注塑机技术参数
海天注塑机技术参数

HTF 海天注塑机技术参数 3
型号参数
单位
螺杆直径
mm
理论注射容量
cm3
注射重量 PS
g
注射压力
Mpa
注射行程
mm
螺杆转速
r/min
料筒加热功率
KW
锁模力
KN
拉杆内间距(水平×垂直) mm
允许最大模具厚度
mm
允许最小模具厚度
mm
移模行程
mm
移模开距(最大)
mm
液压顶出行程
mm
液压顶出力
KN
液压顶出杆数量
75 1423 1295 156
70 1424 1296 204 370 0~160 23.85
80 1860 1693 156
84 2050 1866 141
型号参数
单位
螺杆直径 理论注射容量 注射重量 PS 注射压力 注射行程 螺杆转速 料筒加热功率 锁模力 拉杆内间距(水平×垂直) 允许最大模具厚度 允许最小模具厚度 移模行程 移模开距(最大) 液压顶出行程 液压顶出力 液压顶出杆数量 油泵电动机功率 油箱容积 机器尺寸(长×宽×高) 机器重量 最小模具尺寸(长×宽)
400×400ຫໍສະໝຸດ 410160340
750
100
33
5
13
210
4.7×1.3×1.85
3.4
280×280
40
45
48
253
320
364
230
291
331
202
159
140
201
0~230
9.3
1600
455×455
500
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种常用于制造塑料制品的设备,具有不同的规格和技术参数。
下面将介绍一些常见注塑机的技术参数。
首先是注塑机的射出量和射出压力。
射出量是指每秒钟射出的塑料量,单位通常是克/秒或克/小时。
射出压力是指在注塑过程中应用于塑料的压力,单位通常是千牛顿。
注塑机的闭模力也是一个重要的技术参数。
闭模力是指机器在封闭模具时所施加的力,通常以吨为单位。
闭模力的大小决定了机器的稳定性和生产效率。
另一个重要参数是模具开口间距。
模具开口间距是指模具在关闭时的最大间距,也就是模具最大尺寸。
这个参数决定了可以使用的模具大小和制造的产品尺寸。
注塑机的射胶机构也有一些关键的技术参数。
其中一个是螺杆直径。
螺杆直径是指注塑机中用于推送和混合塑料颗粒的螺杆的直径。
螺杆直径的大小会影响到注塑机的射胶能力和生产效率。
螺杆的长径比也是一个重要参数。
长径比是指螺母的长度与直径之比。
长径比的选取与塑料的类型和工艺有关,不同的塑料需要不同的长径比来保证良好的注塑效果。
注塑机的加热功率也是一个关键技术参数。
加热功率是指用于加热注塑机螺筒和模具的功率需求。
加热功率的大小决定着注塑机可以处理哪种类型的塑料以及生产的效率。
此外,还有一些其他的技术参数需要考虑。
例如,注塑机的最大开模距离、最大注塑压力、最大模具尺寸、射出速度等等。
这些参数会根据不同的注塑机型号和制造商而有所差异。
总结起来,注塑机的技术参数包括射出量、射出压力、闭模力、模具开口间距、螺杆直径、螺杆长径比、加热功率等。
这些参数的大小决定了注塑机的生产能力、稳定性和适用范围,根据具体的生产需求选择合适的注塑机是非常重要的。
注塑机有哪些关键技术参数

本文摘自再生资源回收-变宝网()注塑机有哪些关键技术参数一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离(6)理论注射容积:螺杆头部JIE面积与最大注射行程的乘积(7)注射量:螺杆一次注射PS的最大重量(g)(8)注射压力:注射时头部预熔料的最大压力MPa(9)注射速度:注射时螺杆移动的最大速度(mm/s)(10)注射时间:注塑时,螺杆走完注射行程的最短时间(11)注射速率:单位时间内注射的理论容积;螺杆JIE面积×以最高速度(12)螺杆转速:物料塑化时,螺杆最低最高的转速范围(13)塑化能力:在单位时间内,可塑化物料的最大重量(14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m)(15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度二、合模部件的技术参数(1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力(2)成型面积:指在一定的模腔压力下,锁模力最大投影面积(3)开模力:为取出产品,使模具开启的最大力量(4)开模行程:为取出产品,使模板移动的最大距离(5)模板尺寸:前后定模和动模板模具安装平尺寸(6)容模量:注塑机上能安装模具的最大厚度和最小厚度(7)模板开距:注塑机的定模板与动模板开的最大和最小的距离(8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm)三、整机性能参数(1)电机最大驱动功率:驱动油泵电机的功率(KW)(2)油箱容量:液压系统油箱的额定容量(3)机器体积:机器的外形的最大长×高×宽(4)重量:机器的总重量本文摘自变宝网-废金属_废塑料_废纸_废品回收_再生资源B2B交易平台网站;变宝网官网:/?qxb买卖废品废料,再生料就上变宝网,什么废料都有!。
