产出工时与投入工时的差异超过10%;5.2数据测量标准工时制定初期阶段以秒表法为主,待积累了大量的作业单元数据进行分析后,再运用综合数据法制定常用作业的工时标准参数表,以在后期制定标准工时时直接取用,提高制作效率。
精益管理之标准工时

3.0 标准工时的运用 3.1.1 生产效率的计算公式 1 效率=产出/投入; 2 生产效率=产出工时/直接出勤工时 3 工作效率=产出工时/总出勤工时 4 产出工时=产出数量*标准工时/PCS 5 直接出勤工时=直接作业人员的投入工时; 6 总出勤工时=(直接+间接)人员的投入工时;
3.1.2 生产效率的计算案例
标准工时的结构图
标准工时的计算公式
标准工时 = [平均实操工时 *(1+评比系数) ] + (正常时间*宽放系数)
评比系数需要根据测量对象每次确认、宽放系数在 劳动条件和劳动环境不变的情况下只需确认一次.
关键词:评比系数、宽放系数
为什么要进行评比?
所谓“评比”:就是时间研究人员将所观测到 的操作者的操作速度与自己所认为的理想速度 (正常速度)作比较。
2.6 标准工时审核与发行的四个步骤
2.6.1 标准工时测试记录表(IE制作\班组长会签); 2.6.2 工序别标准工时总表(IE课长\制造课长会签); 2.6.3 产品别标准工时总表(工程经理\生产经理会签); 2.6.4 《产品别标准工时总表》经文控统一发行;
目录
什么是标准工时 如何测定标准工时 标准工时的应用
产出工时=? 需求工时=? 需求人数=?
产出工时=1000*20/60=333.33
需求工时=333.3/60%=555.55
需求人数=55.55/2*10=27.53 ≈28人
3.4 设备需求的计算依据
1 设备产出工时=产出数量*设备加工周期时间/PCS; 2 需求工时=设备产出工时/设备稼动率; 3 需求设备=需求工时/出货期限*工作时间; 4 出货期限:24小时之后(1天之后); 5 工作时间:22小时/每天; 6 设备稼动率现状:70%;
工业工程-工时测定

1、秒表(马表、停表) 2、记录板 3、时间研究表格 4、计算器、测量工具、摄影、录像设备或计时机等
二、秒表时间研究
2、秒表时间研究的工具
秒表是时间研究中最广泛使用的工具,定额人员常用的是1/100分秒表, 也称10进分计秒表,如图a;另外一种秒表为10进时计秒表(表面划分 成100小格,每格代表0.0001h),见图b。
这样的情况也可以说是我们进行的作业时间,依据工作顺序、使用的工具、 工作方法等各种各样的作业条件会发生变化。
二、秒表时间研究
2、1获取充分的资料
与时间研究有关的基础信息资料; 操作方法资料; 产品或零件、材料的资料; 设备资料; 操作者的资料(平均员工); 有关作业环境的资料。
二、秒表时间研究
二、秒表时间研究
2、4测时
二、秒表时间研究
2、4测时
二、秒表时间研究
2、4测时
来不及记录某一单元的时间:在该单元“R”行中记一个“x”或“M”, 表示失去记录。不准按照估计随意补入,以免影响其真实性。
操作者省去某一单元:在该单元的“R”行中划一斜线
操作者没按照单元的顺序进行:在相互颠倒的两个单元的“R”行内分别 划一横线,横线下记开始时间,横线上记结束时间
在观测过程中出现例外单元,如刀具断裂、工具掉地等,观测者应在相 应栏内做上记号,并记录影响时间。如果外来单元时间很短,理论上可 忽略,但为了准确起见,也要记录,以便分析。外来单元消耗的时间, 对确定宽放时间很重要
二、秒表时间研究
2、4测时
1
2
3
4
5
外来单元
周程 R
TR
T
R
T
R
T
R
T 符号 R T
IE(工业工程)标准工时

13
HI-13
Insert L901.L301.F1.D901
2 31.87 28.56 27.39 26.88 29.55 31.87 26.88 14.43
14
HI-14
Insert SK.CR1.CX1.CX2
2 31.67 30.59 31.64 29.68 30.14 31.67 29.68 15.37
26
T U-04
Total inspection
1 15.99 15.34 14.28 13.48 10.38 15.99 10.38 13.89
27
ICT
Testing components of main board
1 10.23 12.34 11.25 13.88 14.22 14.22 10.23 12.38
UPH(units per hour)单位小时产能,产能的指标。
UPH=年生产量/(12*月工作日*日工作小时)或 UPH=日生产量/日工作小时
计算当前整机cell 线UPPH?
