VCP电镀设备产能计算
PCB流程介绍-VCP和龙门电镀简介
min max min max min
min
max
max
4mil 100mil 14*16in 22*24in 7.9mil
4mil
6
0.9
20 of 28
5. 制程能力
板厚
垂直PTH&CU
板子尺寸
孔径 A/R
min max min max min max
31mil 80mil 10*10inch 21*24inch 9.8mil
1 4
52
3
(3+4+5)/3 TP= (1+2)/2
2.面铜均匀性
计算方法:
最后处-最薄处
Distribution= AVG(量测所有点值总和)
100%
通常选取16或25个点,点分布于板边2CM以内量
23 of 28
6. 品质管制项目
2cm 2cm
24 of 28
6. 品质管制项目
3.热应力测试
电镀后的板子,打切片后,265℃漂锡5次(五厂规定).之后,在显微镜下观 察,看是否有角裂.
4.延展性测试
测试铜箔片的拉力,延展性
a. 在线制作测试
使用不锈钢板进行电镀( 例如规定VCP线电流密度用35ASF,铜厚设定 为2.5mil).将镀好的铜皮用小刀剥下, 切割成(25cm*25cm)尺寸将包装好的铜 皮交于实验室。
40 4 19.8 30 52207 5481732 1740 182724
備註:每6天保養一次,每次保養時間9H,平均每天折合1.5H
電鍍厚 尺寸(in) 電流密度 電鍍 度 寬 長 (ASF) 效率
電鍍時 間
線速 (m/min)
保養時 間
垂直连续电镀设备(VCP)取代龙门电镀线的必然趋势

Capacity per month:47,500 m2 月产能47,500 m2; Panel plating Cu thickness:0.4 mil 面铜厚度:10um; Working hours and days: 22 hours per day and 26 days per month 每天生产22 小时,每月生产26天; Calculation:计算 Hoist—12 plating units,width=4.2 m,3 sets transporter 龙门线 – 12缸,宽度4.2米,3台天车 VCP— 12Cu, V=2.18 m/min VCP12个铜槽,传动速度2.18米/分钟
自动上下料
HTP-loading & unloading by hands 人工上下料
Hoist type plating 龙门线
Total Number of Cost/month/person Labor saving monthly: Number of cost/month每月 people人工数 people人工数 人员月工资 成本 Loading/unloading 上下料 Dry 产品吹干 On-line inspection巡检
VCP VS Hoist Type Plating – Conclusions 结论
Hoist Type Fire Risk/火灾风险 Plates Drop Risk 工件掉落风险 Injured Risk/员工受伤风险 Working Environment 工作环境 Water Cost/用水成本 Running Cost 运营成本 Running-supplies Cost 材料消耗成本 Service Cost/维修成本 Uniformity 镀层均匀性 Cu Thickness:0.4mil/ 铜层厚度:0.4mil Yes / 有风险 Yes /有风险 Yes /有风险 VS VCP No happen/无风险 No happen/无风险 No happen/无风险
电镀成本计算公式

电镀成本计算公式电镀成本的计算可不是一件简单的事儿,它涉及到好多方面的因素呢。
咱先来说说电镀成本的主要构成部分。
一般来讲,包括直接材料成本、直接人工成本、制造费用这三大块。
直接材料成本,就是那些用于电镀的化学品、金属材料等等。
比如说,镀镍需要用到镍盐,镀铜得有铜盐,这些材料的价格可都不便宜。