各注塑机型技术参数对照

各注塑机型技术参数对照注塑机是一种将熔融塑料压入模具中以制造制品的设备。
不同的注塑机型号有不同的技术参数,下面是各注塑机型技术参数的对照。
1.注射容积和射出压力:注射容积是指注塑机每次射料的最大容积,一般以克为单位。
不同型号的注塑机注射容积不同,通常在50克至5000克之间。
射出压力是指注塑机将熔融塑料推进模具的压力,一般以千牛为单位。
不同型号的注塑机射出压力不同,一般在50千牛至5000千牛之间。
2.螺杆直径和螺杆长径比:螺杆直径是指注塑机螺杆的最大直径,一般以毫米为单位。
不同型号的注塑机螺杆直径不同,通常在20毫米至200毫米之间。
螺杆长径比是指螺杆长度与螺杆直径的比值,一般没有单位。
不同型号的注塑机螺杆长径比不同,一般在15:1至25:1之间。
3.锁模力和开模行程:锁模力是指注塑机在射料时锁紧模具所需的最大力量,一般以吨为单位。
不同型号的注塑机锁模力不同,通常在30吨至5000吨之间。
开模行程是指模板在射料后打开模具所需的最大行程,一般以毫米为单位。
不同型号的注塑机开模行程不同,一般在100毫米至2000毫米之间。
4.螺杆转速和冷却时间:螺杆转速是指注塑机螺杆的最大转速,一般以转/分钟为单位。
不同型号的注塑机螺杆转速不同,通常在50转/分钟至2000转/分钟之间。
冷却时间是指模具在射料后冷却的最短时间,一般以秒为单位。
不同型号的注塑机冷却时间不同,一般在10秒至120秒之间。
5.注塑速度和射出时间:注塑速度是指注塑机将熔融塑料射入模具的速度,一般以毫米/秒为单位。
不同型号的注塑机注塑速度不同,通常在100毫米/秒至1000毫米/秒之间。
射出时间是指注射器将熔融塑料射入模具所需的最短时间,一般以秒为单位。
不同型号的注塑机射出时间不同,一般在0.5秒至5秒之间。
6.加热功率和机器重量:加热功率是指注塑机加热器的总功率,一般以千瓦为单位。
不同型号的注塑机加热功率不同,通常在5千瓦至100千瓦之间。
各规格注塑机技术参数

各规格注塑机技术参数注塑机是一种用于制造塑料制品的机械设备,主要通过将熔融塑料注入模具中,然后冷却硬化成型,最后取出成品。
不同型号和规格的注塑机具有不同的技术参数,下面将介绍一些常见的注塑机技术参数。
第一个重要的参数是注射容量(注射量),它表示每次注射到模具中的塑料量,单位通常是克(g)或立方厘米(cm³)。
注射容量是根据注射缸和螺杆的直径和行程来计算的,决定了每个周期注塑的质量。
然后是射出压力,它表示材料被注入模具时所需的压力。
通常用千帕(KPa)或兆帕(MPa)来表示。
射出压力取决于注射容量和注射速度,因此注射容量和射出压力之间有一定的关联。
接下来是射出速度,它表示注射材料进入模具的速度。
射出速度是由液压系统控制的,通常用毫米/秒(mm/s)来表示。
射出速度是根据注射时间和注塑机的射出行程来计算的。
注塑机的闭模力也是一个重要的技术参数。
闭模力表示模具在注射材料时需要施加的力量,单位通常是吨(T)。
闭模力的大小取决于模具大小和复杂性,以及注射材料的特性。
另一个重要的参数是射出时间,它表示注射材料进入模具所需的时间。
射出时间是根据射出速度和注射容量来计算的,通常用秒(s)来表示。
接下来是保压时间,它表示注塑材料在模具中保持压力的时间。
保压时间取决于材料的特性和模具的要求,通常用秒(s)来表示。
注塑机的开模力也是一个重要的技术参数。
开模力表示打开模具时所需的力量,单位通常是吨(T)。
开模力的大小取决于模具大小和复杂性。
最后一个重要的参数是机器尺寸,包括注塑机的长度、宽度、高度和重量。
机器尺寸是根据每个型号的注塑机的设计和要求来确定的。
总之,注塑机的技术参数包括注射容量、射出压力、射出速度、闭模力、射出时间、保压时间、开模力和机器尺寸等。
不同的注塑机具有不同的技术参数,根据实际生产需求选择适合的注塑机是非常重要的。
注塑技术参数范文
注塑技术参数范文注塑技术是一种常见的塑胶加工方法,使用注塑机将加热熔化的塑料材料注入模具中,经过冷却固化后得到所需的塑料产品。
注塑技术参数是指在注塑过程中所需控制的一些关键参数,包括注塑压力、注塑速度、注塑温度、保压时间等。
下面是对注塑技术参数的详细介绍。
1.注塑压力:注塑压力是指在注塑过程中加在注塑机上的压力,通过调节液压系统来控制。
注塑压力的大小取决于模具的尺寸、形状和塑料材料的性质。
通常情况下,注塑压力要高于模具的开启力,以确保塑料充满模具的每一个角落,并形成完整的产品。
