8D报告案例精选五金行业结构件尺寸不良客诉案例分析8D报告样板
8D报告以及案例分析

2018-3-17
2018-3-17
14
案例:冲件无箭头标 示改善对策
15
一. 问题点
11/23’00 发现产品上完全没有箭头标示之不良 品104/22,680=0.45%.
箭头标示ห้องสมุดไป่ตู้k
箭头未冲出NG
16
二. 原因分析:
2.1 查最近冲压修模记录发现, 11/14,2k曾因箭头模糊而将冲子 高度垫高0.03mm. 确认冲子的字模设计高度为0.10mm, (如下 图,spec 0.10+/-0.05mm), 目前已磨损至0.07mm. 对应生产出来 的字模高度亦由原来的0.06mm降至0.03mm.故当冲压换料或调 机时, 以手动方式送料, 此时冲子可能无法完全压到下死点, 因 此即会有箭头未冲出之零件产生. 2.2 又换料&调机未列入初件管制. 装配段亦未将此点列为检 验重点100%检验, 故导致无箭头标示之产品未发现流出.
6
D3:紧急对策
• 应在口头或书面通知供货商后24小时内答复. • 立即执行线上品,库存品,在途品及客户段之紧 急处理对策. • 以5W1H说明目前你如何控制该项不良,同时防 止上述不良品再度流入客户手中. • 嫌疑品可由制造日期,批号等作判别. • 应评估紧急对策是否有效区分嫌疑品. • 可以继续生产吗 ? 是否先停机 ? • 在制品管制 - 标示, 隔离 . • 库存品管制
• 将采取何种措施以防止再发. • 说明内部或/及外部系统应作何种变更以防止再 发. • 制程FMEA是否已检讨并修正. • 永久对策是否在别的地方也适用?那些地方也 适用(横向展开)? • 标准化? 所有相关标准书或系统文件是否已修 正并实施. • 预防对策目标完成日期为何?
8D报告模板

客户投诉问题8D分析处置报告
编号:
1.工厂负责解决此类事件的人是谁
姓名:王健职务:品质工程师联系邮箱/电话:
2.问题定义
问题描述:
1.表面字体存在重影现象;
2.3M胶粘贴不良,有歪及偏上偏下现象,此问题重复出现;中间小册子3M胶有漏粘现象及个别胶溢处现象;侧面3M胶还是存在有开胶现象。
3.表面存在划伤现象,有划痕较严重现象;
4.LOGO标签:标签位置放置不一致,需放在两指南中间位置。
请分析原因整改,保证质量。
重复发生(Y/N)?
5.选择并验证有效的纠正措施
6.纠正措施的执行及确认
7. 永久预防措施
7.1. 将如何预防此类事件再次发生
负责人:实施时间:
1.将不良产品张贴在生产车间的看板上,并由手工部主管在早会上进
行宣导;
2.后续在生产前,由小组组长进行产前培训,确保作业手法和质量标
准能够传达到每位生产员工;品管在生产中进行监督和管控。
7.2. 此类问题是否会发生在其他产品
已将上述不良问题的现象和改善措施扩展到同类的产品
注:1、负责人姓名必须列出。
2、按照需要填写证明文件。
8d报告完整版范文

以下是一份8D报告的范文,供您参考:8D报告:解决产品缺陷问题一、问题描述近期,我们发现产品存在缺陷,具体表现为产品表面不平整,有凹凸现象。
此问题影响了产品的外观和客户的使用体验。
二、成立团队为了解决这个问题,我们成立了一个由生产、质量、技术等部门人员组成的8D团队。
三、明确问题我们进一步对问题进行了确认和澄清,发现缺陷主要表现为以下几种情况:1. 产品表面局部区域不平整,呈现凹凸现象;2. 产品表面的色泽不一致,存在色差;3. 产品尺寸不符合要求,偏差超出标准范围。
四、制定临时对策为了尽快控制问题,我们采取了以下临时措施:1. 对生产线进行全面检查,找出可能存在问题的环节;2. 对生产设备进行调试和修复,确保设备运行正常;3. 对产品进行抽样检验,对不合格品进行返工或报废处理。
五、定义和验证根本原因经过分析,我们确定了导致产品缺陷的根本原因为:1. 生产设备老化,精度下降;2. 原材料质量不达标;3. 生产工艺参数设置不合理。
六、制定并验证永久对策针对以上根本原因,我们制定了以下永久措施:1. 对老化设备进行更换或升级,提高设备精度;2. 对原材料供应商进行重新评估和选择,确保原材料质量符合要求;3. 对生产工艺参数进行优化调整,制定合理的工艺方案。
七、实施永久对策我们按照制定的永久措施进行了实施:1. 对设备进行了升级和调试,确保设备性能稳定;2. 对原材料进行了质量检查和控制,加强了供应商的管理;3. 对生产工艺进行了优化和调整,加强了生产过程的监控和管理。