常用术语—生产力、生产效率
常用术语— OPE
OPE(Overall Plant Efficiency)整体工厂效率
用来衡量工厂经营管理的整体效率,包含:设计者效率,管理者 效率,作业效率。反应工厂综合能力。
五、标准工时的制定方法
标准工时的制定方法有很多,归纳起来有如下几种: 1)秒表观测法俗称“马表法”或时间观测法(我司采用的方法) 2)标准时间预定法(PTS法) a、WF法(Work Factor) b、MTM法(Methods Time Measurement) C、MODAPTS法(Modular Arrangement of PTS) 3)标准资料法 4)经验法 5)VTR法(摄影法)
产能汇总表

17ml斜肩圆瓶 30ml滴鼻扁瓶 50ML迈瑞圆瓶 30ML博科瓶
50ml复方酮康唑发用洗剂瓶
50ML斜肩圆瓶 50ML斜肩圆瓶 60ml斜肩圆瓶 60mL曼迪瓶 500ML迈瑞方角瓶 500ML迈瑞圆角瓶 750ML洗液瓶 20ML口腔炎瓶 90ml曼迪瓶 2.3L试剂瓶
100% BMS0042 乐善挤出机 100% BMS0039 乐善挤出机 100% BMS0086 乐善挤出机 100% BMS0050 乐善挤出机 100% BNJC12001A/B 乐善挤出机 100% BMS0111A/B 乐善挤出机 100% BMS0112A/B 乐善挤出机 50% BMG0455 乐善挤出机 100% BMS0092 乐善挤出机 50% BMG0307/0317 乐善挤出机 50% BMG0152 乐善挤出机 50% BNJC12020A 乐善挤出机 100% BMS0129 乐善挤出机 100% BMS0010 乐善挤出机 100% BMG0420 乐善挤出机
13 14 15 16
BONA5625ATE BONA5529A6E BONA5522AAE BONA5114A6E
100ML青柏瓶 50ml压缩瓶 50ml平安夜压缩 瓶(无LOGO)
250ml R-250圆瓶模
4 4 2 2
2 2 2 2
2 2 2 1
100% 100% 100% 50%
制定:
审批:
10909 10800
标准总 人数 1.3 1.3 1.3 1.3 1.6 1.0 1.1 0.4 0.4 2.0 0.5 0.3 1.0 0.6 0.4 2.0 0.3 0.5 1.0 0.1 2.0 0.4 0.5 3.2 2.4 1.3 1.0
电缆生产表格集合44个

生产管理表格44个1.市场计划表1-1 设厂计划(一)表1-2 设厂计划(二)表1-3 设厂计划(三)2.生产计划表2-1 长远生产计划表表2-2 生产计划综合报表表2-3 月份产销计划汇总表表2-4 产销计划拟定表表2-5 设备利用率分析表表2-6 生产效率分析表表2-7 月份生产计划表(一)表2-8 月份生产计划表(二)表2-9 订单安排记录表(一) 表2-10 工作量分析表2-11 产量记录表表2-12 工作日报单表2-13 制造月报表表2-14 各部门合格率控制表表2-15 时间研究记录表表2-16 生产记录表表2-17 用料记录单表2-18 制造异常反应表表2-19 制造通知单表2-20 标准作业时间评定表(一) 表2-21 突发性工作量分析表(二)表2-22 最重要作业时间分析表2-23 作业标准时间研究表3.进度安排表3-1 生产进度安排检查表表3-2 生产进度计划表表3-3 生产管理安排核对表表3-4 生产故障分析表表3-5 生产进度表(一)表3-6 机器工作负荷图表(一)表3-7 生产进度控制表(一)4.生产记录表4-1 生产状况记录表表4-2 部门机器运转日记表4-3 生产用料记录单表4-4 考核人员记录表各表4-5 生产班次产量记录表5.