塑壳断路器自动化装配检测生产线.共124页文档
注塑自动化生产线

注塑自动化生产线注塑自动化生产线是一种高效、智能化的生产方式,它通过自动化设备和系统的运作,实现对注塑产品的高质量、高产量和稳定生产。
下面将详细介绍注塑自动化生产线的标准格式文本。
一、注塑自动化生产线的概述注塑自动化生产线是一种将注塑机、自动化搬运设备、自动化装配设备和自动化检测设备等有机结合的生产线。
它通过自动化控制系统对整个生产过程进行监控和控制,实现从原料投入到成品包装的全自动化生产。
二、注塑自动化生产线的组成1. 注塑机:注塑机是注塑自动化生产线的核心设备,它通过将熔融状态的塑料材料注入模具中,使其冷却凝固后得到所需的塑料制品。
2. 自动化搬运设备:自动化搬运设备主要用于将注塑机生产出的注塑制品从注塑机上取下,并将其送到下一工序的设备上。
3. 自动化装配设备:自动化装配设备用于将注塑制品进行组装,将不同部件组合在一起,形成最终的成品。
4. 自动化检测设备:自动化检测设备用于对注塑制品进行质量检测,包括尺寸检测、外观检测和功能检测等,确保产品质量符合要求。
5. 自动化包装设备:自动化包装设备用于将成品进行包装,保护产品的完整性和安全性。
三、注塑自动化生产线的工作流程1. 原料准备:将塑料颗粒等原料按照一定比例投入到注塑机的料斗中。
2. 注塑成型:注塑机将原料加热熔化后,通过注射器将熔融的塑料材料注入到模具中,经过冷却凝固后得到注塑制品。
3. 自动化搬运:自动化搬运设备将注塑机上的注塑制品取下,并将其送到下一工序的设备上。
4. 自动化装配:自动化装配设备将注塑制品进行组装,将不同部件组合在一起,形成最终的成品。
5. 自动化检测:自动化检测设备对注塑制品进行质量检测,包括尺寸检测、外观检测和功能检测等,确保产品质量符合要求。
6. 自动化包装:自动化包装设备将成品进行包装,保护产品的完整性和安全性。
7. 成品出库:经过自动化生产线加工后的成品将被存放在成品仓库中,等待发货。
四、注塑自动化生产线的优势1. 提高生产效率:注塑自动化生产线通过自动化设备和系统的运作,大幅提高了生产效率,节约了人力资源,降低了生产成本。
2024年智能化塑壳断路器项目建议书
智能化塑壳断路器项目建议书目录概论 (4)一、工程设计说明 (4)(一)、建筑工程设计原则 (4)(二)、智能化塑壳断路器项目工程建设标准规范 (4)(三)、智能化塑壳断路器项目总平面设计要求 (4)(四)、建筑设计规范和标准 (5)(五)、土建工程设计年限及安全等级 (5)(六)、建筑工程设计总体要求 (5)二、后期运营与管理 (5)(一)、智能化塑壳断路器项目运营管理机制 (5)(二)、人员培训与知识转移 (6)(三)、设备维护与保养 (7)(四)、定期检查与评估 (7)三、工艺先进性 (8)(一)、智能化塑壳断路器项目建设期的原辅材料保障 (8)(二)、智能化塑壳断路器项目运营期的原辅材料采购与管理 (9)(三)、技术管理的独特特色 (10)(四)、智能化塑壳断路器项目工艺技术设计方案 (12)(五)、设备选型的智能化方案 (13)四、建设规划分析 (14)(一)、产品规划 (14)(二)、建设规模 (15)五、智能化塑壳断路器项目落地与推广 (16)(一)、智能化塑壳断路器项目推广计划 (16)(二)、地方政府支持与合作 (17)(三)、市场推广与品牌建设 (18)(四)、社会参与与共享机制 (19)六、智能化塑壳断路器项目收尾与总结 (19)(一)、智能化塑壳断路器项目总结与经验分享 (19)(二)、智能化塑壳断路器项目报告与归档 (23)(三)、智能化塑壳断路器项目收尾与结算 (24)(四)、团队人员调整与反馈 (25)七、危机管理与应急响应 (26)(一)、危机管理计划制定 (26)(二)、应急响应流程 (27)(三)、危机公关与舆情管理 (28)(四)、事故调查与报告 (29)八、合作伙伴关系管理 (30)(一)、合作伙伴选择与评估 (30)(二)、合作伙伴协议与合同管理 (31)(三)、风险共担与利益共享机制 (32)(四)、定期合作评估与调整 (33)九、危机管理与应急响应 (34)(一)、危机预警机制 (34)(二)、应急预案与演练 (35)(三)、公关与舆情管理 (37)(四)、危机后期修复与改进 (39)十、市场营销与品牌推广 (41)(一)、市场调研与定位 (41)(二)、营销策略与推广计划 (42)(三)、客户关系管理 (43)(四)、品牌建设与维护 (45)十一、供应链管理 (47)(一)、供应链战略规划 (47)(二)、供应商选择与评估 (48)(三)、物流与库存管理 (49)(四)、供应链风险管理 (50)概论在快速变化的商业世界中,智能化塑壳断路器企业要想保持竞争力和持续增长,就必须进行战略层面的思考和规划。
塑壳断路器1

10KA
D3 C45N
结论: 级联技术可以使得分断能力大大低于其安 装处预期短路电流的断路器可以在正常分断的条 件下运行.
