新一代智能干法选煤技术.pdf
智能干选机在煤矿选煤厂的应用探究
智能干选机在煤矿选煤厂的应用探究发布时间:2022-06-22T06:31:55.897Z 来源:《科技新时代》2022年5期作者:孙志伟[导读] 供给侧改革日益深入,煤炭行业面临转型升级的紧迫性。
通过新技术和新设备的应用推动煤矿企业加快完成转变是一条非常重要的途径。
陕西陕煤韩城矿业有限公司桑树坪二号井陕西省韩城市 715407摘要:供给侧改革日益深入,煤炭行业面临转型升级的紧迫性。
通过新技术和新设备的应用推动煤矿企业加快完成转变是一条非常重要的途径。
在煤矿选煤生产中,采用智能化设备和技术是大势所趋。
通过对智能干选机的原理特征进行分析,探究智能干选机在煤矿选煤生产中的应用,帮助煤矿企业提质增效,推动煤炭产业结构调整和新旧动能转化,释放出更多的发展活力。
关键词:煤矿;选煤;智能干选系统;原理;应用1引言韩城矿业桑树坪二号井最初从建设系统人工选矸很大程度上存在效率低下、矸中带煤、疲劳度、责任心等诸多缺陷,再加上扩建后煤层的原因,升井后1000*300mm的块料中含矸率最高时可达50%,因此导致很多矸石无法排出,影响成品煤的热值,最终降低了煤矿效益。
选矸工人人工费用及选矸过程中潜在的安全隐患是煤矿亟待解决的问题。
从国家及行业发展形势看,我国选煤技术的未来发展重点将侧重于适用于缺水地区的干法或省水选煤技术,采用智能分选系统,提高选煤厂煤矸石分选智能化水平符合行业发展的主流趋势。
2入选原煤煤质分析二号井煤质3号煤经过专业试验后得到煤样灰分、水分、发热率、块煤产率等信息。
入选原煤煤质分析结果表明,大于50毫米,小于100毫米的块煤含量高。
原煤随着颗粒粒度降低,灰分也呈现出降低趋势,灰分比临近粒度级高。
小于0.5毫米的煤泥产率约为4.8%,在实际生产全入洗的情况下,洗选过程中产生的浮沉煤泥率高。
因此,应尽量减少原煤下水。
3智能干选机原理及技术特点?智能干选机主要包括煤矸识别装置、除尘装置、输送装置、储气装置。
TDS智能干选系统在煤矿中的研究与应用
TDS智能干选系统在煤矿中的研究与应用发布时间:2022-08-12T03:33:16.742Z 来源:《科学与技术》2022年第30卷第3月第6期作者:王磊[导读] TDS智能干选技术是基于射线识别的选煤新技术,实现了集中控制、智能化选矸、装车、巡检。
王磊兖矿新疆矿业有限公司硫磺沟煤矿新疆乌鲁木齐 830000 摘要:TDS智能干选技术是基于射线识别的选煤新技术,实现了集中控制、智能化选矸、装车、巡检。
针对人工拣矸作业效率低、煤场扬尘大、装车量控制不准,导致后续细选系统分选效果不佳等问题,硫磺沟煤矿决定采用TDS智能干选系统进行分选,替代传统人工拣矸作业。
生产实践表明,TDS智能干选系统分选110~20 mm块煤时成效显著,矸中带煤率平均为1.93%,矸石排出率平均为98.59%。
TDS智能干选系统的应用提升了选煤能力,增加了产品产量,节省了人工成本,提高了矿井的经济效益。
关键词:TDS智能干选系统、智能、研究应用1. 煤场改造的必要性(1)矸石拣出率低,煤炭发热量不达标,影响后续选煤能力,增加加工成本。
人工拣矸作业受人为因素影响,经常会出现由于人员疲惫和疏忽,矸石拣出率不能保证;并带来如下问题:一是降低煤炭发热量,由于大块矸石拣出率不高,大块煤中未拣出的矸石经破碎后影响煤质降低发热量;二是降低分选效果,矸石形成煤泥不易沉降,导致煤流系统负荷大,现场只能通过采用降低入选量的方式维持生产;三是增加块煤破碎机功耗及维修量;此外矸石对皮带、筛板、溜槽、设备等磨损严重,无形中增加了设备损耗。
(2)人工拣矸作业作为选煤厂的传统作业环节,一直存在工人劳动强度高、噪声大、粉尘大、工作环境差的问题。
(3)矿井的自动化水平较高,将人工拣矸作业改为智能排矸后,真正实现矿井、选煤厂的自动化生产。
2.2 TDS智能干选系统分选原理与技术特点2.1分选原理TDS智能干选系统由给料、识别、执行3个主要系统和配套的供风、除尘、配电、控制等辅助系统组成,其分选原理如图所示。
煤矿井下智能选矸技术(干选)装置及工艺
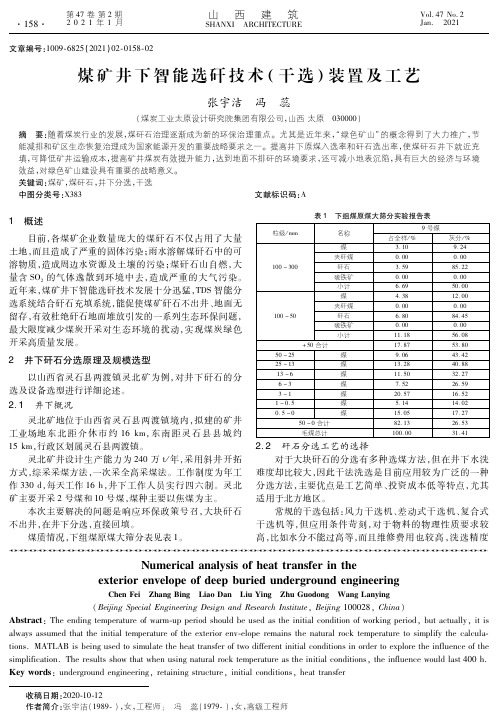
文章编号:1009 6825(2021)02 0158 02煤矿井下智能选矸技术(干选)装置及工艺收稿日期:2020 10 12 作者简介:张宇洁(1989 ),女,工程师; 冯 蕊(1979 ),女,高级工程师张宇洁 冯 蕊(煤炭工业太原设计研究院集团有限公司,山西太原 030000)摘 要:随着煤炭行业的发展,煤矸石治理逐渐成为新的环保治理重点。
尤其是近年来,“绿色矿山”的概念得到了大力推广,节能减排和矿区生态恢复治理成为国家能源开发的重要战略要求之一。
提高井下原煤入选率和矸石选出率,使煤矸石井下就近充填,可降低矿井运输成本,提高矿井煤炭有效提升能力,达到地面不排矸的环境要求,还可减小地表沉陷,具有巨大的经济与环境效益,对绿色矿山建设具有重要的战略意义。
