镭射转移膜检验标准解剖
欧洲镭射标准
欧洲镭射标准欧洲镭射标准针对镭射产品的设计、生产、销售和使用等环节进行了规范和标准化。
以下是一些与欧洲镭射标准相关的参考内容,旨在保证镭射产品的安全性和质量。
1. 设计要求:- 设计应考虑从镭射器具到目标物的传播路径,防止镭射辐射向人眼和普通人体部位暴露。
- 设备设计应尽可能减少反射和散射镭射辐射。
- 设备上应标明警示标识,以提醒使用者遵守安全规定。
2. 材料要求:- 设备所使用的材料应符合相关材料标准,以确保材料的稳定性和安全性。
- 材料的吸收和散射特性应符合规定的标准,以防止镭射辐射泄漏。
3. 制造要求:- 制造过程应符合相关规范,确保产品的质量和一致性。
- 制造商应根据产品类型和输出功率的不同,采用适当的检测和测试方法,确保产品符合规定的标准。
4. 输出功率和辐射限制:- 欧洲标准规定了镭射产品的输出功率和辐射限制,以保证人体的安全。
不同类别和使用场景的镭射产品有不同的功率和辐射限制。
5. 标识要求:- 镭射产品应标明相关的警示标志和安全信息。
- 标识应追溯到制造商和该产品的具体批次信息。
6. 使用要求:- 使用者应按照标识和说明书中的要求使用镭射产品。
- 镭射产品的使用场景应合乎标准的规定,从而避免对人体和环境造成潜在危害。
7. 教育和培训:- 为了提高镭射产品的安全使用意识和技能,人员应接受相关的教育和培训。
- 教育和培训内容可以包括安全意识、产品正确使用方法和应急处置等方面。
8. 监督和检测:- 镭射产品的制造商和销售商应确保产品符合相关标准。
- 相关机构应对镭射产品进行监督和检测,确保产品的合规性和安全性。
以上是与欧洲镭射标准相关的一些参考内容,这些标准旨在保证镭射产品的安全性和质量。
制造商和使用者应严格按照这些标准来设计、生产和使用镭射产品,以确保公众和工作人员的安全。
镭射膜 光彩密度 标准

镭射膜光彩密度标准
镭射膜是一种具有高反射能力和抗反射能力的薄膜材料。
光彩密度是指镭射膜反射或透射处的颜色的饱和度或强度。
标准是指生产、测试和评估镭射膜光彩密度时所遵循的规范或准则。
对于镭射膜的光彩密度,可以使用不同的标准来衡量和评估。
一种常用的标准是ISO 13468-2标准,它提供了用于测量和比
较光学镀膜的规范和方法。
该标准规定了一套测试程序和仪器,用以评估镭射膜的光学性能,包括光彩密度。
ISO 13468-2标准中涉及的光彩密度测量包括使用光谱反射测
量仪或光谱透射测量仪来测量镭射膜的颜色。
通常会记录颜色的CIELAB值,其中L代表亮度,a和b代表色调和饱和度。
这些值可以用来计算光彩密度和评估镭射膜的性能。
除ISO标准外,还可以根据具体应用制定其他标准来评估镭
射膜的光彩密度。
不同行业和应用领域可能有不同的需求和标准,需要根据具体情况进行定制。
综上所述,镭射膜的光彩密度标准是指对于镭射膜颜色饱和度或强度的评估所遵循的规范或准则,其中ISO 13468-2是常用
的一个标准。
镭射标准

Active Standard
LE001
Minimum Acceptable Laser Etch
Min. Acceptable
Plating/PVD
Minimum Acceptable Laser Etch - Laser etch must be as visible as the marking on this standard. This standard applies to all finishes. It does not provide a guideline to ensure that the marking will be visible on parts after another finish is applied. Refer also to LE002, Unacceptable Laser Etch which may help make the cosmetic decision. Evaluation method- When comparing a sample to this standard, hold both so that the markings are in the vertical plane. Determine if the making on the sample is at least as visible as the standard. Next, rotate the sample and standard so that the makings are both in the horizontal plane. Determine if the marking on the sample is at least as visible as the standard. If the marking on the sample is at least as visible as the standard in both the horizontal and vertical planes, than the sample is acceptable.
PET镭射转移膜工艺介绍

进行一 次涂料 黏度检 测 ;每 卷涂布膜 下机 后都需进
行 一 次 干 涂 量 检 测 ,必须 保 持 同-  ̄ 次 干 涂 量 符 合 - L L 工 艺 要求 。
2生产 工艺 控制 要点 .
