CIP持续改善计划-范例
CIP持续改善计划_范例

¦æ µ{ ªí 2/5 2/6 2/7 2/8 2/9 2/10 2/11 2/12
-去年入檢實績統計上屬高批退率與高不良項目, 屬再發性及問題或改善的成效不如預期 -貴司方面認為其品質問題會影響客戶使用端且須長期觀察並 持續改善之問題點
• 製作說明範本
改善目標:
(1)發光不穩定: 16.75% 降至 1%
(2)亮度不均:
7.% 降至 1%
(3)高批退率品的0%的批退目標
設定品種:5070066/5070071/5070014 (4)廠內黑白點不良率由 3%不良率 降至 1%
G« ׫ ¤£ ¨Î
¥Ø ¼Ð
1% 1%
1%
1%
1%
1%
1% 1% 1%Βιβλιοθήκη 1%1%1%
¹ê ÁZ 3% 2.50% 2.20% 1.50% 1% 1% 0.50% 0.70% 0.60% 0.55% 0.60% 0.57%
結語
• 以上僅為初步的方向,所有的內容都以簡化 的方式說明之,這方面請自行運用之.
佈厚度不
落實粘度 確認
足
1-2. 網板的張力確認 1-3. 人員作業性確認
1-2.依據張力檢測記錄表與人員 作業無異常之現象
1-3. 作業人員作業未依規定做 好首件之作業品質作業確認
作業性符合且有 相關紀錄可追溯
作業人員安排教 育訓練
生產 /**** PE/**** 無
生產 /****
•改善措施
CIP持续改善--范本
主題 設定
成果 說明
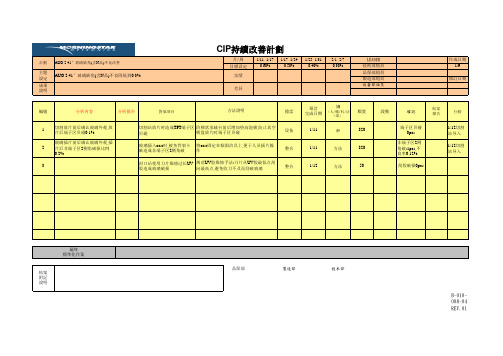
AUO 2.41″玻璃缺角(含N品)不良降低到0.3%
CIP持續改善計劃
月/周 目標设定
1/11--1/17 0.60%
1/17--1/24 0.50%
实绩
1/25--1/31 0.40%
2/1--2/7 0.30%
差异
LEADER 技術部組員 品保部組員 製造部組員 设备部组员
刮胶破损0pcs
1/12切割 站导入
1/12切割 站导入
結案 附記 說明
最終 標準化作業
品保部
製造部
技术部
B-010008-04 REV.01
破造成非端子区2侧角破
作
整合
封口站使用刀片维修过长UV 规范UV胶维修手法:刀片从UV胶最低点刮
胶造成玻璃破损
向最高点,避免收刀不及而刮破玻璃
整合
預計
5M
完成日期
(人/機/料/法 /環)
數量
1/11
料
820
1/11
方法
820
1/12
方法
50
設備
確認
結
非端子区2侧 角破:1pcs,不 良率0.12%
作成日期 1/9
修訂日期
編號
分析内容
分析报告
對策項目
方法說明
擔當
1
切割放片前后确认玻璃外观,放 片后端子区贝碰0.1%
玻璃插片前后确认玻璃外观,插 2 片后非端子区2侧角破损比例
0.2%
3
切割站放片时造成TFT端子区 阶梯状承载台前后增加垫高泡棉,防止真空
贝碰
吸盘放片时端子区贝碰
工厂CIP行动推行办法【范本模板】

中国科健股份有限公司China Kejian Corporation Ltd.中国科健股份有限公司China Kejian Corporation Ltd.过程管理与资料分析程序修订记录1、 目的通过改善,挖掘各种误区,优化资源、降低成本,为公司创造利益;同时使员工养成思考问题习惯,提升自主管理,促进员工个人能力开发,最终达成持续改善的良好企业文化。
2、 范围适用全厂员工提案建议的改善 3、 定义3.1 CIP :即Continue Improvement Proposal ,其中文意思为“持续改善提议”。
3.2 改善:即通过有效的方法和手段,使各方面得到改进和提高,从而使整个系统获益。