关键词:煤矿,煤矸石,井下分选,干选中图分类号:X383文献标识码:A1 概述目前,各煤矿企业数量庞大的煤矸石不仅占用了大量土地,而且造成了严重的固体污染;雨水溶解煤矸石中的可溶物质,造成周边水资源及土壤的污染;煤矸石山自燃,大量含SO2的气体逸散到环境中去,造成严重的大气污染。
近年来,煤矿井下智能选矸技术发展十分迅猛,TDS智能分选系统结合矸石充填系统,能促使煤矿矸石不出井、地面无留存,有效杜绝矸石地面堆放引发的一系列生态环保问题,最大限度减少煤炭开采对生态环境的扰动,实现煤炭绿色开采高质量发展。
2 井下矸石分选原理及规模选型以山西省灵石县两渡镇灵北矿为例,对井下矸石的分选及设备选型进行详细论述。
2.1 井下概况灵北矿地位于山西省灵石县两渡镇境内,拟建的矿井工业场地东北距介休市约16km,东南距灵石县县城约15km,行政区划属灵石县两渡镇。
灵北矿井设计生产能力为240万t/年,采用斜井开拓方式,综采采煤方法,一次采全高采煤法。
工作制度为年工作330d,每天工作16h,井下工作人员实行四六制。
灵北矿主要开采2号煤和10号煤,煤种主要以焦煤为主。
智能分选

图ZFG型系列智能分选机是神州集团最新研制成功的干法选煤产品,该产品适用于80〜300mm粒度级的煤、矸分离,填补了市场上对于大块煤干法分选的空白,完全取代手选;该系统具有识别精度高、完全自动化、运转平稳可靠、维修量小等优点。
处理量可根据用户要求进行调整,能够实现大型化,是大粒度物料分选的理想设备。
Интеллектуальный сепаратортипа ZFGявляется последной продукцией для обогащения угля сухим методом, которую происходит иследование и производство Группа Шэнь Чжоу.Данная машина применяется для разделения угля с породойразмером 80〜300mm, это заполнит пробел на рынке обогащения кускового угля и заменяет ручкой выбор; настоящяя ситема отличается высокой точности различия, сплошной автоматизацией, стабильной работой, малыми дефектами и т.д. Производительность может регулировать в соответствии с требованиями клиента. Это является идеальным оборудованием для обогащения материал крупного куска.性能特点1、自动化程度高,完全环保。
2、运转平稳、无易损传动部件、维修量小,运行成本低。
3、采用最新智能分选技术,分选效率高,精度高。
4、原煤入选无水分要求。
TDS智能干选机在永明煤矿的应用

i
td
r
epa
r
a
t
i
on,l
umpc
oa
ld
r
epa
r
a
t
i
on,gangues
l
imi
ng,gangued
i
s
cha
r
a
t
e
gen
ys
ys
ger
ywo
陕 西 永 明 煤 矿 有 限 公 司 (以 下 简 称 “永 明 煤
矿”)隶属于山东能源临沂矿业集团,配套有重介
/h.选 煤 厂 现 有 排 矸 工 艺 为: 原
产能力约为 210t
+ 浮 选 工 艺 选 煤 厂, 选 煤 厂 现 阶 段 处 理 能 力 为
/a. 矿 井 主 要 开 采 3 号 和 5 号 煤, 其 中
1
20 Mt
采用 人 工 拣 矸 进 行 分 选, 块 煤 经 破 碎 机 破 碎 至
+50 mm块煤产率约为 8
5% , +25 mm 块煤产率
水浓度 增 高, 重 介 和 浮 选 分 选 效 果 变 差, 介 耗 升
/h 和 延
高,现场只能通过采用降 低 入 选 量 至 210t
长煤泥水系统生产时间的方式维持生产;三是增加
块煤破碎 机 功 耗 及 维 修 量; 四 是 增 加 洗 选 加 工 成
本,未拣出矸石进入洗选系统,既增加了选煤厂的
lp
r
epa
r
a
t
i
onc
apa
c
i
t
nc
r
e
a
s
edp
r
oduc
“双碳”背景下干法选煤技术研究新进展
“双碳”背景下干法选煤技术研究新进展
贾金鑫;胡丙升;宋俊超;岳世松;陈坤
【期刊名称】《选煤技术》
【年(卷),期】2024(52)1