就拿我之前在一家电镀厂的经历来说,有一次厂里进了一批新的镍盐,价格比之前涨了不少。
为了控制成本,我们可真是费了不少心思,到处去打听哪里能买到更实惠的。
直接人工成本呢,就是工人干活儿的工资啦。
这包括操作电镀设备的工人,还有负责质量检测的人员等等。
像我们厂有个老师傅,技术特别好,干起活来又快又稳,但是工资也相对高一些。
这就提醒我们,既要保证工人的技术水平,又得想办法提高工作效率,不然人工成本可就上去了。
制造费用这一块就比较复杂了,里面有设备的折旧费、水电费、厂房租金等等。
我记得有一回,厂里的一台关键电镀设备出了故障,维修费用花了不少,还耽误了生产进度,这可给成本带来了不小的压力。
接下来,咱们具体说说电镀成本的计算公式。
一般来说,电镀成本= 直接材料成本 + 直接人工成本 + 制造费用。
直接材料成本可以通过使用量乘以单价来计算。
比如说,用了10 千克的镍盐,每千克50 元,那这部分成本就是 500 元。
直接人工成本呢,就是工人工作的时间乘以每小时的工资。
假如一个工人工作了 8 小时,每小时工资 20 元,那这就是 160 元。
制造费用就得根据具体的情况来分摊了,比如说设备的折旧费,可以按照使用年限和预计总工作量来计算每年或者每月的折旧额。
还有啊,电镀成本还得考虑废品率和次品率。
要是镀出来的产品不合格的太多,那成本可就大大增加了。
有一次,我们厂接了一个大订单,结果因为操作不当,废品率一下子上去了,不仅损失了材料和人工,还差点耽误了交货时间,给客户留下不好的印象。
另外,电镀的工艺和质量要求也会对成本产生很大影响。
要求越高,成本也就越高。
电镀计算
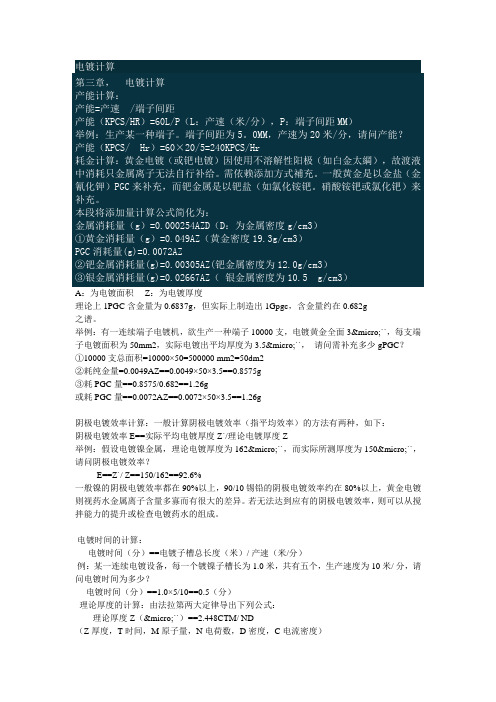
52010.5A:为电镀面积 Z:为电镀厚度理论上 1PGC含金量为0.6837g,但实际上制造出1Gpgc,含金量约在0.682g之谱。
举例:有一连续端子电镀机,欲生产一种端子10000支,电镀黄金全面3µ``,每支端子电镀面积为50mm2,实际电镀出平均厚度为3.5µ``,请问需补充多少gPGC?①10000支总面积=10000×50=500000 mm2=50dm2②耗纯金量=0.0049AZ==0.0049×50×3.5==0.8575g③耗PGC量==0.8575/0.682==1.26g或耗PGC量==0.0072AZ==0.0072×50×3.5==1.26g阴极电镀效率计算:一般计算阴极电镀效率(指平均效率)的方法有两种,如下:阴极电镀效率E==实际平均电镀厚度Z`/理论电镀厚度Z举例:假设电镀镍金属,理论电镀厚度为162µ``,而实际所测厚度为150µ``,请问阴极电镀效率?E==Z`/ Z==150/162==92.6%一般镍的阴极电镀效率都在90%以上,90/10锡铅的阴极电镀效率约在80%以上,黄金电镀则视药水金属离子含量多寡而有很大的差异。
若无法达到应有的阴极电镀效率,则可以从搅拌能力的提升或检查电镀药水的组成。
电镀时间的计算:电镀时间(分)==电镀子槽总长度(米)/ 产速(米/分)例:某一连续电镀设备,每一个镀镍子槽长为1.0米,共有五个,生产速度为10米/ 分,请问电镀时间为多少?电镀时间(分)==1.0×5/10==0.5(分)理论厚度的计算:由法拉第两大定律导出下列公式:理论厚度Z(µ``)==2.448CTM/ ND(Z厚度,T时间,M原子量,N电荷数,D密度,C电流密度)举例:镍密度8.9g/cm3,电荷数2,原子量58.69,试问镍电镀理论厚度?Z==2.448 CTM/ ND==2.448CT×58.69 /2×8.9==8.07CT若电流密度为1Amp/ dm2(1ASD),电镀时间为一分钟,则理论厚度Z==8.07×1×1==8.07µ``金理论厚度==24.98CT(密度19.3,分子量196.9665,电荷数1)铜理论厚度==8.74 CT(密度8.9,分子量63.546,电荷数2)银理论厚度==25.15 CT(密度10.5,分子量107.868,电荷数1)钯理论厚度==10.85 CT(密度12.00,分子量106.42,电荷数2)80/20钯镍理论厚度==10.42 