生产日报表5-1 生产日报表表5-2 作业日报表(范例A)表5-3 作业日报表(范例B)6.生产月报表6-1 生产月报表表6-2 生产计划科月报表表6-3 工作效率及工时月报表设厂计划(一)一、产销计划设厂计划(二)二、详细制造过程设厂计划(三)三、制造过程及设备分析长远生产计划表月日订定审核:填表:生产计划综合报表月日至月日月份产销计划汇总表类别页次审核拟定产销计划拟定表月份总经理 ________________ 副总经理_________________ 审核 _______________ 填表_____________设备利用率分析表年度类别生产效率分析表月份生产计划表本月份预定工作数________日审核计划月份生产计划表(二)月份总经理厂长审核拟定订单安排记录表(一)月日至月日 NO.产量记录表年月日工作日报单厂长科长线长制造月报表年月日班经理科长组长制表各部门合格率控制表时间研究记录表生产记录表部门:审核填表料记录单年月日注:生产状况的日数表示该工作项目的天数。
中华人民共和国国家标准生产性粉尘作业危害程度分级

中华人民共和国国家标准生产性粉尘作业危害程度分级颁布时间:1986-1-21颁布机构:国家标准总局收藏本标准适用于区分工人接触生产性粉尘作业危害程度的大小,是劳动保护科学管理的依据。
本标准不适于放射性粉尘及引起化学中毒危害性粉尘。
1基本定义1.1生产性粉尘在生产过程中产生的能较长时间浮游在空气中的固体微粒。
1.2接触生产性粉尘的作业工人在有生产性粉尘的工作地点,从事生产运动的作业。
1.3工作地点工人为观察、操作和管理生产过程而经常或定时停留的地方。
1.4生产性粉尘中游离>氧化硅含量生产性粉尘中含有结晶型游离>氧化硅的质量百分比。
1.5接尘时间在一个工作日内实际接尘作业时间。
1.6工人接尘时间肺总通气量系指工人在一个工作日的接尘时间内吸入含有生产性粉尘的空气总体积。
1.7生产性粉尘最高容许浓度系指TJ36—79《工业企业设计卫生标准》中表4车间空气中有害物质的最高容许浓度值。
1.8生产性粉尘浓度超标倍数在工作地点测定空气中粉尘浓度超过该种生产性粉尘的最高容许浓度的倍数。
每个采样点的样品数不得少于五份,取其超标倍数的算术均值表示。
2接触生产性粉尘作业危害程度分级2.1接触生产性粉尘作业危害程度共分为五级:0级Ⅲ级危害Ⅰ级危害Ⅵ级危害Ⅱ级危害2.2本标准将石棉尘属于具有人体致癌性粉尘,列入本标准中游离>氧化硅70%类。
2.3根据生产性粉尘中游离>氧化硅含量、工人接尘时间肺总通气量以及生产性粉尘浓度超标倍数三项指标,按下表划分生产性粉尘作业危害程度分级。
生产性粉尘作业危害程度分级表----------------------------------------------生产粉尘中游离>|工人接尘时间肺总通|生产性粉尘浓度超标倍数||--------------------------氧化硅含量|气量(升/日、人)|0|-1|-2|-4|-8|-16|-32|-64---------|---------|--│--|--|--│--|---|---|---|-4000|│||│||||---------|--│--|--|--│--|---|---|---≤10%|-6000|│||│||||---------|--│-----|-----|-------|---|>6000|0│Ⅰ│Ⅱ|Ⅲ|Ⅳ---------|---------|--│-----│-----|---|---|---|-4000|│|│|||||---------|--│--|--│--|--|---|---|--->10