美标详图标准
美标h型钢、美标槽钢、美标角钢标准-astm标准

美标h型钢、美标槽钢、美标角钢标准-astm标准美标H型钢、美标槽钢、美标角钢标准-ASTM标准1. 美标H型钢美标H型钢是一种常见的结构钢材料,其具有较高的抗压性能和强度。
在建筑结构和工程领域中,美标H型钢被广泛应用,用于搭建桥梁、钢结构厂房以及各种机械设备支架等。
根据ASTM A6/A6M标准,美标H型钢的生产应符合相关的化学成分、力学性能和物理性能要求。
在使用过程中,需要注重美标H型钢的连接方式和防腐蚀措施,以确保其长期稳定的工作性能。
2. 美标槽钢美标槽钢是一种常见的工业材料,其具有横截面呈槽形的特点,适用于各种结构的搭建和支撑。
根据ASTM A6/A6M标准,美标槽钢的生产需要满足其相关的尺寸允许偏差、化学成分和力学性能等要求。
在使用过程中,需要根据具体的工程要求选择合适的型号和规格,同时进行正确的安装和连接,以确保结构的稳固性和耐久性。
3. 美标角钢美标角钢是一种常见的金属材料,其具有横截面呈角形的特点,适用于各种钢结构的搭建和连接。
根据ASTM A6/A6M标准,美标角钢的生产需要满足其相关的尺寸允许偏差、化学成分和力学性能等要求。
在使用过程中,需要注意美标角钢的防腐蚀和表面处理,以延长其使用寿命和维持良好的外观状态。
总结回顾:美标H型钢、美标槽钢、美标角钢在工程结构中具有重要的作用,其生产和使用需要严格遵守ASTM标准,以确保其质量和性能。
在实际应用中,需要根据具体的工程要求选择合适的材料类型和规格,同时重视安装和连接的质量,以确保整个结构的安全和稳固。
在长期使用过程中,对材料的防腐蚀和维护工作也至关重要,可以有效延长材料的使用寿命,节约维护成本。
个人观点和理解:作为文章写手,我对美标H型钢、美标槽钢、美标角钢标准-ASTM标准有着深刻的理解和认识。
这些材料在工程领域中扮演着重要的角色,对于建筑结构的稳定性和耐久性具有重要影响。
在撰写相关文章时,我会更加注重其标准要求和实际应用,从而为读者呈现一份高质量、深度和广度兼具的中文文章。
国标与美标图纸电气图纸的识读-V1
国标与美标图纸电气图纸的识读-V1正文:作为一名内容创作者,如果你涉及到电气工程领域的图纸识读,需要清楚掌握国标与美标图纸的不同之处。
以下是国标与美标图纸电气图纸的识读的相关内容。
一、标准在图纸的编制过程中,不同国家或地区采用了不同的标准。
国内采用的是国家标准(GB),国际上广泛采用的标准则是国际标准(ISO)和美国国家标准(ANSI)。
二、图纸尺寸国标和美标图纸的尺寸标准也有所不同。
国标图纸的标准尺寸为A0、A1、A2、A3、A4等,而美标图纸的标准尺寸为D、E、F、G等。
具体尺寸差异可查看相关标准。
三、图纸排版国标和美标电气图纸排版方式也有所不同。
在国际承认的ISO和ANSI 标准下,电气图纸都是从左到右、从上到下逐步排开,用实线或点线相连。
但是在实际电气设计中,一些方案设计图纸等并不是这种非常规的方式,更多采用了弯曲的线条、交叉、衔接的方式等,从而反映出电气设计中的复杂与技术含量的高低。
四、图纸符号国标和美标电气符号都有其各自的特点。
国标电气符号采用简写形式,以简化符号和字母的数量和形状。
而美标电气符号则是把基本电气符号和常用符号分开,用更多的符号和标号表达。
五、标注国标和美标电气图纸的标注方式也不同。
国标电气图纸标注使用简洁易懂的语言,通常以中文标注。
美标电气图纸标注则大多使用英语,并且标注的数量更多,内容更详细。
总体来说,国标和美标电气图纸在形式、符号以及标注等方面都有所不同。
因此,在进行电气图纸的识读时,必须注意这种差异,并清晰掌握相关标准,才能准确识读电气图纸,熟练掌握这些知识对从事电气工程设计、施工、维修等工作的人员是非常有必要的。
美标尺寸公差标准

美标尺寸公差标准
美国国家标准制定委员会(ANSI)和美国机械工程师学会(ASME)制定了一系列的尺寸公差标准,这些标准被广泛用于美国的工业制造和工程设计中。
以下是一些常见的美国尺寸公差标准:
1. ASME Y14.5-2009标准:这是美国机械工程师学会(ASME)发布的关于制造尺寸和公差的标准。
该标准制定了工程图纸上尺寸和公差的表示方法,以及相应的测量和验收方法。
2. ANSI B4.1-1967标准:这是美国国家标准制定委员会(ANSI)发布的有关公差的标准,其中包括了尺寸公差的一般要求和规定。
3. ANSI/ASME B1.13M-2005标准:这是关于螺纹公差的标准,规定了螺纹尺寸和公差的相关要求。
4. ANSI/ASME B89.1.9-2002标准:这是有关公差测量方法的标准,规定了公差的测量方法和设备的要求。
这些标准通常涵盖了尺寸和公差的一般原则、表示方法、计算方法、检验方法等内容,可以根据具体的工程设计和制造需要进行选择和应用。
美标管件标准对照表
美标管件标准对照表美标管件标准对照表。
美国国家标准协会(ANSI)是美国最大的国家标准制定组织,负责制定和发布美国国家标准。
美国国家标准协会(ANSI)颁布了一系列的管件标准,这些标准涵盖了管件的材料、尺寸、加工工艺、连接方式等方面,为管件的生产和使用提供了技术支持。
以下是美标管件标准对照表,供大家参考:1. 美标管件标准,ANSI B16.5。
对应国际标准,ISO 7005-1。
标准内容,管法兰和法兰连接的螺纹和焊接尺寸。
适用范围,法兰连接的管道系统。
2. 美标管件标准,ANSI B16.9。
对应国际标准,ISO 3419、EN 10253-1。
标准内容,对焊和无缝管件的尺寸和公差。
适用范围,对焊和无缝管道系统。
3. 美标管件标准,ANSI B16.11。
对应国际标准,ISO 4144。
标准内容,对焊和螺纹管件的尺寸和公差。
适用范围,高压管道系统。
4. 美标管件标准,ANSI B16.25。
对应国际标准,ISO 3419、EN 10253-4。
标准内容,焊接管件的尺寸和公差。
适用范围,焊接管道系统。
5. 美标管件标准,ANSI B16.28。
对应国际标准,ISO 3419、EN 10253-4。
标准内容,焊接端弯头和异径管的尺寸和公差。
适用范围,焊接管道系统中的弯头和异径管道连接。