①干涂量 :干涂 量是指涂料经 网辊涂于 P T 基 E 膜 上 经烘道 烘 干后 表面 所 留下来 的涂 层 质量 .即
最 终涂 料在 基膜 上 的残 留量 .~ 般干 涂量 控制 在
1. ~ 4 / 。 2 1. g m
。 Leabharlann 1生产 主料 .①基 膜 : 目前 市场 镭 射转 移膜 用得最 多的 为 P 聚酯 薄膜 耐 温性 、耐磨 性 、拉 伸性 都 比较 T E 理 想 现 供应 商 有佛 山杜 邦 、汕 头 海洋 、宁 波 舜
减 少涂 料 因结
干涂量偏厚 :涂 布量变大 ,剥离阻 力变小 ,涂 布湿涂量增大 j复卷后涂层反粘 j溶 剂残 留的机率 增大 ,增加v C O 超标的风险 ; 镭射转移膜纸张 复合后 ,镭 射纸需进行联线或 下线高速剥离 p T 基膜 。干涂量小可 能造成大面积 E 转移 不 良 目前行业工艺相对 比较成熟 很少 出现 这种 质量问题 但 局部剥离 不 良引起的小 白点在行
标 等 问题 。
模压 最基本 的主料 为模压 镭射版 ,什 么样 的版 决定 生产 出什 么样的产 品 如 窄光柱 、素面 、拉丝
光 柱 、猫 眼 、定 位 光 圈 等 。 目前 业 内原 始 母 版 的开
发 与制作 因设备较 先进且 昂贵 都采 用联合 开发或 9 购母版 的方式 ,然后规模化翻制工作版 、电铸 。 、 1 电铸 :电铸镍 版 是 采 用 电化学 原理 在 电铸 槽
镭射转移膜检验标准解剖

标题:镭射膜标准1 范围本标准规定了镭射膜的技术要求,试验方法、验收规则和标志、包装、运输、存储等。
本标准适用于本厂生产镭射复合卡纸类产品(包括:镭射定位复合、转移纸,镭射素面复合、转移纸,镭射横光柱复合、转移纸等)所用镭射膜。
2 引用标准——3 分类分为镭射转移膜和镭射复合膜两类,镭射复合膜又分为PET和OPP两种材质。
4 技术要求4.1 外观4.1.1 表面点等外观要求详见下表各产品标准4.1.2不允许有明显起花、暗影、发雾、色差等缺陷。
4.1.3端面切边整齐、不允许有转移层脱落产生的铝屑(介质屑)、缺口等缺陷。
4.1.4表面镀层均匀,不允许脱铝(介质)、白点、镀空线、镀空点。
转移膜镀层应卷在内层。
4.2 内在质量4.2.1全息效果完整,清晰明亮,均匀,色彩变化丰富,同一批产品中全息效果基本一致。
4.2.2横光柱方向与膜放卷方向垂直,竖光柱与膜放卷方向平行不允许有倾斜的现象。
镭射图案方向一致4.2.3 每版中的光柱位置要统一,不允许有变化。
4.2.4 表面不允许有明显拼版缝。
4.2.5无版缝转移膜表面要求同上,在接缝处应无干涉条纹、黑色区域、包版胶带痕迹、转移层龟裂产生的脱铝、膜面褶皱等缺陷。
4.3 相关尺寸及物理性能应符合(表1~表12)要求:4.3.1 表1 光柱镭射膜技术标准(定版距)表2 镭射定位转移膜技术标准(泰山华贵)表3 素面镭射膜技术标准(定版距)表4 素面无版缝膜(复合、转移)技术标准表5 无版缝光柱转移膜技术标准(哈德门醇香)表6 光柱无版缝转移膜技术标准(红塔山经典100)表7 无版缝光柱转移膜技术标准(黄鹤楼)表8 金色专版转移膜技术标准(黄鹤楼蓝带)表9 云烟(紫)定位转移膜技术标准表10 素面镭射膜技术标准(特高红中南海外销)表11 素面镭射膜技术标准(白沙二代定版距)表12 无版缝光柱介质转移膜技术标准(大鸡)表1 光柱镭射膜技术标准(定版距)表2 镭射定位转移膜技术标准(泰山华贵)表3 素面镭射膜技术标准(定版距)注:①因复合膜与转移膜生产工艺不同,需检膜面亮度作为判定依据表4 素面无版缝膜(复合、转移)技术标准注②:因复合膜与转移膜生产工艺不同,需检膜面亮度作为判定依据表5 无版缝光柱转移膜技术标准(哈德门醇香)表6 光柱无版缝转移膜技术标准(红塔山经典100)表7 无版缝光柱转移膜技术标准(黄鹤楼)表8 金色专版转移膜技术标准(黄鹤楼蓝带)表9 云烟(紫)定位转移膜技术标准表10 素面镭射膜技术标准(特高红中南海外销)表11 素面镭射膜技术标准(白沙二代定版距)表12 无版缝光柱介质转移膜技术标准(大鸡)4.4复合膜应测量表面牢度:用透明胶带粘拉无铝层脱落。
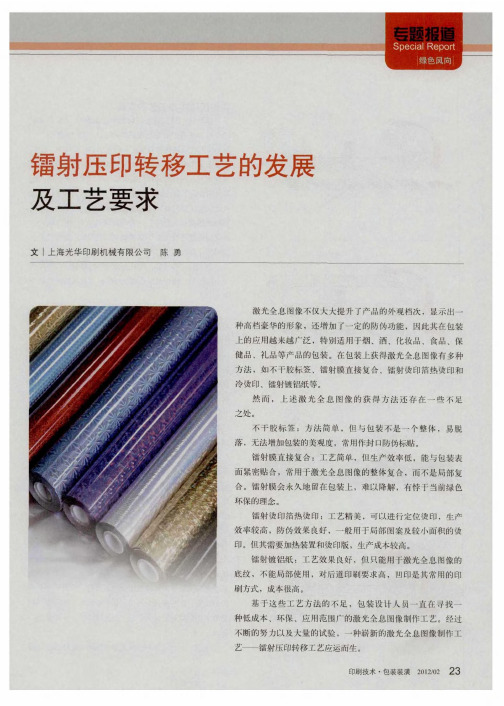
镭射压印转移工艺的发展及工艺要求
续 4 分 钟 左 右 ,一 次 快 速 倒 卷 约在 1 中 ,所有检测 、张力、纠偏元器件和 5 分 钟 内 ,在这 同时 ,生 产 人 员还 可 以 装 置均采用高可靠性 器件 ,以达到高 进 行 飞 达 上 纸 和 收 纸 处 收 纸 的 辅 助 精度的需求。
() 2镭射压印转移膜
镭 射 压 印 转 移 膜 的 基 膜 一 般 为