八、防止再发生和总结反馈为了防止类似问题的再次发生,我们采取了以下措施:1. 加强了生产设备和工艺的管理和维护,定期进行检查和校准;2. 加强了员工培训和意识教育,提高员工的质量意识和操作技能;3. 建立了有效的反馈机制,对生产过程中出现的问题及时发现和解决。
8D报告实例样板(铁壳变形)

Report No:Product Name : (品名)S1206R-B01Sell Qty : (销货数量)pcs 客诉单号客户Sample Qty : (抽样数量)统计中Failure Rate :统计中Shipping No. : (销货单号)异常发生处 :Shipping Date: (销货日期)处理时效客诉日期Date receive by EL:4D回覆日期4D sent out:8D回覆日期8D sent out:第一次修改1st revised:第二次修改2st revised:结束日期Closed bycustomer2019/11/82019/11/82019/11/8Defect Domain:Convenor(召集人):Team Members:小组成员DefectDomain:2019/11/8Completion Date:superintendent2019/11/8D4 DIAGNOSE ROOTCAUSE(S):真因分析Completion Date:superintende ntCompletion Date:superintendentCompletion Date:superintendent2019/11/8Completion Date:superintendent2019/11/82019/11/82019/11/81.现我司针对此USB铁壳变形异常,对制程作业人员进行培训教育,要求后续生产过程中,如有产品落地立即拣起,并对拣此产品以标准母座进行测试,预防此变形异常再次发生。
2.流出原因:现已经将客户的最新判断标准纳入制程管控,并将此次客户抱怨外观异常,在早会时对作业员/检验员进行进行倡导,预防再次流出(现已完成)。
Closed by:Date closed:1.对不良测量数据及实物进行分析,确认为五金壳轻微变形造成.2.现针对此款,我司制程评估分析确认为,因生产作业过程中,部分产品落地导致碰压到造成此变形异常。
品质改善8d报告范文客户投诉了那个8D报告写

8D(8 Disciplines)
Discipline 1.成立改善小组(Form the Team)
3、制定临时措施(产品修理、返检、报废、区分放置?防止再
发的临时方法)
4、制定最终对策
5、对策实施并效果确认
6、水平展开,文件程序类的资料修订
如果再不太会的话,你找一下8D格式的样本,基本就行了
第一点,80PCS是整数箱还是尾数箱?? ?
1.是整数箱那就是生产的责任,那就分析原因生产哪里的原因, 在增加后续改善确认短装的方法,比如称重、对照产品厚度等等。
Discipline 3.实施及确认暂时性的对策(Contain the Problem):对于解决D2之立即而短期行动,避免问题扩大或持续 恶化,包含清库存、缩短PM时间、加派人力等。
Discipline 4.原因分析及验证真因(Identify the Root Cause):发生D2问题的、说明分析方法、使用工具(品质工 具)的应用。
Discipline 6.改善问题并确认最终效果(Correct the Problem and Confirm the Effects):执行D5后的结果与成效验 证。
Discipline 7.预防再发生及标准化(Prevent the
Problem):确保D4问题不会再次发生的后续行动方案,如人员教 育训练、改善案例分享、作业标准化、分享知识和经验等。
Discipline 1.成立改善小组(Form the Team):由议题之相 关人员组成,通常是跨功能性的,说明团队成员间的彼此分工方式 或担任的责任与角色。
五金厂8D报告范例(中英文)
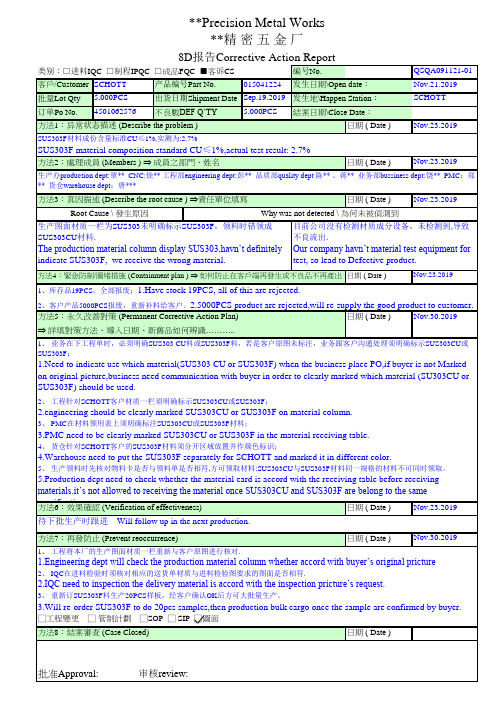
3.Will re-order SUS303F to do 20pcs samples,then production bulk cargo once the sample are confirmed by buyer.