CT(密度11.38,分子量96.874,电荷数2)90/10锡铅理论厚度==20.28 CT(密度7.713,分子量127.8,电荷数2)综合计算A:假设电镀一批D-25P-10SnPb端子,数量为20万支,生产速度为20M/分,每个镍槽镍电流为50 Amp,金电流为4 Amp,锡铅电流为40 Amp,实际电镀所测出厚度镍为43µ``,金为11.5µ``,锡铅为150µ``,每个电镀槽长皆为2米,镍槽3个,金槽2个,锡铅槽3个,每支端子镀镍面积为82平方毫米,镀金面积为20平方毫米,镀锡铅面积为46平方毫米,每支端子间距为0.6毫米,请问:1.20万只端子,须多久可以完成?2.总耗金量为多少g?,换算PGC为多少g?,3.每个镍,金,锡铅槽电流密度各为多少?4.每个镍,金,锡铅电镀效率为多少?解答:1. 20万支端子总长度==200000×6==1200000==1200M20万支端子耗时==1200/ 20 ==60分==1Hr2. 20万支端子总面积==200000×20==4000000mm2==400dm220万支端子耗纯金量==0.0049AZ==0.0049×400×11.5==22.54g20万支端子耗PGC量==22.54 / 0.681==33.1g3. 每个镍槽电镀面积==2×1000×82 / 6==27333.33mm2==2.73dm2每个镍槽电流密度==50 /2.73 ==18.32ASD每个金槽电镀面积==2×1000×20 / 6==6666.667mm2==0.67dm2每个镍槽电流密度==4 /0.67 ==5.97ASD每个锡铅槽电镀面积==2×1000×46 / 6==15333.33mm2==1.53dm2每个镍槽电流密度==40 /1.53 ==26.14ASD4. 镍电镀时间==3×2 /20==0.3分镍理论厚度==8.07CT==8.07×18.32×0.3==44.35镍电镀效率==43 /44.35 ==97%金电镀时间==2×2 /20==0.2分金理论厚度==24.98CT==24.98×5.97×0.2==29.83金电镀效率==11.5/29.83 ==38.6%锡铅电镀时间==3×2 /20==0.3分锡铅理论厚度==20.28CT==20.28×26.14×0.3==159锡铅电镀效率==150/159 ==94.3%综合计算B:今有一客户委托电镀加工一端子,数量总为5000K,其电镀规格为镍50µ``,金GF,锡铅为100µ``。
电镀常用计算公式

电镀中常用计算公式■镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×D k×t×ηk)/60r■电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×D k×ηk)■阴极电流计效率算公式:(代号:ηk、单位:A/dm2)ηk=(60×r×d)/(C×t×D k)■阴极电流密度计算公式:D k=(60×r×d)/(C×t×D k)■溶液浓度计算方法1.体积比例浓度计算:定义:是指溶质(或浓溶液)体积与溶剂体积之比值。
举例:1:5硫酸溶液就是一体积浓硫酸与五体积水配制而成。
2.克升浓度计算:定义:一升溶液里所含溶质的克数。
举例:100克硫酸铜溶于水溶液10升,问一升浓度是多少?100/10=10克/升3.重量百分比浓度计算(1)定义:用溶质的重量占全部溶液重量的百分比表示。
(2)举例:试求3克碳酸钠溶解在100克水中所得溶质重量百分比浓度?4.克分子浓度计算定义:一升中含1克分子溶质的克分子数表示。
符号:M、n表示溶质的克分子数、V表示溶液的体积。
如:1升中含1克分子溶质的溶液,它的克分子浓度为1M;含1/10克分子浓度为0.1M,依次类推。
5. 当量浓度计算定义:一升溶液中所含溶质的克当量数。
符号:N(克当量/升)。
当量的意义:化合价:反映元素当量的内在联系互相化合所得失电子数或共同的电子对数。
这完全属于自然规律。
它们之间如化合价、原子量和元素的当量构成相表关系。