激 光全 息 图像 准 确 地 定位 印刷 到 印 刷 二 级 定 位 。 为 达 到 这 一 目 的 , 图 5
品的相应部位 ,同时能够轻而 易举地 所 示 的 设 备 采 用 了 无 轴 传 动 技 术 和 B P 或P T 膜 ,要 求B P 或P T O P E薄 O P E
避让 镭射 压 印转移 膜的版 缝 。 伺 服 控 制 方 式 , 由 特 殊 波 长 光 束 电 薄膜 厚 度均 匀 、成 像透 明性 好 。
一
镭 射 压 印 转 移 膜卷 免 吊装 和 定 位 眼检测 镭射 压 印转 移膜 上 的定 位标
般情况下 ,镭射压 印转移膜可
fl 这两个特点 ,从结果来看十分简 记 ,然后 通过 电子 信号 传 输 , 由电 以 重 复 使 用十 几 次 ,但 实 际生 产 时 仍 li ll l r 单 ,但如果采用传统的机械结构是无 子 真 空拉规 和 电子 前进 速 度控 制 ,
法 实现 的 ,只 有 采 用机 电一 体 化 的 方 调 节单 张纸 印刷 品的位 置的网穴形状有三
法 ,并 且 依 靠 较 高 水平 的 电子 检 测 和 同 时 自动 跟 踪 定 位 , 当 其 到 达 压 印 棱镜、鱼鳞 、斜杠等 ,这些 网穴的深 度 和 大 小各 不 相 同 ,而 且 排 列 角 度 不 同 ,因此 其呈 现的 形状 也不 同 。 () 3网纹辊 线数 选择 经 过 反 复 试 验 证 明 , 当UV上 光
包装材料企业镭射镀铝膜工艺标准

镭射镀铝膜企业标准目的:产品制造各项标准符合要求及技术规范性。
范围:本标准制定了镀铝镭射膜生产流程及检验规范化、包装运输标准。
规范性引用文件:下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件,其最新版本(包括所有的修改单),适用于本文件。
GB/T15717-1995 真空金属镀层厚度测试方法电阻法GB/T191-2008 包装储运图示标志(ISo780:1997,MOD)工艺流程:模压-镀铝-分切复卷-检验-包装1.模压:依附于版辑压印镭射,温度加到所要压印的温度(130℃左右),先压版辐,然后牵引辐,调好所需要的前后上下的张力,版辑水温在40℃左右;开始压印的时候起机速度稍快些,这样不会有皱,(一般在900-1200的转速),压印过程中仔细检查品质,压印完以后,取两个版面检查品质,并留样储存,标明编号、日期、责任人;2.镀铝:镀膜准备工作11将整齐满绕铝丝(纯度99.98%)的送丝盘装入送丝轴销,再装入送丝装置座的支块上。
1. 2每天用铜刷将送丝轮的齿轮杂物清除干净,将送丝盘上的铝丝直出线头穿过送丝压轮组及送丝导管送至蒸发舟上方,同时调整弹簧的压力使下压轮压紧铝丝而不打滑,能顺利地输送铝丝。
13将导电氮化硼蒸发舟两端包以石墨纸后按入电极内,石墨纸不能超过6层.1.4将待镀膜的纸芯管装入放卷气胀轴之上,将空纸芯管装入收卷转轴之上,并充分将纸芯管紧紧涨住(严禁用金属等硬物直接敲打气胀轴)。
1.5将装有空纸芯管的收卷气胀轴和装有待镀膜的放卷气胀轴分别放入收、放卷夹持器中,并夹持牢固,再将待镀膜从放卷气胀轴引出按穿膜示意图所示绕至收卷气胀轴之上,注意并保证待镀膜在各导辐及主辐之上必须平整,保证收放卷的边缘对齐。
并调整张力、卷径等各项参数,确认无误后合拢小车。
(收卷卷径:3英寸设定100mm;6英寸设定180mm;放卷卷径:3英寸设定100mm;膜卷长度600米以内设定400mm;膜卷长度1000米以上设定550mm;放卷张力:D12和D13设定放卷张力11kg;D14和D15设定放卷张力8kg;收卷张力:D12和D13设定收卷张力15kg;D14和D15设定收卷张力Iokg;)小车合拢距离3-5Cm时必须停止,再点动到位。
欧洲镭射标准(一)

欧洲镭射标准(一)
欧洲镭射标准
介绍
•随着科技的快速发展,镭射技术已广泛应用于各行各业。
•为了确保镭射产品的质量和安全性,在欧洲制定了一系列标准。
标准分类
•欧洲镭射标准主要分为三大类:
1.光生物安全标准:主要关注镭射产品对人体和环境的潜在
危害。
2.运营安全标准:主要关注镭射产品在运营和使用过程中的
安全性。
3.产品性能标准:主要关注镭射产品的性能指标和规范要求。
光生物安全标准
•欧洲镭射产品的光生物安全标准主要包括:
–光学辐射限值:规定了镭射产品所产生的光辐射的最大限值,以确保人体不会受到辐射损害。
–极短脉冲激光的眼睛损伤阈值:为防止激光对眼睛造成损伤,设置了相应的损伤阈值。
运营安全标准
•欧洲镭射产品的运营安全标准主要包括:
–操作规程:规定了镭射产品的正确操作方法,以降低操作过程中的意外风险。
–安全警示标识:要求在镭射产品上设置标识以提醒用户注意安全事项。