3.PMC need to be clearly marked SUS303CU or SUS303F in the material receiving table.
4、 货仓针对SCHOTT客户的SUS303F材料须分开区域放置并作颜色标识;
4.Warehouse need to put the SUS303F separately for SCHOTT and marked it in different color.
日期 ( Date )
Nov.23.2019
Root Cause \ 發生原因
Why was not detected \ 為何未被偵測到
生产图面材质一栏为SUS303未明确标示SUS303F,领料时错领成 SUS303CU材料.
The production material column display SUS303,havn’t definitely indicate SUS303F, we receive the wrong material.
方法5:永久改善對策 (Permanent Corrective Action Plan)
日期 ( Date )
Nov.30.2019
詳填對策方法、導入日期、新舊品如何辨識………..
1、 业务在下工程单时,必须明确SUS303 CU料或SUS303F料,若是客户原图未标注,业务跟客户沟通处理须明确标示SUS303CU或 SUS303F;
品质改善8d报告范文客户投诉了那个8D报告写
品质改善8d报告范文客户投诉了那个8D报告写当我们碰到一个问题时,往往事发突然而不知所措,例如客诉、生产品质突然出现异常等等。
针对这样的事情,一些有经验的人研究了一套逻辑方法,把处理问题的步骤归纳成8个原则(8 Discipline),使工程人员能清楚的知道一步步该作什么。
经过这样的步骤,问题的处理及解决通常较圆满,使用8D解决问题的工程人员亦会渐渐感觉工程实力不断增长,因此8D方法很快就在工业界中广泛流传,例如PAQ己把8D作为解决问题的标准程序。
以下就针对8D的每一步骤作一说明:8D的前置步骤: 当问题发生时,先保持冷静,并且尽你所能紧急补救,使损失降到最低。
例如先将客户手中可能有问题的零件换回,以防止其断线等事态之扩大,同时把※※发生的经过细节尽可能收集齐全。
D1-第一步骤: 建立解决问题小组若问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
D2-第二步骤: 描述问题向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。
想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行暂时对策若 ___还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。
暂时对策决定后,即立刻交由团队成员带回执行。
D4-第四步骤: 找出问题 ___找问题 ___时,最好不要盲目地动手改变目前的生产状态,先动动脑。
您第一件事是要先观察、分析、比较。
列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过? 或比较良品与不良品的检查结果,看看那个数据有很大的差?,尺寸?重量?电压值?C※※?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。
五金头氧化不良8D 报告实例样板

品名线材料号收料编号样本数1 不 良 率收料日期2019/10/25日期:2019/10/25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019-10-25日期:2019/10/25日期:2019/10/25□后续来□后续来□后续来□结案者:结案日期:DISCIPLINE 8 CONGRATULATION(结尾祝词)感谢贵司对我司一如既往的支持与帮助,在今后的品质工作中更加努力.本材料属间隔时间较长(超过一个月)之物料,后续来料一批无相同缺陷,已改善,本SCAR结案报告要求,相关的改善措施必须量化作业方式,不允许对措施管控出形容词等敷衍类语句回复改善对策。
VQA填写栏VQA结案栏1.现针对此库存品氧化异常,我司业务与贵司采购沟通,后续下定单生产时尽量控制之一月内安排出完,预防因大量库存积压造成氧化异常对发生。
2.现已经将客户的最新判断标准纳入制程管控,并将此次客户抱怨外观异常,在早会时对作业员/检验员进行进行宣导,预防再次流出(现已完成)。
DISCIPLINE 6 VERUFICATION OF EFFECTIVENES(有效的确认) 责任人:因此款我司制程暂未安排订单生产,待后续订单生产时,将连续三批追踪确认其改善状况。