3.3 CIP 行动:是为公司创造利益、开发员工能力、打造企业文化而进行的一项活动, 是引导员工从品质、效率、效益、资源优化、节约成本等方面为主要改善对象,对于一些重大的改善建议可在部门领导的支持下组织改善项目小组进行实施,由原来“我是说的人,你是做的人"变为现在的“我们自己的工作由自己来改善”,即从原来的“改善建议提出型”变为现在的“改善建议实施型”。
3.4 改善项目小组:为解决某一具体问题而自发组织起来的一个小组,一般由5—10人组成(也可能有些小项目或产品、测试、维修等方面的专项技术由单个人能独立完成的),该小组应包括组长、协助员、技术分析、项目统计等成员,成员可以来自同一个部门,也可以来自不同的部门,而且该小组是一个临时性的组织,随着其活动最终目标的达成而解散。
4、 组织及职责4.1 CIP 行动推广组织结构图4.2 CIP行动推广组织职责组长:负责CIP行动工作的监督、目标的确定、提案改善成效审核和奖励审批。
副组长:负责CIP行动推广小组日常事务的处理、协调及推行计划的拟定与实施。
督导员:1)参加CIP行动会议及提案审议;2)CIP行动之促进,推行制度、计划及活动细则等之研讨;3)各类提案改善之协助和指导;4)各类提案改善项目之绩效审查、评核;5)各类提案改善资料的整理及绩效成果的统计。
盈趣科技产品CIP持续改善报告

厦门华盛弘精密模具有限公司
6.2014年上半年品质总结
综合以上分析,在2014年1月份至2014年5月份,盈趣科技产品品质除了新导 入的Viking系列的新产品及Bering功能键存在较大的品质问题外,其它基本保持 可控状态.对于该高客诉的物料,已按第5项的分析改善报告执行,具体见第5项 分析改善报告。下半年客诉截货率目标定为1%以内。
一、来料控制
综合上半年的品质状况,大部分的品质异常集中在外加工产品上(喷涂 、印刷、烫金),为了加强供应商的管理,主要采取以下措施: 1、加强来料检验,发现异常时要求供应商检讨改善。必要时采取处罚处理
措施。 2、至少每季度对重点供应商(星鑫达)进行一次考评、必要时到现场确认考
核。 3、对于星鑫达的供应商安排固定的技术人员现场监督及改善问题点。
厦门华盛弘精密模具有限公司
7.2014年下半年品质提升改善计划 二、生产过程管控
1、对于客诉的问题点记录于作业指导书上,并将调整好的最佳工艺参数记 录并受控,后续生产时严格按该参数调机生产,QC人员每4小时进行核 对一次,确保产品品质稳定。
2、对于高客诉问题的物料比如:Viking系列、Bering 功能键、Outback-X上壳 因模具结构问题,需人为操作检验管控的,该操作员及检验人员在上机 前需先进行培训,生产主管确认合格后方可上机操作。对于模具可以修 模改善的,必须要求项目部给予改善。经品管确认合格后,方可上机生 产。
4.客诉前两项截货分析图
4.1 客户截货19批次,Bering功能键被截货4批次,占21%
厦门华盛弘精密模具有限公司
5.分析改善报告
5.1 Outback-X机种客诉分析改善报告
厦门华盛弘精密模具有限公司
车间CIP工作总结
车间CIP工作总结
近期,我们车间在CIP(持续改进计划)方面取得了一些显著的成就。
通过团
队的共同努力和不懈的追求,我们成功地实施了一系列改进措施,提高了生产效率,降低了成本,增强了质量管理,为公司的可持续发展打下了坚实的基础。
首先,我们对生产流程进行了全面的分析和评估,找出了存在的问题和瓶颈。
随后,我们制定了一系列具体的改进方案,包括优化设备布局、改进工艺流程、提高员工技能等方面。
这些改进措施不仅提高了生产效率,还降低了能源消耗和原材料浪费,为企业节约了大量成本。