6. 美标管件标准,ANSI B16.47。
对应国际标准,ISO 7005-2。
标准内容,大口径法兰连接的螺纹和焊接尺寸。
适用范围,大口径法兰连接的管道系统。
7. 美标管件标准,ANSI B16.49。
对应国际标准,ISO 3419、EN 10253-2。
标准内容,对焊和无缝异型管件的尺寸和公差。
适用范围,对焊和无缝异型管道系统。
8. 美标管件标准,ANSI B16.10。
对应国际标准,ISO 5208、EN 12266-1。
标准内容,阀门的检验和试验。
适用范围,各种类型的阀门。
9. 美标管件标准,ANSI B16.34。
面料常用的122个美标AATCC标准

面料常用的122个美标AATCC标准美标, AATCC1、 AATCC估计步骤一《颜色变化的灰度》2、 AATCC估计步骤二《着色的灰度色标》3、 AATCC估计步骤三《织物色差的视觉评估》4、 AATCC估计步骤四《深度测试的深度级别》5、 AATCC估计步骤五《织物手感:主观故测指南》6、 AATCC估计步骤六《工具性颜色检测》7、 AATCC估计步骤七《测试样品颜色变化的仪器评估》8、 AATCC估计步骤八《-步色级转移尺》9、 AATCC6-2001《耐酸碱色牢度》10、 AATCC8-2001(2004)《耐摩擦色牢度》11、 AATCC15-2002《耐汗色牢度》12、 AATCC16-2003(2004)《耐光色牢度》13、 AATCC17-1999《润湿剂效果的表征》14、 AATCC20A-2000《纤维分析(定量)》15、 AATCC20-2002《纤维分析(定性)》16、 AATCC22-2001《防水性:(沾水、淋水试验)》17、 AATCC23-1999《抗燃气烟的不褪色性》18、 AATCC24-1999《纺织品的防蛀能力的测试》19、 AATCC26-1999《用硫磺处理的纺织品的老化:加速》20、 AATCC27-1999《润湿剂:再润湿的评估》21、 AATCC28-1999《用于纺织品上的虫害预防物》22、AATCC30-1999《纺织品的抗真菌能力的评估:纺织品的抵抗霉变和腐烂的能力》23、 AATCC35-2000《防水性:防止雨水测试》24、 AATCC42-2000《防水性:渗透作用测试》25、 AATCC43-1999《墨塞丝光处理法的润湿剂》26、 AATCC61-2003《耐洗色牢度》27、 AATCC66-2003《折痕回复角》28、 AATCC70-2000《水排斥性:摇液瓶动力学吸收测试》29、 AATCC76-2000《纺织物的表面电阻》30、 AATCC79-2000《脱色纺织物的吸收》31、 AATCC 81-2001《PH值的检测法》32、 AATCC82-2001《漂白棉布溶液中分散纤维素流度的测定》33、 AATCC84-2000《纱线电阻的测定》34、 AATCC86-2000《干洗:外加图案和涂饰漆的耐用性》35、AATCC88B-2003《纺织品经反复家庭洗涤干燥接缝外观的评定方法》36、AATCC88C-2003《经过多次的家庭洗涤后织物上折痕的持久性》37、 AATCC89-2003《棉花碱化处理度的测定》38、AATCC92-1999《氯,残留物以及拉伸损失:单一样品的测试方法》39、AATCC93-1999《纺织品的耐磨性能测试:加速型耐磨测试仪法》40、 AATCC94-2002《织物中整理剂的鉴定》41、AATCC96-2001《除了毛料衣物之外的机织织物和编织织物在商业洗涤过程中的尺寸变化》42、 AATCC97-1999《原坯布和或者精致纺织品中的可分离量》43、 AATCC98-2002《含有过氧化氢的漂白槽中的碱含量检测》44、AATCC99-2000《机织和编织毛纺织品的尺寸变化:松弛、凝固和粘连》45、AATCC100-1999《织物材料中抗菌整理剂的鉴定》46、 AATCC101-1999《过氧化氢漂白色牢度的检测》47、AATCC102-2002《通过高锰酸钾溶液滴定确定过氧化氢含量》48、AATCC103-1999《对脱浆工艺中采用的细菌性a-淀粉酶的鉴定》49、 AATCC104-1999《耐水斑色牢度》50、 AATCC106-2002《耐海水色牢度》51、 AATCC107-2002《耐水色牢度》52、 AATCC109-2002《耐低湿大气中臭氧色牢度》53、 AATCC110-2000《纺织物的白度》54、AATCC111-2003《织物耐候性:暴晒于日光和气候环境下》55、 AATCC112-2003《甲醛含量检测》56、AATCC114-1999《残留氯造成的拉伸强度的降低:复合样品的试验》57、 AATCC115-2000《织物的静电吸附:织物对金属测试》58、AATCC116-2001《耐摩擦色牢度:旋转垂直摩擦牢度仪法》59、 AATCC117-1999《耐干热(热压)色牢度》60、 AATCC118-2002《疏油性:耐烃类测试》61、AATCC119-1999《表面磨损产生色变(起霜):金属丝方法》62、 AATCC122-2000《地毯去污:保养方法》63、 AATCC123-2002《地毯污染:加速污染方法》64、 AATCC124-2001《多次家庭洗烫之后织物的表面外观》65、 AATCC125-1991《耐水和光色牢度:交替作用》66、 AATCC127-2003《耐水性:流体静压测试》67、 AATCC128-1999《织物皱纹复原:外观方法》68、 AATCC129-2001《耐高湿大气中臭氧色牢度》69、 AATCC130-2000《污物消除:污物消除方法》70、AATCC131-2000《褶皱下的染色牢度:汽蒸法处理的褶皱》71、 AATCC132-2003《干洗色牢度》72、 AATCC133-1999《耐热染色牢度:热处理》73、 AATCC134-2001《地毯的静电性能》74、 AATCC135-2003《织物水洗尺寸变化检测》75、 AATCC136-2003《粘合和层压织物的粘结强度》76、 AATCC137-2002《地毯背面在乙烯树脂瓦面上的着色》77、 AATCC138-2000《纺织品类地面覆盖物的洗涤》78、 