DISCIPLINE 7 PREVENT RECURRENCE(预防再发生)将不良图片做成<<质量通知单>>,并订于<制造规格>后,对作业员进行岗前倡导,供后续每批生产作业员了解客户反映状况,制程生产作重点确认.1.客户端产品:我已司安排人员返工处理,不良品换货处理.2.此款我司暂无库存品.3.我司制程:暂未安排订单生产.ISCIPLINE 4 DESCRIBE THE ROOT CAUSE(根本原因描述)责任人:1.从客户提供的不良图片上看目视分析,不良为USB铁壳表面有明显氧化异常,经调查因客户提前大量下单催生产赶交期,未及时安排出货导致我司库存挤压时间过长,造成部分产品有氧化异常。
客户投诉报告范文客户投诉了那个8D报告写

客户投诉报告范文客户投诉了那个8D报告写当我们碰到一个问题时,往往事发突然而不知所措,例如客诉、生产品质突然出现异常等等。
针对这样的事情,一些有经验的人研究了一套逻辑方法,把处理问题的步骤归纳成8个原则(8 Discipline),使工程人员能清楚的知道一步步该作什么。
经过这样的步骤,问题的处理及解决通常较圆满,使用8D解决问题的工程人员亦会渐渐感觉工程实力不断增长,因此8D方法很快就在工业界中广泛流传,例如PAQ己把8D作为解决问题的标准程序。
以下就针对8D的每一步骤作一说明:8D的前置步骤: 当问题发生时,先保持冷静,并且尽你所能紧急补救,使损失降到最低。
例如先将客户手中可能有问题的零件换回,以防止其断线等事态之扩大,同时把※※发生的经过细节尽可能收集齐全。
D1-第一步骤: 建立解决问题小组若问题无法独立解决,通知你认为有关的人员组成团队。
团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,或能指挥作筛选等。
D2-第二步骤: 描述问题向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。
想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。
D3-第三步骤: 执行暂时对策若 ___还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。
暂时对策决定后,即立刻交由团队成员带回执行。
D4-第四步骤: 找出问题 ___找问题 ___时,最好不要盲目地动手改变目前的生产状态,先动动脑。
您第一件事是要先观察、分析、比较。
列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过? 或比较良品与不良品的检查结果,看看那个数据有很大的差?,尺寸?重量?电压值?C※※?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。
8D报告以及案例分析PPT课件

D1:成立处理团队
挑选并登录内部及外部小组成员 (Compaq的物料工程人员及供货商 的业务代表为外部小组成员).
挑选小组捍卫者(应由能排除小组工作 障碍的管理阶层人员担当).
挑选小组长(应为能直接投入问题处理 并承当小组责任的人).
需要供货商,客户加入团队吗 ?
8D
这些队员分别担当什么任务 ? 撰写8D之前,小组成员开会了吗 ? 采取脑力激荡来解决问题吗 ? 推敲人员的能力 - 不是有人就好
2.1 查最近冲压修模记录发觉, 11/14,2k曾因箭头模糊而将冲子高度垫高0.03mm. 确认冲子的
01 字模设计高度为0.10mm, (以下图,spec 0.10+/-0.05mm), 目前已磨损至0.07mm. 对应生产出
来的字模高度亦由本来的0.06mm降至0.03mm.故当冲压换料或调机时, 以手动方式送料, 此时 冲子可能没法完全压到下死点, 因此即会有箭头未冲出之零件产生.
8D
D6:成效验证
01
验证紧急计策及 永久计策之有效 性,应以量化表示 验证结果(如: Cpk值可达1.33, 或不良产生率降
至 0 等).
02
在永久计策 验证有效之 前,应连续进 行紧急计策.
03
追踪永久计 策实行后之 品质推移状
态
04
在没有完全掌 控问题已彻底 解决之前 , 不 要草率的结案 .
Problem description Containment plan
Describe the cause
成效验证
避免再发
恭喜你的 团队
Permanent C/A plan
Verification of effectiveness
8D报告以及案例分析(PPT精选课件)
D1:成立处理团队
• 选择并登录内部及外部小组成员(Compaq的物料 工程人员及供货商的业务代表为外部小组成员).
• 选择小组捍卫者(应由能排除小组工作障碍的管 理阶层人员担任).
• 选择小组长(应为能直接投入问题处理并承担小 组责任的人).
• 需要供货商,客户加入团队吗 ? • 这些队员分别担任什么任务 ? • 撰写8D之前,小组成员开会了吗 ? • 采用脑力激荡来解决问题吗 ? • 考虑人员的能力 - 不是有人就好
8D报告以及案例分析
此课件下载后可自行编辑修改 关注我 每天分享干货
1
什么是8D ?