其次,我们在质量管理方面也取得了显著的进展。
通过引入先进的质量管理工
具和方法,我们加强了对生产过程的监控和控制,提高了产品的合格率和一次通过率。
同时,我们还加强了对员工的培训和教育,提高了员工的质量意识和责任感,有效地减少了质量事故和投诉。
此外,我们还注重了团队建设和员工激励。
通过开展各种形式的团队活动和培训,我们增强了团队的凝聚力和战斗力,激发了员工的工作热情和创造力。
同时,我们还建立了一套科学的绩效考核和激励机制,激励员工积极参与改进活动,为企业创造更大的价值。
总的来说,车间CIP工作取得了一系列显著的成就,为企业的发展注入了新的
活力和动力。
但我们也清醒地意识到,CIP工作是一个持续的过程,我们还有很多
工作要做。
我们将继续保持良好的工作状态,不断探索和创新,为企业的发展贡献更多的力量。
相信在全体员工的共同努力下,我们的车间一定会迎来更加美好的明天!。
CIP-持续改善

不迷信权威, 不迷信经验, 只遵从事实。
现场 现物 现实 求新 求变 求快
本次内容
• 精益生产过程中的改进 • 一 不断改进过程(CIP) • 二 精益生产的实现(小组工作法)
一 不断改进过程(CIP)
• 一、CIP的概念 • CIP是精益生产思想的精髓和推进精益生
产的最有效管理手段,它起源于日本的 KAIZEN(改善),意为不断( Continuous)改进(Improvement)流程 (Process)
10、观察设备 11、搬
运重物 12、零件运输13、过剩生产
2.要充分发挥员工的积极性和创 造力
– 企业中存在浪费,那幺,由谁来消除这些浪 费呢?CIP的回答是:依靠全体职工。
• 领导的指导作用 • 员工的创造性
3.自己动手、马上实施、五天见 效
• 关键就在于CIP强调从我做起,即自己发 现问题自己解决并且尽快解决;不追究 造成问题的责任,注重问题的解决。CIP 的思想认为,与其化大力气查出在干净 地面上扔废纸者,不如直接把废纸捡起 来扔进垃圾桶。
• 小组工作法通过职责的下放使员工不但承担生 产的责任,而且根据他们的能力承担一定的管 理职能和技术工作,员工可以在明确企业目标 的前提下参与工作方法的制定和修改,从而使 员工对企业目标产生认同,形成上下协调一致 的企业环境,使企业充满活力。
5.信息沟通和共享
• 每个员工成为企业活动的积极参与者, 随时掌握生产经营活动的各种信息,使 信息得以共享。它不仅要求小组的每个 成员从各职能部门获取有关信息,还要 求小组成员之间通过会议、信息栏、目 视化手段等及时交流信息 。
3.工作充实
• 小组工作法改变过去那种分工过细的劳 动组织和分配政策,鼓励一专多能,实 行多岗操作。使工人的工作内容丰裕, 更具有挑战性,同时也大大提高了生产 效率。
品质持续改善计划(CIP)

针对品质改善的管理
(生产线上管理者及领导者的任务)
17
不良对策3原则 1.不接收不良品 2.不生产不良品 3.不流出不良品
基本方针
→来料品质 →(制造)工程品质 →出货品质
制定严禁不良品流到下一工程的“方案”、并持续不断地构建一个完善的管 理体制。
18
重点措施
采用ISO的手法 1.构建“正确”的方案
☆品质是要靠全体人员努力!☆
22
*针对现行生产体制的防止不良流出作为本次重点项目。 *导入ICM-CS的工程检验方式。
4
案例方法-1
*事先收集信息 ①正确编制作业指导书。⇒ 这是最基本 ②未严格按照作业指导书正确作业。⇒这就是問題点 ③检查工位发现工程不良时,只是返回重工。⇒无再发防止对策
“即使已决定了该做的项目但是没有去做”就是个最大的問 題点!作业员是有问题,但管理者、领导也有问题!