AATCC139-2000《光照下的染色牢度:光致变色的检测》79、AATCC140-2001《浸压烘干过程中染料游移和颜料泳移的评定》80、 AATCC141-1999《丙烯酸纤维碱性染料的相容性》81、AATCC142-2002《经多次水洗或投币自动干洗后织物的外观》82、AATCC143-2001《重复多次家庭洗涤后衣物及其他纺织产品的外观表现》83、 AATCC144-2002《湿法纺织中的总碱度》84、 AATCC146-2001《分散染料的分散性:过滤测试》85、AATCC147-1998《纺织材料抗菌活性的评定:平行条纹法》86、AATCC 149-2002《鳌合剂:利用草酸钙滴定的方法测量氨基聚羟基酸及其盐类形式的鳌合值》87、 AATCC150-2003《家庭洗涤后衣物的尺寸变化》88、 AATCC151-2003《污物再沉淀:旋转清洗方法》89、 AATCC154-2001《分散染料的热固化性》90、 AATCC157-2000《溶剂点染的不褪色性:全氯乙烯》91、AATCC158-2000《用全氯乙烯干洗时的尺寸变化:机械方法》92、 AATCC159-1999《酸与预金属化酸染料在尼龙中的迁移》93、AATCC 161-2002《鳌合剂:由金属导致的分散染料颜色变化》94、 AATCC162-2002《耐水色牢度:含氯水池》95、AATCC163-2002《色牢度:储存时的染料迁移;由织物向织物》96、 AATCC164-2001《在高湿度环境下对二氧化氮的色牢度》97、AATCC165-1999《沾色磨擦色牢度:铺地纺织品-AATCC 沾色测试仪方法》 98、 AATCC167-2003《分散染料的发泡倾向》99、AATCC 168-2002《鳌合剂:聚氨基聚羟酸以其盐类的活性成分含量;铜指示剂法》100、 AATCC169-2003《纺织品的耐气候腐蚀性:氙气灯照射》101、 AATCC170-2001《粉末染料的起尘倾向评价》102、 AATCC171-2000《地毯的热水抽吸法的清洗方法》103、 AATCC172-2003《家庭洗涤中无氯漂白剂的色牢度》104、 AATCC 173-1998《CMC:小色差可接受的计算》105、 AATCC174-1998《地毯抗微生物活性的评估》106、 AATCC175-2003《圈绒地毯的耐染色性》107、 AATCC178-1999《纬向条花:视觉评估和评级》108、 AATCC176-2001《着色剂分散斑点的评估》109、 AATCC179-2001《自动家庭洗涤的织物和成衣扭斜程度的变化》110、 AATCC180-1997《高温下耐光色牢度:日光温度控制设备》111、 AATCC181-1997《高温下耐光色牢度:日光温度和湿度控制设备》112、 AATCC182-2000《溶液中染料的相对色强度》113、 AATCC183-2000《织物对红斑加权总紫外辐射的透射率或阻隔率》114、 AATCC184-2000《染料的扬尘性及其定值》115、 AATCC185-2000《铜聚丙稀睛法测定过氧化氢漂白液中鳌合剂的百分含量》116、AATCC186-2001《耐候性:紫外线和湿气》117、 AATCC187-2002《织物尺寸变化:加速情况下》118、 AATCC188-2003《在家用洗涤中次氯酸钠漂白作用不褪色性研究》119、 AATCC189-2003《地毯织物中的氟含量》120、 AATCC190-2003《在家庭洗涤中采用含活性氧漂白清洁剂的不褪色性:加速作用的研究》121、 AATCC191-2003《木纤维质酵素酶酸-洗衣机顶部装卸的影响》122、 AATCC192-2003《织物的耐久性:有水或者无水情况暴露于电弧光下》。
ASTM美国标准

242 A242/A242M-01 247 A247-67(1998) 249 A249/A249M-02
A250/A250M250 95(2001) 252 A252-98e1 254 A254-97(2002) 255 A255-02 262 A262-02 263 A263-94a(1999) 264 A264-94a(1999) 265 A265-94a(1999) 266 A266/A266M-99 268 A268/A268M-01 269 A269-01 270 A270-02 275 A275/A275M-98 276 A276-02 278 A278/A278M-01 283 A283/A283M-00 285 A285/A285M-01 288 A288-91(1998) 289 A289/A289M-97 290 A290-95(1999) 291 A291-02 295 A295-98
225 93(1999)
227 A227/A227M-99
228 A228/A228M-02
229 A229/A229M-99
230 A230/A230M-99 A231/A231M-
231 96(2002)
232 A232/A232M-02
美标四分制标准

美标四分制检验指引布匹的检验方法常见的是"四分制评分法"。
在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分。
一平分的标准采用验布机检验在40W日光灯3~4支光源下80CM的斜平台上检验,验布机上斜平台为45度斜灯光到斜面为1~1.2米。
验布机车速≤20米/分钟。
目测至斜面约1.5米间距,幅度在140CM上的布料必须由两人检验,布疋表面的疵点查验时应作标识(疵点以正面为准),并作扣分记,对于经纬和其他方向的疵点将按以下标准评定疵点分数:一分: 疵点长度为3寸或低于3 寸两分: 疵点长度大于3寸小于6 寸三分: 疵点长度大于6寸小于9 寸四分: 疵点长度大于9寸二.疵点评分的原则A.同一码中所有经、纬向的疵点扣分不超过4分B.对于严重的疵点,每码疵点将被评为四分。
例如: 无论直径大小,所有的洞眼都将被评为四分。
C.对于连续出现的疵点,如: 横档、边至边色差、窄封或不规则布宽、折痕、染色不均匀等的布匹,每码疵点应被评为四分。
D.布边1”内不扣分E.无论经向或纬向,无论何病疵,都以看得见为原则,并按疵点评分给予正确扣分。