–维修和维护要求:规定了镭射产品的维修和维护流程,确保操作过程中的安全性。
产品性能标准
•欧洲镭射产品的产品性能标准主要包括:
–输出功率:规定了镭射产品的最大输出功率,以确保产品的稳定性和一致性。
–光束质量:要求镭射产品的光束质量达到一定的要求,以提高产品的使用效果。
总结
•欧洲镭射标准为保证镭射产品的质量和安全性提供了重要的指导。
•遵守镭射标准对于制造商和使用者来说都是非常重要的。
•通过认真执行这些标准,我们能够促进镭射技术的健康发展,保障用户的权益。
镭射压印转移 环保工艺新选择

镭射压印转移环保工艺新选择作者:陈勇来源:《印刷技术·包装装潢》2014年第05期近几年,随着镭射压印转移技术的日趋成熟、完善,其在包装印刷领域的应用越来越广泛,尤其是在烟包印刷领域得到了高度认可。
本文中,笔者将对镭射压印转移技术的工作原理、优势以及镭射压印转移设备的选购经验进行分享,希望帮助更多包装印刷企业做好投资决策。
镭射压印转移技术的工作原理及优势1.工作原理一般,镭射压印转移可采用凹印、柔印、胶印工艺来实现,但更多地还是采用柔印工艺。
镭射压印转移技术的工作原理如图1所示:首先在印品表面涂布UV光油,通过光学纠偏控制系统对镭射转移膜卷进行纠偏,随后进入压印系统,将印品与镭射转移膜复合在一起,再经UV光照射瞬间固化,最后将印品与镭射转移膜剥离,使镭射转移膜表面的镭射图案转移至印品表面。
2.优势镭射压印转移作为我国纸包装印刷行业的创新技术之一,具有诸多突出优势:使用UV光油,符合绿色印刷要求;个性化镭射图案精美、防伪效果好;镭射转移膜可重复使用,大大降低生产成本;采用光学纠偏控制系统,可用于镭射压印转移套印。
图2所示为两种镭射压印转移印品,其装潢效果、防伪功能和环保性能均是镭射复合膜所无法比拟的。
图2a所示的邀请函是在定量为128g/m2的铜版纸上进行四色印刷后,再进行满版镭射压印转移的效果,大大提升了产品档次;图2b所示的“黄山”烟包则是在定量为250g/m2的白卡纸上采用了满天星镭射压印转移套印(条形码除外),在提升产品档次的同时,也在一定程度上实现了产品的防伪功能。
为降低成本,近年来镭射压印转移设备也有了一些新突破,如应用了特殊波长光束的跟踪纠偏系统以及前规测距技术,实现了在高速印刷过程中的信号识别和处理;生成“冷”UV光,减少了UV灯管工作时所产生的热量对印品和镭射转移膜的不利影响,保证纸面温度控制在50oC以下,使镭射转移膜的变形和老化降至最低,大大提高了镭射转移膜的重复使用次数。
转印膜检验规范
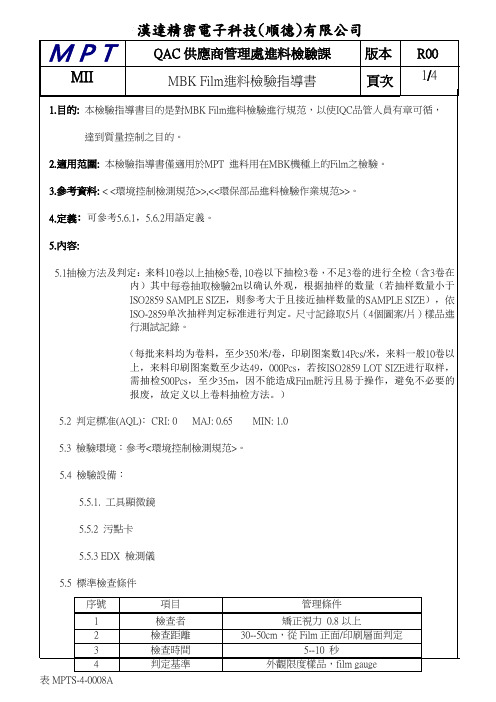
5.7.4對每卷物料抽出2卷時需1人檢驗.1人拉直Film片.以免造成折痕或擦傷.
5.7.5對每批來料需檢查外箱及包裝膠箱是否有破損,箱外及內包裝的料號是否符合標准.
5.7.6檢驗Film片是否缺料及外觀不良等(標准參照5.6).并對每批來料記錄廠商來料批號(外箱生產日期及批號,內膠盒生產日期,Film片包裝袋批號及內層樹脂膠管上的生產日期)。
5
照度(光源)
800-1200Lux(冷白色熒光燈)
5.6Film检验项目
NO
不良項目
試用范圍
判定基准
判定
CRI
MAJ
MIN
1
包裝
現品票
現品票或者貼付現品票的品番是否有誤不允許
型番大小寫及生產日期批號需要正確有追溯性
*
製品外觀
使用3inch規格的紙管或樹脂管
*
包裝
包裝破裂影響外觀或失去保護作用不允許
0.08<W,L<0.4(W≦0.08,L<1.2)
3
凹痕
Film印刷區
凹痕(D<0.7)(0.36≦D<0.7,且N<3)
*
LCD視窗區
D<0.24
4
臟污
Film印刷區
非視窗區,可擦拭掉的點狀髒污(D<3.6),(明顯的D<0.72),
*
線狀髒污(L<7.2)(明顯的L<2.1)
LCD視窗區
視窗區點狀(D<0.28)(例水滴狀之物)
5.3檢驗環境:參考<環境控制檢測規范>。
5.4檢驗設備:
5.5.1.工具顯微鏡
5.5.2污點卡
5.5.3EDX檢測儀
5.5標準檢查條件
激光干涉仪的镭射使用校验操作方式讲解
API激光干涉仪直线轴使用校验操作方法二、FANUC Oi系列 CNC数控系统定位精度误差补偿2.1螺距误差及反向间隙补偿参数介绍:直线轴的数控精度补偿必须设定的参数有:(1No.1320 各轴的正向软限位。
(2No.1321各轴的负向软限位。
(3No.1800#4 切削进给和快速进给是否分别进行反向间隙补偿,0:否、1:是。
(4No.1851 各轴的切削进给反向间隙补偿量,单位μm。
(5No.1852 各轴的快速进给反向间隙补偿量,单位μm。
(6No.3620 各轴参考点的螺距误差补偿号码,范围:0~1023。