2.方法
*引用ISO的思维方式和手法
1)作业方法的确定 ⇒按照作业指导书“正确”实施作业
2)实施和记录
⇒根据确认明细表来实施确认和记录
3)持续管理,持续推行 ⇒持续“正确作业”
4)不良对策
⇒不良品发生时,制定再发防止对策
・调查原因,执行对策方案。
・
14
管理层教育-3
3.管理者、领导者的职责 ①为了不产出不良品 1)指导作业员,必须严格按照作业指导书(SOP) 正确作业。 2)确认作业状况,是否有严格按照作业指导书(SOP)进行作业。 3)记录。保留“正确作业”的记录。 ②为了不让不良品流出 1)每1台都要使用 “确认明细表”来确认 2)彻底实施。不疏忽每次的确认。 ③不采用不合格的部材 1)执行入料检查及反馈
5
护理cip案例

护理cip案例全文共四篇示例,供读者参考第一篇示例:护理CIP案例是指在对持续改进项目(Continuous Improvement Project,CIP)中所涉及的工作进行护理管理的过程中,发生的一系列事件、问题和处理过程。
护理CIP案例的目的是为了提高项目的有效性和效率,确保项目按计划达成目标,并及时解决出现的问题,使项目整体顺利进行。
在实际工作中,护理CIP案例通常包含以下几个方面的内容:1. 问题描述:通常情况下,护理CIP案例的起点是一个问题或挑战。
这个部分会描述问题的具体情况,包括问题的原因、关键因素、影响程度等。
某个工作流程存在延迟现象,导致生产效率低下,需通过CIP项目进行改进。
2. 应对措施:针对问题的描述,护理CIP案例会详细描述采取的针对性措施。
这些措施可能包括改进工作方法、优化流程、培训员工等。
在生产效率低下的案例中,可以通过重新设计工作流程、提高设备效率等措施来提高生产效率。
3. 持续监控:在采取措施之后,护理CIP案例会进行持续的监控和评估工作进展情况。
这个过程通常包括收集数据、制定指标、定期评估,并对CIP项目进行调整和优化。
通过持续监控,可以及时发现问题,并采取适当的措施进行处理,从而确保项目顺利进行。
4. 结果评估:护理CIP案例会对项目的成果进行评估,包括效果、成本、时间等方面。
通过对项目成果的评估,可以进一步提炼和总结经验教训,为未来类似项目提供指导和借鉴。
以上就是关于护理CIP案例的一般内容和过程,下面我将结合一个实际案例,为大家详细介绍护理CIP案例的具体实施过程。
案例分析:某公司生产部门在生产一款产品时,出现了频繁的质量问题,导致产品退货率较高,影响了客户满意度和公司形象。
为了解决这一问题,公司决定开展一项CIP项目。
1. 问题描述:在进行CIP项目之前,公司生产部门对质量问题进行了深入分析和调查,发现问题主要集中在生产过程中的一处关键环节,即零部件的装配工序。
CIP持续改善流程指引样本
CIP Continues Improvement Process InstructionCIP持续改进流程指引CIP CONTINUOUS IMPROVEMENT PROCESS INSTRUCTIONCIP持续改进流程指引1 PURPOSE (目的):Define the work flow of the continuous improvement process and key points in early implementation stage, to provide guideline for improvement project developing and running smoothly at each department, enhance work performance, and prompt standardization of any improvement activities.明确持续改进项目在前期推动实施中的各项基本流程及关键节点, 利于各部门持续改进项目的开发及工作的顺利进行, 提高改进过程中的工作质量, 促使改进工作规范化和条理化。
2 SCOPE (范围):3 DEFINITION (定义):3.1 CIP projects: Refers to an improvement activity which approved by company CIPSteering Group and conducted by a cross functional team using six sigma methodology & roadmap to overcome a practical issue that either specified by top management or looked for by team spontaneously. Usually, the team need to spend 20% of their working time in team’s activities. Project financial benefit should be more than 25000RMB for consecutive three months after improvement actions have been carried out.CIP改进项目: 是指经过改进推进委员会批准由一个跨部门团队, 运用六西格玛的改进方法论解决一个由高层领导指定或由团队自发寻找的改进机会的活动。
精益生产6.CIP(持续改善)

三、CIP活动的工作步骤 (1)
• 1.小组活动的准备
– 包括确定活动人员、改进流程的范围、活动场所及其布置等,主要由主持者负责。
• 2.小组活动的引言
– 主持者首先要向小组成员说明CIP的含义、目的和具体工作方法,并激发全体成员 参与到CIP活动中来。
• 3.现场流程考察
– 不管是否来自于该流程,都应该以改善的眼光去现场观察,并发现流程中的问题。
