成品检验报告单(表格模板、DOC格式)
成品出厂检验报告单

B
构及配 符合成品检验标准及 BOM 配件要求
A
件
安规测 试
产品经□3000V □500V 历时 1min 5mA 无击穿现象 泄漏电流应≤0.25mA,试电压为 1.06 倍额定电压 233V。
A
拷机测试 产品整机连续 4h 运行后,整机功能及结构正常
A
跌落测试
其它
品管部签示:
生产部签示:
业务部签示:
重缺陷
定 基 准
AQL:0.010 AQL:1.0
Ac:0
Ac:
Re:1
Re:
AQL:4.0 Ac: Re:
验 结 果
检验 项目
检验要求
缺陷 类型
成品整洁,彩盒,外箱应整洁,完好无损,包装符合标准,附件(说明书等)
包装及 无错、无漏放。 标识 电源线插头应套上完好的两插护套,离插头 12cm 左右处粘贴完整的警示标。 C
签名:
其它
签名:
总经理签示(必要时):
签名:
签名: 备注: 说明:部分项目遇有不需要检测的,则划“/”表示;部分型号未尽项目可手写添加。 注:本单一式两联,一联留底存档,另一联随产品发出。
小阮按摩器具技术中心
成品厂检验记录单
XR/QR -8.2.5-01A
日期:20 年 月 日
编号:
客户
名称/型号
订单号
送检日期
数量
抽样 方式
GB/T2828.1-2008
抽样数
检验依据
GB 4706.1、GB 4706.10 作业指导书、成品检验标准
检验员
判 致命缺陷 A 重缺陷 B 轻缺陷 C
检
致命缺陷
标贴粘贴位置正确,牢靠、字迹清晰、完整无起边或起翘
质量表单表格模板
JS-ZL/BD---04产品检验报告单产品型号产品品名编号生产批号执行标准生产日期取样日期报告日期审核人/日期:检验员/日期:注:一式两联。
一联质量管理部存根,一联交生产班组作入库凭证,并交由成品库留存。
JS-ZL/BD---09原材料检验报告单编号品名规格/型号生产厂家生产批号进料日期取样日期报告日期审核人/日期:检验员/日期:注:一式两联。
一联质量管理部存根,一联交采购部作入库凭证,并交由原料库留存。
改制产品记录编号:注:一式两联。
一联生产部存根,一联报质量管理部。
微生物检验通知单类别::产品类□原料类□编号:取样人:报验人:检验员:复核人:注:一式两联。
一联微生物检验室存根,一联交报验部门。
评X检验通知单类别:产品类□原料类□编号:取样人:报验人:检验员:复核人:注:一式三联。
一联检验室存根,一联交微生物检验室,一联交报验部门。
现场检验结果通知单编号:年月日注:一式两联。
一联检验部门存根,一联交采购员作入库凭证。
质量检验日报表年月日主管:检验员:注:本表一式两份,一份检验室留存,一份报质量管理部。
报验单报验部门:编号:注:要求检验项目,用打“√”表示。
此单一式两联,一联报验部门存根,一联报检验室。
JS-ZL/BD---05退(换)货质量检验通知单编号:退(换)货单位退(换)货日期年月日检验报告日期年月日质量检验结果库管员/日期:调制员/日期:检验员/日期:注:一式四联。
一联质量管理部存根,一联报技术部,一联报营业部,一联报成品库。
JS-BZ/BD---01质量标准修订单注:一式四联。
一联标准化计量管理室存根,其余分报技术总监、技术部、质量管理部。
来料、制程、成品抽样检验规范【范本模板】
来料/制程/成品抽样检验规范1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好.2.范围:适用本公司监督检查委外加工厂执行状况及委外加工厂执行IQC进料检验、制程检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、IPQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.内容:4。