F.除了特殊规定(比如涂层上胶布),通常只需检验坯布的正面。
--------------------------------------------------------------------------------三.评分的计算及等级的评定原则上每卷布经检查后,便可将所得的分数加起来。
然后按接受水平来评定等级,但由于同的布封便须有不同的接受水平,所以,若用以下的公式计算出每卷布匹在每100平方码分数,而只须制订一在100平方码下的指定分数,便能对不同布封布匹作出等级的评定。
(总分数x 36 x 100) / (受检码数x 可裁剪的布匹宽度) = 每100平方码的分数说明:1. 评分严格按照美标四分制执行,每100平方码扣分<20分。
美标四分制布匹检验标准
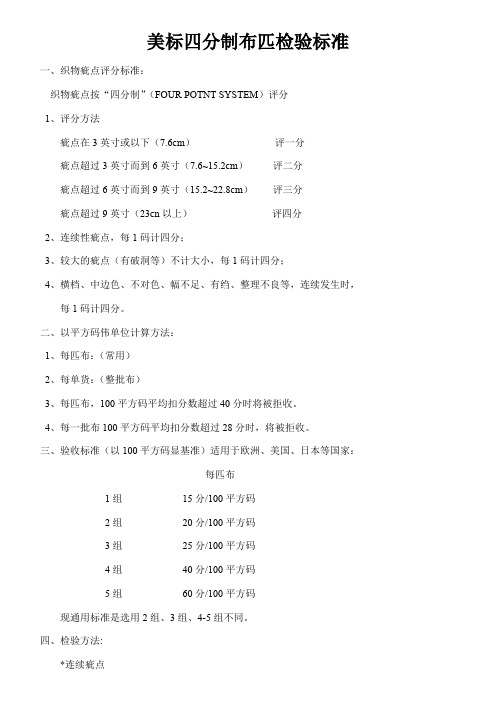
美标四分制布匹检验标准一、织物疵点评分标准:织物疵点按“四分制”(FOUR POTNT SYSTEM)评分1、评分方法疵点在3英寸或以下(7.6cm)评一分疵点超过3英寸而到6英寸(7.6~15.2cm)评二分疵点超过6英寸而到9英寸(15.2~22.8cm)评三分疵点超过9英寸(23cn以上)评四分2、连续性疵点,每1码计四分;3、较大的疵点(有破洞等)不计大小,每1码计四分;4、横档、中边色、不对色、幅不足、有绉、整理不良等,连续发生时,每1码计四分。
二、以平方码伟单位计算方法:1、每匹布:(常用)2、每单货:(整批布)3、每匹布,100平方码平均扣分数超过40分时将被拒收。
4、每一批布100平方码平均扣分数超过28分时,将被拒收。
三、验收标准(以100平方码显基准)适用于欧洲、美国、日本等国家:每匹布1组15分/100平方码2组20分/100平方码3组25分/100平方码4组40分/100平方码5组60分/100平方码现通用标准是选用2组、3组、4-5组不同。
四、检验方法:*连续疵点1、连续有规律性疵点,1码计四分;2、连续性3码以上,做不合格品对待;*整幅疵点3、合格品内不允许有以下疵点存在:A.长度超过6英寸以上全幅疵点;B.较细小的全幅疵点,100码内超过5处;C.以100码为单位,每10码中严重疵点平均2处以上;D.布头、布尾3码内有严重疵点或整幅疵点的;E.在平放裁床时,有边绉、预缩绉、折绉、绉条等疵布。
*幅度4、每匹布最少测三次;5、达不到加工要求幅度,则计不合格;6、幅度计算:整幅度:两布边之间距;有效幅度:去除布边、针洞、无印花部分的幅度;7、对色:分色最多接手3个LOT色,每LOT色最小码数为500码以上,每LOT色之间色差按AATOO灰色卡4-5级;8、每匹布中边、头尾色差不能低于4-5级;9、工厂检验时,应取6英寸——10英寸匹头编号后留给客人;10、客人QC来验货时,若色不对办(4-5级以下)则该单货不合格,要重新检查、翻修;11、码长差异:相对实际长度同卡片标码差异超过1%,则该匹布不合格;12、段长:码长要求40码以上;13、纬斜、纬弧:若超过以下标准则定位不合格布幅染色布印花布114.3 2.54 1.9152.8 3.81 2.56228.6 5.08 3.81注:整幅上有部分纬斜时,按部分评分,纬斜不适用于四分制标准,但应有记录。
美标标准——精选推荐
标准名称 奥氏体不锈钢晶间浸蚀敏感性的检测 钢制品机械测试的试验方法与定义 设备和系统和经清洗和除锈处理的不锈钢零件 钢制品化学分析的实验方法﹑规程和术语 铁素体不锈钢晶间腐蚀敏感性检测 测定锻件奥氏体﹑铁素体不锈钢不稳定金属间标准试 验方法 不锈钢化学钝化处理标准规范 石油产品中硫含量试验方法(氧弹法) 新的和使用过的石油产品中氯的测定方法 商业用包装 金相试样的制备 金属材料拉伸试验方法 金属材料的布氏硬度测试方法 金属材料的高温抗拉试验方法 金属材料的凹口试杆冲击试验的方法 使用试验数据中重要数字以确定对规范的适应性 钢的内含物的测定 非铁素体金属的和合金锻件化学成分分析的取样方法 金属材料维氏硬度试验方法
普通设备 用无缝 与焊接 铁素体 /奥 氏体不 锈钢管 件
无缝与焊接铁素体/奥氏体不锈钢管
增值反应 堆堆芯 部件用 奥氏体 和铁素 体不锈 钢导管
专门用途的不锈钢和合金钢钢管的一般要求 铁素体和奥氏体合金管通用要求 UNS N08904 UNS N08925 UNS N08926 无缝钢 管 镍和镍合金无缝管一般标准 锻配件﹐承插焊接和车螺纹 管端要求 焊接和无缝精密钢管
40
41 ASTM G46-94 42 ASTM G48-03
ASTM G78-95 43
标准名称 测定平均晶对度的试验方法 液体渗透剂的检测方法 金属管件的声检测 纵向焊接管的超声检测 用磁刨和法做管状钢产品的涡流检验 金属和合金宏观腐蚀的测试方法 钢制品(包括棒﹑方钢坯﹑大方坯和锻件)的宏观腐蚀测试 检查和评定 材料显微硬度的试验方法 微观腐蚀金属的合金的测试方法 奥氏体不锈钢及类似合金钢制无缝管形制品和焊接管形制 品的电磁(过电流)检验规程 金属及合金编号规定 铁磁钢管制品的磁力泄漏检验 镍和镍合金管材的电磁涡流检测方法 与腐蚀和腐蚀试验相关的专门术语 用统计作腐蚀数据分析的一般规定 制作和使用 U 形弯曲应力腐蚀试样的一般规定 金属的实验室浸蚀试验的一般方法
美标ASTM标准的中文对照大全