3.自己动手、马上实施、五天见效
• 光从上述两点看,似乎CIP和合理化建议的活动没有什幺区别,但合理化建议 活动的效果却和CIP的效果无法相比,关键就在于CIP强调从我做起,即自己 发现问题自己解决并且尽快解决;不追究造成问题的责任,注重问题的解决。 CIP的思想认为,与其化大力气查出在干净地面上扔废纸者,不如直接把废纸 捡起来扔进垃圾桶。
• 11.跟踪措施实施情况
– 主持者应在五天的活动后对措施的实施进行跟踪,监督执行人员按改进后的方案 工作,确保改善成果。
四、CIP活动案例
• 1.追问“五个为什幺” • 1)改进前问题:某车间数控机床经常发生故障,维修人员通过更换备件解决故
障, • 2)问题分析: 设备故障约每一个月发生一次,主要原因是主控制板发生故障,
• 8.制订措施表
– 经全体成员同意后,把最佳方案描述在统一规定的措施表上。
• 9.实施措施
– 要求参加人员共同负责,并亲自动手,尽快解决
• 10.汇报成果
– 每次活动的有形成果都要用金钱来计算,无形成果应说明其改进的意义。最终的 成果将在有上层领导和各部门经理参加的CIP汇报会上汇报。汇报时间一般为15分 钟,可以由主持者汇报,也可由小组成员汇报。
三、CIP活动的工作步骤 (2)
CIP活动案例讲解
.CIP活动案例1、追问五个为什么1)改良前问题:某车间数控机床经常发生故障,维修人员通过更换备件解决故障。
2)问题分析:设备故障约每一个月发生一次,主要原因是主控制板发生故障,这种板的备件价格1,500元,每年备件费用18,000元。
CIP活动对主控制板故障的原因进展了分析,结果如下:为什么发生故障——> 线路板烧坏为什么线路板烧坏——> 降温不好为什么降温不好——> 空气流通不畅为什么空气流通不畅——> 数控机床外空气进不去为什么空气进不去——> 滤网上结尘通过追根究底地提问,找到了问题的症结,确认故障原因是:数控机床下面有一只滤网,是防灰尘的。
灰尘积在滤网上使外面空气不能进入机床,从而使机床内空气散热不良,温度升高,造成线路板烧坏。
3)CIP措施:每半个月清扫一次滤网4)CIP成果:备件每年节约10个,设备故障率下降83%。
2、优化平面布置1)改良前问题:占用场地面积大,在制品多。
2)问题分析:造成这一问题的主要原因是2a、2b操作人员离原材料的料箱太远,所以只能靠操作人员1通过滑板送料。
流程分析结果是:操作人员数7名,场地220平方米,在制品130个。
3)CIP措施:将设备2a、2b的方向转180度,并移到滑板Ⅱ两侧,取消岗位1和送料滑板Ⅰ。
4)CIP成果:场地面积节约35%,劳动生产率提高14.3%,在制品减少15.4%.3、追求“零缺陷〞1)改良前问题:加工工件过程中经常发生因插入方向错误而造成设备故障和零件报废。
2)问题分析:存放工件的料箱不标准,摆放随意,操作人员加工前必须先判断方向,但因每个工件总加工时间仅32秒,判断失误率高,统计结果说明:该工件班产720个,两班制月产量33,000个,因插入错误造成的零件报废平均9个/班,工件毛坯单价8.65元,年损失材料费39,000元。
3)CIP措施:在机床心轴上安装一块挡板,起到防失误装置的作用,使工件不能以错误的方向插入,从而使操作人员及时发现问题,人为缺陷减少至零。
CIP持续改善流程培训PPT模板

√
√ 同16#
√
√
11.70
√
√ 同16#
√
√
11.50
√
√ 同16#
√
√
9.20
16
3.4 新方法实施
NEXT:编列作战计划
17
3.2.4 新方法实施
NEXT:对比改善效果
18
3.2.4 新方法实施
NEXT:选定新的主题,不断精进
19
4、A3报告
What – 什么是A3报告
• 用图表把问题、分析、改正措施、执行计划等内容囊括在一张A3纸上,形成一套完 整的问题解决方案,并进行状态报告
审核结果
小组评估
CIP专员
制定改善计划
《提案评定表》
发表会 公布栏
日常跟踪
CIP委员会 提案等级评定
CIP委员会 (主导)
CIP专员 CIP核算组
CIP优秀案例 确保提案实施
25
3、激励
初奖
• 提案经审核后,若予以采纳,即对提案人给予小额奖励
终奖
• 在提案或项目实施完成或取得阶段性成果够给予奖励 • 针对提案或项目进行评分,根据分值评定等级奖励
序号
1 2 3 4 5
得分
≥16分 13≤分值<16分 10≤分值<13分 7≤分值<10分 4≤分值<7分
获奖等级
特等奖 一等奖 二等奖 三等奖 优秀奖
奖励金额(元)
26
CIP评定
3、 CIP发表会每月举办一次,选择当月内的优秀案例进行分享 • CIP发表内容以合理化建议、工作改善、A3报告3种形式 • 发表人员:
• CIP委员会:主要由公司管理层及部门经理等组成,负责整个机构的运作及提供财力、物力的支持与 协助,确保CIP正常运作,确定公司的CIP目标及发展方向。
CIP持续改善计划范例 PPT

製造
PQC
M e e t i n g--- M o n i t o r
Long Term
立案追蹤
Trouble Shooting ? 『 Long Term 改善』
對策立案
標準化 / Training
對策執行
NG 效果確認
OK
結案
( Leader-- 製造主管 )
Follow Up
現況分析
Follow Up
人员
网板张力不佳
设备
材料
粘度管理 不佳
亮度不佳
方法
• 制作说明模板 •要因分析研判
NO? 工程别 不良要因 确认POINT
确认结果
改善方式
日期 担当者
1
印刷
印刷之涂 1-1. 高品的粘度确认 1-1. 人员作业于上机作业前未 追加粘度纪录表
布厚度不
落实粘度 确认
足
1-2. 网板的张力确认 1-2.依据张力检测记录表与人员 作业性符合且有
结语
• 以上仅为初步的方向,所有的内容都以简化 的方式说明之,这方面请自行运用之.