2.注塑速度:注塑速度是指塑料材料在注塑机中注射进模腔的速度。
注塑速度的设置对产品质量有着重要影响。
如果注塑速度过快,可能导致产品表面光洁度差、热应力增加等问题;如果注塑速度过慢,则可能导致产品短射、热失真等问题。
因此,在注塑过程中需要根据具体情况来合理调整注塑速度。
3.注塑温度:注塑温度是指注塑机的加热区域温度,包括熔融温度、熔胶温度和模具温度。
不同的塑料材料有不同的熔融温度,通过调节加热器和冷却器来控制注塑温度。
注塑温度的设置对产品质量也有着重要影响,过高或过低的温度都可能导致产品短射、翘曲、热缩等问题。
4.保压时间:保压时间是指在产品形成后,继续保持一定的注塑压力,使产品内部塑料材料充分冷却固化的时间。
保压时间的长短取决于塑料材料的固化速度、产品的厚度等因素。
保压时间过短可能导致产品收缩变形,保压时间过长则会降低生产效率。
除了以上几个常见的注塑技术参数外,还有一些其他的参数也需要注意,包括注塑机的射出量、射出速度、模具温度分布、冷却时间等。
这些参数的合理设置可以提高注塑产品的质量、生产效率和成型周期。
总之,注塑技术参数是注塑过程中需要控制和调整的关键参数,合理的设置可以保证产品的质量和生产效率。
不同的塑胶材料和产品形状可能需要不同的注塑技术参数,因此需要根据具体情况来进行调整。
注塑机技术参数范文

注塑机技术参数范文注塑机是一种常用的塑料加工设备,广泛应用于塑料制品生产领域。
它通过将塑料颗粒加热融化后,将熔融塑料注射到模具腔中,并通过冷却和固化,最终得到所需的塑料产品。
注塑机的技术参数是评判其性能和使用范围的重要指标。
下面我们将详细介绍注塑机的技术参数。
首先是注塑机的射出量。
射出量是指注塑机每分钟能够注射的熔融塑料的容量,通常以克为单位。
射出量直接影响产品生产的速度和质量,一般来说,射出量越大,生产速度就越快。
其次是注塑机的锁模力。
锁模力是指注塑机在注射过程中给予模具的锁紧力度,用于保证模具在注射过程中保持稳定的状态。
锁模力的大小与注射过程中的压力有关,一般来说,锁模力越大,注射过程中的压力就越大,适用于大型和高负荷的注射生产。
再次是注塑机的射出压力。
射出压力是指注射机在注射过程中给塑料的压力,用于将熔融塑料从注射缸推送到模具腔中。
射出压力的大小与注射过程中的流动阻力有关,一般来说,射出压力越大,适用于粘度大或流动阻力大的塑料。
然后是注塑机的融胶能力。
融胶能力是指注塑机在注射过程中将固态塑料颗粒加热融化的能力。
融胶能力的大小与注射机的加热系统和机筒结构有关,一般来说,融胶能力越强,适用于要求较高的注射产品。
此外,还有注塑机的开模行程。
开模行程是指模具在注射过程中从关闭到打开的距离,与产品的尺寸和模具结构有关。
开模行程的大小直接影响产品的尺寸和生产效率,一般来说,开模行程越大,适用于大型产品的生产。
另外,注塑机的模具厚度和模腔数也是重要的技术参数。
模具厚度是指模具的厚度,一般来说,模具厚度越大,适用于大型产品的生产。
模腔数是指模具中具有的腔数,一般来说,模腔数越多,每次注射的产品数量就越多,生产效率也就越高。
最后,注塑机的控制系统也是一个关键的技术参数。
现代注塑机通常配备了先进的电子控制系统,可以实现各种自动化控制功能,如温度控制、压力控制、速度控制等。
控制系统的性能和稳定性直接影响注塑机的操作性和生产效率。
注塑机技术参数
注塑机相关技术参数注塑机技术参数 7注塑机维修及保养常识注塑机安装及使用时注意事项:①仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
②按电器部分说明的要求接上总电源,用户使用的电压必须与本机电源设备的额定电压相符合,并按电气安全规程要求,将机器的外壳妥然接地。
③开动机器前,检查一下各控制按钮、主令开关、电器元件、触点等接线是否松动,并将各开关置于'断开'位置。
④将工作方式选择开关QC置于手动或调整位{TodayHot}置时,才能启动电机。
启动电机时,应观察它的旋转方向是否正确,如不正确,应调整电源的程序,电脑在手动时起动电机。
⑤机器不运行时,就将总电源断开,操纵板各按纽和主令一必须处于'断'的位置。
⑥在正常使用过程中应定期对电器元件予以保养、检查各电器元件接点有无松动、行程开关是否可靠、配电箱内应保持清洁干燥,从而使电器元件能正常工作,延长使用寿命。
2、机器的维护和保养:①机械部分a、保持机器各部位的清洁和环境整齐是生产优质产品的前提。
b、每天对润滑部件加油1-2次,注意润滑管道畅通。
c、经常检查各部件的螺钉、螺母有否松动,予以拧紧。
d、料斗必须加盖,防止杂物落入,加入的回用塑料原料要特别注意铁屑、螺钉等不得混入,以免损坏机器的螺杆料筒。
②液压部分a、经常注意冷却水的畅通,观察油温不得超过55℃。
{HotTag}b、每三个月清洗油液过滤网一次,每年更换液压油一次,并清洗油箱,冷却水不得渗入油箱。