是Compaq, 也是一种CAR(Corrective Action Report)
2
Compaq 要求供货商写8D之时机
• 供货商之质量水平持续的低于协议的DPPM目标. • 供应商之质量水平虽然达到协议的DPPM目标,但供货商的问题点
11
D6:效果验证
• 验证紧急对策及永久对策之有效性,应以量化表 示验证结果(如:Cpk值可达1.33,或不良发生率 降至 0 等).
• 在永久对策验证有效之前,应持续进行紧急对策. • 追踪永久对策执行后之品质推移状况. • 在没有完全把握问题已彻底解决之前 , 不要轻
率的结案 .
12
D7:防止再发
• 将采取何种措施以防止再发. • 说明内部或/及外部系统应作何种变更以防止再
发. • 制程FMEA是否已检讨并修正. • 永久对策是否在别的地方也适用?那些地方也适
用(横向展开)? • 标准化? 所有相关标准书或系统文件是否已修
正并实施. • 预防对策目标完成日期为何?
13
D8:恭喜你的团队
小组捍卫者及组长应确认小组成员在解 决问题上所扮演的角色 .
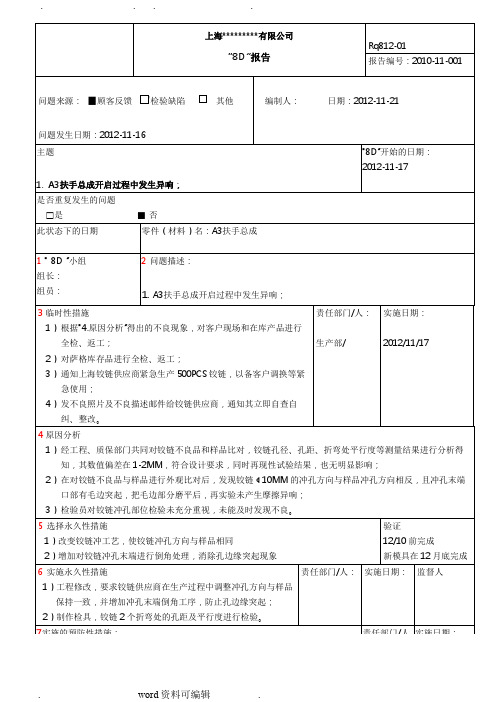
整改8D报告样式与案例
组长:
组员:
2问题描述:
1.A3扶手总成开启过程中发生异响;
3临时性措施
1)根据“4.原因分析”得出的不良现象,对客户现场和在库产品进行全检、返工;
2)对萨格库存品进行全检、返工;
3)通知上海铰链供应商紧急生产500PCS铰链,以备客户调换等紧急使用;
4)发不良照片及不良描述邮件给铰链供应商,通知其立即自查自纠、整改。
责任部门/人:
生产部/
实施日期:
2012/11/17
4原因分析
1)经工程、质保部门共同对铰链不良品和样品比对,铰链孔径、孔距、折弯处平行度等测量结果进行分析得知,其数值偏差在1-2MM,符合设计要求,同时再现性试验结果,也无明显影响;
2)在对铰链不良品与样品进行外观比对后,发现铰链¢10MM的冲孔方向与样品冲孔方向相反,且冲孔末端口部有毛边突起,把毛边部分磨平后,再实验未产生摩擦异响;
3)检验员对铰链冲孔部位检验未充分重视,未能及时发现不良。
5选择永久性措施
1)改变铰链冲工艺,使铰链冲孔方向与样品相同
2)增加对铰链冲孔末端进行倒角处理,消除孔边缘突起现象
验证
12/10前完成
新模具在12月底完成
6实施永久性措施
1)工程修改,要求铰链供应商在生产过程中调整冲孔方向与样品保持一致,并增加冲孔末端倒角工序,防止孔边缘突起;
3)对下批铰链送样、来料再验证和纠正预防措施有效性再评估。
责任部门/人
实施日期:
价小组的成绩和成果
关闭日期
报告人
另须采取何种措施
责任者
实施日期
2012.11.30
分发部门(人)
质保部
工程部
生产部
8D报告品质范文

8D报告品质范文8D报告是一种质量管理工具,通常用于处理和解决产品或流程的质量问题。
下面是一个超过1200字的8D报告示例:问题描述:在本次报告中,我们将讨论由于制造过程中出现的质量问题而引起的客户投诉。
客户投诉主要集中在我们公司最新推出的产品型号X上。
问题主要表现为,在正常使用过程中,产品的功能受到限制,无法达到预期的性能。
此问题已经导致了销售额下降和公司声誉受损。
问题分析:通过对投诉的数据进行收集和分析,我们发现问题主要出现在产品的X模块。
根据故障的特性和模块的功能,我们初步判断故障可能出现在模块的电源供应部分。
8D报告过程:1.组建团队:我们组建了由质量部门和工程师等有关部门组成的团队,以便全面理解问题并找出解决方案。
2.准备问题描述:团队收集了相关数据并准备了详细的问题描述,包括故障的特点、客户的反馈和相关数量。
3.紧急控制措施:在确定问题范围后,我们立即采取了紧急控制措施,停止了产品X的生产,并将已生产的产品进行回收和退货处理,以减少进一步的质量问题。
4.确定根本原因:团队进行了各种实验和测试,对产品的X模块进行了详细的分析。
最后,我们发现电源供应部分的元件质量不稳定,导致电源输出不稳定。