1.来料检验1)抽样标准:按MIL-STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0。
65;MINOR:2。
5②结构料MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次6)生产部驻厂质检员对来料抽检的规定为,对3C关键性元器件采取每四批至少抽检一批确认外协加工厂来料检查执行情况,一般性器件采取每七批抽检一批的比例执行。
以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
4。
2.制程检验1)抽样标准:按MIL—STD—105D Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①功能不良MAJOR:0.65;MINOR:2。
5②外观不良MAJOR:1.0;MINOR:2.53)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每四小时生产作为一个批量,低于4小时按照实际生产数量作为送检数量.6)生产部质检员依据每四批至少抽检一批的标准执行。
作业依据参见具体《物料检验标准》及《成品检验标准》,特殊情况由研发工程师决定.4。
3.成品出货检验1)抽样标准:按MIL—STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①主机/键盘:CR:0。
4,MAJOR:0。
65;MINOR:2.53)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以客户每次的订单数量作为一个批量检验。
公路工程质检资料表格【范本模板】
编制说明1、各资料管理人员应共同探讨现行公路各种规范、规程,建立、健全资料管理制度,确保施工内业资料完整、准确的收集、整理、归档,在有效期限内妥善保管,防潮、防盗、防火,避免资料的丢失.2、本表格及表格的填写适用于“黔西野坝至方家田石桥煤矿至羊场支线新建工程”项目.3、工程质量检验评定标准按JTG F80/1—2004《公路工程质量检验评定标准》执行。
4、《表格》的格式、右上角的代号均统一规定,在使用时不可任意变动,如有缺项填“无”。
5、所有往来中《表格》的资料以及交、竣工文件,均按A4或A3两种规格的纸张提供。
6、所有表格在使用时,不能任意删除其内容,其中表格的间距如不够填写,可另附页:如属表格错误需修改或需增加相关项目表格请先抄报驻监办。
7、在施工过程中,可以增加工程附件用以清楚说明施工的质与量.8、为保证资料的可靠性、完整性,请用钢笔(黑色)及时认真填写,不得任意涂改,施工过程中的原始记录一律用手填写,签名必须由负责人亲笔签署,不得打印、复印,如打印、复印的视为不合格资料。
9、《质检资料收集及填写》是根据常规施工项目进行编写,部分项目在表中没有反映,可根据已有项目格式进行补充。
10、试验记录表(附录一)以试验软件表格为准。
11、在施工各阶段,应做好各类构造物每一工序、每一分项工程和每一分部工程开工前和验收过程的照相及摄像记录,除使用传统照相机照相记录,还应使用数码相机或摄像,对重要的施工过程应进行数码摄像,并将数码照相和摄像记录记录成光盘,每月交驻监办一套.相片和摄像记录是中间交工验收和交工验收的必备资料,所有的照相记录应能明确表明工程的位置和主要尺寸。