【摘要】干法选煤技术适合高寒干旱地区煤炭的分选加工,尤其对于我国来说,大的煤炭基地都位于中西部缺水地区,发展干法选煤是我国未来煤炭分选一个大的发展趋势。
文章简要介绍了几种常用的干法选煤设备。
然后分析了“双碳”背景下,我国干法选煤技术的新进展和新方向,包括以射线干选机、风力干选机为代表的大型干法选煤设备,专用于0~13mm细粒级煤炭干法分选技术,以及干选智能化建设领域的研究进展:射线类干法分选机通过双源识别算法的改进升级,使识别精读进一步提升;风力干选设备通过研制分选床面横向、纵向角度伺服控制系统和数字供风系统,以及建立选煤过程闭环控制数学模型和干法选煤数字孪生平台等实现智能化管理模式。
最后,笔者从绿色干法分选、高效干法分选、智能干法分选三方面展望了新形势下干法选煤技术的发展方向。
【总页数】5页(P1-5)
【作者】贾金鑫;胡丙升;宋俊超;岳世松;陈坤
【作者单位】中煤科工集团唐山研究院有限公司;河北省煤炭洗选工程技术研究中心
【正文语种】中文
【中图分类】TD94
【相关文献】
1.干法选煤技术研究及应用的新进展
2.双碳和智能化背景下的选煤厂设计现状与展望
3.“双碳”目标背景下我国选煤行业发展现状与展望
4.“双碳”目标下促进干法选煤技术应用研究
5.“双碳”背景下我国推广干法选煤必要性及其应用策略研究
因版权原因,仅展示原文概要,查看原文内容请购买。
干法选煤技术在选煤厂的应用研究

干法选煤技术在选煤厂的应用研究摘要:在选煤方面,各种类型的选煤技术大量应用。
干法选煤技术可以防止煤炭和水的接触,在水资源稀缺与温度较低的地区,这种技术优势更为明显。
因此,对干法选煤技术在选煤厂的应用进行分析有着较为重要的意义。
关键词:干法选煤;技术要点;应用引言近些年,智能干法选煤技术在我国煤炭分选行业得到了越来越广泛的应用,该项技术结合智能化技术,不仅能够代替人工完成部分选煤工作,同时能够提高选煤作业效率,对于提高煤矿生产效率具有重要的作用。
煤矿在智能干法选煤技术方面的应用较为先进,通过该项技术的应用,使得其生产效率得到全面提升。
1智能化选煤厂概念智能化选煤厂是以构建数字化工厂为基础,利用AI、大数据、云计算、物联网、智能机器人等技术,进行现场信号处理、数据采集、逻辑运算、闭环控制等,实现洗煤生产过程检测的数字化、工艺控制智能化、管理决策信息化等功能,达到选煤生产工艺流程运行平稳、人工干预弱化、企业管理规范、自我堵塞漏洞、工作效率高等目的,贯穿于全过程的要素数字流与数字运算,消除控制单元、子系统之间的信息通讯孤岛和控制壁垒,形成一个互联互通共享的完整体系。
2干法选煤的必要性浅通道密度介质分离器、模板等设备在选煤过程中具有成熟的经验和巨大的设备处理能力,经常用于燃煤电厂的分离。
当最后的煤被湿法选煤过程分离时,存在着清洁煤含水量高、污泥水处理系统负荷高、粗煤容易稀释时淤泥产量大等问题。
,而最后一批煤炭候选人的比例显然是有限的。
为了减少煤粉的生产,传统方法是使用移动筛板模板或平板槽密度介质分离器提前卸下便宜货。
中密度无压旋流器工艺可减少二次磨削量,有利于随后的滑水处理,但底部煤与水的接触是无法避免的,底部煤的固井问题也无法从根本上解决。
即使是适合湿法分离的煤炭类型,如果产品定位为电厂煤炭,该地区也不会缺水,原煤只需从煤矸石中排放,采用简单工艺少投入的干燥分离就能满足要求,所以没有必要进行深度分离。
干煤的制备可以有效地避免最后煤的湿沉降引起的滑移问题。
煤炭行业智能化选煤与配煤方案

煤炭行业智能化选煤与配煤方案第1章引言 (2)1.1 研究背景与意义 (2)1.2 国内外研究现状分析 (3)第2章煤炭行业概述 (3)2.1 煤炭在我国能源结构中的地位 (3)2.2 煤炭行业发展趋势及挑战 (3)第3章选煤技术概述 (4)3.1 选煤基本概念及分类 (4)3.2 选煤技术发展历程及现状 (5)第4章智能化选煤技术 (6)4.1 智能化选煤技术发展概况 (6)4.1.1 选煤技术的历史演变 (6)4.1.2 智能化选煤技术现状 (6)4.1.3 智能化选煤技术发展趋势 (6)4.2 人工智能在选煤领域的应用 (6)4.2.1 人工神经网络在选煤中的应用 (6)4.2.2 机器学习在选煤中的应用 (7)4.2.3 深度学习在选煤中的应用 (7)4.2.4 无人机和遥感技术在选煤中的应用 (7)4.2.5 大数据技术在选煤中的应用 (7)第5章选煤工艺与设备 (7)5.1 选煤工艺流程及设备配置 (7)5.1.1 选煤工艺流程 (7)5.1.2 设备配置 (8)5.2 智能化选煤设备研发与应用 (8)5.2.1 智能化选煤设备研发 (8)5.2.2 智能化选煤设备应用 (8)第6章配煤技术概述 (9)6.1 配煤基本概念及分类 (9)6.1.1 按照配煤方法分类 (9)6.1.2 按照配煤目的分类 (9)6.2 配煤技术在煤炭行业的应用 (9)6.2.1 动力配煤 (9)6.2.2 炼焦配煤 (9)6.2.3 化工配煤 (10)6.2.4 环保配煤 (10)6.2.5 节能配煤 (10)第7章智能化配煤技术 (10)7.1 智能配煤算法研究 (10)7.1.1 配煤算法概述 (10)7.1.2 基于神经网络的智能配煤算法 (10)7.1.3 基于遗传算法的智能配煤算法 (10)7.1.4 基于粒子群优化算法的智能配煤算法 (10)7.2 智能化配煤系统设计与实现 (11)7.2.1 系统架构设计 (11)7.2.2 数据采集与预处理 (11)7.2.3 配煤算法模块设计 (11)7.2.4 系统实现与优化 (11)7.2.5 系统测试与评价 (11)第8章数据采集与处理 (11)8.1 选煤与配煤数据采集技术 (11)8.1.1 自动化传感器技术 (11)8.1.2 数据采集系统 (11)8.1.3 无人机与遥感技术 (12)8.2 数据预处理与特征工程 (12)8.2.1 数据清洗 (12)8.2.2 特征提取与选择 (12)8.2.3 特征变换 (12)第9章模型评估与优化 (12)9.1 模型评估指标与方法 (12)9.1.1 评估指标 (13)9.1.2 评估方法 (13)9.2 模型优化策略与应用 (13)9.2.1 数据预处理优化 (13)9.2.2 模型参数调优 (13)9.2.3 模型融合 (14)9.2.4 模型正则化 (14)9.2.5 模型迁移学习 (14)第10章案例分析与前景展望 (14)10.1 智能化选煤与配煤案例分析 (14)10.1.1 案例一:某大型选煤厂智能化改造项目 (14)10.1.2 案例二:基于大数据的配煤方案优化 (14)10.1.3 案例三:智能化选煤与配煤技术在煤炭物流中的应用 (14)10.2 煤炭行业智能化选煤与配煤前景展望 (14)10.2.1 技术发展趋势 (15)10.2.2 政策推动与市场需求 (15)10.2.3 产业协同发展 (15)10.2.4 国际化发展 (15)第1章引言1.1 研究背景与意义全球经济的快速发展,能源需求不断增长,煤炭作为我国主要的能源结构,在国民经济发展中占有举足轻重的地位。
智能化选煤技术的优势及关键技术

智能化选煤技术的优势及关键技术摘要:世界经济发展的脚步已经来到了以智能化、信息化技术为生产过程知道的工业4.0革命时期,在此时期,作为传统能源代表的煤炭代表应该顺应时代技术的发展,运用信息化、自动化、智能化的选煤工具进行煤炭的选择工作,唯有此,方能在今后的能源市场有立足之地。
关键词:智能化;选煤厂;框架引言洗煤厂的主要任务是对煤炭进行分选,除去原煤中的杂质,获得工业使用的精煤。
洗煤厂是煤炭加工的重要场所,保证其运行的可靠性具有重要意义。
随着科学技术的发展,中国国有煤矿的洗煤厂基本上已经实现了自动化,主要包括信息管理、数据采集和处理、远程在线控制等方面。
信息管理主要是通过工业用的PLC 实现的,而远程在线控制的实现依赖于DP工业线和计算机网络。
自动化洗煤厂是智能化洗煤厂发展的基础,即智能化是自动化发展的高级阶段。
1我国选煤技术发展历程选煤也称洗煤,是指从原煤中分选出符合用户质量要求的精煤的过程。
煤炭的洗选主要是从源头上提高煤炭质量和煤炭利用率,节约运力,降低环境污染。
纵观国内选煤厂发展历程,我国选煤厂装备主要经历四个阶段:1.1人工挑选阶段初始选煤厂主要是把煤炭中的矸石分离出来,以提高煤炭的质量,使煤炭的发热量增加,此为最初始模式。
1.2单机装备阶段随着我国工业化进程的发展,有一些煤炭分选设备的出现,这阶段主要还是简单的单机装备,一人一机操作,但仍大大提高了煤炭分选的效率,但缺点是装备反应慢,不能有效控制产能和生产效率,产品质量也不稳定。
1.3自动化选煤阶段20世纪末期,随着我国工业化进程的加快,信息自动化建设的升级,出现自动化选煤装备,自动化选煤装备的出现,标志着我煤炭洗选进入了一个新的发展阶段。
虽然煤炭洗选进步较大,自动化分选装备可随时调取选煤数据,但装备运行状态不能得到系统管理,非计划停机的状态仍偶有发生。
1.3智能化选煤阶段现阶段,在高度互联和人工智能的数字时代下,催生了智能化选煤厂,即以物联网技术为支撑,融合行业技术、机械、电气、传感器、软件、人工智能等多学科知识,实现设备智能运行、状态智能监测、生产系统智能调整、工艺参数智能设定,大幅降低员工劳动强度,减少作业人员数量,稳定产品质量、降低成本、提高效率。
智能化选煤厂关键技术研究与应用
智能化选煤厂关键技术研究与应用摘要:目前,国家提出智能制造的战略方针,各行各业开始了如火如荼的智能化建设。
智能化发展势如破竹,究其根源,在于我国经济的迅速发展带来社会主要矛盾的变革,重复繁琐的劳作已经丧失了对当代青年的吸引力,人们将注意力更多地转移到对生活品质的追求。
因此,利用不断发展的现代制造业解放双手,营造舒适的工作与生活环境是国家和社会共同进步的目标。
关键词:智能化选煤厂;关键技术;应用引言煤炭是我国的主体能源和重要工业原料。