5.提出纠正措施:针对根本原因,我们提出了一些纠正措施。
首先,我们将更换电源模块中存在问题的元件,并进行严格的质量控制。
其次,我们将优化制造过程,加强对电源模块的测试和验证。
6.实施纠正措施:我们立即开始实施纠正措施。
生产部门已经安排了更换元件的工作,并制定了严格的质量控制标准。
同时,质量部门将加强对制造过程的监督和管理,确保纠正措施的有效实施。
7.验证纠正措施:为了验证纠正措施的有效性,我们对新生产的产品进行了全面的测试和验证。
测试结果显示,通过纠正措施后,产品的功能和性能得到了明显的改善。
8.预防措施:为了避免类似问题的再次发生,我们提出了一些预防措施。
首先,我们将加强供应商的质量管理,并进行更严格的元件选购。
尺寸不良8d报告改善的案例

尺寸不良8d报告改善的案例8d报告模板在质量管理活动中,我们常用到各种各样的质量工具,而大多数情况下,都是多种质量工具的混合使用.不管使用工具的多或者少,每种工具所发挥的成效都是特定的.有些工具长用记录,有些长于分析,有些长于决策,有些长于思考,而问题的解决都是多种工具配合使用所得,而这种配合的模式就形成了解决问题的套路.在某些大企业中,为了管理的方便,格式的统一,往往会固化成特定的标准化的模板.今天我们一起学习的这个工具就是一种套路,它就是福特汽车公司惯用的g8d报告.8d又称团队导向问题解决方法、8d问题求解法.是福特公司处理问题的一种方法,它提供了一套符合逻辑的解决问题的方法,同时对于统计制程管控与实际的品质提升架起了一座桥梁.目前已广泛应用于汽车制造行业,取得了显著的经济效益和社会效益.8d主要用于汽车及类似加工行业的问题解决方法.原始是由ford公司,全球化品质管制及改善的特殊必备方法,之后已成为qs9000/iso ts16949、福特公司的特殊要求.凡是做ford的零件,需采用8d作为品质改善的工具.后来名气大了,其它车厂也移植了福特的做法、使之成为汽车行业的标准做法.目前国际汽车行业(特别是汽车零部件产家)广泛采用来解决产品质量问题最好的、有效的方法.8d方法是一种归纳与推测的问题解决方法.归纳法以基于观测数据为起点,建立与数据一致的推测.推测法以一种推测为起点,并通过收集数据并分析来确定数据是否同理论一致,从而企图证明一个推测是否能适用于某个特定的条件.在8d程序的初始阶段期,主要是归纳法.收集以及分析数据,从而描述问题.确定可选择性的根本原因推测,并且与问题描述比较,从而确定最佳的推测.然后,通过收集数据,采用演绎法来确定这个最佳推测是实际的根本原因.解决问题时,团队经常在归纳法与演绎法之间转换.这通常是完成工程任务的最有效的方法.8d方法有以下几方面的明显作用:通过建立小组训练内部合作的技巧;提供一种通用的流程有效确定并解决问题;防止相同或类似问题的再发生;增加管理层对问题本身及解决方法的理解;鼓励直接开放的问题解决方法;提高顾客满意度,增强其对供方的产品和过程的信心.8d方法适用于以下两方面的情形;1.用于解决各类可能遇到的简单或复杂的问题;8d方法就是要建立一个体系,让整个团队共享信息,努力达成目标.8d本身不提供成功解决问题的方法或途径,但它是解决问题的一个很有用的工具;2.亦适用于过程能力指数低于其应有值时有关问题的解决;面对顾客投诉及重大不良时,提供解决问题的方法.我们常见的质量问题主要有两种类型:变异引起的问题和从未满足要求的问题.8d这套方法特别适合于解决由某个变化导致的问题,或者说是特殊原因引起的问题;6-sigma这套方法特别适合于解决从未满足要求的问题,或者说是普通原因引起的问题.8d方法和6-sigma都是用于解决质量问题的有效工具,两者在解决问题中相辅相成.8d是解决问题的8条基本准则或称8个工作步骤,但在实际应用中却有9个步骤:d0:准备8d过程d1:组建团队d2:描述问题d3:制定临时处置措施(ica)d4:确定并验证根本起因和遗漏点d5:选择并验证针对根本原因和遗漏点的永久性纠正措施(pca) d6:执行并确认pcad7:预防问题重现d8:表彰小组和个人的贡献针对每一步,我们详细介绍其使用过程:d0:准备8d过程实施本阶段的原因:g8d过程是一个可能涉及大量人力、时间和资源的过程,如果使用不适当将会浪费很多时间、人力和相关的一些资源.d0帮助我们把焦点放在问题上,以便有效地使用资源.