美标A S T M标准的中文对照大全(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除ASTM A6/A6M-2004 a结构用轧制钢板、型钢、板桩和棒钢通用要求ASTM A36/A36M2004碳结构钢标准规范ASTM A106-2002a高温用无缝碳钢公称管规范ASTM A143-2003热侵镀锌结构钢制品防脆化的标准实施规程和催化探测方法ASTM A179/A179M-1990a(R2001)热交换器和冷凝器用无缝冷拉低碳钢管标准规范ASTM A192-2002高压设备用无缝碳钢锅炉管标准规范ASTM A209/A209M-2003锅炉和过热器用无缝碳钼合金钢管标准规范ASTM A210/A210M-2003锅炉和过热器用无缝中碳钢管技术条件ASTM A213/A213Mb-2004锅炉过热器和换热器用无缝铁素体和奥氏体合金钢传热管技术条件ASTM A234/A234M-2004中、高温用锻制碳钢和合金钢管道配件ASTM A252-98(R2002)焊接钢和无缝钢管桩的标准规范ASTM A262-2002a探测奥氏体不锈钢晶间腐蚀敏感度的标准实施规范ASTM A269/A269-2004通用无缝和焊接奥氏体不锈钢管标准规范ASTM A333/A333M-2004低温设备用无缝和焊接钢管的规范标准ASTM A334/A334M-2004低温设备用无缝和焊接碳素和合金钢管的标准规范ASTM A335-2003高温设备用无缝铁素体合金钢管标准规范ASTM A370/A370M-2003a钢制品力学性能试验方法和定义标准ASTM A387/A387M-2003压力容器用铬钼合金钢板的标准规范ASTM A403/A403M-2004锻制奥氏体不锈钢管配件的标准规范ASTM A450/A450M-2004碳素钢管、铁素体合金钢管及奥氏体合金钢管一般要求的标准规范ASTM A500-2003a圆形与异型冷成型焊接与无缝碳素钢结构管标准规范ASTM A515-2003中温及高温压力容器用碳素钢板的标准规范ASTM A516-2004a中温及低温压力容器用碳素钢板的标准规范ASTM A530-2003特种碳素钢和合金钢管一般要求的标准规范ASTM A615/A615M-2004a混凝土配筋用异形钢筋和无节钢胚棒标准规范ASTM A703/A703M-2004标准技术条件—承压件钢铸件通用要求ASTM A781/A781M-2004a铸件、钢和合金的标准规范及通用工业的一般性要求ASTM A788/A788M-2004a标准技术条件—钢锻件通用要求ASTM B209/B209M -2004铝和铝合金薄板和中厚板标准规范ASTM E6-2003金属材料布氏硬度的标准测试方法ASTM E18-2003金属材料洛氏硬度和洛氏表面硬度的标准测试方法ASTM E29-2002使用有效数字确定试验数据与规范符合性作法ASTM E8-2004金属材料拉伸试验的标准测试方法ASTM E94-2004放射性检查的标准指南ASTM E125-1963(R2003)铁铸件的磁粉检验用标准参考照片ASTM E164-2003焊件的超声接触检验的标准操作规程ASTM E208-1995a(R2000)用导向落锤试验测定铁素体钢无塑性转变温度的标准试验方法ASTM E213-2004金属管超声检验方法ASTM F36-1995测定垫片材料压缩率及回弹率的标准试验方法ASTM F37-1995垫片材料密封性的标准试验方法ASTM F38-1995垫片材料的蠕变松弛的标准试验方法ASTM F112-1995色覆垫片密封性能的标准试验方法ASTM F146-1995a垫片材料耐液体标准试验方法ASTM F1311-1995(R2001)大口径组装式碳钢法兰标准规范ASTM G1-2003腐蚀试样的制备、清洁处理和评定用标准实施规范ASTM G36-73(R1981) 参考资料标准实用规程:在沸的氯化镁溶液中进行的应力腐蚀裂纹试验ASTM G46-1976(R1986) 参考资料标准实用规程:麻点腐蚀的检验和评定ASTM G48-1976(R1980) 参考资料使用三氯化铁溶液做不锈钢及其合金的耐麻点腐蚀和抗裂口腐蚀性试验的标准方法ASTM标准中译本丛书(一)碳钢、铸铁、不锈钢及合金钢材料标准规范(含18个标准)ASTM A105/A105M-2002管道部件用碳钢锻件ASTM A126-1995(R2001)阀门、法兰和管道附件用灰铁铸件ASTM A181/A181M-2001通用管路用碳钢锻件标准规范ASTM A193/A193M-2001高温用合金钢和不锈钢螺栓材料ASTM A194/A194M-2001 a高温用合金钢和不锈钢螺栓材料ASTM A216/A216M-2001 a高温用可熔焊碳钢铸件标准规范ASTM A217/A217M-2002高温承压件用马氏体不锈钢和合金钢铸件标准规范ASTM A276-2002 a不锈钢棒材和型材ASTM A278/A278M-2001高温不超过650°F(350℃)的承压部件用灰铸铁件 ASTM A320/A320M-2002低温用合金钢栓接材料 ASTM A350/A350M-2002要求冲击韧性试验的管件用碳钢及低合金钢锻件标准规范 ASTM A351/A351M-2000承压件用奥氏体、奥氏体-铁素体(双相)钢铸件规范ASTM A352/A352M-1993(R1998)低温承压件用铁素体和马氏体钢铸件标准规范 ASTM A395/A395M-1999高温用铁素体球墨铸铁承压铸件 ASTM A439-1983(R1999)奥氏体球墨铸铁件 ASTM A536-1984(R1999)球墨铸铁件 ASTM A694/A694M-2000高温输送用管法兰、管件、阀门及零件用碳钢和合金钢锻件标准规范 ASTM A965/A965M-2002高温高压部件用奥氏体钢锻件 ASTM标准中译本丛书(二)法兰、管件、阀门及部件(含9个标准) ASTM A182/A182M-2002高温用锻制或轧制合金钢法兰、锻制管件、阀门和部件 ASTM A961-2002管道用钢制法兰、锻制管件、阀门和零件的通用要求标准规范 ASTM B462-2002高温耐腐蚀用锻制或轧制的UNS NO6030、UNS NO6022、UNS NO6200、UNS NO8020、UNS NO8024、UNS NO8026、UNS NO8367、UNS NO10276、UNS N10665、UNS N10675和UNS R20033合金管法兰、锻制管件、阀门和零件标准规范 ASTM F885-1984公称管径为NPS 1/4~2的青铜截止阀外形尺寸标准规范 ASTM F992-1986(R2001)阀门铭牌标准规范 ASTM F993-1986(R2001)阀门锁紧装置标准规范 ASTM F1030-1986(R1998)阀门操作装置的选择准则ASTM F1098-1987(R1998)公称管径有NPS2~24的蝶阀外形尺寸标准规范。
验布美标4分制..