c、经常检查各管道的卡套螺母有无松动,予以拧紧,检查高压软管有无'肿瘤'等弊病并及时更换。
d、根据机器工作情况,每半年到一年更换一次油缸及活塞杆的密封元件。
③电器部分a、经常保持电气、控制箱的清洁和干燥,油、水不得流入电器箱、控制箱内。
b、经常检查电器箱内接头各接点有无松动,并予以拧紧。
c、电器元件损坏,必须根据原有型号更换,不得任意替代。
碳纤维 注塑设备技术参数
碳纤维注塑设备技术参数
碳纤维注塑设备是一种用于生产碳纤维增强塑料制品的设备。
它通常包括注塑机、模具、加热系统、冷却系统和控制系统等组成部分。
以下是一些可能涉及的技术参数:
1. 注塑机型号和规格,包括机器的型号、射出量、射出压力、螺杆直径等参数。
2. 模具尺寸和结构,模具的尺寸、开模方式、模腔数、模具材料等参数。
3. 加热系统,加热方式、加热功率、加热温度范围等参数。
4. 冷却系统,冷却方式、冷却效率、冷却介质等参数。
5. 控制系统,PLC控制、触摸屏操作、自动化程度等参数。
6. 生产能力,设备的生产能力,通常以单位时间内的产量来衡量。
7. 能耗,设备的能耗情况,包括电力消耗、冷却水消耗等。
这些技术参数可以帮助用户了解设备的性能、生产能力和适用范围,以便选择适合自身需求的碳纤维注塑设备。
当然,具体的技术参数还需要根据不同厂家和型号的设备来确定,用户在选购设备时需要仔细了解和比较各种技术参数,以便选择最合适的设备来满足生产需求。
海天注塑机技术参数

海天注塑机技术参数注塑机是一种常见的塑料加工设备,用于将塑料熔化后注入模具中形成所需产品。
海天注塑机是国内知名的注塑机品牌之一,下面介绍海天注塑机的技术参数。
1.型号规格:海天注塑机有多种不同的型号规格可选择,通常以机械锁力或注射容量来定义。
例如,HTF1280W型机械锁力为1280吨,HTF380W型注射容量为380克。
2.锁模力:锁模力是指注塑机在封闭模具时施加的力量,它决定了产品的尺寸和质量。
海天注塑机的锁模力通常范围从60吨到6000吨,不同型号规格的注塑机对应不同的锁模力。
4.注射压力:注射压力是指注塑机在塑料熔化和注入模具时需要施加的压力。
海天注塑机的注射压力通常从100兆帕到2000兆帕不等,根据不同的注塑工艺和材料要求可以进行调整。
5.螺杆直径:螺杆是注塑机用来将塑料熔化并推送到模具中的零件,螺杆直径直接影响了塑料的流动性和产品的充填效果。
海天注塑机的螺杆直径范围从20毫米到200毫米不等,可以根据注塑工艺和产品要求选择合适的螺杆直径。
6.开模行程:开模行程是指模具在注塑机上的进出行程,它直接影响了产品的周期时间和生产效率。
海天注塑机的开模行程通常从200毫米到2000毫米不等,不同的型号规格可以满足不同尺寸的模具要求。
7.机身结构:海天注塑机的机身结构通常采用双柱式或四柱式结构,具备良好的稳定性和平衡性。
另外,注塑机还会配备润滑油循环系统、冷却系统、温度控制系统等辅助设备,以保证机器的正常运行和产品的质量。
总结起来,海天注塑机的技术参数包括型号规格、锁模力、注射容量、注射压力、螺杆直径、开模行程等。
这些技术参数根据产品要求和注塑工艺不同而有所差异,选择适合的注塑机型号和参数对于生产高质量的塑料制品非常重要。
注塑机的关键技术参数
注塑机的关键技术参数一、注塑部件技术参数(1)螺杆直径:螺杆的外径尺寸(2)螺杆有效长度:螺杆上有螺纹的长度(MM)常以L表示(3)螺杆长径比L/D:螺杆有效长度与直径之比(4)螺杆压缩比V2/V1:螺杆加料段第一个螺槽容积V2与计量段最未一螺槽容积V1之比(5)注塑行程:螺杆移动的最大距离,螺杆后退最大的距离(6)理论注射容积:螺杆头部JIE面积与最大注射行程的乘积(7)注射量:螺杆一次注射PS的最大重量(g)(8)注射压力:注射时头部预熔料的最大压力MPa(9)注射速度:注射时螺杆移动的最大速度(mm/s)(10)注射时间:注塑时,螺杆走完注射行程的最短时间(11)注射速率:单位时间内注射的理论容积;螺杆JIE面积×以最高速度(12)螺杆转速:物料塑化时,螺杆最低最高的转速范围(13)塑化能力:在单位时间内,可塑化物料的最大重量(14)螺杆扭距:物料塑化时,螺杆驱动的最大扭矩(N/m)(15)喷咀伸长量:喷咀伸出前模板,模具安装平面的长度二、合模部件的技术参数(1)合模力:为克服熔料胀模,使模具锁紧的最大锁紧力(2)成型面积:指在一定的模腔压力下,锁模力最大投影面积(3)开模力:为取出产品,使模具开启的最大力量(4)开模行程:为取出产品,使模板移动的最大距离(5)模板尺寸:前后定模和动模板模具安装平尺寸(6)容模量:注塑机上能安装模具的最大厚度和最小厚度(7)模板开距:注塑机的定模板与动模板开的最大和最小的距离(8)拉杆间距:注塑机拉杆水平方向和垂直方向内侧的间距(mm) 三、整机性能参数:(1)电机最大驱动功率:驱动油泵电机的功率(KW)(2)油箱容量:液压系统油箱的额定容量(3)机器体积:机器的外形的最大长×高×宽(4)重量:机器的总重量。