~40%|-6000|│|│|||||---------|--│--|--│--|--|---|---|---|>6000|│|│||||---------|---------|--│--|--│--|--|---|---|---|-4000|│|||||||---------|--│--|--|--|--|---|---|--->40~70%|-6000|│|||||||---------|--│--|--|--|--|---|---|---|>6000|│||||||---------|---------|--│--|--|--|--|---|---|---|-4000|│|||||||---------|--│--|--|--|--|---|---|--->70%|-6000|│|||||||---------|--│--|--|--|--|---|---|---|>6000|│||||||----------------------------------------------附录A生产性粉尘中游离>氧化硅含量的测定法(补充>)A.1测定生产性粉尘中游离>氧化硅含量的采样方法应采集工人经常工作地点呼吸带附近的浮游尘或沉积尘样品。
生产能力计算标准

生产能力计算标准企业查定能力的核定,应该从基层开始。
一般说来,可以分为两个阶段:一、各个生产车间内部生产能力的核算根据因素,计算一组同类设备组的生产能力,其一般计算公式如下:设备生产能力=设备数量(台)*单位设备有效工作时间(小时)*单位时间产量定额(实物量/台时)或设备生产能力=设备数量(台)*单位设备有效工作时间(小时)/单位产品台时定额(台时+单位产品)式中:单位设备有效工作时间=全年制度工作日数*每日工作小时数*(1--设备修理必要停工率)在生产能力主要决定于生产面积的条件下,生产能力计算公式为:生产面积生产能力=生产面积数量(平方米)*生产面积利用的延续时间(小时)*单位时间单位面积的生产定额(实物量/平方米/小时)二、企业生产能力的确定1、各个生产环节的生产能力核定,还要进一步加以综合平衡,核定企业的生产能力,也称综合生产能力。
综合平衡工作主要包括两个方面。
一是各个基本生产车间之间的能力综合;二是查明辅助生产部门的生产能力对基本生产部门的配合情况,并采取相应的措施。
2、当各个基本生产车间(或生产环节)之间的能力不一致时,整个基本生产部门的生产能力,通常按主导的生产环节来核定。
主导环节一般是指产品生产的主要工艺加工环节,当企业的主导生产环节同时有几个时,如果它们之间的能力不一致,它们之间综合生产能力的核定,则应当同上级主管部门结合起来研究,主要根据今后的市场需求量来确定。
如果该产品需要量大,则可以按较高能力的主导生产环节来定,其他能力不足的环节,可以组织外部生产协作或进行技术改造来解决。
否则,可以按薄弱环节的能力来核定。
对于能力富裕的环节,可以将多余的设备调出,或者可以较长期接受外协订货。
3、当基本生产部门的能力与辅助生产部门的能力不一致时,一般地说,企业的综合生产能力应当按基本生产部门的能力来定。
⑴、查定、验算辅助、附属部门的生产能力还是必要的。
如果辅助生产部门能力低于基本生产部门能力,要采取措施,提高其供应和服务能力,以保证基本生产部门的能力得到充分发挥。
STD.15如何编写STS~TIS

编号:LMS/STD.15(1.0版本)如何编写STS/TIS1.定义STS:标准作业单(Standard Task Sheet),记录整个工作内容,它包含组员所要完成的所有工作。
设定组员有完成这些工作内容所需要具备的基本知识。
