常用螺纹(攻丝)表
公制螺纹尺寸表

8.376 8.50 10.106 10.20 11.835 12.00 13.835 14.00 15.294 15.50 17.294 17.50 19.294 19.50 20.752 21.00 23.752 24.00
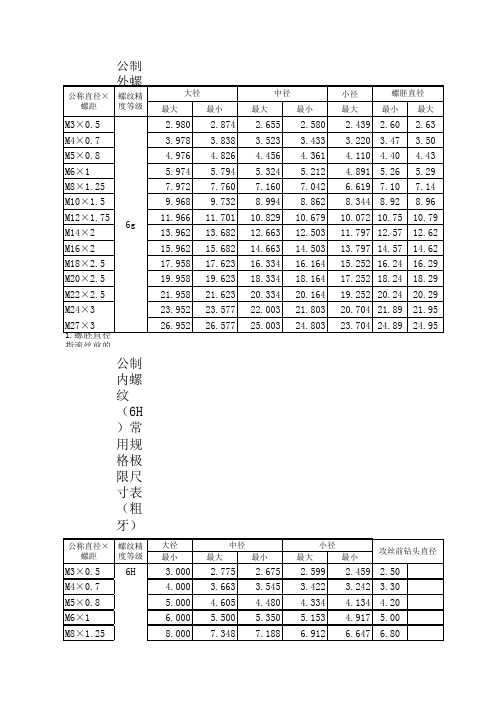
公制 外螺 纹 (6g )常 用规 格极 限尺 寸表 (细 牙)
公称直径× 螺纹精 螺距 度等级
M3X0.35 M4X0.5 M5×0.5 M6×0.75 M8×0.75 M8×1 M10×0.75 M10×1 M10×1.25 M12×1 M12×1.25
大径
最大
最小
2.981 2.896
3.980 3.874
4.980 4.874
5.978 5.838
7.978 7.838
7.974 7.794
11.968 13.974 13.968 15.974 15.968 17.974 17.968 17.962 19.974 19.968 19.962 21.974 21.968 21.962 23.974 23.968 23.962 26.974 26.968 26.962
11.732 13.794 13.732 15.794 15.732 17.794 17.732 17.682 19.794 19.732 19.682 21.794 21.732 21.682 23.794 23.732 23.682 26.794 26.732 26.682
25.520 23.350
26.520 26.350
小径
攻丝前
钻头直
最大
最小
径
2.721 2.621 2.65
3.559 3.459 3.50
4.599 4.459 4.50
公制螺纹尺寸表
23.704 24.89 24.95
大径 最小
3.000 4.000 5.000 6.000 8.000
中径
最大
最小
2.775 2.675
3.663 3.545
4.605 4.480
5.500 5.350
7.348 7.188
小径
最大
最小
攻丝前钻头直径
2.599 2.459 2.50
3.422 3.242 3.30
6g
M12×1.5 M14×1 M14×1.5 M16×1 M16×1.5 6g M18×1 M18×1.5 M18×2 M20×1 M20×1.5 M20×2 M22×1 M22×1.5 M22×2 M24×1 M24×1.5 M24×2 M27×1 M27×1.5 M27×2
1.螺胚直径 指滚丝前的 尺寸,数值 为依经验公 式计算而 得,在实践 中需验证。