本阶段实施过程:了解症状并量化症状,决定是否需要era,选择并验证era,执行并确认era,查看是否适用g8d标准.紧急反应措施(era)是保护顾客及相关的各方不受症状的影响的任何措施,它在g8d把问题和症状区分开来确认g8d是否有必要启动时应用.症状是可测量的事件或效果(它们必须是顾客体验到的),它表示一个或多个问题存在.如果没有症状,你就无法得知有问题存在.当症状能被测量或量化时,它才被考虑在内.通常有许多工具可以用来测量并量化故障:paynter图,柏拉图,运行(趋势)图,风险图等.g8d的适用标准:1.症状被定义;2.确定了顾客;3.存在性能差距;4.原因未知;5.管理层致力于从根本起因的层面去解决问题,并采取预防措施防止问题再次发生;6.症状很复杂,不可能单凭一个人的能力完成.如果六个标准都满足,并且没有其他的g8d团队为同样的或类似的问题工作,那么就应该开始g8d过程.d1:组建团队原因:组建团队是g8d过程中的重要部分.团队的功能需要花时间去增强,但是非常重要的是,一个人很少能拥有解决复杂故障所有必要的资源、信息、和技能.另一方面,合适的人一起工作能包括所有必要的特性,这建立在每个有关人员的技能的基础之上.建立一个团队是g8d过程的真正开始;团队成员的指导方针:1.团队成员的人数控制在4到10个之间;2.选择具有所需技能、知识、资源、权力等,这样的人作为团队成员来解决现有的问题;3.各类成员之间合理搭配;4.按需要调整团队成员.g8d的过程依赖于所有团队成员的努力来达到团队的目标.为了达到团队目标,每个成员扮演一个角色.团队设置负责人,团队领导,成员及其它角色.实现团队角色的指导方针:1.角色不是特指某个人,而是指要行使的职责;2.成员通常要在会议持续期间或是更长的时间内充当某个固定的角色;3.会议中角色的互换会导致混乱;4.一些角色是可以共同承担的,比如记录员等;5.监督人是g8d生产过程中的一个角色,然而,监督人不是团队的成员.6.调解工作在整个讨论过程中是必不可少的,通常这个角色由某个领导承担.团队运作程序的三个要素:1.确定团队运作的基本规则;2.分配任务、维护和过程观察;3.使用有效沟通交流的技巧.d2:描述问题目的:将问题清楚并且客观的描述会使问题最终得到有效的解决.帮助团队将焦点放在实际的问题上,避免直接对问题下结论或者作没有根据的设想.对问题的描述要基于观测的内容而非结论.要描述好一个问题,我们需要:1.对问题进行陈述;问题陈述应该是简单,简洁明了的陈述,它确定了发生问题的对象及其这个问题的缺陷.一个问题陈述能让团队关注,也能让范围缩小到寻找问题的根本原因上,通常当作问题描述的开端.2.对问题进行描述;问题描述是指根据问题是什么和不是什么,但可能是某种状况来确定问题的范围.一个详细的问题描述包括四方面的信息,什么时候、什么地方、发生什么及其问题的严重程度如何.问题陈述告诉了你最基本的事实,但是详细的问题描述给了你找到根本原因的细节.d3:制定临时处置措施(ica)目的:为团队找到问题产生的根源争取时间;保护顾客不受问题影响;ica是针对故障而非根本起因,在知道根本起因之前保护顾客.如果根本起因被查明,或者era(应急处理措施)足够可靠来继续保护顾客,可以不需要ica.ica与era的差异:era以最小的支撑数据执行.ica为调查提供更多的机会.任何你执行的ica必须保护顾客使其免受故障而不导致新故障的出现.同样,单一ica可能不够.你可能需要执行多个ica以充分保护顾客.执行ica的步骤;1.选择ica;确定选择标准,分析执行ica的好处,分析ica的风险性,在好处和风险性的最好平衡点选择ica.2.