面料美标<四分制>检验标准布匹的检验方法常见的是"四分制评分法"。
在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(Linear yard)疵点评分都不得超过四分。
对于经纬和其他方向的疵点将按以下标准评定疵点分数:一分:疵点长度为3寸或低于3寸两分:疵点长度大于3寸小于6寸三分:疵点长度大于6寸小于9寸四分:疵点长度大于9寸对于严重的疵点,每码疵点将被评为四分。
例如:无论直径大小,所有的洞眼都将被评为四分。
对于连续出现的疵点,如:横档、边至边色差、窄封或不规则布宽、折痕、染色不均匀等的布匹,每码疵点应被评为四分。
每码疵点的评分不得超过四分。
美国四分制标准美国四分制标准是出口坯布或者印染布的外观质量的检验标准,具体规定如下:一、织物疵点评分标准:织物疵点按“四分制”(FOUR POINT SYSIEM)评分1、评分方法疵点在3寸或以下评一分疵点超过3英寸而到6英寸评二分疵点超过6英寸到9英寸评三分疵点超过9英寸评四分2、连续性疵点,每1码计四分:3、较大的疵点(有破洞等)不计大小,每1码计四分;4、横档、中边色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。
二、以平方码为单位的计算方法1、每匹布:(常用)总评分数×36×100评分=码数×有效幅度(寸)100平方码2、每单货:(整批布)每码总分数×36×100评分=总码数×有效幅度100平方码三、验收标准(以100平方码为基准)适用欧洲、美国、日本等国家。
每匹布1组15分/100平方码2组20分/100平方码3组25分/100平方码4组40分/100平方码5组60分/100平方码现通用标准是选用2组、3组、4-5组不用四、全面疵点的评分标准☆连续性疵点1、连续有规律性疵点,1码计四分2、连续性3码以上,作不合格品对待。
塑料检测-美标样条标准

【1】拉伸试样图:
拉伸试样尺寸(mm):
细径宽度(W):13±0.50
细径长度(L):57±2.25
总宽(WO):19±0.75
总长(LO):165±6.5
标定长度(G):50±2.00
夹具间距离(D):115±4.5
圆角半径(R):76±3.00
厚度(T):3.2±0.4
【2】弯曲试样图:
美标样条标准1拉伸试样图拉伸试样尺寸mm细径宽度w13050细径长度l57225总宽wo19075总长lo16565标定长度g50200夹具间距离d11545圆角半径r76300厚度t32042弯曲试样图弯曲试样尺寸mm长l127宽b127厚h323悬臂梁冲击试样图冲击试样尺寸mm1无缺口试样的尺寸长l64宽b32或64厚d1272有缺口试样尺寸长l64宽b32或64厚d127有缺口试样的缺口处厚度为dk08d缺口底部圆弧半径r025士005备注美标中采用悬臂梁冲击无简支梁冲击
备注:美标中采用悬臂梁冲击,无简支梁冲击。
【4】热变形试样图:
12.7x3.2x3.7mm
弯曲试样尺寸(mm):
长(l):127
宽(b):12.7
厚(h):3.2
【3】悬臂梁冲尺寸
长(l):64
宽(b):3.2或6.4
厚(d)12.7
(2)有缺口试样尺寸
长(l):64
宽(b):3.2或6.4
厚(d):12.7
有缺口试样的缺口处厚度为dk:0.8×d,缺口底部圆弧半径r=0.25(士0.05)
美标A1-00到A1047的标准内容

A20/A20M-05 A27/A27M-05
Pressure Vessels Standard Specification for Steel Castings, Carbon, for General Application Standard Specification for Steel Bars, Carbon and Alloy, Hot-Wrought,
Standard Specification for Heat-Treated Carbon Steel Joint Bars, 热处理碳素钢连接棒材,微合金连接棒材和法兰连 A49-01(2006) Microalloyed Joint Bars, and Forged Carbon Steel Compromise Joint Bars 接棒材的标准规范 Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, 无镀层热浸的、镀锌的、焊接的及无缝钢管的技术 A53/A53M-06 A65-01 A66-01 Welded and Seamless Standard Specification for Steel Track Spikes Standard Specification for Steel Screw Spikes Standard Specification for Steel Tie Plates, Low-Carbon and High-Carbon A67-00(2005) A74-06 A82/A82M-05a Hot-Worked Standard Specification for Cast Iron Soil Pipe and Fittings Standard Specification for Steel Wire, Plain, for Concrete Reinforcement Standard Test Method for Weight [Mass] of Coating on Iron and Steel A90/A90M-01 A99-03 A100-04 A101-04 A102-04 A105/A105M-05 Articles with Zinc or Zinc-Alloy Coatings Standard Specification for Ferromanganese Standard Specification for Ferrosilicon Standard Specification for Ferrochromium Standard Specification for Ferrovanadium Standard Specification for Carbon Steel Forgings for Piping Applications Standard A106/A106M-06 A108-03e1 Specification for Seamless Carbon Steel Pipe for 高温用无缝碳素钢管 优质冷加工碳素钢棒材技术规范 镀锌和镀锌合金钢铁制品镀层重量的试验方法 锰铁合金 硅铁 铬铁 钒铁合金 管系部件用碳素钢锻件 热加工低碳钢和高碳钢垫板技术规范 铸铁污水管及配件的技术规范 钢筋混凝土用无节钢丝 规范 钢轨道钉 钢质螺旋道钉
面料美标四分制检验标准(1)
面料美标四分制检验标准美标<四分制>检验标准布匹的检验方法常见的是四分制评分法。
在这个"四分制评分法"中,对于任何单一疵点的最高评分为四分。
无论布匹存在多少疵点,对其进行的每直线码数(linear yard)疵点评分都不得超过四分。
对于经纬和其他方向的疵点将按以下标准评定疵点分数:一分: 疵点长度为3寸或低于3 寸两分: 疵点长度大于3寸小于6 寸三分: 疵点长度大于6寸小于9 寸四分:疵点长度大于9寸对于严重的疵点,每码疵点将被评为四分。
例如无论直径大小,所有的洞眼都将被评为四分。
对于连续出现的疵点,如横档、边至边色差、窄封或不规则布宽、折痕、染色不均匀等的布匹,每码疵点应被评为四分。
每码疵点的评分不得超过四分。
美国四分制标准美国四分制标准是出口坯布或者印染布的外观质量的检验标准,具体规定如下:一、织物疵点评分标准:织物疵点按“四分制”(four point sysiem)评分1、评分方法疵点在3寸或以下评一分疵点超过3英寸而到6英寸评二分疵点超过6英寸到9英寸评三分疵点超过9英寸评四分2、连续性疵点,每1码计四分:3、较大的疵点(有破洞等)不计大小,每1码计四分;4、横档、中边色、不对色、幅不足、幅不同、有皱、整理不良等,连续发生时,每1码计四分。