TIS:作业指导书(Standard Instruction Sheet),将工作任务分解成特定的步骤并记录,任务分解足够详细以保证工作能够成功实施。
(细分要求取决于员工知识要求)2.目的STS:让员工知道在非周期性工作下每天/周/月所要完成的工作内容;定义任务时间:例如,有些工作需要跨几个工作日才能完成。
TIS:为新员工提供工作指导;提供任务的文本历程;为审计、问题解决和持续改进提供基础。
3.STS/TIS样式3◇特别零件, PPE,在当周时间内,不定时对工段所有区域内的安全问题进行区域危险危害因素的随时识别、区域内的安全管理区域内不安全现象的整改状况、安全标识的有效状态、员工的设备安将不达标的具体问题在《问题对策表》上记录,制定行动计划措施,完成时间,将问题分解到责任人,对问题进行适及时交叉反及时交叉反图3-1图3-2在当周计划的时间内,参照《工段长分层审计》的内容,图4-1图4-2修改时间签名更改描述4.STS/TIS编写说明4.1 STS编写说明1、表头区2、工作要素区说明:1、频次:次数/(D(day)=每日、W(week)=每周、M(month)=每月、Y(year)=每年);2、公式:周期时间:(权衡值)=每项工作要素的每日用时之和;每项工作要素的每日用时=此项工作要素时间×工作频次。
表格公式为:=IF(O13="D",M13*N13,IF(O13="W",M13*(N13/5),IF(O13="M",M13*(N13/22),IF(O13="Y" ,M13*(N13/(22*12))))))其中,M13为完成工作要素的时间单元格,N13为完成工作要素的频次的次数单元格,O13为完成工作要素的频次的类型单元格,“5”为每周工作天数,“22”为每月工作天数,“12”为每年工作月数。
SOP标准作业流程(人事办)
约表(1)》(员工述职报告)给试用期员工,并要求用
人部门填写《员工试用转正/劳动合同续约表(2)》(评
4 转正手续办理
例行工作 每月
估表)——跟进员工述职报告及评估表的审批-----确认同
意转正后,向员工发《人事处理转正通知单》——所有表
单汇总到该人员档案袋里按顺序归档
每月固定在台帐或系统里导出下月劳动合同到期人员名单
《员工入职管理办法》/ 《员工人事档案明细目录
《员工人事档案管理办 》/《员工入职登记一览表 全体员工
法》
》
社保办理:根据人员异动信息每月22日前制作下月社保增
减员表并跟进审批-------22日前向社保局提交社保各类信息
社保和医疗保
9
表—— 归入各人档案袋
例行工作 每月
险卡办理
医疗保险卡办理:提供办理医疗保险事宜的委托书和办理
《员工调动管理办法》 、《人事审批权限》
《工作调动申请表》、《 工作移交表》、《调令》 、《人事介绍函》
调入、调出部门领导和 文员、考勤专员、后勤 管理员、行政助理、资 讯技术员、项目区域集 团相关领导
《试用管理办法》、《 人事审批权限》、《薪 资计发管理办法》
《员工试用转正/劳动合同 用人部门领导、文员、
向员工提出续订意向通知——办理劳动合同续签手续-----
更新劳动合同台帐------归档到该员工档案袋
新员工信息资料、人员异动信息、社保、公积金资料、劳
人事系统更新
6
动合同信息、工资调整变动信息及时在人事系统维护和更 例行工作 每月
维护
新
7 报表制作
人事报表制作:每月初根据人事信息系统生成的相关人事 报表制作人事报表-----跟进审批-------原件提供给财务,复 印件归档; 福利报表制作:每月制作社保明细和汇总表、住房公积金 例行工作 每月 增减表、住房公积金明细和汇总表、通讯补贴增减表、可 享受旅游津贴表——跟进审批-------原件提供给财务,复印 件归档
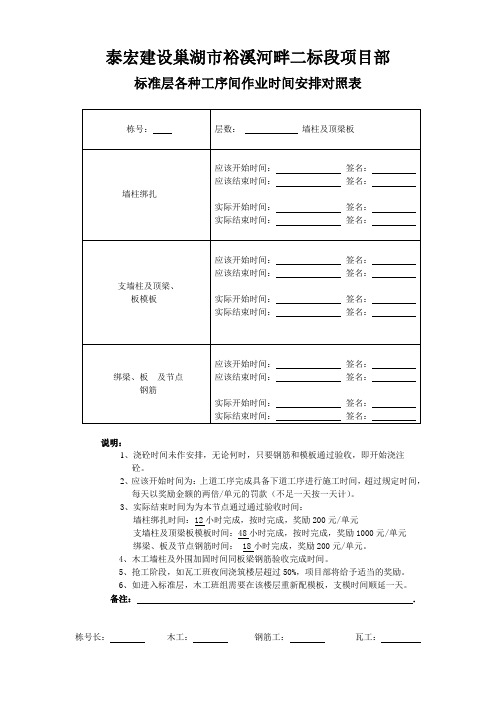