元素=原子量/化合价举例:钠的当量=23/1=23;铁的当量=55.9/3=18.6酸、碱、盐的当量计算法:A酸的当量=酸的分子量/酸分子中被金属置换的氢原子数B碱的当量=碱的分子量/碱分子中所含氢氧根数C盐的当量=盐的分子量/盐分子中金属原子数金属价数6.比重计算定义:物体单位体积所有的重量(单位:克/厘米3)。
VCP电镀设备产能计算
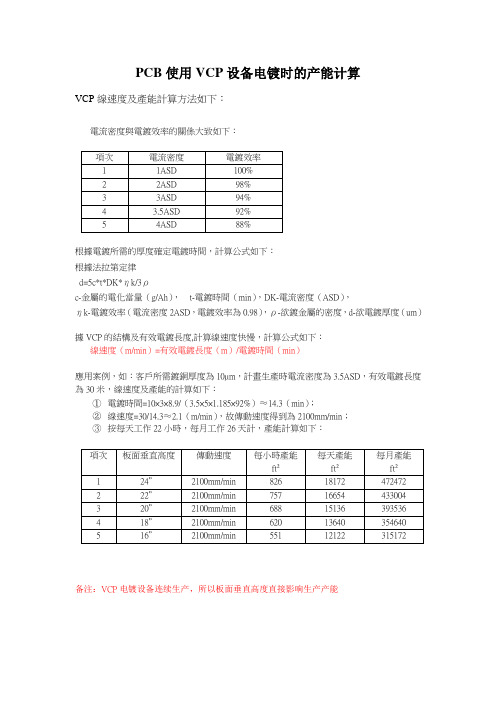
PCB使用VCP设备电镀时的产能计算VCP線速度及產能計算方法如下:電流密度與電鍍效率的關係大致如下:項次電流密度電鍍效率1 1ASD 100%2 2ASD 98%3 3ASD 94%4 3.5ASD 92%5 4ASD 88%根據電鍍所需的厚度確定電鍍時間,計算公式如下:根據法拉第定律d=5c*t*DK*ηk/3ρc-金屬的電化當量(g/Ah),t-電鍍時間(min),DK-電流密度(ASD),ηk-電鍍效率(電流密度2ASD,電鍍效率為0.98),ρ-欲鍍金屬的密度,d-欲電鍍厚度(um)據VCP的結構及有效電鍍長度,計算線速度快慢,計算公式如下:線速度(m/min)=有效電鍍長度(m)/電鍍時間(min)應用案例,如:客戶所需鍍銅厚度為10µm,計畫生產時電流密度為3.5ASD,有效電鍍長度為30米,線速度及產能的計算如下:①電鍍時間=10×3×8.9/(3.5×5×1.185×92%)≈14.3(min);②線速度=30/14.3≈2.1(m/min),故傳動速度得到為2100mm/min;③按每天工作22小時,每月工作26天計,產能計算如下:項次板面垂直高度傳動速度每小時產能ft²每天產能ft²每月產能ft²1 24”2100mm/min 826 18172 4724722 22”2100mm/min 757 16654 4330043 20”2100mm/min 688 15136 3935364 18”2100mm/min 620 13640 3546405 16”2100mm/min 551 12122 315172 备注:VCP电镀设备连续生产,所以板面垂直高度直接影响生产产能。
电镀成本核算
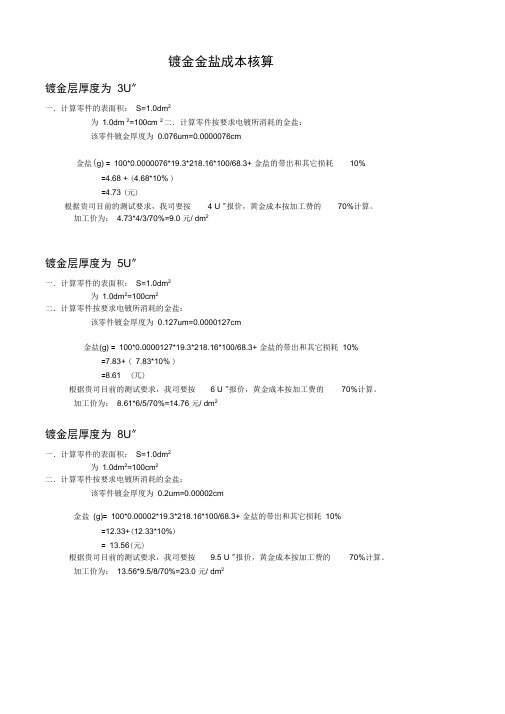
镀金金盐成本核算镀金层厚度为3U〞一.计算零件的表面积:S=1.0dm2为 1.0dm 2=100cm 2 二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.076um=0.0000076cm金盐(g) = 100*0.0000076*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10% =4.68 + (4.68*10% )=4.73 (元)根据贵司目前的测试要求,我司要按 4 U "报价,黄金成本按加工费的70%计算。
加工价为: 4.73*4/3/70%=9.0 元/ dm2镀金层厚度为5U〞一.计算零件的表面积:S=1.0dm2为 1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.127um=0.0000127cm金盐(g) = 100*0.0000127*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10% =7.83+ ( 7.83*10% )=8.61 (兀)根据贵司目前的测试要求,我司要按 6 U "报价,黄金成本按加工费的70%计算。
加工价为:8.61*6/5/70%=14.76 元/ dm2镀金层厚度为8U〞一.计算零件的表面积:S=1.0dm2为 1.0dm2=100cm2二.计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.2um=0.00002cm金盐(g)= 100*0.00002*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10%=12.33+(12.33*10%)= 13.56(元)根据贵司目前的测试要求,我司要按9.5 U "报价,黄金成本按加工费的70%计算。