选煤厂作为煤炭工业现代化生产的重要环节,是煤炭清洁高效利用和绿色生产的关键。
随着科学技术水平的快速发展,以物联网、大数据和人工智能等技术为依托的自动化、智能化生产设备在选煤厂得到广泛应用,在实现洗选过程的远程监控同时还提高生产效率。
为打造绿色环保、智能高效的现代化选煤厂,实现“机械化换人、自动化减人、智能化少人”的目标。
1智能化选煤厂建设的主要内容1.1煤质智能检验系统基于工业机器人、智能生产线、工业物联网、高能脉冲激光、鹰眼精准定位等多项前沿尖端和智联交互技术,建设“采制化全流程+在线检测”煤炭质量数字化车间及智能成套系统,实现采样、制样、化验设备集成优化及智能控制、数据信息自动采集与分析、在线监督管理,达到煤质“在线监测实时调整生产工艺”和“全自动采制化系统贸易结算”同步推进的目的,完成“数据生产、数据加工、数据使用”3个方面的数据流、信息流、控制流闭环,为上、中、下游提供全面质量及数量控制手段,完成公平、公正的贸易交互。
针对全智能采制化系统+信息化管理系统这一逻辑,对现有选煤厂煤质管理进行优化和改进,实现原料及产品检验流程的智能化、标准化、信息化,达到全过程绿色环保无人(少人)值守的智能质量管理流。
1.2智能选矸系统基于X射线智能识别方法,针对煤和矸石所含元素、对辐射吸收量的不同,根据探测器接收到X射线强弱不同,按照不同煤质特征建立相适应的分析模型,通过数据算法,对煤与矸石的元素含量、位置等进行精准数字化识别和跟踪,可将大小在50~300mm的原煤混合物进行自动煤矸分离。
智能干选在选煤厂块煤分选系统改造中的应用分析

智能干选在选煤厂块煤分选系统改造中的应用分析吴文波【摘要】块煤预先排矸是目前炼焦煤选煤厂生产中的重要环节,针对枣矿集团新安煤业选煤厂现有块煤排矸工艺中存在的矸石带煤严重、动筛跳汰机故障率高等问题进行了论述.介绍了智能干选工艺的原理及特点,通过对动筛跳汰、重介浅槽以及智能干选的应用情况进行对比分析,提出了采用智能干选工艺对块煤进行分选的技术改造方案,并对改造后的经济效益进行了分析.分析表明,该厂采用智能干选工艺代替动筛排矸能够取得良好的社会效益和经济效益.【期刊名称】《中国煤炭》【年(卷),期】2017(043)012【总页数】4页(P123-126)【关键词】块煤排矸;动筛跳汰机;智能干选;效益分析【作者】吴文波【作者单位】煤炭工业太原设计研究院,山西省太原市,030001【正文语种】中文【中图分类】TD948枣矿集团新安煤业选煤厂(以下简称新安煤业选煤厂)生产能力为3.0 Mt/a,主要生产炼焦用煤,现生产工艺分别为300~50 mm采用动筛跳汰机排矸,50~1 mm 采用三产品重介旋流器分选,1~0.25 mm采用TBS粗煤泥分选机分选,+0.25~0 mm采用浮选。
本文通过分析现有块煤分选工艺存在的问题、智能干选工艺的特点和优势以及改造后所取得的经济效益来评价智能干选机的应用效果。
新安煤业选煤厂采用动筛跳汰机进行块煤分选,动筛跳汰分选工艺流程图如图1所示。
动筛跳汰分选在生产过程中主要存在3个方面的问题:一是动筛跳汰机的分选效果差,动筛矸石带煤率高达6%~8%,大量精煤随矸石排弃,经济效益损失严重;二是动筛跳汰机设计处理能力为 150 t/h,随着井下开采深度的增加,原煤中矸石含量逐渐增大,跳汰机排矸轮负荷不断加大。
由于跳汰机排矸能力的制约,导致跳汰机故障率不断升高,停机检修时间增加,严重影响正常生产;三是受动筛跳汰机排矸能力不足的影响,大量矸石不能及时排出,通过块煤破碎机破碎后进入重介分选系统。
智能干选系统在金桥煤矿选煤厂的实践应用

智能干选系统在金桥煤矿选煤厂的实践应用摘要针对金桥煤矿选煤厂原煤筛分系统分选存在的问题,阐述了智能干选系统的基本工作原理,分析了改造后系统在金桥煤矿选煤厂的应用效果,其生产能力、分选粒度及分选效果都达到了预期要求,有效解决了原煤筛分系统分选存在的块煤分选回收问题,与浅槽、动筛等传统水洗工艺相比,智能干选系统无需水、无需介、无煤泥水处理环节。
能够实现煤炭的精准化洗选加工,提高资源的利用率,为用户带来最大效益。
关键词排矸;回收;改造;利用率济宁市金桥煤矿原隶属于济宁市司法局,遵照济宁市人民政府关于济宁监狱退危工作协调专题会议纪要要求,济宁能源发展集团于2017年1月20日接管金桥煤矿,矿井于1997年1月开工建设,2003年1月建成投产,设计生产能力60万吨/年,2009年3月核定生产能力81万吨/年;主采煤层3层,平均总厚5.08m,井田煤质优良,为1/3焦煤,是很好的动力用煤和炼焦配煤,为华东地区稀缺煤种。
选煤厂原煤动筛车间工艺流程为:原煤经过原煤皮带运载到正弦滚轴筛(FZS3050-10/10°),经筛选,50mm以下原煤直接进入原煤上仓皮带,50mm以上原煤通过手选皮带选除矸石和杂物后进入双齿辊破碎机(2PGCQ-800×1500),破碎至50mm以下后经进入原煤上仓皮带运至原煤仓。