• 厂商方面应有效的运用质量手法并清楚简 单的说明整个CIP计划的内容,并对于改善 目标有一个可量化的数据. 改善的方式说明,请尽量以图片方式说明之
感谢您的聆听!
作业无异常之现象
相关纪录可追溯
生产 /****
PE/**** 无
1-3. 人员作业性确认 1-3. 作业人员作业未依规定做 好首件之作业质量作业确认
作业人员安排教 育训练
生产 /****
•改善措施
• 制作说明模板
NO 改善对应内容
1 膏品粘度管理不佳部份将增加粘度 纪录表,周期性为每日 上/下午各一次 IPQC方面列为巡检之项目
精益生产6.CIP(持续改善)-PPT精选文档
4.对流程进行定量分析
– 为了能定量了解流程状况,需要对流程的质量、生产率、在制品、占用场地面积、 周转时间、材料消耗和零件品种等进行测量,并计算出具体数值。
•
5.收集流程中的浪费现象
– 要改进流程,首先要了解流程中存在的问题,通过头脑风暴法,让小组的每一个 成员发表自己的看法,并将所有意见收集起来,作为下一步工作的基础。
二、CIP的主要思想
1. 2. 3. 4. 5. 任何流程、任何部门都有改进的潜力 要充分发挥员工的积极性和创造力 自己动手、马上实施、五天见效 花小钱、办大事 需要领导的支持和出色的主持者
1.任何流程、任何部门都有改进的潜力
• • CIP作为精益生产方式的原动力,其根本的出发点是追求完美,永远不为已取 得的成绩而满足,并需要不断地消除或减少企业中存在的各种浪费。 1. 仓库库存 2. 等待材料 3. 设备故障 4. 寻找工具 5. 产品缺陷 6. 供货不及时7. 中间库存 8. 零件计数 9. 信息输入 10. 观察设备 11. 搬运重物 12. 零件运输 13. 过剩生产 CIP思想认为,浪费是顾客不愿意接受的那部分企业活动。而顾客愿不愿意接 受则完全取决于顾客的价值观念、生活习惯和文化背景等因素,而与企业生 产流程的优劣没有关系。只有那些完全了解顾客的企业才能把握顾客的需要, 从而促使企业不断的对自身进行分析,消除那些不为顾客创造价值的活动。 这些活动存在于企业的各个部门和各个流程之中,CIP则是一种对这些流程和 部门进行分析并改进的有效方法。
•
2.要充分发挥员工的积极性和创造力
• 企业中存在浪费,那幺,由谁来消除这些浪费呢?CIP的回答是:依靠全体职 工。事实上,企业中最大的浪费便是人力资源方面的浪费,其它的浪费,如: 库存、等待、生产过剩、不合理的动作、制造不良品等,不管其如何巨大, 都必须依靠人去解决。这里的人不仅仅指企业的高层管理人员,而是包括全 体员工。因为,一方面,员工的经验和智能是企业最宝贵的财富,他们了解 企业生产流程的每个细节,他们也知道企业问题的症结,但领导也许仅仅了 解企业的总体经营状况,却看不到这种经营状况的深层次的原因;另一方面, 企业中的大部分人是具体操作人员,领导层所占的比例较小。领导的智能, 不管其如何完美,都不足以解决企业中存在的所有问题,只有使全体员工的 智能得到利用,才能使企业在新的挑战中获得生存。
奢侈品鉴定师工作质量持续改进计划
奢侈品鉴定师工作质量持续改进计划在当今的消费市场中,奢侈品的需求持续增长,随之而来的是对奢侈品鉴定师工作质量的更高要求。