加工价为:13.56*9.5/8/70%=23.0 元/ dm2一•计算零件的表面积:S=1.0dm2为 1.0dm2=i00cm2二•计算零件按要求电镀所消耗的金盐:该零件镀金厚度为0.25um=0.000025cm金盐(g) = 100*0.000025*19.3*218.16*100/68.3+ 金盐的带出和其它损耗10%=15.41 + (15.41*10% )=16.95 (兀)根据贵司目前的测试要求,我司要按12 U"报价,黄金成本按加工费的70%计算。
垂直连续电镀设备(VCP)取代龙门电镀线的必然趋势
VCP vs Hoist Type Plating – Operator Safety 员工安全
VCP equipment VCP电镀线
Full sealed working environment and no bad smells 外觀整潔、全封閉式設計,工 作環境良好,可实现四季恒溫 控制
自动上下料
HTP-loading & unloading by hands 人工上下料
Hoist type plating 龙门线
Total Number of Cost/month/person Labor saving monthly: Number of cost/month每月 people人工数 people人工数 人员月工资 成本 Loading/unloading 上下料 Dry 产品吹干 On-line inspection巡检
Hoist type equipment
Noisy, open with bad smells and plates are easy to drop when adding copper 傳統龍門電鍍,環境嘈雜,敞口式 設計,(不利于消防喷淋设施)化 學品極易揮發,易發生墜落意外
VCP VS Hoist Type Plating – Economy 节约磷铜球
Advantage-自主研发,技术领先
VCP vs Hoist Type Plating - VCP与龙门电镀对比
Comparison Based on: Safety PK, Economy PK, Products Quality PK, etc. 对比基于:安全性对比,经济性对比,电镀产品质量对比等
电镀设备产能计算表
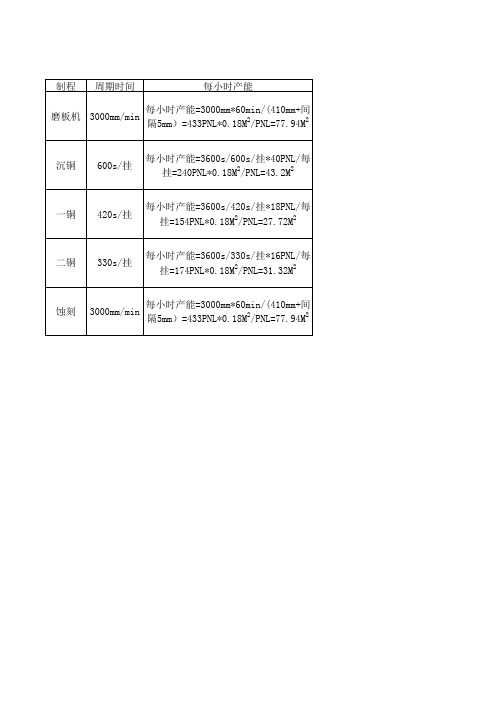
制程 周期时间 每小时产能 每小时产能=3000mm*60min/(410mm+间 隔5mm)=433PNL*0.18M2/PNL=77.94M2 每小时产能=3600s/600s/挂*40PNL/每 挂=240PNL*0.18M2/PNL=43.2M2 每小时产能=3600s/420s/挂*18PNL/每 挂=154PNL*0.18M2/PNL=27.72M2 每小时产能=3600s/330s/挂*16PNL/每 挂=174PNL*0.18M2/PNL=31.32M2 每小时产能=3000mm*60min/(410mm+间 隔5mm)=433PNL*0.18M2/PNL=77.94M2 磨板机 3000mm/min
4.733766234
4.367816.5H=432M2
18M2
每班产能=27.72M2/小时*11.5H=318.78M2
131.22M2
每班产能=31.32M2/小时*10H=313.2M2
136.8M2
每班产能=77.94M2/小时*10H=779.4M2
/
差异耗时(H) /
0.416666667
沉铜
600s/挂
一铜
420s/挂
二铜
330s/挂
蚀刻
3000mm/min
电镀各设备产能计算表
每班产能 每班产能=77.94M2/小时*10H=779.4M2 备注 生产板尺寸按410mm*450mm计算 (0.18M2),每班以10H计算 生产板尺寸按410mm*450mm计算 (0.18M2),每班以9.5H计算 生产板尺寸按410mm*450mm计算 (0.18M2),每班以11.5H计算 生产板尺寸按410mm*450mm计算 (0.18M2),每班以10H计算 生产板尺寸按410mm*450mm计算 (0.18M2),每班以10H计算 目标达成差异 /