12、每一座桥应对开工前本桥所在区域的地形、地物和交工验收后的完成工程进行数码摄像,在摄像中对影响工程实施的控制性工程和控制点,以及完成后工程中重要的构造物,运营中需特别注意监控、养护及管理的要点作语音说明。
13、所有表格中合同号、编号及其它文件编号按下表填写:质检资料收集及填写一、分部、分项工程开工申请二、路基、排水、涵洞、防护工程检查验收资料111213141516。
产品检验报告单(表格模板、doc格式)共14页
JS-ZL/BD---04产品检验报告单产品型号产品品名编号生产批号执行标准生产日期取样日期报告日期审核人/日期:检验员/日期:注:一式两联。
一联质量管理部存根,一联交生产班组作入库凭证,并交由成品库留存。
JS-ZL/BD---09原材料检验报告单编号品名规格/型号生产厂家生产批号进料日期取样日期报告日期审核人/日期:检验员/日期:注:一式两联。
一联质量管理部存根,一联交采购部作入库凭证,并交由原料库留存。
改制产品记录编号:注:一式两联。
一联生产部存根,一联报质量管理部。
微生物检验通知单类别::产品类□原料类□编号:取样人:报验人:检验员:复核人:注:一式两联。
一联微生物检验室存根,一联交报验部门。
评X检验通知单类别:产品类□原料类□编号:取样人:报验人:检验员:复核人:注:一式三联。
一联检验室存根,一联交微生物检验室,一联交报验部门。
现场检验结果通知单编号:年月日注:一式两联。
一联检验部门存根,一联交采购员作入库凭证。
质量检验日报表年月日主管:检验员:注:本表一式两份,一份检验室留存,一份报质量管理部。
报验单报验部门:编号:注:要求检验项目,用打“√”表示。
此单一式两联,一联报验部门存根,一联报检验室。
JS-ZL/BD---05退(换)货质量检验通知单编号:退(换)货单位退(换)货日期年月日检验报告日期年月日质量检验结果库管员/日期:调制员/日期:检验员/日期:注:一式四联。
一联质量管理部存根,一联报技术部,一联报营业部,一联报成品库。
JS-BZ/BD---01质量标准修订单注:一式四联。
一联标准化计量管理室存根,其余分报技术总监、技术部、质量管理部。
希望以上资料对你有所帮助,附励志名言3条:1、生气,就是拿别人的过错来惩罚自己。
原谅别人,就是善待自己。
2、未必钱多乐便多,财多累己招烦恼。
清贫乐道真自在,无牵无挂乐逍遥。
3、处事不必求功,无过便是功。
为人不必感德,无怨便是德。
广东学生集体用餐配送单位实验室常规设备设施、项目、重点品种和重点检验项目、成品检验报告(模板)

附录A (资料性)
附录B (资料性)
注:1a.素菜和汤品不作菌落总数和大肠菌群检舱强制要求;b∙对专间空气、操作台面、人员手部的取样,可根据加工过程实际情况选择取样点。
对应的常规项目,可根据需要选择一个或多个实施监控。
2.本表中所列标准,以其最新版本(包括标准修改单)为准。
3.自检品种、检验项目、检验检测方法可根据食品安全风险进行动态调整。
附录C (资料性)
注:重点品种和重点检验项目根据食品安全风险进行动态调整,检验项目应采用食品安全国家标准、行业标准、地方标准等进行检验。
附录D
(资料性)
(企业名称)成品检验报告(模板)
检跄人:审核人:批准人:
注:以上为填写示例,请根据实际填写检睑项目、检验方法、要求或限量值。
体外诊断试剂半成品检验报告单模板
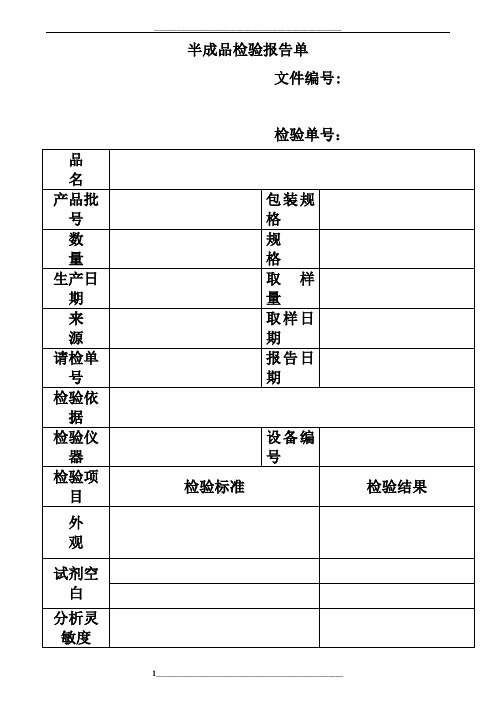