1 工艺现状及存在的问题目前金桥煤矿选煤厂原煤排矸系统采用50mm滚轴筛分级,+50mm大块手选排矸,手选岗位劳动强度大,工作环境差,存在噪音大、粉尘多等不利因素。
对安全生产及职业病防护极为不利。
且现场实际运行中存在大块煤矸石,存在煤中带矸率较高等问题。
为降低工人劳动强度,实现安全生产,本着煤炭洗选机械化、自动化的原则,拟对动筛车间进行自动化改造。
2 智能干选系统技术描述2.1 工作原理智能干选系统是根据物料密度的不同进行分选,当X射线照射到物料上时,密度大的物质对X射线的吸收多,透过少,密度小的物质,吸收少,透过多,从而使透过物料的X射线强度分布发生变化最终形成X射线信息影像,不同密度的物料在智能识别源下呈现出不同的颜色,分选执行机构依据物料成像的颜色不同进行分选。
干法选煤技术与工艺
河津市瑞泰选煤有限公司干法选煤技术与工艺一项目背景我国是世界上以燃煤为主的国家之一,煤炭在我国一次性能源消费结构中占70%,以煤炭作为主要能源直接燃烧,造成了严重的大气污染,燃煤的主要污染物是二氧化硫和烟尘。
为了减少环境污染,必须大力发展洁净煤技术。
洁净煤技术是旨在减少污染和提高效率的煤炭开采、加工、燃烧、转换和污染控制新技术的总称。
选煤是洁净煤技术的基础,通过选煤可以优化产品结构,提高煤炭利用效率。
因此,加快发展选煤技术对于实现煤炭资源的综合利用、节约能源、减少环境污染具有十分重要的意义。
据了解,目前各主要产煤国原煤入选比例分别为:美国55%,俄罗斯60%、英国75%、德国95%、澳大利亚75%、波兰50%。
和这些国家相比较,我国煤炭的平均入选比例仅为33%,,为此,我国把发展选煤纳入煤炭工业中长期发展规划,计划到2010年全国原煤入洗率达到50%,2020年达到70%。
为了顺应中国煤炭工业战略,促进洁净煤事业全面发展,需要研究高效的干法选煤技术。
干法选煤技术主要是利用煤与矸石的物理性质差别实现分选。
干法选煤包括风选、摩擦选、磁选、电选、X射线选、微波选、空气重介流化床选煤等,其中已实现工业应用的是风力选煤,在我国得到比较广泛应用的干法分选设备是CFX型风力摇床和FGX型干选机。
二干法选煤的主要优点1 投资少,建设周期短,投产快。
干法选煤工艺简单,设备少,不用水,不需煤泥水处理系统,可不建厂房,投资为同型湿法选煤厂的1/4-1/5.2 维修量小,运转平稳,操作简单,生产成本低,加工费仅为4-6元/T。
3 劳动生产效率高,生产工人少。
年处理60万t以下干选系统全员效率50-70t/工;年处理60万t以上干选系统80t/工。
4 入料粒度范围宽。
对80mm以下原煤可分级入选,也可不分级入选。
5 对原煤水分要求不严,外在水分小于9%,内在水分不限。
原煤经分选后,不仅不增加产品水分,而且产品水分还会比原煤略有降低。
选煤行业新技术浪潮下的智能化选煤厂
289我国是传统的煤炭生产和消费大国。
长期以来,我国煤炭消费在一次性能源消费的占比中可以达到中等水平。
选煤是煤炭生产和加工过程中的重要环节,其不仅决定了煤炭企业的生产效益,也直接决定了煤炭产品的输出质量[1]。
而煤炭企业的选煤作业一直以来难以走出高投入低产出的困局,严重制约了煤炭企业的现代化发展历程。
值得关注的是,信息技术的发展,也给选煤厂的发展带来的新的路径。
互联网、大数据等技术的助推下智能化的选煤厂建设成为了可能。
本文将从新技术视角对传统选煤流程进行技术优化和前瞻,为智能选煤厂的建设提供实践导向。
1 智能化选煤厂的概念及主要特征1.1 智能化选煤厂的概念智能化选煤厂是基于传统洗煤厂的模块的自动化和智能化的改造,在这一改造的过程中,将以高效、节能、绿色、环保、舒适为方向,整合和融入当前的互联网技术、物联网技术、大数据、云计算等技术。
智能化选煤厂建成后将能够实现机器与机器之间,人与人之间、人与机器之间的智能互联。
这些智能化技术的将能够推动选煤厂在管理效益、成本控制、产品结构等方面的提升[2]。
1.2 智能化选煤厂的主要特征智能化选煤厂具有泛在感知、自适应学习、智能融合、高效互动的显著特征。
首先,从泛在感知层面而言,是在信息物理系统技术的基础上,依托智能化选煤厂的传感器和网络通讯实现对生产现场及经营管理等多层面的全过程、全方位、全智能的控制。
同时,这一系统能够充分地打破当前传统生产管理中的时间和空间设置,从而实现对生产经营活动的决策支撑[3]。
其次,从自适应学习层面而言,智能选煤厂的生产和管理中可基于原煤情况和系统参数的变化通过数据挖掘、预测控制及机器学习等技术的融合,实现生产条件和科学管理的最优调节状态。
再次,从高效互动的层面而言,智能化选煤厂的另一个重要标志便是智能终端的便携化和共享化,在生产管理和技术控制的过程中,可通过PC、手机、终端控制器等设备完成对人—控制—设备层面的多元化检测和控制,从而提升选煤厂任务执行的效率[4]。