(7No.3621各轴负方向最远端的螺距误差补偿号码,范围:0~1023。
(8No.3622各轴正方向最远端的螺距误差补偿号码,范围:0~1023。
(9No.3623各轴螺距误差补偿倍率,范围:0~100。
①注释:存在不规律现象,视设备出厂设置倍率为一倍,除去被厂商锁定的情况,下文会针对常见数设备倍率的选择做出解释。
(10No.3624 各轴螺距误差补偿点的间距,即螺距,范围:0~99999999.(11No.8135#0 NPE 使用存储型螺距误差补偿,此参数可以屏蔽螺距误差功能2.2补偿前的准备工作:(1查看上述所介绍的参数,用以确定机台螺距误差补偿的地址及所需测量的各轴的行程、螺距(数据采样的位置间隔,通过所需测量的行程与螺距来确定所需要采样的点数。
(2导入测试时使用的自动采样数据程式,需要对机床进行预热,使机床达到正常使用的热平衡状态。
②注释:不同螺距,不同行程的机台自动数据采样程式时是存在区别的,但大同小异,下文会通过实例进行阐述。
(3确定伺服电机位置环增益XYZ各轴是否相同(参数1825,βi系列电机一般情况下3000左右,αi系列电机一般5000左右。
(4对激光干涉进行预热。
激光干涉在进行预热状态时,激光会不间断的闪烁。
通过RJ45网络通讯协议,与PC链接好后,PC此时会显示未就绪来提示,当激光干涉预热完成后,激光停止闪烁,PC页面提示路径错误,此时激光干涉仪预热完成。
镭射转移膜的生产工艺技术

镭射转移膜的生产工艺技术一、镭射转移膜市场情况镭射转移膜是近年来随着世界环保要求发展起来的一种全新的工艺技术产物,它不但具备装饰、防伪、利于环保等诸多功能,且成本低廉,经久耐用,逐步得到包装行业的广泛认可及应用,是一种比较理想的高档次的包装材料,比起传统的铝箔或塑料复合材料,在应用上它具有以下优点:① 金属感强、抗氧化、防潮、耐侯、亲油墨性能好,表面适应于各种印刷工艺,可以印刷各种精美的图案;② 无毒无异味,由于转移后的产品不含膜层,有效防止了白色污染,符合国家绿色环保要求; ③ 下游客户使用过程中,载体PET 膜可反复涂布使用,大大减低生产及使用成本;④ 可广泛用于烟、酒、药品、礼品、化妆品类的包装。
特别是在烟包外包上近几年使用量更是飞速增长,如在“红塔山”、“红河”、“黄山”等系列烟包上都有广泛使用。
二、镭射转移膜的产品结构及生产流程:1、产品结构图示及各功能层作用:①载 体:PET 薄膜(16u ~19u ) ②保护层:具备分离效果及决定转移膜 后加工性能 ③成像层:具备模压镭射图案功能及起增强与铝层的密着性作用④铝 层:使镭射转移膜具备强烈金属光泽2、生产流程:PET 薄膜 涂布保护层(具备分离效果) 涂布成像层 激光全息压纹 真空镀铝涂布成像层(具备分离效果)① 镭射转移膜的生产目前主要有两种技术:一种是在PET 膜上涂布两层不同功能涂料后,才进行激光全息压纹工序;一种是后期才发展起来的只需涂布一层功能涂料,便可进行激光全息压纹工序,但涂层的性能同样达到转移膜的技术要求,由于工序减少后生产成本降低,现在大部分生产镭射转移膜厂家都采用第二种生产工艺。
② 目前镭射转移膜生产技术仍以有版缝的模压效果为主,但从2007年下半年开始,随着无版缝模压技术的推出,市场上亦开始出现了无缝镭射转移膜产品,但由于技术仍处于开发期,要取代有版缝镭射转移膜仍需较长的一段时间。
三、镭射转移膜的生产设备:生产镭射转移膜的主要设备包括:高精密涂布机、真空镀铝机、激光全息压纹机(及配套电铸设备)、分切机。
镭射检测基础知识
光束型 20*500µm~300*9500
Page:10/24
c 影響因素: 表面光澤度
表面粗糙度
被測物顏色 傾斜角度 環境光強度,溫度,濕度等
Page:11/24
d 安裝注意事項:
Laser Sensor安裝_1:
不同顏色
Correct Incorrect Correct
不同高度
Incorrect
Page:12/24
Laser Sensor安裝_2:
待測物旋轉
Correct Incorrect Correct
深孔檢測
Incorrect
Page:13/24
Laser Sensor安裝_3:
待測物靠牆
Correct Incorrect
受激輻射式光頻放大器
簡稱“激光器”
說明:處于高能量的原子在光
子的“刺激”或者“感應”下 躍遷低能級,并輻射出一個和 入射光子同樣頻率的光子,此 高能量光子部分發射出去,形 成我們使用的鐳射,部分回饋 原子繼續激發下一個光子。
Page:2/24
1.2. 鐳射的组成
鐳射一般由三部分組成: 工作介質
1.2.1 工作介質
a 結構原理:
使用三角量測系統,采用一 個CCD作為光接收元件﹐由目標 反射回來的光線通過接收透鏡組 并聚焦于CCD, 反射光在CCD上的 位置隨著目標物改變而改變,通 過檢測該變化就可以測量物體的 位移量