注塑机的基本参数

注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI精密注塑成形蔡军注塑机装置的技术参数1.螺杆直径mm2.螺杆长径比L/D3.螺杆压缩比4.螺杆行程cm5.理论注射容积cm36.最大注射重量(以PS计算)g7.螺杆最大转速r/min8.最大塑化能力kg/h9.注射压力MPa10.注射速率g/s11.注射时间s12.注射座推力及喷嘴推力kN13.喷嘴行程cm14.喷嘴伸出量〔即伸出模具安装平面的长度〕cm 进一步的技术参数:15.注射速度mm/s16.螺杆最大扭矩N/m17.螺杆驱动功率kW18.喷嘴球半径mm19.螺杆驱动方式〔如油压马达、电动马达等〕20.回复率。
合模装置的技术参数1.合模力kN2.开模力kN3.开模行程cm4.拉杆有效间距mm5.最大、最小模厚mm6.模板间的最大间距mm7.顶出力kN8.顶出行程mm9.模板定位孔直径mm10.移模速度m/s11.模板尺寸(H*V)mm12.模具安装尺寸可进一步提供的参数:13.拉杆直径mm14.调模驱动功率kN15.调模方式:如手动、电动、液压、马达等。
16.合模方式:如机械式、液压式、机械-液压式等。
17.顶出方式:机械、液压、气动等。
18.顶针数量19.顶出次数20.顶针速度其它整机性能参数1.油泵马达功率kN2.电热量kW3.油箱容量L4.料斗容量kg5.外形尺寸〔长*宽*高〕m6.机器重量kg7.空循环时间s8.单耗Kw/kg9.最大油泵压力MPa10.总用电量kW与成形工艺有关的参数1.最大的注射量〔通常要求制品及浇注系统所需塑料量为注射重量75%-80%〕2.合模力〔足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍〕与模具有关的参数1.嘴头部球面半径2.模板上的定位孔3.拉杆间的有效间距4.模具的厚度5.模板上模具安装螺孔(或T形槽)的尺寸与取出制品有关的参数1.合模距离必须小于注塑机的最大开模距离,确认最大开模距离2.顶出装置及顶出行程距离确实认和顶杆位置及顶杆数量确实认与机器安装有关的参数1.总用电量确实认2.贮油箱容量确实认3.注塑机外形尺寸确实认4.整机重量确实认5.冷却介质确实认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主要用于非结晶型材料,如:PVC、PS、HIPS等。
注塑机工艺四大参数设置要点有哪些【大全】

塑料成型工业设备是塑料生产中应用最多的加工机械,塑料成型机械包括注塑机、造粒机、吹塑机、滚塑机等,其产值占塑料机械总产值的80%以上,而注塑机更是塑料加工机械中占比份额最大的品种,产值约占40%。
注塑成型工艺五要素包括:压力、流量、温度、时间、位置,其中压力、流量、温度和时间最为重要,下面我们将重点谈谈注塑成型工艺这四个重要参数设置的要点。
一、压力参数设置在注射动作时,为了克服熔融胶料经过喷嘴、浇道口和模具型腔等处的流动阻力,注射螺杆对熔融胶料必须施加足够的压力才能完成注射。
注塑机主要由注射和锁模两部分组成,注射压力和锁模压力(简称:锁模力)等压力参数是注塑成型工艺的重要技术参数。
1.注射压力注射压力又称射胶压力,是最重要的注塑成型压力参数,它对熔融胶料的流动性能和模具型腔的填充有决定性的作用,对注塑制品尺寸精度、品质质量也有直接影响。
注射压力参数设置根据不同机型而设置。
常见的机型中,一般有一级,二级,三级注射压力。
在具体生产中要根据塑料原料、具体成型产品结构等来合理选取和设置压力参数。
2.锁模力锁模力是从低压锁模开始设置,经过高压锁模,直到锁模终止为止。
锁模动作分为三个阶段,锁模开始时设置快速移动模板所需要的压力参数,以节省循环时间提高效率;锁模动作即将结束时,为了保护模具,清除惯性冲击,降低锁模力参数;当模具完全闭合后,为了达到预设的锁模力,增加锁模力参数的设定值。
3.保压压力保压压力是在注射动作完成后对模具腔内的熔胶料继续进行压实,对模腔内制品冷却成型收缩而出现的空隙进行补缩,并使制品增密。
保压压力可保证模腔压力一定,一直到浇口固化为止。
常设定保压时间来控制保压压力,保压压力决定补缩位移的参量大小,决定制品质量的一致性、均匀性、致密性等重要性能,对于提高制品质量和生产效益有十分重要的意义。
设置保压压力参数的一般原则是保压压力要略小于充模力,浇口保压时间大于固化时间。
4.背压压力背压压力是指螺杆反转后退储料时所需要克服的压力。
注塑机参数