干法选煤技术的发展与应用探讨李鹏

干法选煤技术的发展与应用探讨李鹏发布时间:2021-07-28T09:37:28.937Z 来源:《中国科技信息》2021年9月上作者:李鹏[导读] 煤炭分选有利于降低煤中灰分硫分等有害杂质、降低运输成本、回收有用矿物、优化产品结构、提高煤炭质量和市场竞争力,是煤炭资源清洁利用的前提和关键性环节,对促进煤炭资源综合利用和行业可持续发展具有重要意义。
鄂尔多斯市滨海金地运营管理有限公司李鹏内蒙古鄂尔多斯市 017000摘要:我国地大物博,资源丰富,其中煤炭资源是非常重要的一部分。
根据2017年中国能源发展报告,煤炭消费量占能源消费总量的比重仍高达60.4%,对当前我国经济发展起到了重要的推动作用。
煤炭分选有利于降低煤中灰分硫分等有害杂质、降低运输成本、回收有用矿物、优化产品结构、提高煤炭质量和市场竞争力,是煤炭资源清洁利用的前提和关键性环节,对促进煤炭资源综合利用和行业可持续发展具有重要意义。
本文分析叙述了干法和湿法两种主要选煤方法的特点,并重点综述了我国干法选煤技术的发展现状,同时分析了其未来发展趋势。
通过研究为我国选煤行业发展应用提供新的思路,进一步促进我国煤炭行业的进步与发展。
关键词:干法选煤技术;应用现状;发展趋势引言大力发展和推广干法选煤技术在我国具有十分重要的现实意义。
我国煤炭资源丰富,在山西、陕西、内蒙、新疆等产煤大省,由于干旱缺水,采用耗水量较大的湿法选煤成本较高,同时对储量较大的褐煤、长焰煤等遇水易泥化的煤种,无法采用湿法分选。
每年冬季,在我国东北、西北地区,煤矿需要投入大量费用在煤炭产品的干燥防冻上,以解决产品装车冻仓的问题。
此外,即使有些煤种适合湿法分选,所在地区也不缺水,倘若产品定位为动力煤,则原煤只需排矸即可,采用流程简单、投资较少的干法分选就能满足要求。
一、干法选煤与湿法选煤的特点选煤是根据煤与矸石的物理或表面化学性质进行分选的,根据介质环境的不同,选煤方法大体分为两大类:干法选煤和湿法选煤。
动力煤全粒级智能干法选煤工艺
动力煤全粒级智能干法选煤工艺夏云凯;李功民;刘呈兵【摘要】分析了当前各种块煤智能干选工艺的技术特点,并和ZM高效矿物分离机对小于80 mm块煤的分选效果进行了比较;采用原煤分级,大块煤智能分选,中块煤、小块煤ZM分选机分选相结合等新工艺可以实现动力煤全粒级入选,弥补普通干选工艺的局限性,发挥不同粒级分选工艺的特长,实现干法选煤厂的精煤产率最大化。
【期刊名称】《煤炭加工与综合利用》【年(卷),期】2016(000)009【总页数】4页(P9-12)【关键词】干法选煤;智能分选;全粒级入选;ZM分选机;γ射线分选;X射线分选【作者】夏云凯;李功民;刘呈兵【作者单位】唐山神州机械有限公司; 河北省煤炭干法加工装备工程技术研究中心,河北唐山 063001;唐山神州机械有限公司; 河北省煤炭干法加工装备工程技术研究中心,河北唐山 063001;唐山神州机械有限公司; 河北省煤炭干法加工装备工程技术研究中心,河北唐山 063001【正文语种】中文【中图分类】TD945.4大块动力煤一般作为民用和化工用煤,动力煤分选过程中应尽量保留大块煤,减少或避免块煤破碎。
其原因:一是大块煤价格比末煤高,如果破碎,会产生大量粉煤,产品售价会降低;二是大块煤破碎成混煤后增加了次生煤泥量,混煤再水洗后又增加了动力煤产品水分,降低了动力煤产品热值。
常规大块煤机械分选方法有人工手选,浅槽重介排矸,动筛排矸等。
重介浅槽刮板分选机主要用于大于13 mm块煤的分选,其主要缺点有:一是系统相对复杂,生产成本高;二是受使用磁铁矿介质的性质限制,分选密度上限低,对密度1.8~2.2 g/cm3之间的中煤产品不能有效回收;三是维修量大,运营成本高。
动筛跳汰机分选的缺点是要求入料必须均匀,否则会造成矸石中带精煤,矸石带煤率有时达到20%;而且因为筛板运动造成介质紊流会引起分选介质密度波动,所以动筛分选精度低于重介浅槽分选机。
为减少这种密度波动对分选过程的不利影响,通常要求入料粒度下限高达50 mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 2015年5月在国电集团内蒙古平庄能源瑞安煤矿(年产原煤150 万吨)成功投运:GDRT-30/80-1.4,数量一套;GDRT-80/2001.2,数量一套;
• 2015年7月在阜矿集团内蒙古白音华煤矿(年产原煤700万吨) 成功投运:GDRT-70/200-2.4,数量一套。
▪ 4、本公司拥有国家版权局颁发的关于煤矸石自动分选检测、控制方 面软件的七项计算机软件著作权登记证书。
▪ 5、本公司拥有国家科技部颁发的科技型中小企业技术创新立项证书。 ▪ 6、在2014年4月通过中国煤炭工业协会的科技成果鉴定并拥有相关证
书,,被认定为“国内首创、国际先进”。
第一章 公司背景、资质
新一代智能干法选煤技术 告别人工选矸!