VCP设备规格书软板单列

备注事项:
1、不包括项目:
1)一次侧水源之配管(业主需配至机旁);
2)一次侧电源(业主需配至主控箱及火牛架的电源电缆及总开关);
3)移机前后现场之土木工程、排水沟设置、地面处理及搬运通道之准备;
4)移机试车期间使用之水电;
5)厂房抽风系统跟生产线主抽气管道间的连接;
6)废水及纯水之处理设备;
7)所有在本方案内未曾提及之事项。
设备安装完成后,所剩之物料、管件、工具,顾客需无条件同意我司带回。
2、保固期:
安装后计十二个月内。
以下各项不在保固范围内:
1)各式润滑油类补换;
2)各类消耗器,如加热器(石英、Ti、SUS)、钛篮、锆篮、二次夹具、母篮、
子篮(含包胶)等(保固三个月);
3)滤芯滤袋等各式滤材;
4)各式防泄漏配件,如:O型环、止泄垫,法兰垫片等(保固三个月);
5)人为原因造成的损坏或故障等;(含鼓風機、整流機、過濾機等…)
6)天然原因造成的损坏或故障等;
7)未自我定期保养导致设备故障者。
电镀的产能计算与耗金计算

电镀的产能计算与耗金计算电镀的产能计算与耗金计算产能计算:产能=产速/端子间距产能(KPCS/HR)=60L/P(L:产速(米/分),P:端子间距MM)举例:生产某一种端子。
端子间距为5。
0MM,产速为20米/分,请问产能?产能(KPCS/ Hr)=60×20/5=240KPCS/Hr耗金计算:黄金电镀(或钯电镀)因使用不溶解性阳极(如白金太綱),故渡液中消耗只金属离子无法自行补给。
需依赖添加方式補充。
一般黄金是以金盐(金氰化钾)PGC来补充,而钯金属是以钯盐(如氯化铵钯。
硝酸铵钯或氯化钯)来补充。
本段将添加量计算公式简化为:金属消耗量(g)=0.000254AZD(D:为金属密度g/cm3)①黄金消耗量(g)=0.049AZ(黄金密度19.3g/cm3)PGC消耗量(g)=0.0072AZ②钯金属消耗量(g)=0.00305AZ(钯金属密度为12.0g/cm3)③银金属消耗量(g)=0.02667AZ( 银金属密度为10.5 g/cm3)A:为电镀面积Z:为电镀厚度理论上1PGC含金量为0.6837g,但实际上制造出1Gpgc,含金量约在0.682g之谱。
举例:有一连续端子电镀机,欲生产一种端子10000支,电镀黄金全面3μ``,每支端子电镀面积为50mm2,实际电镀出平均厚度为3.5μ``,请问需补充多少gPGC?①10000支总面积=10000×50=500000 mm2=50dm2②耗纯金量=0.0049AZ==0.0049×50×3.5==0.8575g③耗PGC量==0.8575/0.682==1.26g或耗PGC量==0.0072AZ==0.0072×50×3.5==1.26g阴极电镀效率计算:一般计算阴极电镀效率(指平均效率)的方法有两种,如下:阴极电镀效率E==实际平均电镀厚度Z`/理论电镀厚度Z举例:假设电镀镍金属,理论电镀厚度为162μ``,而实际所测厚度为150μ``,请问阴极电镀效率?E==Z`/ Z==150/162==92.6%一般镍的阴极电镀效率都在90%以上,90/10锡铅的阴极电镀效率约在80%以上,黄金电镀则视药水金属离子含量多寡而有很大的差异。
电镀常用的计算方法

电镀常用的计算方法在电镀过程中,涉及到很多参数的计算如电镀的厚度、电镀时间、电流密度、电流效率的计算。
当然电镀面积计算也是非常重要的,为了能确保印制电路板表面与孔内镀层的均匀性和一致性,必须比较精确的计算所有的被镀面积。
目前所采用的面积积分仪(对底片的板面积进行计算)和计算机计算软件的开发,使印制电路板表面与孔内面积更加精确。
但有时还必须采用手工计算方法,下例公式就用得上。