17.958 17.623
19.958 19.623
21.958 21.623
23.952 23.577
26.952 26.577
中径
最大
最小
2.655 2.580
3.523 3.433
4.456 4.361
5.324 5.212
7.160 7.042
8.994 8.862
10.829 10.679
14.676 14.376 14.50
17.153 16.917 17.00
16.676 16.376 16.50
16.210 15.835 16.00
19.153 18.917 19.00
18.676 18.376 18.50
18.210 17.835 18.00
螺纹攻丝底孔对照表【免费下载】
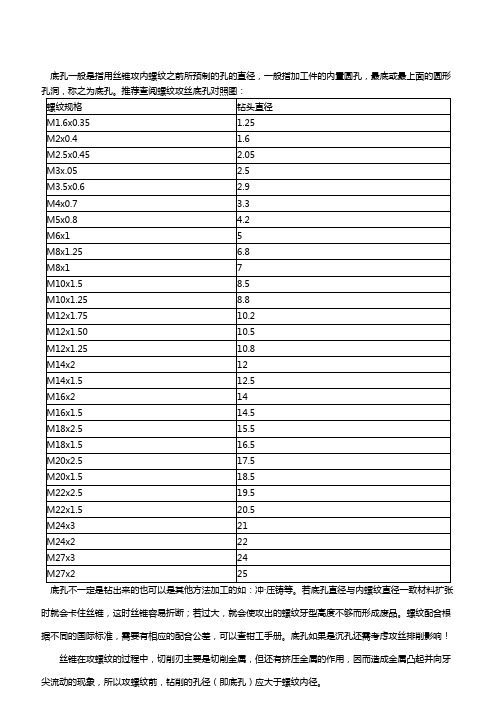
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最上面的圆形孔洞,称之为底孔。
推荐查阅螺纹攻丝底孔对照图:时就会卡住丝锥,这时丝锥容易折断;若过大,就会使攻出的螺纹牙型高度不够而形成废品。
螺纹配合根据不同的国际标准,需要有相应的配合公差,可以查钳工手册。
底孔如果是沉孔还需考虑攻丝排削影响!丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距攻丝,指的是用一定的扭矩将丝锥旋入要钻的底孔中加工出内螺纹。
“刚性攻丝”又称“同步进给攻丝”。
在攻丝中选择适合的润滑剂很重要。
工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴 [1]攻丝示意图线是否垂直于工件的平面。
在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。
一般切入3-4圈螺纹时,丝锥位置应正确无误。
以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
攻丝时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
遇到攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
攻塑性材料的螺孔时,要加润滑冷却液。
对于钢料,一般用机油或浓度较大的乳化液,要求较高的可用菜油或二硫化钼等。
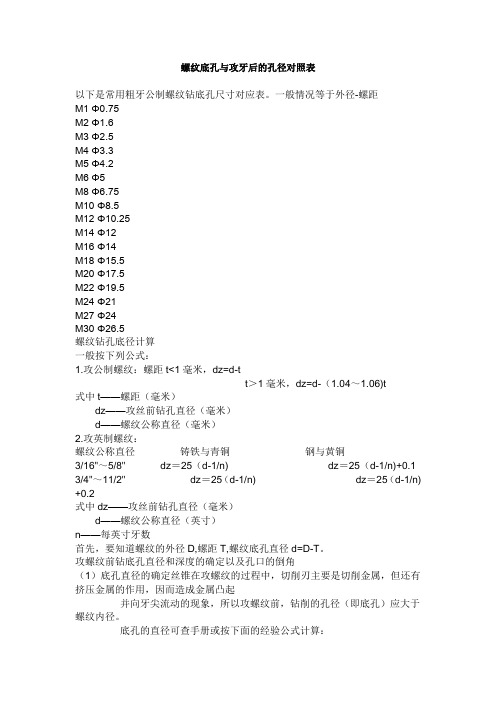
螺纹底孔与攻牙后的孔径对照表
塑性材料钻孔直径D=d(螺纹外径)-p(螺距)
除了以上的经验公司外,还要考虑螺纹的公差等级.