半成品检验报告单
文件编:
检验单号:
品 名
产品批号
包装规格
数 量
规 格
生产日期
取 样 量
来 源
取样日期
请检单号
报告日期
检验依据
检验仪器
设备编号
检验项目
检验标准
检验结果
外 观
试剂空白
分析灵敏度
准 确 度
相对偏差应在±10.0%范围内
质控品批号
标示值(μmol/L)
测定值(μmol/L)
相对偏差%
结 论:符合????????质量标准
质检负责人: 复核人: 检验人:
出厂检验报告格式

出厂检验报告格式
出厂检验报告格式
XXX食品厂
出厂检验报告
检验性质: 出厂检验
检验方式: 自行检验
样品名称: 型号规格: 检验部门:XXX食品厂化验室
产品检验原始记录
篇二:
成品出厂检验报告-样本
深圳市永博智能科技有限公司
成品出厂检验报告
NO:YOBOO201X102201 编制:
张兵批准:
篇三:
出厂检验报告
出厂检验报告
2、检验项目含标准规定的全部出厂检验项目
批准:
复核:
检验:
整改通知
公司:经年月日对你单位医疗器械生产企业日常监督检查,现对现场检查中的不符合项提出如下整改要求:
一、整改依据:
按《重庆市医疗器械生产企业日常监督检查表》
二、整改项目:
共条第一项:
第二项:
第三项:
第四项:
三、整改年月日前完成
要求在规定时间完成整改并形成整改报告待复查。
四、复查结论:
重庆市药品监督管理二○○年
月
分局日篇
四:
出厂检验报告
宿州市金鼎安全技术服务有限公司矿用封孔器出厂检验报告
矿用封孔器出厂检验报告
批准:
检验员:
检验日期:版本:
V
1.0篇五:
出厂检验报告单模板
1 2。
风扇灯成品检验规范(含表格)
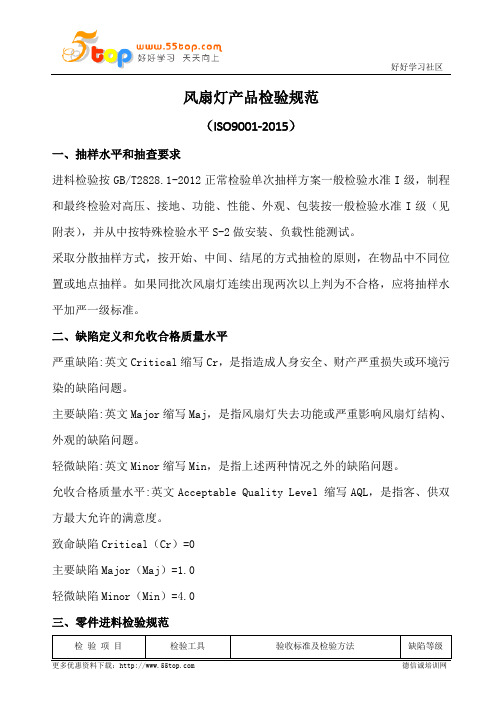
风扇灯产品检验规范(ISO9001-2015)一、抽样水平和抽查要求进料检验按GB/T2828.1-2012正常检验单次抽样方案一般检验水准I级,制程和最终检验对高压、接地、功能、性能、外观、包装按一般检验水准I级(见附表),并从中按特殊检验水平S-2做安装、负载性能测试。
采取分散抽样方式,按开始、中间、结尾的方式抽检的原则,在物品中不同位置或地点抽样。
如果同批次风扇灯连续出现两次以上判为不合格,应将抽样水平加严一级标准。
二、缺陷定义和允收合格质量水平严重缺陷:英文Critical缩写Cr,是指造成人身安全、财产严重损失或环境污染的缺陷问题。
主要缺陷:英文Major缩写Maj,是指风扇灯失去功能或严重影响风扇灯结构、外观的缺陷问题。
轻微缺陷:英文Minor缩写Min,是指上述两种情况之外的缺陷问题。
允收合格质量水平:英文Acceptable Quality Level 缩写AQL,是指客、供双方最大允许的满意度。
致命缺陷Critical(Cr)=0主要缺陷Major(Maj)=1.0轻微缺陷Minor(Min)=4.0三、零件进料检验规范检验项目检验工具验收标准及检验方法缺陷等级组装规格游标卡尺、卷尺按BOM表或工程图MA 安装螺丝刀安装顺畅、无阻碍MA 结构目测结构合理、配合无缝隙CR 功能多功能测试仪按BOM表或规格表MA 性能多功能测试仪按BOM表或规格表MA 安全耐压测试仪、接地机按高压、接地测试标准和悬吊系统检测项CR 数量目视按BOM表数量MA 外观目视按电镀,烤漆检验标准书MI 颜色目视按色板MA叶架规格、尺寸游标卡尺按工程图及BOM表MA 角度角度尺角度按规格表,同一组±0.5∘MA 重量电子秤同一组±0.5g MA 高低叶片、直尺同一组±0.5mm MA 