1.镀层厚度的计算公式:(厚度代号:d、单位:微米)d=(C×Dk×t×ηk)/60r2.电镀时间计算公式:(时间代号:t、单位:分钟)t=(60×r×d)/(C×Dk×ηk)3.阴极电流密度计算公式:(代号:、单位:安/分米2)ηk=(60×r×d)/(C×t×Dk)4.阴极电流以效率计算公式:Dk=(60×r×d)/(C×t×Dk)第三章沉铜质量控制方法化学镀铜(Electroless Plating Copper)俗称沉铜。
印制电路板孔金属化技术是印制电路板制造技术的关键之一。
严格控制孔金属化质量是确保最终产品质量的前提,而控制沉铜层的质量却是关键。
日常用的试验控制方法如下:1.化学沉铜速率的测定:使用化学沉铜镀液,对沉铜速率有一定的技术要求。
速率太慢就有可能引起孔壁产生空洞或针孔;而沉铜速率太快,将产生镀层粗糙。
为此,科学的测定沉铜速率是控制沉铜质量的手段之一。
以先灵提供的化学镀薄铜为例,简介沉铜速率测定方法:(1)材料:采用蚀铜后的环氧基材,尺寸为100×100(mm)。
(2)测定步骤:A. 将试样在120-140℃烘1小时,然后使用分析天平称重W1(g);B. 在350-370克/升铬酐和208-228毫升/升硫酸混合液(温度65℃)中腐蚀10分钟,清水洗净;C.在除铬的废液中处理(温度30-40℃)3-5分钟,洗干净;D. 按工艺条件规定进行预浸、活化、还原液中处理;E. 在沉铜液中(温度25℃)沉铜半小时,清洗干净;F. 试件在120-140℃烘1小时至恒重,称重W2(g)。
电镀公式及计算实例

电镀公式δ=100KDtη/(60γ)(其中δ膜厚μm,K电化学当量g/(A·h),D 电流密度A/dm2,t电镀时间min,η电流效率,γ密度g/cm3,v电镀速率μm /min)。
计算时,首先要把各个参数的单位换算成上述单位,就可以直接代入计算。
其中,K和γ都是从手册上查的,当然也可以在网上查。
由上述公式可得,电镀速率v=δ/t=100KDη/(60γ),该公式可以由电流密度D计算电镀速率v。
变换一下,就可以由电镀速率v计算电流密度D=60γv/(100Kη)。
v和D都知道后,就可以确定电流I和时间t——I=D×S(其中I电流A,D电流密度A/dm2,S面积dm2)t=δ÷v(其中t时间min,δ膜厚μm,v电镀速率μm /min)计算时,η最好不要取100%(可以取小点,如95%),因为实际电镀时,有未估算到的面积(如针尖、导线破漏),这些都相当于降低了效率。
查手册可知,Cu的密度γ=8.92 g/cm3,二价Cu2+的电化学当量K=1.186 g/(A·h) 实例一.要求速率是v=0.5μm /min时,假设η=95%,电流密度D=?D=60γv/(100Kη)=60×8.92×0.5/(100×1.186×95%)=2.375A/dm2实例二.反过来,要求电流密度D=1A/dm2时,假设η=95%,计算速率v=?v=100KDη/(60γ)=100×1.186×1×95%/(60×8.92)=0.2105μm /min(因为v与D成正比,所以记住这个数,可以简易换算,溶液里是二价Cu2+时,v=0.2105D,上次算的0.2216是假设η=100%算的)。
比如,若D=2 A/dm2,则v=0.2105×2=0.4210μm /min再如,若v=0.5μm /min,则D=0.5÷0.2105=2.375A/dm2可以利用公式v/D=100Kη/(60γ)及电化学当量表自己计算出常用金属Au、Ag+、Cu2+、Sn2+、Ni2+的v/D值,记住这些值,就可以简易换算。
VCP电镀线投入计划书
VCP电镀线投入计划书1. 引言该投入计划书旨在介绍和说明VCP电镀线的建设计划。
VCP电镀线旨在满足日益增长的电镀需求,并提供高质量的电镀服务。
本文档将详细介绍VCP电镀线的建设背景、目标、建设内容和时间计划,以及预算和投资回报分析。
2. 建设背景随着电子产品和汽车行业的发展,对高质量电镀的需求不断增加。
目前,市场上的电镀服务供不应求,导致行业内的瓶颈。
为了满足市场需求并提供更好的电镀服务,公司决定建设VCP电镀线。
3. 目标和要求VCP电镀线的目标是提供高质量、高效率的电镀服务,满足客户的各种需求。
具体要求如下:•提供各种类型的电镀服务,包括镀铬、镍、金、银等。
•提供快速响应和高效率的服务,减少客户的等待时间。