施耐德电器公司-ABT产品培训教材-ZXF
23
E37960
Compact NS
有选择性的级联
Compact NS 的配合
无选择性的级联
I B
I A 5 0 k A
A
BP B
P A
Compact 系列产品
一般特性
KA
160
150
150
150
140
120
100
80
70
70
70
70
70
60
50
45
40 36
25
20
0
NS80
NS100 NS160/250 NS400/630 NS800/1250
施耐德电器公司-ABT产品培训教材-ZXF
E37951
=N =H =L
9
Compact NS
15 5/1 15 5/1 15 5/1 15 5/1 15 5/1155/1 15 5/1155/11 55/1155/1155/11 55/1 15 5/1155/1 15 5/1 25 0/2 2
15 5/1 15 5/1 15 5/1 15 5/1 15 5/1155/1 15 5/1155/11 55/1155/1155/11 55/1 15 5/1155/1 25 0/20/2 2
在承受门限电流的电动力之后:能量选择性
17
Compact NS
选择性
新系列
产品:
工具:
1 个标准的脱扣器
1 个简单的原则。
壳体零件自动化柔性加工智能生产线控制方案

壳体柔性加工生产线控制方案壳体柔性加工生产线控制方案二零一八年七月1壳体柔性加工生产线控制方案目录1项目总体规划及布局 (1)2管控系统方案总体规划 (1)3管控系统详细方案 (2)3.1现场工业网络方案设计 (2)3.1.1数控机床联网方案 (5)3.1.2配套设备联网方案 (6)3.1.3打标机联网方案 (9)3.1.4现场电子看板联网方案 (10)3.1.5视频监控网络方案 (10)3.2电气控制系统设计方案 (12)3.2.1上下料辊道 (15)3.2.2自动化工装库 (16)3.2.3自动化上下料库 (17)3.2.4装卸工作台 (17)3.2.5装卸机器人 (18)3.2.6上下料机器人 (19)3.3现场MES系统设计方案 (20)3.3.1MES系统硬件组成及功能 (20)3.3.2MES系统集成方案设计 (22)3.3.2.1 MES系统与主控PLC集成 (22)3.3.2.2 MES系统与数控机床集成 (23)3.3.2.3 MES系统与企业管理系统集成 (24)4管控系统硬件配置 (25)I壳体柔性加工生产线控制方案11项目总体规划及布局壳体柔性加工自动线是在原有的两台加工中心和三台数控车布局的基础上进行自动化的改造。
根据原有布局,新增了自动化的物料输送系统、自动装卸及检测工作台、机器人自动上下料系统、自动化的工装库和上下料库等辅助设备,同时利用电气控制系统和MES 系统的有效集成,实现整个生产线自动化、无人化、数字化、智能化的生产加工需要。
项目设备布局如下图所示:2管控系统方案总体规划根据壳体柔性加工自动线的总体规划和建设目标,为了达到项目的建设需要,实现对柔性加工线的自动化控制、无人化运行、数字化生产、智能化调度,规划设计了一套完整的控制系统方案,主要组成部分及功能如下:1. 现场工业网络为了实现项目建设的功能要求,需要对柔性生产线进行网络化的集成管理控制,通过现场设备的工业网络互联打通制造执行系统与现场设备执行层之间的数据通信,保证柔性生产线的现场设备层、控制层、操作层与上面的管理层之间信息传输的实时畅通。
塑壳断路器的自动化检验生产线
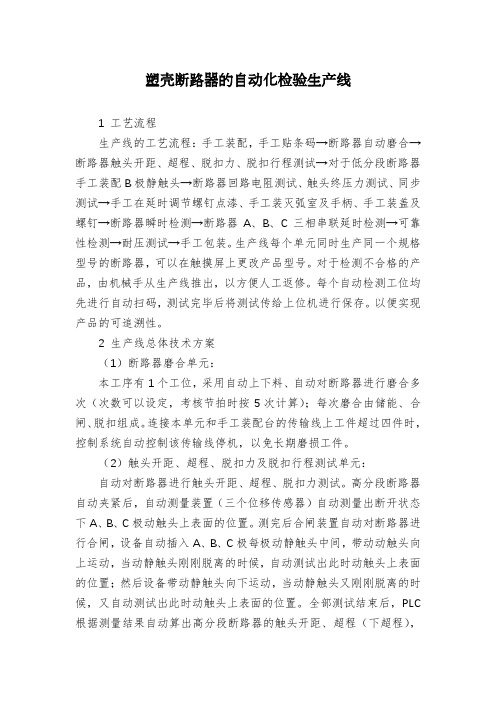
塑壳断路器的自动化检验生产线1 工艺流程生产线的工艺流程:手工装配,手工贴条码→断路器自动磨合→断路器触头开距、超程、脱扣力、脱扣行程测试→对于低分段断路器手工装配B极静触头→断路器回路电阻测试、触头终压力测试、同步测试→手工在延时调节螺钉点漆、手工装灭弧室及手柄、手工装盖及螺钉→断路器瞬时检测→断路器A、B、C三相串联延时检测→可靠性检测→耐压测试→手工包装。