颜色目视、色板按电镀、烤漆检验标准书MA 外观目视无批锋、变形、针孔MA 试装目视、螺丝刀与电机壳、扇叶能适配,孔位不可太松MA 牙纹目视、螺丝刀安装顺畅、牙纹充足、无烂牙和杂物MA 吊重测试架吊重见吊重检验项MA扇叶规格、尺寸游标卡尺、卷尺按工程图及BOM表MA 重量电子秤同一组±0.5g MA 试装目视、螺丝刀扇叶与叶叉安装要配合,孔径不可太松动MA 摇晃测试动态测试仪通过100,000次循环测试,无破裂或可见裂纹CR 冲击测试冲击架通过冲击测试,没有破碎和可见的裂纹CR 弯曲测试弯曲台通过弯曲测试,没有破裂或可见的裂纹CR 颜色目视按工程图、BOM表、色样MA 外观目视裱纸平整,无破裂、破损、变形、披锋MI 材质目视按生产制单或技术图纸MA 平直度硬币每片置于平板上,横向每英尺不得超过1.27mm,纵向每英尺不得超过1.52mmMA ROHS要求供应商报告甲醇含量按照营业联络资料的参数标准,由供应商提供测试报告MA检验项目检验工具验收标准及检验方法缺陷等级开关类(正反规格、型号目测按工程图及BOM表MA 功能手感转动灵活、声音清脆、接触良好MA开关、调速开关、灯开关)标识 目测/证书 认证符合工程图及BOM 表MA 外观 目测 无残缺、裂纹、变形、披锋,标识清晰 MA 寿命 老化测试架 将要测试的开关安装在测试架上,并将开关接通电源进行模拟负载测试10000次,触点完好,功能正常。
服装成品检验报告

服装成品检验报告:成品检验报告服装成品检验报告表电子成品检验报告单出厂检验报告篇一:服装厂成品检验规范成品检验规范一、成品规格尺寸应严格按照工艺单要求1 班组出来的成品必须严格按要求测量尺寸,做到每天至少量3件以上,并且做好登记,填写质量检验报告,对于尺寸超过公差范围的视为不合格产品处理,并且及时跟班长汇报情况,及时加以解决,如果连续新出的产品超过两天或以上应该汇报给主任或以上管理,直到解决问题为止2上衣测量部位和方法一般情况下见下表格:二、检验的顺序1检验产品必须按照一定的顺序才能把衣服做到不漏验,每个人拿到一件衣服必须从头到尾检验完成,有问题必须在布条上注明,不管是有几个问题,一次性检验完成才不会导致重复检验,造成工作量加大;2车间员工修活完成一条划一条,二次检验只需要对着布条验返修的部位;3检验的顺序是先从里到外,从左到右,从上到下。
三、检验基本要求1. 面料、辅料品质优良,符合客户要求,大货得到客户的认可;2. 款式配色准确无误;3. 尺寸在允许的误差范围内;4. 做工精良;5. 产品干净、整洁、卖相好。
四、外观要求1. 门襟顺直、平服、长短一致。
盖门平服、宽窄一致,里襟不能长于门襟。
有拉链唇的应平服、均匀不起皱、不豁开。
拉链不起浪。
纽扣顺直均匀、间距相等。
2. 线路均匀顺直、止口不反吐、左右宽窄一致。
3. 开叉顺直、无搅豁。
4. 口袋方正、平服,袋口不能豁口。
5. 袋盖、贴袋方正平服,前后、高低、大小一致。
里袋高低。
大小一致、方正平服。
6. 领嘴大小一致,驳头平服、两端整齐,领窝圆顺、领面平服、松紧适宜、外口顺直不起翘,底领不外露。
7. 肩部平服、肩缝顺直、两肩宽窄一致,拼缝对称。
8. 袖子长短、袖口大小、宽窄一致,袖袢高低、长短宽窄一致。
9. 背部平服、缝位顺直、后腰带水平对称,松紧适宜。
10. 底边圆顺、平服、橡根、罗纹宽窄一致,罗纹要对条纹车缝。
11. 各部位里料大小、长短应与面料相适宜,不吊里、不吐里。
9.样件检验报告模板(全尺寸检测报告)
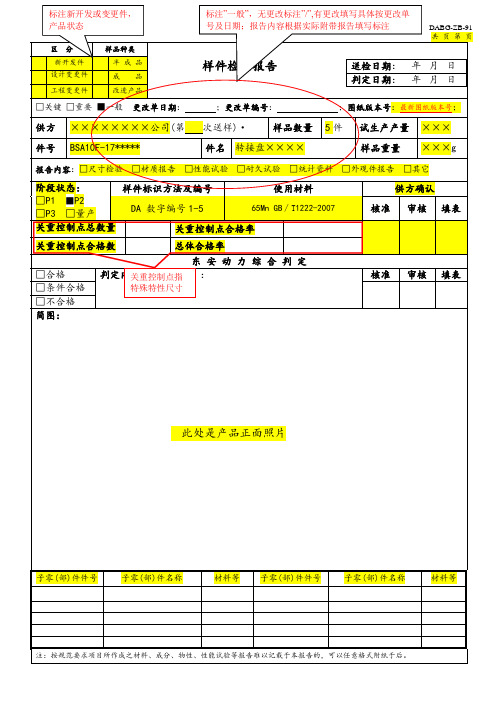
区分 新开发件
设计变更件