标准层各种工序间作业时间安排对照表
标准层各种工序间作业时间安排对照表
说明:
1、浇砼时间未作安排,无论何时,只要钢筋和模板通过验收,即开始浇注
砼。
2、应该开始时间为:上道工序完成具备下道工序进行施工时间,超过规定时间,
每天以奖励金额的两倍/单元的罚款(不足一天按一天计)。
3、实际结束时间为为本节点通过通过验收时间:
墙柱绑扎时间:12小时完成,按时完成,奖励200元/单元
支墙柱及顶梁板模板时间:48小时完成,按时完成,奖励1000元/单元
绑梁、板及节点钢筋时间: 18小时完成,奖励200元/单元。
4、木工墙柱及外围加固时间同板梁钢筋验收完成时间。
5、抢工阶段,如瓦工班夜间浇筑楼层超过50%,项目部将给予适当的奖励。
6、如进入标准层,木工班组需要在该楼层重新配模板,支模时间顺延一天。
备注: . 栋号长:木工:钢筋工:瓦工:
架业公司(施工进度)工序作业时间安排对照表
说明:
1、当外架搭设(包括立网张挂)影响其他作业班组生产安全时,应立即补签已
耽误时间,直至外架(包括平、立网张挂)跟上,隐患消除。
2、卸料钢平台提升、安装时间自通知之时2h/个,未按要求提升,应注明耽误
时间。
3、悬挑槽钢层从板面可以上人开始计算工期时间,此阶段完成时间为1.5天(36
小时)。
4、以上3条在施工阶段,如架业公司未积极组织人力、物力,耽误生产进度,
影响生产安全,项目部将根据现场实际耽误情况给予一定的经济处罚,同时将
保留对架业公司耽误我生产工期造成的架业延期及经济损失索赔的权利。
备注: . 栋号长:架业公司:
架业公司(施工进度)作业时间安排对照表
安全员:栋号长:架业公司:。
标准作业03根据标准作业组合票的组合

• 根据这样制作的标准作业组合 票,自己进行实际作业。然后, 按照这个顺序,确认能否在这 个周期内完成工作。如组合票 所示,如果能够顺利完成工作, 在 员 工 满 意 之 前 , 活 用 TWI“ 工 作教学方法”(JI),有效地进行教 学是非常重要的。
• 像这样,依次进行下一道工序。(注)如果一台机器分为两项作业,而且是分别进行的情 况,或者大部分工序都有两个,部分工序只有一个。
• 在这种情况下,在完成这两项作业后,如果要将一个作业重复进行两次,然后再转移 到下一道工序,就只需要等待一个作业(或一个作业量)的自动输送时间。在这种情况下, 一边看何时自动发送结束一边填虚线。如果返回时碰到虚线,则表示机器还在自动送 出中,需要等待,所以再往下一栏求下一顺序。
(4)总结手工作业的内容。在作业名称栏中,将各自的手工操作内容各一行汇总填写。
(5)在时间栏填写时间。从各零件能力表中确认手工时间和自动送出时间,并在标准 作业组合票的时间栏中记录。(注)在这个填写中。按零件分类的能力表的基本时间, 如前面所述的三种基本类型中的(b) (b),用图表表示的话,可以了解手工、自动输送、 完成时间的关系,便于组合。
标准作业组合票的填写方法
接着,对标准工作组合票的内容进行说明。、
(1)作业顺序将进行作业的顺序分为1、2、3…用数字表示。 (2)表示作业名称机号和手工作业的内容。 (注)①尽量减小各个单位。②如果是一台机器取2个、取3个的情况,要写明取2个、取3个 等。(例)(一)SP-377进行工件卸载、安装、输送。(2个)(乙)缸体及盖上嵌入母金属等。
(3)时间(手工、自动送出)填写各零件能力表的手工、自动送出时间。 (4)工作时间用实线表示手工时间,用虚线表示自动输送时间。移动到下一台机 器的步行时间用波浪线表示。 (5)商品编号、品名以各零件能力表为准,表示要加工的零件的商品编号、品名。
标准作业三票一表

