塑胶模具BOM
模具英语专业术语
模具英语专业术语模具的分类:冲压模(五金模): stamping die分离模: cutting die成形模: forming die塑胶模: plastics mold注射模: injection mold压缩模: compression mold铸塑模: transfer mold吹塑模: blow mold吸塑模: suck mold铸造模: casting die砂型铸造: sand casting压铸模: die casting锻造模: forging die塑胶模具术语一、入水:gate进入位(入水点):gate location水口形式:gate type大水口(侧浇口): edge gate潜水口: sub-gate薄膜式水口: film gate牛角式潜水口: banana gate扇形水口: fan gate环形水口: ring gate二次水口:细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter直接水口: direct gate二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形(整圆/半圆)流道:round(full/half) runner矩形流道: rectangle runner梯形流道: trapezoid runnerU形流道: U shape runner流道电脑分析(模流分析):mold flow analysis流道平衡: runner balance热嘴:hot sprue/tip热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line plug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socket 四、模具零件:mold components 三板模(细水口模):3-plate mold二板模(大水口模):2-plate mold热流道模具: hot-runner/manifold mold叠层模: stacked mold边钉/导边:leader pin/guide pin边司/导套:guide pin/guide bushing直导套:shoulder guide bushing有托导套:straight guide bushing中托司:ejector guide bush中托边:ejector guide pin回针: return pin面板: top clamp plateA板: A plate推板:stripper plateB板: B plate托板:support plate方铁: spacer block加高方铁: higher spacer block顶针固定板:ejector retainner plate顶针板:ejector plate底板: bottom clamp plate螺丝:screw杯头螺丝: socket cup head screw平头螺丝: socket flat head screw机米螺丝:外六角头螺丝: bolt管钉:dowel pin开模槽:ply bar socket内模管位(模仁互锁):core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:sleeve ejector pin缩呵:movable core,return core, core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide行位扣:镶件:insert压座/斜鸡:wedge耐磨板/油板:wear plate压条:gib撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈(法兰):locating ring锁扣(模锁):latch扣鸡:parting lock set推杆:push bar顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring型腔(前模仁): cavity型芯(后模仁): core镶针:insert pin销子(销钉):dowel pin波子弹弓:ball catch喉塞(堵头): pipe plug锁模块:lock plate斜顶杆:angle ejector rod斜顶针:angle from pin尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边(斜导柱):angle pin油缸: hydraulic cylinder液压马达: hydraulic motor齿轮: gear轴承: bear术语:terms承压平面平衡:parting surface support balance分模面排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes with ejector pin料位出上/下模:part from cavity (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步模图设计:preliminary mold design正式模图设计:final mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模(粘模):sticking顶白: stress mark热膨胀:thero expansion缩水: shrinkage物料表: BOM原料: raw materials物料: materials工程试模材料: material for engineering mold testing成品: finished product半成品: semi-finished product公差:tolorance铜公(电极):copper electrode射料不足: short shot缺口: nick瑕疪(斑点): speck亮斑: shine银纹: splay焦痕: gas mark起鳞: delamination冷块: cold slug导色: blush沟槽;凿槽: gouge段面咬花: satin texture证示线: witness line专利: patent沙砾: grit细粒: granule=peuet=grain抽粒机: grit maker缓冲: cushion不锈钢: stainless steel镁铝合金: magnalium镁金属: magnesium钣金: metal plate车/车床: lathe铣床/铣床: mill刨/刨床: plane磨/磨床: grind钻/钻床: drill镗: boring气泡: blinster版次: revision备注: remark生产确认: production control confirmation 初审: checked by核准: approved by部门: department电镀: plate成型: molding样品: sample雕刻: engrave蚀纹: texture加硬: harden热处理: heat treatment淬火: quenching回火: tempering退火: annealing碳化: carbonization铬酸处理: chromate阳性处理: anodize氮化: nitrifying。
塑胶模具物料分类及编码说明

NO
大纲
签核
修 订 履 历
1.
目的
2.
适用范围
3.
权责
4.
定义
5.
内容说明
6.
参考文件
7.