注塑机参数一)、技术参数要求项目 单位 320T 470T 560T 650T 800T 1000T 数量 台23 34 4 2 锁模力 ton ≥320 ≥470 ≥560 ≥650 ≥800 ≥1000 螺杆直径 mm ≥65 ≥80 ≥85 ≥90 ≥100 ≥105 螺杆长径比 L/D ≥20≥20≥20 ≥21 ≥22 ≥22 射胶量 g ≥840 ≥1600 ≥2323 ≥2600 ≥3300 ≥4268 最大容模量 mm ≥640 ≥780 ≥850 ≥870 ≥975 ≥1100 开模行程mm≥580≥755≥820≥880≥1025≥1150注:设备四柱间水平/垂直间距可为各厂家标配。
1、注塑部分320T 定模定位圈尺寸为¢150, 470T-650T 定位圈尺寸为¢200, 800T 、1000T 注塑机定模定位圈¢250, 每台注塑机需配送加长射嘴(长度为150mm )现每台注塑机需配送加长射嘴如模具做延伸唧嘴,定位环内直径必须做80mm 以上定位环内直径必须做¢80mm模具在300T(包括300T)以下注塑机定位环要用直径100mm模具在320T(包括320T)以上注塑机定位环要用直径150mm 模具在470T-650T 注塑机生产,在现有定位环外还要套上一个¢200的定位环.模具在800T-1250T 注塑机生产,在现有定位环外还要套上一个¢250的定位环.射嘴伸进模板大于30MM, 定位环内直径必须做80mm以上具体见B尺寸机台号射嘴外径 A 发热圈到射嘴前端距离B206H011/17 (320吨)D45 30208H017-19 (480/500吨) D50 50209G004-6 (560吨)D50 50210H004-7 (650吨)D50 50 211G001-4 (780/800吨) D50 50 1011H003-4 (780/800吨) D50 50发件人:李健锋 [mailto:lijf9@]发送时间: 2010年7月14日 16:19收件人: 'zhongshengmould'抄送: '肖云辉'; '高一浪'; '美的公司陈庆高'主题:注塑机资料现每台注塑机配送加长射嘴如模具做延伸唧嘴,定位环内直径必须做80mm以上唧嘴R要做到SR22模具在300T(包括300T)以下注塑机定位环要用直径100mm模具在320T(包括320T)以上注塑机定位环要用直径150mm模具在800T-1250T注塑机生产,在现有定位环外还要套上一个¢250的定位环.模具在470T-650T注塑机生产,在现有定位环外还要套上一个¢200的定位环.定位环内直径必须做¢80mm。
各规格注塑机技术参数

JD120型技术参数表
合计功率为:18.2Kw/H JD160型技术参数表
其他OTHERS
JD90
合计功率为:15.5Kw/H
海天HTF120J/TJ注塑机总功率为:20.75 Kw/H(120吨)
海天HTF160J/TJ注塑机总功率为:24.75 Kw/H (160吨)
注塑机生产电耗:油压机,机器前二个小时内为全负荷运作,二个小时后耗电量为额定功率的65%左右,电动机则为50%左右。
如果采用伺服电机会更省电,一般注塑机都是步进电机。
通过以上机器参数可以得出,80吨新注塑机一天的253度电(以最大功率机器计算),120吨新注塑机一天的约 338度电(以最大功率机器计算),160吨新注塑机一天的约424度电(以最大功率机器计算)。
注 塑 机 的 技 术 参 数
注塑机的技术参数一台注塑机应有较完整的技术参数,供用户单位选择和使用。
但有些注塑机生产厂家由于各种原因在注塑机参数表中,还没有提供足够真切的技术参数数据,这就限制了用户的选用。
一部注塑机主要技术参数应在注射、合模、综合三个方面反映出来。
具体如下:(1)螺杆直径螺杆的外径尺寸(mm);(2)螺杆有效长度螺杆上有螺纹部分的长度(mm),常以L表示;(3)螺杆长径比L/D;(4)螺杆压缩比V2/V1 螺杆加料段第一个螺槽容积(V2)与计量段最末一螺槽容积之比(V1);(5)注射行程螺杆移动最大距离,螺杆计量时后退的最大距离(cm);(6)理论注射容积螺杆(或塞柱)头部截面积与最大注射行程的乘积(cm3);(7)注射量螺杆(或塞柱)依次注射PS的最大重量(g);(8)注射压力注射是,螺杆(或塞柱)头部预熔料的最大压力(N/m2);(9)注射速度注射时,螺杆(或塞柱)移动的最大速度(mm/s);(10)注射时间注射时,螺杆(或塞柱)走完注射行程的最短时间;(11)注射速率单位时间内注射的理论容积:螺杆(或塞柱)截面积乘以螺杆(或塞柱)的最高速度;(12)螺杆转速物料塑化时,螺杆最底最高转速范围;(13)塑化能力在单位时间内,可塑化物料的最大重量(kg/h);(14)螺杆扭距物料塑化时,螺杆驱动的最大扭距(N/m);(15)螺杆驱动功率物料塑化时,螺杆驱动的最大功率(kw);(16)回复率塑化能力的另一种表示:用PS加热,在210度以上,以50%的的最大注射行程,连续对空注射10次,实测总重量除以螺杆旋转总时间,其商为回复率;(17)喷嘴接触喷嘴与模具浇套的最大接触力,(或注射座推力kN);(18)喷嘴伸出量喷嘴伸出前模板,模具安装平面的长度(mm);(19)料筒加热功率料筒加热的总功率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