Page:9/24
b 基本參數: 測量精度:再現性0.01µm~2µm
測量範圍:10+/-1㎜, 500+/-500㎜
Page:14/24
镭射检验规范
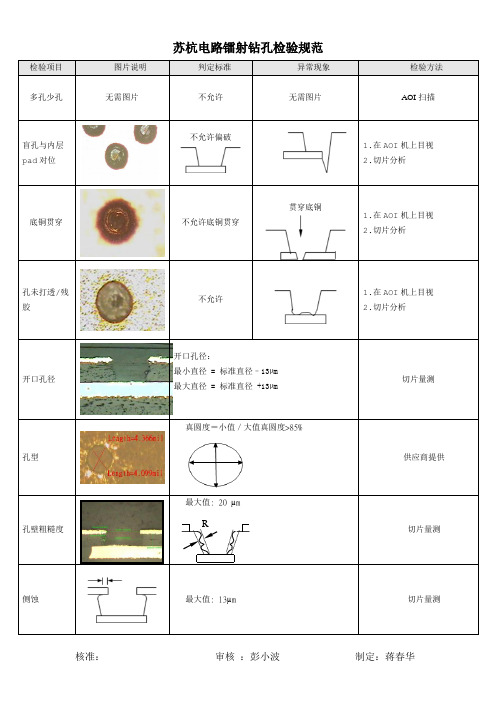
切片量测
孔型
真圆度=小值/大值真圆度>85%
供应商提供
孔壁粗糙度
R
最大值: 20µm
切片量测
侧蚀
最大值: 13µm
切片量测
核准:审核:彭小波制定:蒋春华
检验项目
图片说明判定标准异常现象来自检验方法多孔少孔
无需图片
不允许
无需图片
AOI扫描
盲孔与内层pad对位
不允许偏破
1.在AOI机上目视
2.切片分析
底铜贯穿
不允许底铜贯穿
贯穿底铜
1.在AOI机上目视
2.切片分析
孔未打透/残胶
不允许
1.在AOI机上目视
2.切片分析
开口孔径
开口孔径:
最小直径=标准直径–13µm
外发加工镭雕件检验规范
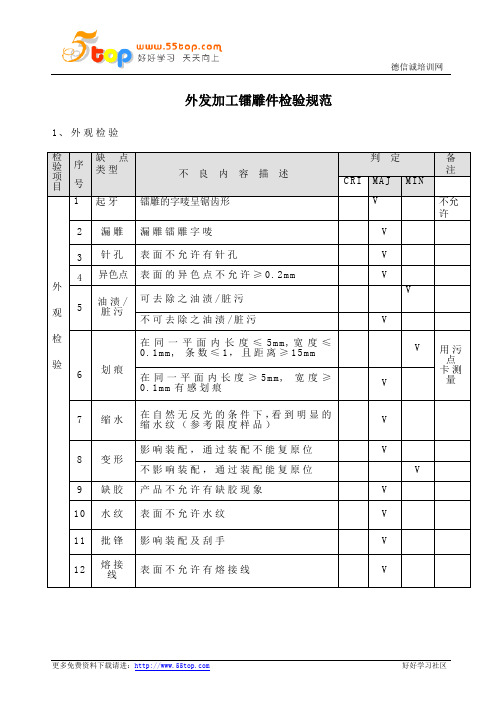
外发加工镭雕件检验规范1、外观检验2 、尺寸检测:严格按照文控中心所发放的图纸或样品,用卡尺、工具显微镜或投影仪测量产品的长度、宽度、厚度等关键尺寸,公差按照±0.05进行检验,并记录在检验报告中,当非关键尺寸有特殊要求时也要测量。
3 、附着力测试:用锋得刀片(刀锋角度为15º~30º)在测试样板表面划10X10个1mmX1mm或(5X5个2mmX2mm)小网格,每一条划线应深及油漆层的底材;用毛刷将测试区域的碎片刷干净;用3M 600号胶纸牢牢粘住被测试小网格,并用橡皮擦拭胶带,以加大胶带与测试区域的接触面积及力度;用手抓住胶带的一端,将胶带呈45º角迅速扯下胶纸,粘揭3次,每次使用新的胶带.要求附着力达4B(或3B)为合格.5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆层脱落;4B-在划线的交叉点处有小片的油漆层脱落,且脱落总面积小于5%;3B-在划线边缘及交叉点处有小片的油漆层脱落,且脱落总面积在5%~15之间2B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在15%~35之间1B-在划线边缘及交叉点处有成片的油漆层脱落,且脱落总面积在35%~65之间0B-在划线的边缘及交叉点处有成片的油漆层脱落,且脱落总面积≥65%注1: 当测试面积较小时,不要求一定要划10X10个小方格,可以根据测试面积的大小确定划格的数目.注2: 当油漆层的厚度小于50µm时,划10X10个1mmX1mm的小方格; 当油漆层的厚度大于50µm时,划5X5个2mmX2mm的小方格.注3: 对于表面光滑的喷油件,表面附着力达4B以上;对于表面有皮纹的油漆层,要求附着力达3B以上.4、耐磨性测试:用专用的RCA耐磨测试仪及专用的纸带,施加175g的载荷,带动纸带在样本表面磨擦200个循环, 油漆层不露底材为合格.(供应商提供测试报告)5 、耐醇测试:用纯棉布蘸满无水酒精(浓度≥99.5%),包在专用的500g砝码头上(包上棉布后测试头的面积为1平方厘米),以40次/分钟~60次/分钟的速度,20mm左右的行程,在样本表面来回擦拭200个循环,试验完成后以油漆层无变色、不露底材为合格.(供应商提供测试报告)6、漏光测试:镭雕的字唛和喷油的部分对准小手电筒光线,不能有像针孔似的光线射出。
一种镭射膜检测拉伸装置

专利名称:一种镭射膜检测拉伸装置专利类型:实用新型专利
发明人:陶福春,徐祥祥
申请号:CN202122148449.0
申请日:20210907
公开号:CN215640586U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种镭射膜检测拉伸装置,包括步进电机箱和连接件,所述步进电机箱的内部固定安装有减速机,所述减速机的输出端连接有输出连接杆,所述步进电机箱的上表面固定安装有固定连接杆,所述固定连接杆和所述输出连接杆均为两个,所述输出连接杆的上端通过连接件均连接安装有螺旋丝杆,所述固定连接杆的上端通过连接件连接安装有滑杆,所述滑杆的表面均滑动安装有下夹紧测试机构,所述滑杆的上端固定安装有上夹紧测试机构。
本实用新型所述的一种镭射膜检测拉伸装置,能够大大提高运输时存放的数量,提高运输效率,并且该结构拆卸安装起来简单快捷,因此其具有良好的实用性。
申请人:南京万新薄膜制品有限公司
地址:210000 江苏省南京市溧水区永阳镇水保路20号2幢
国籍:CN
代理机构:南京中律知识产权代理事务所(普通合伙)
代理人:沈振涛
更多信息请下载全文后查看。
Abbemat300 拉丝镭射转移纸甜度应用报告