普通公制螺纹用外径-螺距。记这个最直观
螺纹外径计算方法(2009/09/06 19:48)
公制螺纹(MM牙)
牙深=0.6495*牙距P
(牙角60度)
内牙孔径=
M24 Φ21
M27 Φ24
M30 Φ26.5
螺纹钻孔底径计算
一般按下列公式:
1.攻公制螺纹:螺距t<1毫米,dz=d-t
t>1毫米,dz=d-(1.04~1.06)t
式中t——螺距(毫米)
dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径铸铁与青铜钢与黄铜
3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1
(牙角55度)
PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/16
3/4英吋管用,每英吋14牙
管螺纹
(PS直螺纹)(PF细牙)
牙深=
0.6403*(25.4/每吋牙数)
(牙角55度)
PS 3/4-14 (直形管螺纹)
PF1 1/8-16 (直形管螺纹)
(细牙)
直形管螺纹
3/4英吋管用,每英吋14牙
3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2
式中dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(英寸)
n——每英寸牙数
首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距
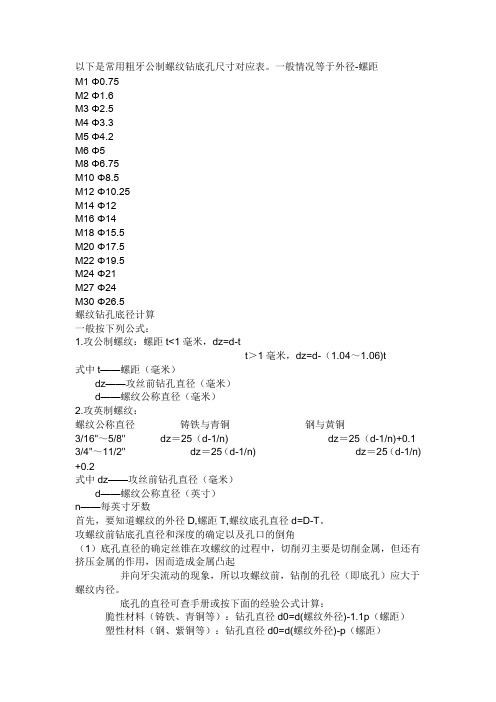
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.1 3/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
螺纹孔底孔尺寸表
Z1/2″ NPT1/2″ 18.1
Z3/4″ NPT3/4″ 23.5
Z1″ NNPPTT11″1/4 Z1 1/4″ NPT″1 1/2 Z1 1/2″ ″
29.4 38.2 44.3
ቤተ መጻሕፍቲ ባይዱ
Z2″ NPT2″ 56.3
锥管 螺纹 60度
Rp---圆 柱外螺纹
数字部分 表示管螺 纹的内孔 的公称直 径的英寸 数,1英寸 =25.4毫 米,比如 R1/8,表 示管螺纹 的内孔的 公称直径 是1/8英 寸,约 3.175毫 米,螺纹 的参数要 查手册.
10.5 12.5 14.5 16.5 18.5 20.5 22.5 25.5 28.5 31.5 34.5 40.5 46.5
公称尺寸
M20×2 M22×2 M24×2 M27×2 M30×2 M33×2 M36×2 M42×2 M48×2 M52×2
M30×3 M33×3 M36×3 M42×3 M48×3 M52×3
普通粗牙螺孔 攻丝前钻孔尺寸
公称尺寸 底孔d
M5×0.8 M6×1 M8×1.25 M10×1.5 M12×1.75 M14×2 M16×2 M18×2.5 M20×2.5 M24×3 M27×3 M30×3.5 M33×3.5 M36×4 M42×4.5 M48×5 M52×5 M56×5.5 R是M5654度×6 牙形角, R---圆锥 外螺纹 Rc---圆 锥内螺纹
31.0 34.0 40.0
ZZGG11″1/4 ZG″1 1/2
″
Rc1″ Rc1 1/4″ Rc1 1/2″
PPTT11″1/4 PT″1 1/2
″
46.0 ZZGG22″1/2 Rc2″ PPTT22″1/2
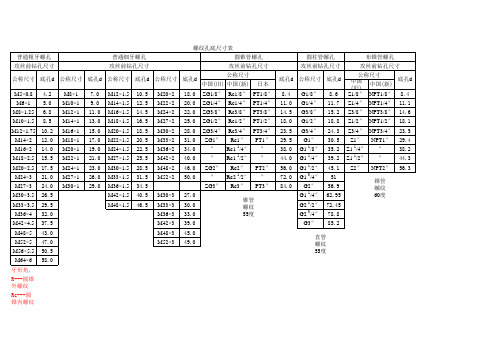
螺纹底孔对照表

国标螺纹的一般知识一.螺纹的分类1.螺纹分内螺纹和外螺纹两种;2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹;3.按线数分单头螺纹和多头螺纹;4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH;5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等二.米制普通螺纹1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角);2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种;2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。
2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。