二、以平方码为单位的计算方法1、每匹布:(常用)总评分数×36×100 评分=码数×有效幅度(寸)100平方码2、每单货:(整批布)每码总分数×36×100评分=总码数×有效幅度100平方码三、验收标准(以100平方码为基准)适用欧洲、美国、日本等国家。
每匹布1组15分/100平方码2组20分/100平方码3组25分/100平方码4组40分/100平方码5组60分/100平方码现通用标准是选用2组、3组、4-5组不用四、全面疵点的评分标准☆连续性疵点1、连续有规律性疵点,1码计四分2、连续性3码以上,作不合格品对待。
国标与美标焊接符标识区分
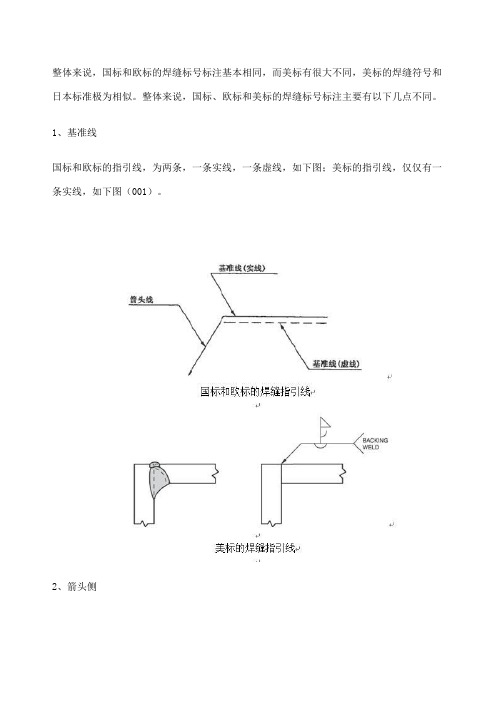
整体来说,国标和欧标的焊缝标号标注基本相同,而美标有很大不同,美标的焊缝符号和日本标准极为相似。
整体来说,国标、欧标和美标的焊缝标号标注主要有以下几点不同。
1、基准线
国标和欧标的指引线,为两条,一条实线,一条虚线,如下图;美标的指引线,仅仅有一条实线,如下图(001)。
2、箭头侧
国标和欧标的箭头侧,标注在实线基准线一侧,有可能在线上或者线的下面,如下图;美标的箭头侧,只能标注在实线基准线下侧。
无论国标和欧标,还是美标,有坡口的情况下,箭头都要指向坡口侧如下图(002)。
3、断续角焊缝间距
国标和欧标的断续焊缝间距,为两段相邻焊缝尾首端的距离;美标的的断续焊缝间距,为两段相邻焊缝中心的距离。
且间距标法不一样,如下图,国标和欧标的断续焊缝间距标在括弧()中,而美标的断续焊缝间距标在—号后。
如下图(003)
4、点焊缝
国标和欧标的点焊缝数量,标在圆的后侧,如下图;美标的点焊缝数量,标在圆的上下侧,如下图(004)
5、参考标准
A ?国标 GB/T 324
B ?欧标 ISO 2553
C ?美标 AWS A2.4。
国标美标图纸的识读.ppt
第一、第三角投影法简介
目前,在国际上使用的有两种投影制,即第一角投影 (又称“第一角画法”)和第三角投影又称“第三角画
法”)。中国、英国、德国和俄罗斯等国家采用第一角投
影,美国、日本、新加坡及港资台资企业等国家采用第三 角投影。 ISO国际标准规定:在表达机件结构中,第一角和第三角 投影法同等有效。
第一角投影法起于法国,盛行于欧洲大陆、德、法、意、
俄等国,其中美、日及荷兰等国原先亦采用第一角投影法, 后来改采用第三角法讫今。
⒈ 什么是第三角画法? 三个互相垂直的投影面V、H、W,将 W面左侧空间划分为四个区域,按顺序分 别称为第一角、第二角、第三角、第四 角。 将物体放在第 三角,使投影面处 在观察者和物体之 间进行投射。
展开后的三视图及度量对应关系
顶视图
宽
长
宽
高
右视图
前视图
3.第三角画法中六个基本视图的配置及尺寸 对应关系
顶视
左视 底视 长
右视
长
高
前视
后视
4. 第三角画法与第一角画法的比较
后 左
顶视
第三角画法 右
上
上 右 后
左视
左
上
主视
前 下
前 上 左
前视
下 后 后 左
俯视
右
前
右视
右 前
下
下
第一角画法
主要有如下区别: (1) 第一角投影:将物体放在观察者与投影面之间,即
V
ⅡⅠ Ⅲ Ⅳ
H
⒉ 第三角画法中的三视图 ⑴ 三视图的形成
★ 前视图 从前向后投射,在正 平面(V面)上所得的 向上翻转 视图。 90° H ★ 顶视图 从上向下投射,在水 平面(H面)上所得的 V 视图。 ★ 右视图 从右向左投射,在侧 平面(W面)上所得的 视图。
「美国机械制图图样尺寸标准」
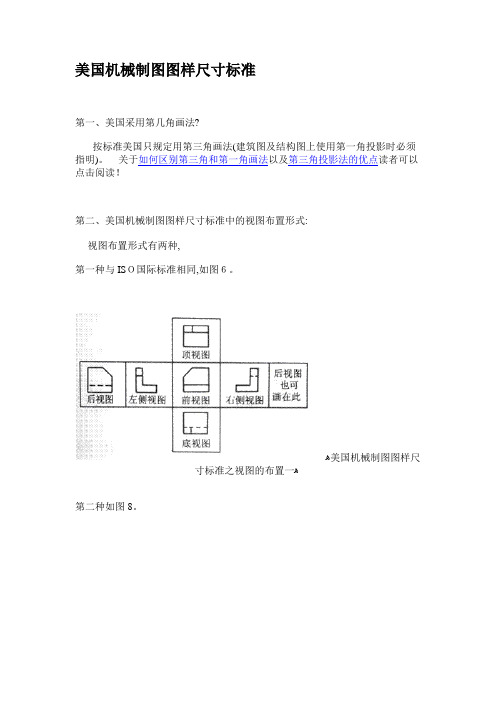
美国机械制图图样尺寸标准第一、美国采用第几角画法?按标准美国只规定用第三角画法(建筑图及结构图上使用第一角投影时必须指明)。
关于如何区别第三角和第一角画法以及第三角投影法的优点读者可以点击阅读!第二、美国机械制图图样尺寸标准中的视图布置形式:视图布置形式有两种,第一种与ISO国际标准相同,如图6。
ﻫ美国机械制图图样尺寸标准之视图的布置一ﻫ第二种如图8。
ﻫ机械制图图样尺寸标准之视图的布置二ﻫ第三、美国机械制图图样尺寸标注中的尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。
数值小于1时小数点前不写0,数字推荐水平书写。
公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如或,尺寸在6英尺以上应注出英尺英寸符号,如“12′7″。
(1)直径、半径、球形代号①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图9;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图10。
ﻫ图9ﻫ图10②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER(TRUE RADIUS)(真实的R)。
球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHERRADIUS)(球半径)。
美国机械制图图样尺寸标准(2)(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
图11 (3)倒角CHAM(CHAMBER)如图12所示。
图12 (4)沉孔如图13。
图13 (5)键槽如图14。
图14 (6)螺纹标记如图15。
图15(2)弦长(CHORD)、弧长(ARC)注法如图11所示。
ﻫ图11 ﻫ(3)倒角CHAM(CHAMBER)如图12所示。
ﻫ图12ﻫ(4)沉孔如图13。
ﻫ图13 ﻫ(5)键槽如图14。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Metal Works Detailing StandardTYP Mark Number:∙Mark all assemblies starting with A.∙所有的构件号以“A”为字首∙Mark all single piece part starting with T.∙所有的零件号以“T”为字首Steel Erection Drawing (always in 24”x36” size paper)安装图图框总是24”x36”∙Provide 3D views with assembly mark numbers, need at least two 3D views looking from southwest and northeast corners so that the structural members can be visualized clearly.∙最少两个三维视图,从西南与东北两个角度,显示所有的构件编号∙Provide anchor bolt plan with column mark number and column size, show anchor bolt template mark numbers, anchor bolt mark number and diameter.There are TYP 4 anchor bolt at each column, only need to show one of the anchor bolt as AB1 Dia1” A.bolt at each column location, for example.∙锚栓布置图:柱子编号,柱截面,锚栓模版编号,锚栓编号和直径,如果一个柱子有四个相同的锚栓仅仅标明一个锚栓就行了。