工程变更件
样品种类 半成品 成品 改进产品
□关键 □重要 ■一般 更改单日期:
供方 ××××××××公司(第
标注”一般”,无更改标注”/”,有更改填写具体按更改单 号及日期;报告内容根据实际附带报告填写标注
DABG-ZB-91 共页第页
样件检验报告
判定 5
9
筋板宽度
10 筋板宽度
序号顺序与气 11泡图一筋一板对宽应度
12 内腔宽度
8±0.26
7±0.26
7与±特0.殊26特性清 单保持一致, 标识 CC/SC/P 66±0.39
13
φ14 孔筋板 外径
φ20±0.29
14
筋板转接半 径
R52±0.35
15
筋板转接半 径
R44±0.35
16
筋板转接半 径
R13±0.27
17
φ9 孔筋板 外径
φ20±0.29
18
螺钉孔安装 台直径
φ10±0.26
尽可能使用量 具,除非特殊 必须使用“GONO-GO”类工 具
检测结果和判定要求手写,计 量型数据必须写数值,不允许 写“合格”“不合格”
送检日期: 年 月 日 判定日期: 年 月 日
;更改单编号:
;图纸版本号:最新图纸版本号;
次送样)· 样品数量 5 件 试生产产量 ×××
件号 BSA10F-17*****
件名 转接盘××××
样品重量 ×××g
报告内容:□尺寸检验 □材质报告 □性能试验 □耐久试验 □统计资料 □外观件报告 □其它
基准孔○A 深 深 7.5min
3
成品入库实验报告模板
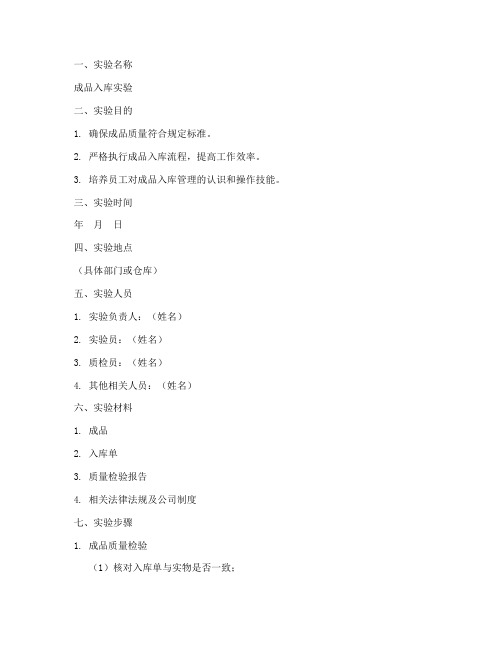
一、实验名称成品入库实验二、实验目的1. 确保成品质量符合规定标准。
2. 严格执行成品入库流程,提高工作效率。
3. 培养员工对成品入库管理的认识和操作技能。
三、实验时间年月日四、实验地点(具体部门或仓库)五、实验人员1. 实验负责人:(姓名)2. 实验员:(姓名)3. 质检员:(姓名)4. 其他相关人员:(姓名)六、实验材料1. 成品2. 入库单3. 质量检验报告4. 相关法律法规及公司制度七、实验步骤1. 成品质量检验(1)核对入库单与实物是否一致;(2)检查成品外观、尺寸、重量等是否符合要求;(3)检查成品包装是否完好;(4)抽取部分成品进行内部质量检验。
2. 成品入库(1)填写入库单,注明品名、规格、数量、批次、生产日期等信息;(2)将入库单与成品一起放入入库区;(3)通知相关部门进行验收。
3. 成品验收(1)核对入库单与实物是否一致;(2)检查成品外观、尺寸、重量等是否符合要求;(3)审查质量检验报告,确认产品质量;(4)将验收合格的成品放入指定区域。
4. 成品入库信息录入(1)将入库信息录入计算机系统;(2)确保信息准确无误。
5. 成品入库归档(1)将入库单、质量检验报告等相关资料归档;(2)确保归档资料完整、整齐。
八、实验结果与分析1. 成品质量检验结果(1)外观:无破损、无锈蚀、无污染;(2)尺寸:符合要求;(3)重量:符合要求;(4)内部质量:符合要求。
2. 成品入库流程执行情况(1)入库单填写规范;(2)入库流程顺畅;(3)验收环节严格;(4)入库信息录入准确。
3. 成品入库管理存在的问题(1)部分员工对入库流程不够熟悉;(2)入库资料归档不及时;(3)入库信息录入存在错误。
九、实验结论1. 成品质量符合规定标准;2. 成品入库流程执行规范;3. 成品入库管理存在一定问题,需加强培训和改进。
十、实验建议1. 加强员工培训,提高员工对入库流程的认识和操作技能;2. 完善入库资料归档制度,确保资料完整、整齐;3. 优化入库信息录入流程,减少错误发生;4. 定期对入库流程进行评估,持续改进。