签 核
项 目
制作(PREPARED)
审核(CHECKED)
批准(APPROVED)
签 章
日 期
修 订 履 历
版本
生效日期
修订内容
备注
A
B
C
D
E
F
G
H
I
J
K
L
1.目的
为规范精密塑胶模具物料分类及编码标准,提升信息化管理水平,特制定此标准。
图8模具特殊零部件物料编码组成
表4特殊物料编码
标识符
含义
举例
S
模架
H1001S表示H1001的模架
R
热流道
H1001R标示H1001的热流道系统
5-2.原料耗材物料编码分类:指模具制造过程中所需的原材料、标准件、辅助工具、耗材等。
分类号
分类名称
举例
0
模板类
如面板、热流道板
1
前模镶件类
如前模主镶件
2
后模镶件类
如后模主镶件
3
滑块类
如滑块等
4
斜顶类
如斜顶或斜顶头等
5
顶出类
如顶块、弹块、直顶
6
前模散件类
如非标定位圈、垫板、压板等
7
后模散件类
如垫板、压板
9
排料类
如小镶件排料、斜顶排料等
举例: H1001001为H1001的面板;
H1001002为H1001的热流道板;
塑胶模具设计-面试问题汇总
塑胶模具设计-⾯试问题汇总见⼯问题汇总1.模具设计的流程及模具加⼯流程?设计流程:1.产品分析→2.客户沟→3.结草图→4.客户确认→5.出2D结构图→6.3D分模→7.拆散件图→8.线割图CNC加⼯省模→装配加⼯流程:模具设计→下料→铣床开粗→磨床加⼯→→EDM加⼯→→T1试模线割机装配→省模2.设计⼿机应注意哪些⽅⾯?1.产品外观⾯如:夹⼝线熔接线2.装配位3.检讨产品有哪些⼈参加?公司内部检讨:模具设计师制模师傅设计主管跟模⼯程师制模主管与客户共同检讨:产品设计师设计主管制模主管跟模⼯程师模具设计师4.产品产⽣批锋的原因?→1.注塑压⼒⼤2.模料变形3.模具制作有问题4.模具⽼化5.产品注塑出来的缺隐陷有哪些?在模具⽅⾯有哪些因素,如何改正?主要有缩6.产品填充不⾜的原因?1.注塑压⼒不够2.胶⼝⼩3.排⽓不良4.模温低7.为什么要辞?A:有事需回家处理。
B:需要提升技术⽔平C:求发展8.对模具⽅⾯了解多少?有三年模具设计经验,可独⽴设计机壳类塑胶件模具9.你做过哪些产品?⼿机MP3MP4电⼦词典DVD等等10.⼀般设计过的产品精度是多少?0.02MM11.BOM表及模具材料清单如何编制?由1.编号2.名称3.规格4.数量5.材质6.备注这⼏项组成,在编制时先编制主要的钢料,按顺序编制13.画中托司的标准是什么?参考中托司标准(模胚⼚提供)14.见⼯过程中,2D\3D画到什么程度?主要看时间要求,⼀般2D画出主要结构1.内模料2.模胚3.板厚.4.⾏位\斜顶5.进胶其次顶出,冷却等3D⼀般不同产品不同的处理⽅法:主要做出分型⾯,分出前后模仁,做出主要的结构⾏位\斜顶\镶件等15.运⽔的作⽤是什么?冷却,保证产品外观,减少成型周期16潜顶针潜⽔的优缺点?优点:可啤塑⾃动(⽔⼝和产品可⾃动分分离)缺点:顶出后,须剪去顶杆处的胶⼝位17.机加⼯精度排列顺序:A、线割—磨床—⾼铣。
B、磨床—线割—⾼铣C、⾼铣—磨床—线割答案:B18.IMD和IML的意思是什么?是指模内镶件注塑19:产品沾滑块如何解决/1.做⼤出模斜度2.滑块省模,3.滑块内做机构顶出20.画出⼏种(⾄少2种)先复位机构。
塑胶模具的制作规范
塑胶模具的制作规范塑胶模具的制作规范一﹐确认图面﹐A.水路﹐1.公模&母模﹐依成品形状来决定﹐水路循环的路径与数量﹐公模&母模的水路需相互配合.2.脱料板x2cycle。
3.上述水孔接头处需做沉孔,沉孔尺寸$35*L25mm。
4.模具的水栓处,必需上IN﹐OUT且编号。
5.需附铜制水栓﹐A01&A07为塑料的水栓﹐A09铜水栓的尺寸为1/4”PT。
6.侧面止水栓之做法﹐2PCS止水栓或1PCS止水栓+铜块。
7.若有喷水孔﹐使用铜片做隔板。
B.料沟﹐依成品进料达到平衡﹐来设计料沟的路径﹐形状﹐尺寸…等。
C.进点﹐依成品的外观形状&要求重点﹐来决定进点的型式﹐为针点﹐侧针点﹐侧边状﹐锥型状…等。
D.顶出方式﹐1.PIN顶出﹐需使用DME规范(依不同客户决定。
2.顶针成品面有形状时﹐需做方向性之定位。
3.顶出环(特别注意打水环之拔模斜度或顶出块。