3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度;3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P):表1 常用米制普通粗牙螺纹的直径/螺距/攻丝底孔直径3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。
然后根据具体情况调整至合适加工底孔直径,具体参考https:///a6516065915291828749/三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同)1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。
用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。
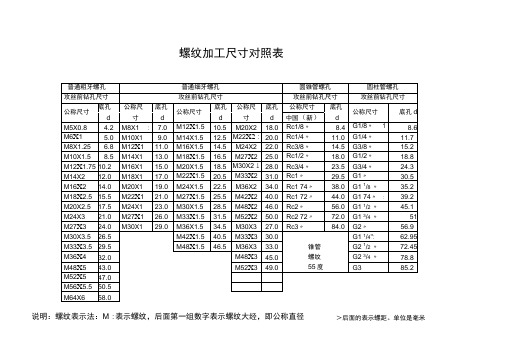
螺纹加工尺寸对照表
意襲
符号
意义
基本符号,单独使用没有意义口
T
表:T:表面电催度昱用不去陳材 料的方f按得■如孤廉冲 压-热¥4冷轧*粉耒冶金等 或是谀持原供应伏呪的表面口
恚示表面粗糙度果用去除材糾的方 怯萩得」50T.铳=祜.磨x拋光r席蚀■电火药加工等口
用任何方法養得的表面血的呈大允 许佰宵32皿
用不去除材料方法菽得的表ffi・屁的最犬允许值为3 2pm
30.0
G11/4":
62.95
M33X3.5
29.5
M48X1.5
46.5
M36X3
33.0
锥管
G21/2〃
72.45
M36X4
32.0
M48X3
45.0
螺纹
G23/4〃
78.8
M48X5
43.0
M52X3
49.0
55度
G3
85.2
M52X5
47.0
M56X5.5
50.5
M64X6
58.0
>后面的表示螺距。单位是毫米
25.0
Rc1/2〃
18.0
G1/2〃
18.8
M12X1.75
10.2
M16X1
15.0
M20X1.5
18.5
M30X21
28.0
Rc3/4〃
23.5
G3/4〃
24.3
M14X2
12.0
M18X1
17.0
M22X1.5
20.5
M33X2
31.0
Rc1〃
29.5
G1〃
30.5
M16X2
14.0
M20X1
常用普通螺纹钻、攻切削参数
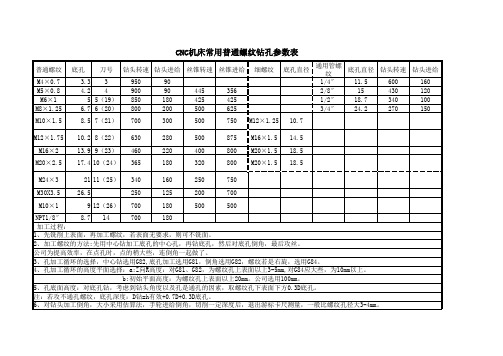
6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。
7、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型, 丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。
通用管螺 纹
1/4″ 2/8″ 1/2″ 3/4″
底孔直径
11.5 15
18.7 24.2
钻头转速
600 430 340 270
钻头进给
160 120 100 150
8.5 7(21) 700
37
M12×1.75 10.2 8(22) 630
280
500
875 M16×1.5 14.5
180
500
500
NPT1/8″
8.7 14
700
180
加工过程:
1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。
2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。
公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。
3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。
M16×2
13.9 9(23) 460
220
400
800 M20×1.5 18.5
M20×2.5 17.4 10(24) 365
180
320
800 M20×1.5 18.5
M24×3
21 11(25) 340
160
250
750
NPT螺纹底孔表

NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64"37/64" .57811/2"-14NPT 45/64" 45/64".70313/4"-14NPT 59/64"59/64" .92191"-11½ NPT 15/32" 15/32" 1.15621¼"-11 ½ NPT 1½" 1½" 1.50001½"-11 ½ NPT 147/64" 147/64" 1.73442"-11½ NPT 27/32" 27/32" 2.2188螺紋規格表螺紋規格表发布时间:2007年6月25日Audo look6.0下载螺紋規格表螺紋規格表平行螺紋平行螺紋螺 紋 的 種 類 記 號 規 格 螺紋山的角度SIZE 推 拔 牙規規格公制普通螺紋 JIS B 0205B 0215 JIS B 0251 JIS B 0209 4H、5H、6H、7H公制細螺紋JIS B 0207B 02154h、6h、8g、8gJIS B 0052 MJIS B 0211 1~300公制普通螺紋 JIS B 0205 JIS B 0251 JIS B 02091級、2級、3級付 屬 書公制細螺紋 JIS B 0207 JIS B 0252 JIS B 0211 付 屬 書美制普通螺紋 UNC JIS B 0206NO. 1~4 3B、2B、1B JIS B 0255 JIS B 0210美制細螺紋 UNF JIS B 0208NO. 0~11/2 3A、2A、1A JIS B 0256 JIS B 0212UNC NO. 1~4UNF 60° NO. 0~11/2 ANSI B1.3UNEF NO.12~111/16 3B、2B、1B美制螺紋 UNS ANSI B1.1 NO.10~6 3A、2A、1A ─ 4UN、6UN、8UN12UN、16UN、20UN 5/16~6 ANSI B1.228UN、32UNUNC 0.073~0.164 3B、2B、1B ABS HAND BOOK 美制螺紋(MIL規格) UNF MIL-S-7742B 0.060~1.5 3A、2A、1A H2812UN 1.75 ~6UNJC 0.073~4UNJF 0.060~1.5美制螺紋(MIL規格)UNJEFMIL-S-8879A0.216~1.68753B、3ANBS HAND BOOK 8UNJ 1.0625~4 H2812UNJ 0.625~616UNJ 0.4375~6管用平行螺紋(本體規格) G JIS B 0202 55° 1/16~6 ─管用平行螺紋(付屬書) PF 1/8~12 A級、B級 JIS B 0254 管用平行母螺紋(本體規格) Rp JIS B 0203 55° 1/16~6─ ─管用平行母螺紋(付屬書) PS 1/8~12 JSI B 0253 厚鋼電線管螺紋 CTG JIS B 0204 55° 16 ~104 ─ ─薄鋼電線管螺紋 CTC JIS B 0204 80° 15 ~ 75 ─ ─ NPSC 1/8~4 ─NPSM ANSI B2.1 1/8~6 2B、2A ANSI B2.1美制管用平行螺紋 NPSL60°1/8~12NPSH ANSI B2.1、B2.4 1/2~4 ─ ANSI B2.4 NPSFANSI B2.21/16~3ANSI B2.2 NPSI 1/16~3英制管用平行螺紋 G BS 2779:1973 55° 1/16~6 ─公制台形螺紋 Tr JIS B0216 B02717 B021830° 8 ~300 7H、8H、7e、8c30度台形螺紋(付屬書) TM JIS B 0216 10 ~300 ─ ─ 29度台形螺紋 TW JIS B 0222 10 ~100愛克姆螺紋(美制) ACME ANSI B1.5 29°5G、4G、3G、2GANSI B1.5 1/4 ~ 5 6C、5C、4C、3C、2CSTUB ACME ANSI B1.8 ─ ANSI B1.8 BUTT ANSI B1.9 7°X45° 1/2~ 24 class3、class2 ANSI B1.9腳踏車用螺紋(一般用)BC JIS B 0225 5/16~19/16 ─ JMAS 4002腳踏車用螺紋(幅條用) 1.8~ 4針車用螺紋 SM JIS B 0226 1/16~13/16 1級、2級、3級 ─ 照相機的三角取付螺紋 U JIS B 7103 1/4、3/8 JCIS 3-63 照相機鏡頭付屬品取付螺紋 M JIS B 7111 60° 13.5~95內燃機關用 —M、PF JIS B 8031 10S~18S、1/2S ─ ─ 植入 STUD JIS B 1173 4 ~20汽車用輪胎風嘴用螺紋 TV JIS D 4208 5 ~17汽車用CTV JIS D 9422 5 ~ 8 JMAS 4002電球類內外牙用螺紋 E JIS C 7709 10 ~40 JEL 902、903 給水栓取付螺紋 - JIS B 2061 55° 13、20、25 ─鋼線 用口金 - JIS Z 1604 26.44、59.62斜行螺紋斜行螺紋螺 紋 的 種 類 記 號 規 格螺紋山的角度SIZE 推 拔牙規規格管用錐形螺紋(本體規格) R JIS B 0203 1/16~6管用錐形螺紋(付屬書) PT 1/8~12 JIS B 0253英制管用錐形螺紋 