电子线成品检验规范(含表格)

成品检验规范(IATF16949-2016/ISO9001-2015)1.0目的:1.1 确保公司成品均能正常检验,以确认其符合品质要求,满足顾客需要。
2.0使用范围:2.1公司所有用于出货给客户产品的检验。
3.0职责:3.1制造部:成品送检、不良处理。
3.2品管部:检验标准的制定,成品检验和试验的执行及改善追踪。
3.3资材部:合格品的入库及出货。
4.0名词定义:4.1重要尺寸:工程图纸或承认书上带有“*”号或用“注意”印章指明的尺寸为重要尺寸。
5.0作业内容:5.1 抽样方式:抽检依据《检验抽样管理规范》执行,采用AQL:MAJ0.25,MIN0.65,电器检测全检抽样数采用AC=0,若顾客另有要求,以合同为准(样品检验采用全检,允收标准为零缺点采用AC=0):1、电子线、插头电源线、接插线、Lighting Harness均以PCS为单位,进行抽样。
2、线材若以捆包装则以捆为单位进行抽样,每捆抽取1.5M。
5.2 检验方式区分:5.2.1产品核对公司工程图面及首件样品,零物件可参照物料承认书。
5.2.2检验项目若为本公司设备,治具,能力所无法验证之部分的物料,则依据供应商之出厂检验报告为保证依据。
5.2.3一般检验依5.3之项目执行,若有特殊项目或标准则依特殊要求检验并填写于备注栏或附件。
5.3常规的检验项目:5.3.1线材常规检验项目依《SPT平行线检验规范》、《3C线材检验规范》、《欧规线材检验规范》进行相应检验。
5.3.2电子线检验常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ剥线长度开口长度线材长度卡尺、钢尺目视工程图面,生产计划排程表,《作业标准检验规范》MAJ捻线捻线效果目视无松散、分叉、螺旋状MAJ 浸锡浸锡效果目视《作业标准检验规范》MAJ外观目视1.开口不可断铜丝,分叉MAJ2.开口浸锡无氧化MAJ3.浸锡端不可相连、分叉、大头MAJ4.剥线夹痕不得过深、破皮MAJ5.外被不可受损,刮伤、玷污、色差MIN5.3.3AC电源线、DC电源线、信号线等检验常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ 外观目视《外观检验标准》MINAC、DC等各类插头规格卡尺、目视工程图面,相关安规检验标准,物料承认书CRI 外观目视《外观检验标准》MAJS/R 规格卡尺、目视工程图面MAJ 外观目视《外观检验标准》MIN 端子规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视《外观检验标准》MIN端子+胶壳规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 插拔力拉力计“插拔力测试”指导书MAJ开关规格卡尺、目视工程图面,相关安规检验标准,物料承认书MAJ 开关拨动手感拨动灵活,有质感MAJ 开关灵敏测试开关灵敏,不错位(导通、断开)CRI 外观目视《外观检验标准》《作业标准检验规范》MIN电器导通测试工程图面CRI 极性测试工程图面CAI 耐压测试工程图面,相关安规检验标准,物料承认书CAI阻抗测试工程图面,相关安规检验标准,物料承认书CAI长度各部位尺寸卡尺、目视工程图面MAJ 5.3.4Lighting Harness常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺、目视各线材工程图面MAJ 