E.定位块X4﹐于公母模板360度/4﹐加长方型之定位块﹐增加基准面之精度(材质:SKD-61中国塑料模具网F.模仁方式﹐1.锁公母模仁之螺丝﹐设计时愈多愈好﹐且需平均分配﹐使模仁与模座接触面更密合﹐锁螺丝时需封称锁入﹐且扭力一致。
2.公母模仁均须有卡入模座之定位梢。
3.所有insert之模仁形状为圆形时需做定位﹐且只能单方向组装﹐避免组装时方向错误。
G.4支导柱需有1pcs做偏心﹐X﹐Y轴各偏10mm。
H.模具的螺丝孔及螺丝﹐须为DME的公制规范。
I.回位销封边要有耐顶板﹐材质为TDAC+氮化处理。
J.若有斜销及滑块﹐三面需加耐磨板﹐且必须有油槽(材质﹐TDAC+氮化处理。
K,需安装计数器﹐INSERT的型式(A09客户才需要。
L.模具的长﹐宽﹐高﹐定位环与KO孔﹐需配合客户的机台尺寸。
M.若为三板模﹐A09为外部开闭器﹐A为内部开闭器。
N,CHECK母模与脱料板间﹐分开的距离是否足够﹐机械手取出料头﹐考虑LGP 的长度&机台的最大行程。
塑胶模具零件常用术语

塑胶模具零件常用术语塑胶模具零件常用术语请按术语分类(从今天开始不写明分类的不加分1月11日)模胚类:包括模胚零件的称呼模具类:包括塑胶模具零件常用术语称呼机械类工具类:包括各种机床和附属工具常用术语称呼刀具工具类:包括各种机床刀具常用术语称呼产品类:包括各种产品功能称呼偶先抛砖引玉举个例子:深圳方言模具术语:模胚类:唧嘴---浇口衬套法兰---定模浇口衬套定位环, 扶针---回针, 垃圾钉---顶针板止停销, 杯头螺丝---内六角沉孔螺丝模具类:前模---又叫A模或定模, 后模---又叫B模或动模, 行位---滑块, 钶---镶在后模上的芯子(或叫模仁),机械类工具类:锣床---铣床, 锣床批土---铣床虎口钳, 磨床批土---磨床打直角虎门钳, 匙把揦---活钳或开口扳手的一种称呼刀具工具类:牙嗒---丝攻, 坑手-攻牙用的扳手, 机转---铁圆规, 奔子---磨成尖头用于敲击划线相交定位点的工具产品类:止口---夹口美术线,又称遮丑线, 啤把---拨模斜度, 火箭脚---位于司柱的加强筋公模肉=后模母模肉=前模环保标志=回收章细水口=针点浇口潜水=针点浇口镶件=入子排气槽=逃气道披锋=毛边加胶=加料密封圈=胶圈中托司=顶出导柱(套)=哥林柱水口扣针=拉料顶针插穿(碰穿)=靠破晒纹=咬花波子螺丝=定位珠模胚类:水口边细水口或简化型模胚的从水口板上贯下来的那支导柱中托司顶针板导柱零度块方型辅助器模具类斜顶------斜方水塔,水桶------模仁上钻个深孔,中间用铜片或亚加力板隔开,运水一边进一边出来冷却的水喉,水嘴-----冷却水接口呵----模仁铜公-----放电用的电极弹弓---弹簧入水---进胶点模具加工类的飞模------合模好象用白话说的外(音是如此,估计是WIRE)---线切割放电-----打火花省模,打光----抛光光刀---我们这是用来指CNC精加工加工模仁,多用于公模开粗---粗加工,留少许余量开框---模胚上加工放模仁的位置穿线孔---线割时用来穿钼丝的产品类加强筋---加强用的骨位美工线---上下盖装配的中间的间隙(可有效防上错位)行位>滑块司筒 >套筒入子 >镶件(INSERT)入子为台湾叫法斜顶 >斜顶块或斜顶杆KO孔 > 顶棍孔司筒针 > 套筒针撑头 > 支撑柱(防止B板变形的)铲鸡 >行位锁紧块治具 > 工具喉咀 > 水管头行位波仔 >滑块斜器中托司 >浇口衬套水口板 >流道板细水口板 >分流道板勾针 >拉料杆B板 >动模板A板 >定模板产品的夹线 >分型线运水 >冷却水道回针 >复位顶针隔热板 >热流道模上用的撬模位 >用来公开AB板的码模坑 >注射时固定上下模的通框 >把框开成通的东莞台资厂的叫法:呵芯----------型芯扁顶----------扁形顶针(用于肋位的顶出)骨位----------肋组立图-------装配图(这以前没听过﹐面试被口头问一下半天没反应过来﹐吃亏了)大水口模----二板模小水口模----三板模斜顶(又叫推方)----楣仔方方铁----凳仔方夹水纹----熔胶线火花纹----电火花加工后留下的纹粗公----电火花粗加工用的铜公精公----电火花精加工用的铜公晒字----做好菲林再拿去加字体的加工方法多谢老大的指点,等我想到后再添加.