作为一名奢侈品鉴定师,不仅需要具备扎实的专业知识和丰富的实践经验,还需要不断提升自身的能力,以适应市场的变化和行业的发展。
为了确保能够提供准确、可靠的鉴定服务,制定一份工作质量持续改进计划是至关重要的。
一、现状分析目前,在奢侈品鉴定工作中,虽然已经积累了一定的经验和知识,但仍存在一些需要改进的方面。
1、知识更新不够及时随着奢侈品市场的不断发展,品牌的设计、工艺和防伪技术都在不断变化。
然而,对于这些新的变化和趋势,有时未能及时掌握和了解,导致在鉴定过程中可能出现误判的风险。
2、鉴定工具和技术的局限性现有的鉴定工具和技术虽然能够满足大部分的鉴定需求,但在面对一些高仿和复杂的造假手段时,可能显得不够精准和全面。
3、沟通与服务意识有待加强在与客户沟通的过程中,有时未能充分理解客户的需求和关注点,导致服务不够贴心和周到。
同时,在解释鉴定结果时,可能存在表述不够清晰、易懂的情况。
4、工作效率有待提高在处理大量鉴定任务时,由于流程不够优化和熟练程度的不足,导致工作效率受到一定的影响,不能及时为客户提供鉴定报告。
二、改进目标1、提高鉴定的准确性确保鉴定结果的准确率达到 98%以上,减少误判的情况发生。
2、提升工作效率将平均每件奢侈品的鉴定时间缩短 20%,同时保证鉴定质量不受影响。
3、增强客户满意度通过优质的服务和清晰的沟通,使客户满意度达到 95%以上。
4、紧跟行业发展及时掌握最新的奢侈品鉴定知识和技术,保持在行业内的领先地位。
三、改进措施1、持续学习与培训(1)定期参加行业内的研讨会、培训课程和讲座,了解最新的奢侈品市场动态、品牌发展和鉴定技术。
(2)订阅专业的奢侈品鉴定杂志和期刊,关注行业权威网站和论坛,及时获取最新的信息和知识。
(3)与同行进行交流和分享,互相学习和借鉴经验,共同提高鉴定水平。
CIP-不断改善流程

7。开发解决方案 8。制定措施表和封面 9。实施措施 10。汇报成果
浪费是指生产过程中用户不愿意
支付的那部分企业活动。
浪费的种类:
1。生产过剩 2。等待 3。工序设计不当
4。搬运
5。库存过高 6。动作不当
7。不良品
生产过剩
资金积压 质量劣化 占用场地 管理费用增加 经营风险
4)有杂质吗? 6)材料浪费情况如何? 8)是否对加工过程足够注意? 10)质量标准合理吗?
D。 ( Methode )
1)工艺标准合理吗?
3)工作方法安全吗? 5)这种方法高效吗? 7)工艺卡是否正确? 9)通风和光照良好吗?
2)工艺标准提高了吗?
4)这种方法能保证质量吗? 6)工序安排合理吗? 8)温度和湿度适宜吗? 10)前后工序衔接好吗?
主持者是推动人,而不是带领人
CIP主持者的引言
- 要有有力的开场 - 要有真实及时的数据 - 要有自信的语调 - 要有积极的心态 - 要对CIP活动有信心
CIP主持者的过程控制
- 充分准备 - 明确“游戏规则” - 有效掌控时间 - 紧紧围绕主题 - 每天进行小结 - 制定“明天的计划” - 充分考虑可能出现的情况 - 为自己保留一小时安静的时间 - 将工作过程目视化
集
合---- 听音乐,准时到场
新鲜的空气---- 请不要在教室内吸烟
封闭的环境---- 排除一切外部干扰 积 极 参 与---- 我能提供和获得什么信息?
一定要遵守喔!