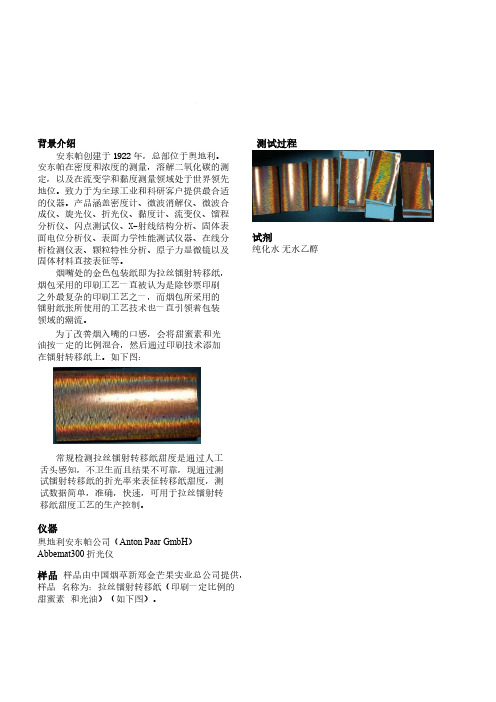
背景介绍测试过程安东帕创建于1922年,总部位于奥地利。
安东帕在密度和浓度的测量,溶解二氧化碳的测定,以及在流变学和黏度测量领域处于世界领先地位。
致力于为全球工业和科研客户提供最合适的仪器。
产品涵盖密度计、微波消解仪、微波合成仪、旋光仪、折光仪、黏度计、流变仪、馏程分析仪、闪点测试仪、X-射线结构分析、固体表面电位分析仪、表面力学性能测试仪器、在线分析检测仪表、颗粒特性分析、原子力显微镜以及固体材料直接表征等。
烟嘴处的金色包装纸即为拉丝镭射转移纸,烟包采用的印刷工艺一直被认为是除钞票印刷之外最复杂的印刷工艺之一,而烟包所采用的镭射纸张所使用的工艺技术也一直引领着包装领域的潮流。
为了改善烟入嘴的口感,会将甜蜜素和光油按一定的比例混合,然后通过印刷技术添加在镭射转移纸上。
如下图:常规检测拉丝镭射转移纸甜度是通过人工舌头感知,不卫生而且结果不可靠,现通过测试镭射转移纸的折光率来表征转移纸甜度,测试数据简单,准确,快速,可用于拉丝镭射转移纸甜度工艺的生产控制。
仪器奥地利安东帕公司(Anton Paar GmbH)Abbemat300 折光仪样品样品由中国烟草新郑金芒果实业总公司提供,样品名称为:拉丝镭射转移纸(印刷一定比例的甜蜜素和光油)(如下图)。
试剂纯化水无水乙醇1.开机,调用方法:Refractive Index。
2.用纯化水(20℃)进行校验,校验通过。
3.配置标准曲线:分别按甜蜜素比光油2:1, 3:1, 4:1, 5:1 配制混合液,通过印刷技术涂在镭射转移纸上作为标准样品备用。
4.用剪刀裁剪出比棱镜稍微大一些的样品直接放至在棱镜上。
使用固体压片附件,固定扭矩0.65uN,确保样品与棱镜完好的贴合,设置温度为20℃,等待温度稳定后,按start键进行测量。
5.测量结束后,将样品擦除,并用纯化水和无水乙醇分别进行清洗棱镜。
测量结果1. water check2.样品测量结果2.1 拉丝镭射转移纸标准曲线:新一代 Abbemat 折光仪结论1. 整个操作过程中,仪器测样快速,稳定。
基于机器视觉的镭射膜跑偏检测

基于机器视觉的镭射膜跑偏检测黄梦涛;魏璐【摘要】Aiming at the problem of running deviation which exists in the process of laser film slitting, this paper proposes a detection based on machine vision. Geometric features of laser film image are collected by using CCD camera, then it uses the improved Canny algorithm for edge detection of laser film after pretreatment and creates ROI area. Feature lines are obtained by using Hough transform and the deviation angle of laser film is calculated at last. The results of the experiment show that the improved Canny algorithm can detect more complete and clear edge details and it has strong adaptability. The effect of Hough transform for feature extraction on laser film is better, which provides a more accurate basis for the calculation offset of laser film in the future.%针对镭射膜纵切过程中的跑偏问题,提出一种基于机器视觉的检测方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标题:镭射膜标准
1 范围
本标准规定了镭射膜的技术要求,试验方法、验收规则和标志、包装、运输、存储等。
本标准适用于本厂生产镭射复合卡纸类产品(包括:镭射定位复合、转移纸,镭射素面复合、转移纸,镭射横光柱复合、转移纸等)所用镭射膜。
2 引用标准
——
3 分类
分为镭射转移膜和镭射复合膜两类,镭射复合膜又分为PET和OPP两种材质。
4 技术要求
4.1 外观
4.1.1 表面点等外观要求详见下表各产品标准