验证ica;实施前证明能保护顾客不受问题影响,能提供前后的对比,证明ica不会产生新的问题.常见的验证方法有:实验,演示,类似措施对比等.3.执行ica;按照pdca的循环进行,并制定行动计划.4.确认ica.确认是在成功的验证后,确认ica执行没有产生新的问题,确认形式:售前验证和售后顾客的验证.d4:确定并验证根本起因和遗漏点目的:找出根本起因是任何故障解决成就的重要部分.当确定了根本起因,可以在最根本的程度上解决一个故障.任何不是从根本起因入手的故障解决方案都仅仅是一个权宜之计,当识别出根本起因,就可以完全的消除了整个故障并使它决不再发生.原因的几种分类:可能原因:任何原因,常在一个因果图表里识别,它描述一个结果可能怎样发生.最可能的原因:根据可用的数据得到的一个理论,它可能最能解释详细的问题描述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10
支架
责任部门/人 仓库部
实际完成时间
D8:祝贺团队
11
Thank you!
12
批次 batch
第一批 first batch
出货日期 date of dispatch
出货数量 shipping Qty
11月18日 (改善品)
第二批 second batch
效果确认 Car Verification
客人品质部确认
第三批 third batch
第四批 fourth batch
第五批 fifth batch
2
Name(姓名) (队长) (队员) (队员) (队员) / /
Title(职务) 品质部
工程部/经理 生产部/主管 模具部/技术员
/ /
邮件(E-mail)
D2: 问题描述
客户名称 物料名称 生产日期 不良数量 不良项目
支架
3500PCS 尺寸不良
Hale Waihona Puke 不良信息描述 物料料号 物料型号 发生场所 不良率 不良项目
—
— 无 无 无
Sorting result 结果
退回报废
—
— 无 无 无
Finishing Date 完成日期 11月11日
—
— — — —
责任担当
D4: 原因分析
产生原因: (1)模具顶针磨损,导致定位柱偏大; (2)经确认,库存尾数不良品,未及时清除,打包混入;
5
D4: 原因分析
流出原因: (1)品管未检测出来,导致流出;
不良内容
3
贵司来料的28机种支架 , 批量:3500pcs 不良项目: 定位柱尺寸NG , 规格 0.65±0.05 实测:0.76 0.75 0.76 0.79 0.78
客户IQC
D3: 暂定对策
Item 项目 客户原材库存
客户成品库存
客户在制品库存 厂内库存 在制库存 在途库存
4
Location 位置/ Qty数量 3500PCS
抽检
6
D5: 对策制定
产生对策: (1)10月19日,已经更换相关模具的冲头,确认良好; (2)我司清查库存成品,暂无库存,将定位柱不良批集中报废处理,仓库不得存留定位柱不良尾数。
7
D5: 对策制定
流出对策: (1) 将不良看板公示于出货检验区域,供QC熟悉掌握不良品及缺陷重点;
改善后
8
D6: 效果确认
8D报告案例精选
产品类别:耳机配件 行业分类 :五金行业
缺陷分类:结构件尺寸不良
撰稿人: 制 作: 日 期:
1
D1: 团队建立
Team Building(团队组 建)
Team Leader (队长)
Team member (队员)
Team member (队员) Team member (队员) Team member (队员) Team member (队员)
综合以上改善对策及执行, (1)将不良看板公示于出货检验区域制作成SIP,供QC熟悉掌握不良品;
(2)改善品将按约定给贵司品质部门确认,外箱标示改善品+检测报告及实验报告+日期,确认后, 良品将按约定寄往贵处确认。
9
D7: 预防措施
预防对策
机种型号
1、水平展开对应机种。 2、清查库存不良品
3、将不良看板公示于出货检 验区域,供QC熟悉掌握不良