•确保产品的高质量和可靠性,满足客户对电镀的技术要求。
•遵守环保法规和标准,保护环境并致力于可持续发展。
4. 建设内容和技术VCP电镀线的建设内容包括以下几个方面:•建设电镀车间,配备现代化的电镀设备和工具。
•采用先进的电镀技术和工艺,确保电镀质量和生产效率。
•安装废水处理设备,确保废水的处理符合环保要求。
•建立质量管理体系,确保产品的质量达到客户要求。
5. 时间计划VCP电镀线的建设计划如下:•第一阶段:准备工作,包括地点选择、设备采购等。
预计耗时2个月。
•第二阶段:电镀车间的建设和设备安装调试。
预计耗时3个月。
•第三阶段:废水处理设备的安装和调试。
预计耗时1个月。
•第四阶段:质量管理体系的建立和培训。
预计耗时1个月。
6. 预算和投资回报分析VCP电镀线的建设预算如下:•土地和建筑费用:100万元•设备采购费用:200万元•废水处理设备费用:50万元•其他费用:50万元•总投资:400万元根据市场调研和预测,预计VCP电镀线的年收入为500万元,年运营成本为300万元。
根据此数据,我们可以进行投资回报分析:•年投资回报率:(年收入 - 年运营成本)/ 总投资 * 100% = (500万元 - 300万元)/ 400万元 * 100% = 50%7. 结论通过建设VCP电镀线,我们将能够满足市场对高质量电镀的需求,并提供快速、高效的电镀服务。
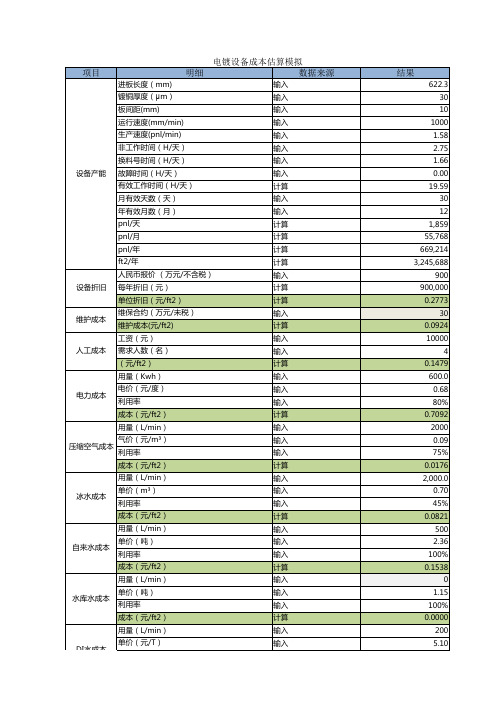
电镀设备VCP折旧成本,物料运营成本估算模拟
600.0 0.68 80%
0.7092 2000 0.09 75%
0.0176 2,000.0
0.70 45% 0.0821 500 2.36 100% 0.1538
0 1.15 100% 0.0000 200 5.10
DI水成本 利用率 成本(元/ft2) 排放量(L/min)
计算
pnl/月
计算
pnl/年
计算
ft2/年
计算
人民币报价 (万元/不含税)
输入
设备折旧 每年折旧(元)
计算
单位折旧(元) 维护成本
维护成本(元/ft2)
输入 计算
工资(元)
输入
人工成本 需求人数(名)
输入
(元/ft2)
计算
用量(Kwh)
输入
电价(元/度) 电力成本
利用率
输入 输入
成本(元/ft2)
计算
用量(L/min)
输入
气价(元/m³) 压缩空气成本
利用率
输入 输入
成本(元/ft2)
计算
用量(L/min)
输入
单价(m³) 冰水成本
利用率
输入 输入
成本(元/ft2)
计算
用量(L/min)
输入
单价(吨) 自来水成本
利用率
输入 输入
成本(元/ft2)
计算
用量(L/min)
输入
单价(吨) 水库水成本
利用率
输入 输入
成本(元/ft2)
计算
用量(L/min)
输入
单价(元/T) DI水成本
输入
结果
622.3 30 10
1000 1.58 2.75 1.66 0.00 19.59
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCB使用VCP设备电镀时的产能计算VCP線速度及產能計算方法如下:
電流密度與電鍍效率的關係大致如下:
根據電鍍所需的厚度確定電鍍時間,計算公式如下:
根據法拉第定律
d=5c*t*DK*ηk/3ρ
c-金屬的電化當量(g/Ah), t-電鍍時間(min),DK-電流密度(ASD),
ηk-電鍍效率(電流密度2ASD,電鍍效率為),ρ-欲鍍金屬的密度,d-欲電鍍厚度(um)
據VCP的結構及有效電鍍長度,計算線速度快慢,計算公式如下:
線速度(m/min)=有效電鍍長度(m)/電鍍時間(min)
應用案例,如:客戶所需鍍銅厚度為10µm,計畫生產時電流密度為,有效電鍍長度為30米,線速度及產能的計算如下:
①電鍍時間=10×3×(×5××92%)≈(min);
②線速度=30/≈(m/min),故傳動速度得到為2100mm/min;
③按每天工作22小時,每月工作26天計,產能計算如下:
备注:VCP电镀设备连续生产,所以板面垂直高度直接影响生产产能。