Rc、RBS 21:197355°1/16~6BS 21: BS21:1973Rp(平行美制管用錐形螺紋 NPTANSI B2.11/16~240D 1/16ANSI B2.1 NPTR 1/2~4管用錐形螺紋 NPTFANSI B2.2 60° 1/16~3ANSI B2.2(乾式油封螺紋)PTF-SAESHORT 1/16~3管用螺紋(MIL規格) ANPT MIL-P-7105B 1/16~3 MIL-P-7105B照相機用 — 取付 M JIS B 7104 3.4 28° JCIS 4-63人造黑鉛電極接續螺紋 ─ JIS B 7201 3T~24T 1/3 JIS R 7202高壓瓦斯容器弁取付螺紋 ─ JIS B 8241 V1、V2、V3溶解 容器用弁─ JIS B 8244 55° 39 3/26 JIS B 8244-6 液化石油瓦斯容器用弁螺紋 ─ JIS B 8245 V1、V2 解 說高壓瓦斯容器用弁螺紋 ─ JIS B 8246 V1、V2、V3瓦斯容器螺紋 ─ BS 341:Part 1、2 55°60° 0.6~1.25 1/8 BS 341:Part 1、2螺纹规格-美制、英制、公制 2007-06-21 14:49美制细牙UNF 2A外螺纹大(UNFUN)2B内螺纹小径(UN、UNF)序号规格型号 最大 最小 公差 最小 最大 公差1 7/16"-20 11.079 10.874 0.206 9.728 10.033 0.3052 1/2"-20 12.667 12.461 0.206 11.328 11.608 0.2793 9/16"-18 14.252 14.031 0.221 12.751 13.081 0.3304 3/4"-16 19.012 18.773 0.239 17.323 17.678 0.3565 7/8"-14 22.184 21.923 0.262 20.269 20.676 0.4066 11/16-12 26.944 26.655 0.290 24.689 25.146 0.4577 15/16-12 33.294 33.005 0.290 31.039 31.496 0.4578 15/8-12 41.229 40.940 0.290 38.989 39.446 0.4579 17/8-12 47.579 47.290 0.290 45.339 45.796 0.45710 21/2-12 63.452 63.162 0.290 61.214 61.671 0.457 公制细牙 6g外螺纹大径 6H内螺纹小径1 M10*1 9.974 9.794 0.180 8.917 9.157 0.2402 M12*1.5 11.968 11.732 0.236 10.376 10.676 0.3003 M14*1.5 13.968 13.732 0.236 12.376 12.676 0.3004 M16*1.5 15.968 15.732 0.236 14.376 14.676 0.3005 M18*1.5 17.968 17.732 0.236 16.376 16.676 0.3006 M20*1.5 19.968 19.732 0.236 18.376 18.676 0.3007 M22*1.5 21.968 21.732 0.236 20.376 20.676 0.3008 M24*1.5 23.968 23.732 0.236 22.376 22.676 0.3009 M26*1.5 25.968 25.732 0.236 24.376 24.676 0.30010 M27*1.5 26.968 26.732 0.236 25.376 25.676 0.30011 M30*1.5 29.968 29.732 0.236 28.376 28.676 0.30012 M27*2 26.962 26.682 0.280 24.835 25.210 0.37513 M30*2 29.962 29.682 0.280 27.835 28.210 0.37514 M33*2 32.962 32.682 0.280 30.835 31.210 0.37515 M36*2 35.962 35.682 0.280 33.835 34.210 0.37516 M42*2 41.962 41.682 0.280 39.835 40.210 0.375英制管螺纹1 G1/8-28 9.728 9.514 0.214 8.566 8.848 0.2822 G1/4-19 13.157 12.907 0.250 11.445 11.890 0.4453 G3/8-19 16.662 16.412 0.250 14.950 15.395 0.4454 G1/2-14 20.955 20.671 