·无标准的现场(没有正常·异常区分的现场)就没有改善
标准是进行改善的原点,即“没有标准的地方就无法进行改善。”管理监督人员就无法尽责地发挥作用。
·发现浪费、过载、不均的工具首先确定标准,进行实施,不断进行完善非常重要
3、标准作业的前提
①以人的活动为中心②是重复作业(同样适用于重复作业不多的现场)
(1)标准作业是改善的工具
(a)安全(b)品质(c)容易实行(d)完善的环境
(2)标准作业改善步骤
1明确改善的需求(目标设定)
2仔细观察作业的现状。
各工序的能力表标准作业组合票标准作业票
3为实现重复作业,整理作业并且进行训练
4发现问题、浪费,探求原因进一步推进改善
5 制定新的作业标准
6反复进行这个循环非常重要
标准作业三票一表
标准作业三票
1、定义:
标准作业是以人的动作为中心制定的、安全、高效、无浪费地生产高质量产品的生产方式。
2、目的
(a)明确生产方式的原则
通过明确制造方法,保证任何人进行生产操作都能够保证同样的质量、数量、交货期、成本和安全。如果每个人都按照各自不同的随意方式进行生产,就无法保证质量、数量、生产、安全和交货期。
注:有关要素作业分析的填写
a、不能填写准备工作,不能填写返回;
b、两秒以内的作业要素可以合并;
c、不定期及例外作业(如取十台车的标准件)放在最后算例外作业;
d、两个人同时用同一把气枪,有一人等待20秒以上的等待算一个作业要素;
e、在现场发现的问题及时记录;
f、步行大于5秒的要素作业单列;
g、检查在于5秒的要素作业列出。
・测量手工作业时,所测时间必须工人按照作业标准毫无困难地完成操作的时间。
国家标准生产性粉尘作业危害程度分级

国家标准⽣产性粉尘作业危害程度分级颁布⽇期:1986-01-21执⾏⽇期:1986-01-21时效性:现⾏有效效⼒级别:部门规章本标准适⽤于区分⼯⼈接触⽣产性粉尘作业危害程度的⼤⼩,是劳动保护科学管理的依据。
本标准不适于放射性粉尘及引起化学中毒危害性粉尘。
1 基本定义1.1 ⽣产性粉尘在⽣产过程中产⽣的能较长时间浮游在空⽓中的固体微粒。
1.2 接触⽣产性粉尘的作业⼯⼈在有⽣产性粉尘的⼯作地点,从事⽣产运动的作业。
1.3 ⼯作地点⼯⼈为观察、操作和管理⽣产过程⽽经常或定时停留的地⽅。
1.4 ⽣产性粉尘中游离⼆氧化硅含量⽣产性粉尘中含有结晶型游离⼆氧化硅的质量百分⽐。
1.5 接尘时间在⼀个⼯作⽇内实际接尘作业时间。
1.6 ⼯⼈接尘时间肺总通⽓量系指⼯⼈在⼀个⼯作⽇的接尘时间内吸⼊含有⽣产性粉尘的空⽓总体积。
1.7 ⽣产性粉尘最⾼容许浓度系指TJ36―79《⼯业企业设计卫⽣标准》中表4车间空⽓中有害物质的最⾼容许浓度值。
1.8 ⽣产性粉尘浓度超标倍数在⼯作地点测定空⽓中粉尘浓度超过该种⽣产性粉尘的最⾼容许浓度的倍数。
每个采样点的样品数不得少于五份,取其超标倍数的算术均值表⽰。
2 接触⽣产性粉尘作业危害程度分级2.1 接触⽣产性粉尘作业危害程度共分为五级:0级Ⅲ级危害Ⅰ级危害Ⅵ级危害Ⅱ级危害2.2 本标准将⽯棉尘属于具有⼈体致癌性粉尘,列⼊本标准中游离⼆氧化硅70%类。
2.3 根据⽣产性粉尘中游离⼆氧化硅含量、⼯⼈接尘时间肺总通⽓量以及⽣产性粉尘浓度超标倍数三项指标,按下表划分⽣产性粉尘作业危害程度分级。
⽣产性粉尘作业危害程度分级表----------------------------------------------⽣产粉尘中游离⼆|⼯⼈接尘时间肺总通|⽣产性粉尘浓度超标倍数||--------------------------氧附录A⽣产性粉尘中游离⼆氧化硅含量的测定法(补充件)A.1 测定⽣产性粉尘中游离⼆氧化硅含量的采样⽅法应采集⼯⼈经常⼯作地点呼吸带附近的浮游尘或沉积尘样品。