外观目视《外观检验标准》MIN 插头规格卡尺、目视工程图面,各安规检验标准CRI 外观目视《外观检验标准》MAJS/R 规格卡尺,目视工程图面,相关安规检验标准MAJ 外观目视《外观检验标准》《作业标准检验规范》MIN 端子规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视物料承认书,《外观检验标准》MIN 灯座规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 外观目视《外观检验标准》MIN 灯泡配合度匹配灯泡灯泡组装顺畅,不卡坐,接触良好MAJ点亮测试匹配灯泡灯泡点亮CRI开关胶壳规格卡尺,目视工程图面,相关安规检验标准,物料承认书MAJ 开关拨动手感拨动灵活,有质感MAJ 开关灵敏测试开关灵敏,不错位(导通、断开)CRI 外观目视《外观检验标准》《作业标准检验规范》MIN电器导通测试工程图面CRI 极性测试工程图面CRI耐压测试工程图面,电器测试标准表CRI阻抗测试工程图面,电器测试标准表CRI 长度尺寸卡尺,目视工程图面MAJ 可靠性电器可靠性试验信赖性检验项目CRI 客户抱怨抱怨处理对策追踪客户抱怨处理单MAJ 5.3.5接插件常规检查项目表:项目检查内容检验工具检验标准依据判定线材规格卡尺,目视各线材工程图面,物料承认书MAJ剥线长度开口长度线材长度卡尺,目视工程图面MAJ捻线捻线效果目视无松散、分叉MAJ浸锡浸锡效果目视无连锡、分叉、浸锡不到位、大头、氧化MAJ铆合端子目视《作业标准检验规范》,工程图面,物料承认书MAJ接插胶壳胶壳确认接插作业卡尺,目视《作业标准检验规范》,工程图面,物料承认书MAJ适配性插拔力插拔力测试拉力计“插拔力测试”指导书MAJ外观目视 1.外被不可受损,刮伤MIN2.线芯无断丝,分叉MIN客户抱怨抱怨处理对策追踪客户抱怨处理单MAJ 5.4检验及记录注意事项:5.4.1成品检验依相关图面规定检验判定并记录相关数据。
产品质量检查报告单

产品质量检查报告单标题:产品质量检查报告单引言概述:产品质量检查报告单是一种重要的文件,用于记录产品的质量检查情况。
通过质量检查报告单,可以及时发现产品质量问题,并采取相应的措施进行改进。
本文将详细介绍产品质量检查报告单的内容和重要性。
一、产品信息1.1 产品名称:记录产品的名称,确保准确标识。
1.2 产品型号:记录产品的型号,便于区分不同型号的产品。
1.3 生产日期:记录产品的生产日期,便于追溯产品质量。
二、检查内容2.1 外观检查:检查产品外观是否完整,有无损坏或瑕疵。
2.2 尺寸检查:检查产品尺寸是否符合标准要求,确保产品质量。
2.3 功能检查:检查产品功能是否正常,确保产品性能符合要求。
三、检查结果3.1 合格:产品通过所有检查项,符合质量标准。
3.2 不合格:产品在某些检查项上未通过,需要进行修正或淘汰。
3.3 待定:产品在某些检查项上有疑问,需要进一步确认。
四、检查人员4.1 质检员:记录进行产品质量检查的质检员姓名。
4.2 生产人员:记录生产产品的员工姓名。
4.3 监督人员:记录监督产品质量检查的主管姓名。
五、备注5.1 异常情况:记录产品质量检查中出现的异常情况。
5.2 改进措施:记录针对质量问题采取的改进措施。
5.3 签字确认:质检员、生产人员和监督人员需在报告单上签字确认检查结果。
结论:产品质量检查报告单是企业保证产品质量的重要工具,通过记录产品的检查情况和结果,可以及时发现问题并采取措施进行改进。
只有严格执行质量检查标准,才能确保产品质量和客户满意度。