巨龙融智机电技术(北京)有限公司
目录
▪ 第一章 公司背景资质 ▪ 第二章 设备原理结构 ▪ 第三章 主要特点优势 ▪ 第四章 实际工业案例 ▪ 第五章 社会经济分析
第一章 公司背景资质
一、公司背景
▪ 巨龙融智机电技术(北京)有 限公司(简称“融智机电”)
▪ 成立于2009年4月 ▪ 注册资本710万元
▪ 是一家专业从事煤矸智能分选 和固态物料分选设备研究、制 造及煤矸智能分选系统运营服 务的国家级高新技术企业。
第一章 公司背景资质
二、相关资质
▪ 1、本公司是国家级高新技术企业。 ▪ 2、本公司拥有知识产权局颁发的关于煤矸石自动分选机的两项实用
新型专利证书和两项发明专利证书。
▪ 3、本公司拥有北京经济和信息化委员会颁发的关于煤矸石自动分选 检测、控制方面软件的两项软件产品登记证书。
的发生率,也降低了安全事故的发生率,从而提高了安全生产率。 2.节能减污
该系统相比较其他分选设备用电很低,也无需水或其他介质,通 过这样的设备有效剔除矸石,无疑是最节能的降低污染的方法。 3.改善用工状况
随着国内劳动力状况的改变,底层艰苦职位用工越来越难。该系 统的应用可以拣矸工人脱离最艰苦的岗位,并补充到人员紧缺的其 他岗位。
灵活的根据需要决定夹矸的去留。
第三章 主要特点优势
•一次性净选率85%以上 •分选粒度范围30-300mm
GDRT
•分拣后矸石中不含煤 •设备运转只需一名操作工
•物理分拣,无需其他介质 •除电能外,不用其它能源
•无水分选,避免环境污染
第四章 实际工业案例
阜新矿业 国电平煤 伊泰集团 昊华能源
第四章 实际工业案例
第四章 实际工业案例
GDRT煤矸智能煤矸分选系统
京煤集团昊华能源木城涧煤矿项目
第四章 实际工业案例
▪ 用户报告
第四章 实际工业案例
GDRT煤矸智能煤矸分选系统 内蒙古伊泰集团有限公司大地精煤矿项目
第四章 实际工业案例
▪ 用户报告
第五章 社会经济分析
一、社会效益
1.提高安全生产率 自动化选矸设备减少了在恶劣环境下工作的人数,降低了职业病
• 2013年3月在京煤集团北京昊华能源股份有限公司木城涧煤矿 (年产原煤150吨)成功投运:GDRT-30/80-1.2,数量一套;
• 2013年10月在内蒙古伊泰集团大地精煤矿(年产原煤500万吨) 成功投运:GDRT-40/90-1.4,数量两套;
• 2014年3月在国电集团内蒙古平庄能源六家煤矿(年产原煤150 万吨)成功投运:GDRT-30/80-1.2,数量一套;GDRT-80/2001.4,数量一套;
二、相关资质
第一章 公司背景、资质
二、相关资质
第一章 公司背景、资质
二、相关资质
第二章 设备的原理结构
一、设备原理
原理:
GDRT系统是基于煤和矸石对伽马射线的衰减差异实现煤、矸识别,通 过计算机控制,利用高压气将识别的矸石剔除。
机理:
一定粒度范围的块状煤矸在输送带上,经过排队器顺序排队,依次经 过伽马射线和传感器构成的检测点。传感器获得信号经处理后,由计 算机依据识别数学模型进行运算,得到反映物料真密度的特征值,将 此特征值与预先设定的判断值进行比较,则可判定煤、矸。当判定为 矸石的物料脱离皮带端点下落时,打开相应的气阀,高压气流冲击在 矸石上,使之偏离原轨迹,落入矸石料斗;无矸石,气阀不动作,煤 块按原轨迹运动,落入料斗。
第五章 社会经济分析
二、经济效益
▪ 2.提高煤炭品质 ,增加煤矿效益
▪ 以年产300万吨煤矿为例:按照成块率30%计算,可年产块煤:
▪
300×0.3=90(万吨);
▪ 人工选矸效率为50%-60%甚至更为低下,而GDRT系统分选效率可达 85%;按照煤炭热值4000卡计算,可提升成品煤热值400卡左右;
第五章 社会经济分析
二、经济效益
▪ 1.减少人工费用,节约企业成本 ▪ 以年产300万吨煤矿为例:选矸工人的薪资5万元/年,按照每班人
工20人,三班制共计60人。经GDRT系统改造后,选煤车间每班只保 留1名系统操作工人,即可满足生产需求;三班运转共需配备员工3 人; ▪ 即可减少的人工数目为:60-3=57(人); ▪ 则人工成本减少:57×5=285(万元/年); ▪ ※其中还不包括因为意外工伤等因素产生的额外费用。
第二章 设备的原理结构
二、设备结构
由进料系统、排队系统、检测及控制系统、执行系统四部分构成。
第二章 设备的原理、结构
三、动画演示ຫໍສະໝຸດ 煤仓矸石仓第三章 主要特点优势
与目前国内外普遍采用的水洗和风选技术相比, 本系统具有如下特点:
▪ 1、不消耗水资源和其他介质; ▪ 2、建设投资少、占地面积小、建设周期短; ▪ 3、自动程度高,系统操作简单,维护方便; ▪ 4、分选效率高,矸石一次净选率大于85%,选后矸中带煤小于3%; ▪ 5、可分选的煤种广,对各煤种排矸均能适应,环境适应性强; ▪ 6、易于调整,只需改变一个预设数值就可以改变识别阀值,可以
▪ 根据目前煤炭市场的行情,预计可提升煤炭价格25元左右;
▪ 按块煤含矸率30%计算,可提升煤矿效益90×0.7=630(万元/年);
▪ ※实际效益根据各煤矿的具体情况另行分析。
小结
▪ 1、GDRT煤矸智能分选系统,作为基于γ射线传感器的干法块煤自 动化分选技术,填补了国内该领域的技术空白,在国内许多选煤厂 得到了成功应用。属国际先进,国内首创!