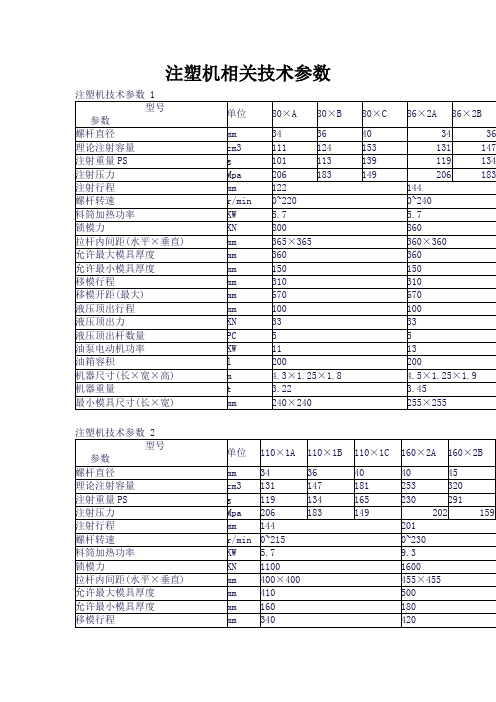
注塑机相关技术参数注塑机技术参数 1型号单位80×A80×B80×C86×2A86参数螺杆直径mm343640理论注射容量cm3111124153注射重量PS g101113139注射压力Mpa206183149注射行程mm122144螺杆转速r/min0~2200~240料筒加热功率KW 5.7 5.7锁模力KN800860拉杆内间距(水平×垂直)mm365×365360×3允许最大模具厚度mm360360允许最小模具厚度mm150150移模行程mm310310移模开距(最大)mm670670液压顶出行程mm100100液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1113油箱容积l200200机器尺寸(长×宽×高)m 4.3×1.25×1.8 4.5×1机器重量t 3.22 3.45最小模具尺寸(长×宽)mm240×240255×2注塑机技术参数 2型号单位110×1A110×1B110×1C160×2A161参数螺杆直径mm34364040454理论注射容量cm3131147181253323注射重量PS g119134165230293注射压力Mpa2061831492注射行程mm144201螺杆转速r/min0~2150~230料筒加热功率KW 5.79.3锁模力KN11001600拉杆内间距(水平×垂直)mm400×400455×45允许最大模具厚度mm410500允许最小模具厚度mm160180移模行程mm340420移模开距(最大)mm750920液压顶出行程mm100140液压顶出力KN3333液压顶出杆数量PC55油泵电动机功率KW1318.5油箱容积l210240机器尺寸(长×宽×高)m 4.7×1.3×1.85 5.4×1.机器重量t 3.45最小模具尺寸(长×宽)mm280×280320×32注塑机技术参数 3型号单位200×A200×B200×C300×A303参数螺杆直径mm45505560657理论注射容量cm3334412499727859注射重量PS g304375454662779注射压力Mpa210170*********注射行程mm210257螺杆转速r/min0~1500~160料筒加热功率KW12.4517.25锁模力KN20003000拉杆内间距(水平×垂直)mm510×510660×66允许最大模具厚度mm510660允许最小模具厚度mm200250移模行程mm470660移模开距(最大)mm9801260液压顶出行程mm130160液压顶出力KN6262液压顶出杆数量PC913油泵电动机功率KW18.530油箱容积l300580机器尺寸(长×宽×高)m 5.2×1.6×2.1 6.9×2.机器重量t611.5最小模具尺寸(长×宽)mm350×350460×46注塑机技术参数 4型号单位360×2A 360×2B360×2C450×2A454参数螺杆直径mm65707570808理论注射容量cm31068123914231424182注射重量PS g972112712951296161注射压力Mpa208180156204151注射行程mm322370螺杆转速r/min0~1800~160料筒加热功率KW19.6523.85锁模力KN36004500拉杆内间距(水平×垂直)mm710×710780×78允许最大模具厚度mm710780允许最小模具厚度mm250330移模行程mm660740移模开距(最大)mm13701520液压顶出行程mm160200液压顶出力KN110110液压顶出杆数量PC1313油泵电动机功率KW3745油箱容积l9221050机器尺寸(长×宽×高)m7.6×2.1×2.58.2×2.机器重量t1519最小模具尺寸(长×宽)mm550×550550×55注塑机技术参数 5型号单位530×A530×B53参数螺杆直径mm758090理论注射容量cm31749199125注射重量PS g1592181222注射压力Mpa20518014注射行程mm397螺杆转速r/min0~120料筒加热功率KW41.85锁模力KN5300拉杆内间距(水平×垂直)mm820×820允许最大模具厚度mm820允许最小模具厚度mm350移模行程mm820移模开距(最大)mm1640液压顶出行程mm200液压顶出力KN158液压顶出杆数量PC17油泵电动机功率KW55油箱容积l1250机器尺寸(长×宽×高)m8.7×2.3×2.7机器重量t30最小模具尺寸(长×宽)mm570×570注塑机技术参数 