4.1.2不允许有明显起花、暗影、发雾、色差等缺陷。
4.1.3端面切边整齐、不允许有转移层脱落产生的铝屑(介质屑)、缺口等缺陷。
4.1.4表面镀层均匀,不允许脱铝(介质)、白点、镀空线、镀空点。
转移膜镀层应卷在内层。
4.2 内在质量
4.2.1全息效果完整,清晰明亮,均匀,色彩变化丰富,同一批产品中全息效果基本一致。
4.2.2横光柱方向与膜放卷方向垂直,竖光柱与膜放卷方向平行不允许有倾斜的现象。
镭射图案方向一致
4.2.3 每版中的光柱位置要统一,不允许有变化。
4.2.4 表面不允许有明显拼版缝。
4.2.5无版缝转移膜表面要求同上,在接缝处应无干涉条纹、黑色区域、包版胶带痕迹、转移层龟裂产生的脱铝、膜面褶皱等缺陷。
4.3 相关尺寸及物理性能应符合(表1~表12)要求:
4.3.1 表1 光柱镭射膜技术标准(定版距)
表2 镭射定位转移膜技术标准(泰山华贵)
表3 素面镭射膜技术标准(定版距)
表4 素面无版缝膜(复合、转移)技术标准
表5 无版缝光柱转移膜技术标准(哈德门醇香)
表6 光柱无版缝转移膜技术标准(红塔山经典100)表7 无版缝光柱转移膜技术标准(黄鹤楼)
表8 金色专版转移膜技术标准(黄鹤楼蓝带)
表9 云烟(紫)定位转移膜技术标准
表10 素面镭射膜技术标准(特高红中南海外销)
表11 素面镭射膜技术标准(白沙二代定版距)
表12 无版缝光柱介质转移膜技术标准(大鸡)
表1 光柱镭射膜技术标准(定版距)
表2 镭射定位转移膜技术标准(泰山华贵)
表3 素面镭射膜技术标准(定版距)
注:①因复合膜与转移膜生产工艺不同,需检膜面亮度作为判定依据
表4 素面无版缝膜(复合、转移)技术标准
注②:因复合膜与转移膜生产工艺不同,需检膜面亮度作为判定依据
表5 无版缝光柱转移膜技术标准(哈德门醇香)
表6 光柱无版缝转移膜技术标准(红塔山经典100)
表7 无版缝光柱转移膜技术标准(黄鹤楼)
表8 金色专版转移膜技术标准(黄鹤楼蓝带)
表9 云烟(紫)定位转移膜技术标准
表10 素面镭射膜技术标准(特高红中南海外销)
表11 素面镭射膜技术标准(白沙二代定版距)
表12 无版缝光柱介质转移膜技术标准(大鸡)
4.4复合膜应测量表面牢度:用透明胶带粘拉无铝层脱落。
5 试验方法
5.1 检验场所:GB/T 2 918规定的试样的处理和测定要求,检验场所温度(25±5)℃,相对湿度(50±5)%。
5.2 试样采取:去掉镭射膜表层,沿镭射膜的横向隔开,取2层作外观、规格尺寸、及物理机械性能测试。
用纸芯卷好,标明相关信息。
5.3 外观
5.3.1 在40W的日光灯或自然光线下,目测检验基膜的外观质量及膜卷管芯质量。
5.4 宽度测量按 GB/T 6673的规定进行。
5.5 厚度测定按 GB/T 6672的规定进行。
测量仪器的最小分度值应不大于0.2um。
5.6 拉伸强度按照 GB/T 13022进行。
采用长条形试样。
试样宽(15±0.1)mm,至少长150mm,夹具间距为l00mm,按顺序编号后,逐一进行测量,拉伸速度为(100± 10)mm/min,分别测试试样纵、横向各5条,以平均值作为测试结果(断裂部位距夹口10mm以内,测试数据无效)。
试样断裂时拉伸时间确保在5s~30s。
6 抽样方法及验收规则
6.1 检验批:以一次到货为检验批。
6.2 检验项目为挥发性有机化合物、色差、幅宽偏差、全息效果、对角线偏差、接头(无版缝)、有效幅宽(定位)、外观。
6.3 抽样方案
抽检比例对照表
注:一批到货多于100卷,另计批次。
挥发性有机化合物试样的抽取按《成品及材料中挥发性有机化合物的限量标准》执行。
6.4 不合格分类
不合格分类应符合表2规定
表2 不合格的分类
6.5 判定规则
样本检验中若出现一个或一个以上A类不合格项,或若出现两个或两个以上B 类不合格项,应在该批产品中重新加倍取样对不合格项进行复检,若复检结果不合格,则判定该批产品不合格;若复检结果合格,则应在该批产品中对不合格项进行第二次复检,最终结果以第二次复检结果为准。
C类幅宽偏差、版距偏差小于标准时判为不合格,大于标准时不作为否决项;铝层厚度为辅助检测项不作为否决项。
7.1 标志
外包装应有合格证,注明产品名称、规格、生产日期、批号、检验章、生产单位,以及相应防护标志。
7.2 包装
每卷膜用塑料薄膜包装好,两端用带有泡沫塑料的夹板支撑保护,并用塑料塞头塞紧,用适当的包装材料包装。
特殊包装由供需双方商定。
7.3 运输
运输时应小心轻放,防止机械碰撞和日晒雨淋。
7.4 贮存
应保存在整洁、干燥通风的库房内,妥善堆放,距离热源2m以上,不能受强光直射。
贮存期限从生产之日起不超过一年。
超过贮存期时,可按本标准进行检验,如果质量符合标准要求,产品仍可使用。