生产线每个单元同时生产同一个规格型号的断路器,可以在触摸屏上更改产品型号。
对于检测不合格的产品,由机械手从生产线推出,以方便人工返修。
每个自动检测工位均先进行自动扫码,测试完毕后将测试传给上位机进行保存。
以便实现产品的可追溯性。
2 生产线总体技术方案(1)断路器磨合单元:本工序有1个工位,采用自动上下料、自动对断路器进行磨合多次(次数可以设定,考核节拍时按5次计算);每次磨合由储能、合闸、脱扣组成。
连接本单元和手工装配台的传输线上工件超过四件时,控制系统自动控制该传输线停机,以免长期磨损工件。
(2)触头开距、超程、脱扣力及脱扣行程测试单元:自动对断路器进行触头开距、超程、脱扣力测试。
高分段断路器自动夹紧后,自动测量装置(三个位移传感器)自动测量出断开状态下A、B、C极动触头上表面的位置。
测完后合闸装置自动对断路器进行合闸,设备自动插入A、B、C极每极动静触头中间,带动动触头向上运动,当动静触头刚刚脱离的时候,自动测试出此时动触头上表面的位置;然后设备带动静触头向下运动,当动静触头又刚刚脱离的时候,又自动测试出此时动触头上表面的位置。
全部测试结束后,PLC 根据测量结果自动算出高分段断路器的触头开距、超程(下超程),并与设定值进行比较,判断工件是否合格,合格信息可以在触摸屏上显示出来。
全部测试结束后,PLC根据测量结果自动算出低分段断路器的触头开距、超程,并与设定值进行比较,判断工件是否合格。
测完开距、超程后,测脱扣力装置自动推断路器上的脱扣连杆,当力传感器上的作用力大于规定数值时,记住脱扣顶杆的位置,同时顶杆继续向前运动;当工件脱扣时,自动测出脱扣力,同时算出断路器的脱扣行程。
塑壳断路器自动化装配检测生产线.

• (4)直接影响机器节拍时间的因素及相关设计原则 • 机器的节拍时间与机构的运动速度、工作距离直接相关,因 此在设计各种机构时需要注意掌握以下设计原则: • ①尽可能减少机构不必要的运动行程,这样可以缩短机器的节拍 时间。 • 选定气缸的标准行程及设计气缸的实际运动行程时需要注意这点。 例如图3中夹紧气缸的运动行程可以设计得非常小,减少多余的 运动时间,而送料气缸的行程只需要比工件的移动距离稍大即可。 机构多余的运动行程不仅浪费时间,加大了机器节拍时间,而且 还会加大不希望的冲击与振动。
• ②空间重叠优化 • 除机构运动时间方面的重叠优化外,有些情况下,部分机构 的运动在空间上有可能会发生干涉。为了缩短机器的节拍时间, 可以使上述机构同时动作,使它们的运动轨迹在空间进行部分重 叠。这种重叠是以相关机构不发生空间上的干涉为前提的,这就 是机构运动空间的优化,这样设计的目的还是为了使机器的整个 节拍时间更短。 • 时间同步优化、空间重叠优化是两种最基本的节拍优化设计 方法,如果不掌握上述优化设计方法就很难设计出最合理的气缸 位移—步骤图及PLC控制程序。
图9 典型的间歇回转分度式自动化装配专机实例
• 这种专机通常由高精度的间歇分度装置—凸轮分度器来驱动转 盘间歇回转,转盘上设计有与凸轮分度器回转一周相同的工位 数并设计有定位夹具。 • 根据各种工序的具体内容,各工位的装配执行机构一般设 计在转盘上各定位夹具的上方,因为大多数的装配都是从上而 下进行的,少数情况下也可以将执行机构设计在定位夹具的径 向外侧。转盘停顿的间歇内各工位同时进行各自的工艺操作, 如各种产品的铆接、焊接、螺钉螺母装配、检测等,当然偶尔 也有个别工位没有执行机构的情况。转盘每转动一个工位,转 盘上的工件随转盘一起依次交换一个位置,转盘回转一周的过 程中每个产品也就经过了全部工位并在每个工位上进行了相应 的加工或装配操作,转盘回转一周则完成了全部的加工或装配 作业使产品成为半成品或成品。
微型断路器自动装配检测生产线