CIP的含义
不断
ontinuously
改进 mprove
rocess
流程
生产流程
投入
生产流程
产出
人员 材料 设备
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
改善成效追蹤/驗證結果
4% 3% 2% 1% 0%
2/10 2/11 2/12 2/13 2/14 2/15 2/16 2/17 2/18 2/19 2/20 2/21
日期 2/10 2/11 2/12 2/13 2/14 2/15 2/16 2/17 2/18 2/19 2/20 2/21
亮度 不佳
1 膏品粘度管理不佳部份將增加粘度 紀錄表,週期性為每日 上/下午各一次 IPQC方面列為巡檢之項目
2 3
部門/擔當者 完成期 限
印刷/陳寶生 2/20
IPQC/葉寄 興
備考
標準化: 1.粘度紀錄表 2.追加巡檢紀錄表上的確認
項目
4 5
6 7
後續追蹤計畫
• 製作說明範本
• 決定評量人力與改善程度的標準。 • 運用統計圖表顯示出目標與達成狀況
改善方式 日 期
追加粘度紀錄 表
1-2.依據張力檢測記錄表與 人員作業無異常之現象
1-3. 作業人員作業未依規 定做好首件之作業品質作 業確認
作業性符合且 有相關紀錄可 追溯
作業人員安排 教育訓練
擔當者
生產 /**** PE/**** 無
生產 /****
•改善措施
• 製作說明範本
NO 改善對應內容
作業性不佳
人員
網板張力不佳
材料
粘度管理 不佳
設備 亮度不佳
方法
•要因分析研判
• 製作說明範本
NO? 工程別 不良要 因
1 印刷 印刷之 塗佈厚 度不足
確認POINT
1-1. 高品的粘度 確認
1-2. 網板的張力 確認
1-3. 人員作業性 確認
確認結果
1-1. 人員作業於上機作業 前未落實粘度 確認
行動計畫
• 發展行動計畫與方法: – 達成目標所需的要件 – 分配組織上各部門所負責之權責與範圍(人力分配) – 每部份與整體的關聯性(運用流程圖或方塊圖說明之)
CIP持續改善機制
Issue
客戶:VLRR DOA 重大Issue 製造:一、二次檢 OQC :外觀、尺寸、光學 Data
• 製作說明範本
目標
1%
1%
1%
1%
1%
1%
1%
1%
1%
1%
1%
1%
實績 3% 2.50% 2.20% 1.50% 1% 1% 0.50% 0.70% 0.60% 0.55% 0.60% 0.57%
結語
• 以上僅為初步的方向,所有的內容都以簡化 的方式說明之,這方面請自行運用之.
• 廠商方面應有效的運用品質手法並清楚簡 量化的數據. 改善的方式說明,請盡量以圖片方式說明之
目標設定
• 敘述此次目標的設定與原因說明 – 清楚的陳述目標/並有一可量化的目標數據 (如預計從多少的不良數降至多少) – 說明其重要性
• 設定目標:符合實際、合理、有挑戰性的目標。 • 設定改善的方向應包含以下之內容
-去年入檢實績統計上屬高批退率與高不良項目, 屬再發性及問題或改善的成效不如預期 -貴司方面認為其品質問題會影響客戶使用端且須長期觀察並 持續改善之問題點
• 製作說明範本
改善目標:
(1) 發光不穩定: 16.75% 降至 1%
(2) 亮度不均:
7.% 降至 1%
(3) 高批退率品的0%的批退目標
(4)
設定品種:5070066/5070071/5070014
(5) (4)廠內黑白點不良率由 3%不良率 降至 1%
• 目的:減少客戶端的不良回饋與提昇廠內製程的良比率
QA
生技
製造
PQC
M e e t i n g--- M o n i t o r
Long Term
立案追蹤
Trouble Shooting ? 『 Long Term 改善』
對策立案
標準化 / Training
對策執行
NG 效果確認
OK
結案
( Leader-- 製造主管 )
Follow Up
現況分析
Follow Up
要因分析
Follow Up
對策立案
標準化
C I P Team
對策執行
NG 效果確認
OK
時間表
• 決定該改善計劃的進度 • 決定改善計劃進度的負責人與各部門的負
責單位窗口 • 決定開始、中程與結束的進度/與各階段
的效果評價方式結果
• 製作說明範本
Item 負責人員
內容/項目
1 陳寶生 要因分析 2 葉寄興 數據統計分析
對策擬定\改善目標設立 3 陳寶生 (會議召開) 4 陳寶生 改善成效確認 5 陳寶生 標準化作業 6
行程表 2/5 2/6 2/7 2/8 2/9 2/10 2/11 2/12
不良要因分析
• SPC統計表 • QC七大手法 • 製程關係分析
• 製作說明範本 • (2).不良要因分析(4M分析)