0.284 18.631 19.172 0.5415 G3/4-14 26.441 26.157 0.284 24.117 24.658 0.5416 G1-11 33.249 32.889 0.360 30.291 30.931 0.640-11 41.910 41.550 0.360 38.952 39.592 0.640 7 G11/48 G11/-11 47.803 47.443 0.360 44.845 45.485 0.640 2螺纹规格-美制、英制、公制2007-06-21 14:49美制细牙UNF 2A外螺纹大(UNFUN)2B内螺纹小径(UN、UNF)序号规格型号 最大 最小 公差 最小 最大 公差1 7/16"-20 11.079 10.874 0.206 9.728 10.033 0.3052 1/2"-20 12.667 12.461 0.206 11.328 11.608 0.2793 9/16"-18 14.252 14.031 0.221 12.751 13.081 0.3304 3/4"-16 19.012 18.773 0.239 17.323 17.678 0.3565 7/8"-14 22.184 21.923 0.262 20.269 20.676 0.4066 11/16-12 26.944 26.655 0.290 24.689 25.146 0.4577 15/16-12 33.294 33.005 0.290 31.039 31.496 0.4578 15/8-12 41.229 40.940 0.290 38.989 39.446 0.4579 17/8-12 47.579 47.290 0.290 45.339 45.796 0.45710 21/2-12 63.452 63.162 0.290 61.214 61.671 0.457 公制细牙 6g外螺纹大径 6H内螺纹小径1 M10*1 9.974 9.794 0.180 8.917 9.157 0.2402 M12*1.5 11.968 11.732 0.236 10.376 10.676 0.3003 M14*1.5 13.968 13.732 0.236 12.376 12.676 0.3004 M16*1.5 15.968 15.732 0.236 14.376 14.676 0.3005 M18*1.5 17.968 17.732 0.236 16.376 16.676 0.3006 M20*1.5 19.968 19.732 0.236 18.376 18.676 0.3007 M22*1.5 21.968 21.732 0.236 20.376 20.676 0.3008 M24*1.5 23.968 23.732 0.236 22.376 22.676 0.3009 M26*1.5 25.968 25.732 0.236 24.376 24.676 0.30010 M27*1.5 26.968 26.732 0.236 25.376 25.676 0.30011 M30*1.5 29.968 29.732 0.236 28.376 28.676 0.30012 M27*2 26.962 26.682 0.280 24.835 25.210 0.37513 M30*2 29.962 29.682 0.280 27.835 28.210 0.37514 M33*2 32.962 32.682 0.280 30.835 31.210 0.37515 M36*2 35.962 35.682 0.280 33.835 34.210 0.37516 M42*2 41.962 41.682 0.280 39.835 40.210 0.375英制管螺纹1 G1/8-28 9.728 9.514 0.214 8.566 8.848 0.2822 G1/4-19 13.157 12.907 0.250 11.445 11.890 0.4453 G3/8-19 16.662 16.412 0.250 14.950 15.395 0.4454 G1/2-14 20.955 20.671 0.284 18.631 19.172 0.5415 G3/4-14 26.441 26.157 0.284 24.117 24.658 0.5416 G1-11 33.249 32.889 0.360 30.291 30.931 0.640-11 41.910 41.550 0.360 38.952 39.592 0.640 7 G11/48 G11/-11 47.803 47.443 0.360 44.845 45.485 0.640 2管螺纹规格及工具管螺纹规格及工具 前 言管螺纹在自来水、煤气、油压系统等,我们生活中看不到的地方,普遍被使用。