6型号单位780×1A 780×1B780×178参数螺杆直径mm9010011012理论注射容量cm327993456418149注射重量PS g25473145380545注射压力Mpa22818415212注射行程mm440螺杆转速r/min0~110料筒加热功率KW58.45锁模力KN7800拉杆内间距(水平×垂直)mm980×980允许最大模具厚度mm980允许最小模具厚度mm400移模行程mm980移模开距(最大)mm1960液压顶出行程mm260液压顶出力KN186液压顶出杆数量PC21油泵电动机功率KW37+37油箱容积l1778机器尺寸(长×宽×高)m10.1×2.6×3.8机器重量t45最小模具尺寸(长×宽)mm690×690注塑机技术参数 7型号单位120W1×A120W1×B120W1×C90W1×90参数螺杆直径mm364045 理论注射容量cm3173214270 注射重量PS g157195246 注射压力Mpa210171135 注射行程mm170 螺杆转速r/min0~190 料筒加热功率KW9.75 锁模力KN12 拉杆内间距(水平×垂直)mm410×410 允许最大模具厚度mm450 允许最小模具厚度mm150 移模行程mm360 移模开距(最大)mm810 液压顶出行程mm 120 液压顶出力KN 33 液压顶出杆数量PC 5 油泵电动机功率KW 13 油箱容积l 280 机器尺寸(长×宽×高)m 4.83×1.26×1.96 机器重量t 4.6 最小模具尺寸(长×宽)mm 290×290 um 50 um 60 um 80 模 ≥150-160mm 模 具 具 >160-250mm 平行度 厚 >250-400mm 度 >400-430mmum100注塑机维修及保养常识注塑机安装及使用时注意事项:① 仔细阅读说明书,熟悉机器结构,了解操纵面板、仪表面板上各电器开关、仪表及电器元件的作用。
② 按电器部分说明的要求接上总电源,用户使用的电压必须与本机电源设备的额定电压相符合,并按电气安全规程要求,将机器的外壳妥然接地。
③ 开动机器前,检查一下各控制按钮、主令开关、电器元件、触点等接线是否松动,并将各开关置于'断开'位置。
④ 将工作方式选择开关QC 置于手动或调整位{TodayHot}置时,才能启动电机。
启动电机时,应观察它的旋转方向是否正确,如不正确,应调整电源的程序,电脑在手动时起动电机。
⑤ 机器不运行时,就将总电源断开,操纵板各按纽和主令一必须处于'断'的位置。
⑥ 在正常使用过程中应定期对电器元件予以保养、检查各电器元件接点有无松动、行程开关是否可靠、配电箱内应保持清洁干燥,从而使电器元件能正常工作,延长使用寿命。
2、 机器的维护和保养:① 机械部分a 、 保持机器各部位的清洁和环境整齐是生产优质产品的前提。
b 、 每天对润滑部件加油1-2次,注意润滑管道畅通。
c 、 经常检查各部件的螺钉、螺母有否松动,予以拧紧。
d 、 料斗必须加盖,防止杂物落入,加入的回用塑料原料要特别注意铁屑、螺钉等不得混入,以免损坏机器的螺杆料筒。
② 液压部分a 、 经常注意冷却水的畅通,观察油温不得超过55℃。
{HotTag}b 、 每三个月清洗油液过滤网一次,每年更换液压油一次,并清洗油箱,冷却水不得渗入油箱。
c 、 经常检查各管道的卡套螺母有无松动,予以拧紧,检查高压软管有无'肿瘤'等弊病并及时更换。
d、 根据机器工作情况,每半年到一年更换一次油缸及活塞杆的密封元件。
③ 电器部分a、 经常保持电气、控制箱的清洁和干燥,油、水不得流入电器箱、控制箱内。
b、 经常检查电器箱内接头各接点有无松动,并予以拧紧。
c、 电器元件损坏,必须根据原有型号更换,不得任意替代。
d、 保险丝熔断后不得使用铜丝代替。
3、 机器常见故障及排除方法:a、 油泵电动机不起动:原因1、电源供应断开。
原因2、电动烧坏发出焦味或冒烟。
原因3、油泵卡死。
解决:1、检查电源三相供应是否正常:N线是否接妥;自动断路器是否跳闸;配电箱内的交流接触器是否通电吸合?2、更换电动机。
3、清洗或更换油泵b、 不会合模原因1、安全门行程开关接线松、断开或损坏。
原因2、合模电磁阀的线圈烧坏或有杂物进入阀体内卡住阀芯移动。
原因3、换向阀芯复位不妥。
原因4、顶杆没有退回解决:1、接好线头或更换行程开关。
2、清洗启、合模电磁阀或更换。
3、清洗换向阀4、检查顶杆动作是否正常。
C、不会预塑或预塑太慢原因1、行程开关位置不当或电位尺位置不当。
原因2、节流阀调整不当。
原因3、预塑电磁阀的线圈坏或有杂物进入阀体内卡住阀芯移动。
原因4、加热温度不足,引起液压马达过载。
解决:1、调整行程开关或电位尺位置。
2、调整到适当的流量。
3、清洗或更换预塑电磁阀按照规格修理或更换。