微型断路器自动装配检测生产线发布时间:2021-09-17T08:40:07.274Z 来源:《工程建设标准化》2021年6月12期作者:李伟[导读] 在虚拟技术的技术上进一步展示出微型断路器可靠性试验装配的主要用途、功能,简要概述试验装配的整体设计流程和部分子模块功能,借用LabVIEW软件创造出的微型断路器可靠性试验装配从而真正实现试验装配的自动控制李伟南京飞腾电子科技有限公司江苏南京211111摘要:在虚拟技术的技术上进一步展示出微型断路器可靠性试验装配的主要用途、功能,简要概述试验装配的整体设计流程和部分子模块功能,借用LabVIEW软件创造出的微型断路器可靠性试验装配从而真正实现试验装配的自动控制,从而完成对于系统数据的收集和处理,通过这些实验结论真正得出,这个采用虚拟技术展示出微型断路器可靠性试验装配整体的使用状况,以及各方面的数据分析从而证明其不管是从功能上来说还是从操作上来说,都会有着较大的应用前景。
关键词:微型断路器;自动装配检测;试验装配引言要知道微型断路器是低压电网的主要开关的电器之一不单单能够连通和隔离正常流动的负载电流和过载的电流,还能够连通和隔断短路电流,主要在就是用来作为不多次使用的电源开关,并且在一定程度上起到保护线路的作用,当电路发生严重过载或者短路的时候,微型断路器便能够自动切断电源的供给,通常这种微型电路器常常用于工业建筑领域电流较高的电器。
一、可靠性试验的基础上实现自动装配检测控制1.1 操作可靠性试验操作可靠性试验装配通常都是按照相应的国际标准来进行测定要知道,在一般情况下,微型电路可靠性试验会根据系统早已预设好的数值,比如说操作频率,整体占比空间来进行试验装配,当按照人工设置好的预定数只完成之后,便能够通过系统的操作系统自动反馈给客户。
倘若是在其中检测装配到失效信息或者是失败的试验装配,微型电路可靠性试验装配也会自动停止,通过语音播报的方式或者是通过操作界面来对客户进行反馈。
成套厂塑料外壳式断路器进厂检验规范

塑料外壳式断路器外购附件进厂检验规程 Q/ZZZZ-20ZZ代替Q/ZZZZ-20001范围本标准规定了塑料外壳式断路器(以下简称断路器)的外购附件进厂验收检验依据、检验工具和设备、检验程序、内容和方法及抽样。
本标准适用于断路器的外购附件的进厂检验。
2 规范性引用文件下列文件中的条款通过在本标准中引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否使用这些文件的最新版本。
凡是不注日期的引用标准,其最新版本适用于本标准。
JB/T8589-2006 DZ20系列塑料外壳式断路器Q/ZZZZ-2006 外购外协件、在制品、成品抽样检验规程Q/ZZZZ-2005 ZZZ系列塑料外壳式断路器3 检验工具和设备3.1 附件检验台3.2 耐压试验机4 检验程序、内容和方法4.1 断路器的附件有欠电压脱扣器、分励脱扣器、辅助触头、报警触头、电动操作机构、接线端子、转动手柄等。
4.2 检验员凭有关部门的送检单进行验收。
送检的产品必须是定点厂家的,并附有产品合格证或质量保证书。
4.3 所有加装附件的断路器应符合Q/HZK460或JB/T8589标准的要求。
4.4 外观检验4.4.1 检查铭牌上的制造厂厂名或商标、型号或名称额定工作电压、(额定工作电流)或触头标志。
4.4.2 检查外观应光滑平整、无碎裂、油漆无剥落和流痕、接线牢固、紧固件紧固,黑色金属零件除摩擦部分外,均需有防蚀层;绝缘件应无起泡,裂纹等缺陷。
4.4.3 检查随带附件应齐全,规格符合使用要求.4.5 检查工频耐压,应能承受交流50Hz,规定的试验电压1s无击穿和闪络现象。
4.5.1 欠电压脱扣器2500/1s。
4.5.2 辅助触头、报警触头和分励脱扣器、电动操作机构1800/1s。
4.5.3 试验部位:所有进出线连接在一起与接插部位或地螺钉之间。
4.6 操作性能检查4.6.1 分励脱扣器:当电源电压在70%~110%Ue范围时能可靠动作。