∙Provide anchor bolt enlarged details (usually at 1:12 scale), show plan view and section view of anchor bolt setting. Show anchor bolt template mark and anchor bolt mark & diameter. Need to give dimension to the grout thickness, anchor projection length from top of footing, anchor bolt spacing from center line of column.∙提供锚栓大样图,通常以一比十二的比例,柱脚锚栓的平面与剖面图,锚栓模版与锚栓编号和锚栓直径,标出二次灌桨层厚度,锚栓超出基础的投影长度,锚栓与柱中心线的间距∙Provide floor framing plan and roof framing plan with beam mark numbers and sizes, if there is camber in beam, need to show the camber too. Don’t need to show orientation mark. Give an enlarged plan detail showing the TYP connection plate side in relation to the beam web, for example, TYP the shear connection plate is at north side or east side of the beam web, and add a note like this at the TYP detail.∙楼面梁与屋面梁:梁编号,梁截面,如果有起拱还要标明起拱。
不必显示方向符号,给出典型安装连接大样,给出典型标记。
∙Show all necessary cut section details with field welding required, the details could be inserted on the floor plan or roof plan or in a separate drawing. Show the field bolt size and length in “full name” per XSTEEL bolt mark at these details ∙现场焊接,用剖面表示,注明螺栓大小与长度,用XSTEEL里的“全名”∙Provide elevation views for all of braces with mark number and size. Show enlarged details of TYP brace connection, show field bolt in “full name” per XSTEEL bolt mark for erection bolt.∙立面支撑提供包括构件号和截面的立面图,典型节点的大样图,用XSTEEL 里的“全名”标注螺栓∙Show details for moment connection with field welding and field bolt in “full name” per XSTEEL bolt mark.∙刚接节点注明现场焊接,螺栓以XSTEEL‘“全名”。
∙When there is roof mechanical screen wall framing at roof, need to show partial 3D view of mech screen framing ONLY on a erection drawing, and show necessary elevation view of the screen wall framing, show all mark numbers and sizes. Show all field welding as required. Show the field bolt size and length in “full name” pe r XSTEEL bolt mark.∙如果屋面有机械维护,需要拱供∙If there is any question or dimension missing in the design drawing, show them in clouds and add a note “Please provide dim” or “Verify dim”.∙如果设计图有漏标尺寸,用云线圈起来,并注明“请提供尺寸”或“确认尺寸”Steel Shop Drawing (in 11”x17” paper or A3 size paper, if not fit use 24”x36”)∙Column shop drawing:∙柱详图1.Need to show north mark at the section view cut at the base.2.在柱脚剖面图中注明北方向3.Show the hole size for base plate. Give relative dim to hole from CL of col.4.注明底板孔径,用柱中心定位5.Show the column mark number and size at the front view.6.主视图注明编号与截面7.Show the connecting side mark for all connection plate. Always give runningdimension from top of the base plate to the top of hole of a connection plate, andgive dimension from centerline of col (if a HSS or TS col) to the hole, or givedimension from face of flange (if a wide flange section column) to hole.8.连接板的连接侧标记,总是给出累记尺寸从柱底到连接板最顶部孔,横向定位从柱中心开始,如果是宽翼缘H型钢,从柱翼缘定位也是可以的。
9.Give running dimension from top of base plate to the connecting size of a plate.10.At section view, show the offset dimension to locate connection plate from CL ofcol. Show weld per design drawing.11.剖面图中注明连接件的相对于中心的偏心尺寸,按设计图标焊缝12.Give overall length dimension, give relative dimension show the base platethickness, cap plate thickness and the net length of the column.13.全长尺寸,注明顶板或底板厚度以及柱身的净长尺寸14.If there is slotted cut on HSS or TS column so that the connection plate canpenetrate through the center of HSS or TS column, need to show the slot width,length, relative offset dim to the center line of column15.如果箱形截面上有开槽以利连接板穿过,要注明开槽长宽以及相对于中心线的定位尺寸。
∙Beam (or brace) shop drawing:∙梁或支撑1.Show beam mark number, size and camber (if any) on front view2.在前视图上标注梁的编号,尺寸和起拱。
3.Give overall cut length dimension, if there is any bevel cut at the end, give netbevel cut dim and bevel angle (for example, in the format of 1 ½ :12)4.如果在端部有倾斜切角,给出所有的切角长度尺寸,给出切角标记和角度。