我来说两个:支柱=撑头冷却水=运水没有想到那么多,铜公=电极放电间隙=火花位凳脚=方铁1公厘=1mm用手工执出来=用钳工来抛修师傅位=基准位=放电时的铜公分中位位置1丝=1个计量单位=0.01MM (已帮你修改liuwujun)倒扣=反的脱模斜度刀路=加工程序作点补充开模器=拉胶=拉模扣密封圈=胶圈 =防水胶圈=O型圈波子螺丝=定位珠 =弹弓波子扣机就是控制多板分型的机械装置校杯——前模弹出开模的内行位PL面(音啪啦面)——分模面反柯——将正常情况下的前后模料位倒过来开模的方法,比如玩具车模具开模时,如果车外形面放后模出就是反柯浮柯——局部有倒扣的地方采用小镶件弹出的出模方法我也来凑凑热闹一些常用塑料材料的叫法:超不碎胶 ABS(工程塑料)赛钢 POM硬胶 GPPS不碎硬胶 HIPS软胶 PE尼龙 PA防弹胶 PC百折胶 PP亚加力 PMMA(有机玻璃)。
塑胶日用品企业物料编码规则
标贴
其它
即
即
即
即
即
即
即
即“10299”
“10209” “10210” “10211” “10212” “10213” “10214” “10215”
5.3.3.3 辅料流水号:辅料流水号现为三位
如:
PP 回笼袋
编号则为: 1 02 01 001
5.3.4 颜料编码为:六位数码
x xx xxx
流水号
中分类 如 03 为颜料 大分类 如 1 为原材料
物料编码原则
文 件 编 号: 版本
SL-RD-W003
页数
A 4 / 21
生 效 日 期 : 制 定:
2006/07/12
审核
批准
5.1.3 产品类别号由二位数字组成,本分类中末列 出之类别,今后可根据产品的发展,再做具体 规定。
5.1.4 流水号为旧产品编号,新产品接着旧产品编 号后续编;现为 4 位
物料编码原则
文 件 编 号: 版本
SL-RD-W003
页数
A 9 / 21
生 效 日 期 : 制 定:
2006/07/12
审核
批准
5.3.3.3 颜料流水号:颜料流水号现为三位
如:CH-880 透明桔黄 G 001
则编码为 1 03
5.3.5. 纸箱编码为十三位数码
x xx xx xxxxxx xx
塑胶日用品企业物料编码规则
物料编码原则
文 件 编 号: 版本
SL-RD-W003
页数
A 2 / 21
生 效 日 期 : 制 定:
2006/07/12
审核
批准
1.0 目的 对产品系统进行有效控制,确保产品按客人的要求进行生产,使整个编码条理 化、规范化。
塑胶模具零件的中英文标准命名

HASCO热唧咀使用的零件(Z109/...) MOLD-MASTER热流道系统的安装在热流道板背面, 用于为流道板加热、温控 MOLD-MASTER热流道系统中安装在热流道板上与啤 机炮嘴配合的部件(带发热元件) 用于对行位起固定和导向作用的
用来帮助增加锁模力的零件 尽量用标准斜边,直径较大时可用边钉改制,尽量 避免用顶针改制。又称斜导柱 压紧斜边用的块
隔热垫 RISER PAD
中心垫 CENTER SUPPORT PAD 阀针系统 VALVE GATE SYSTEM
热唧咀 HEATER NOZZLE 热唧咀定位套 NOZZLE BUSH
4 . 4
发
热唧咀头 HEATER SPRUE GATE 封针 CLOSED PIN
封针衬套 CLOSED PIN BAND 发热圈 BAND HEATER 发热片 HEATER SHEET 热电偶 THERMOCOUPLE 延长咀头 EXTEND NOZZLE
上模肉 CAVITY INSERT
下模肉 CORE INSERT
上模镶件 CAVITY SMALL INSERT
下模镶件 CORE SMALL INSERT
上模镶针 CAVITY INSERT PIN 下模镶针 CORE INSERT PIN 上模肉压块 CAVITY CLAMP 下模肉压块 CORE CLAMP 行位 SLIDE BLOCK 行位镶件 SLIDE INSERT 行位镶针 SLIDE INSERT PIN 可换镶件 EXCHANGEABLE INSERT 日期镶针 DATE INDICATOR 环保镶针 RECYCLE MARKED PIN 哥针 CORE PIN 疏气针 GAS EXPELLER
BOM物料编码规则

XXXXXXXXX公司物料编码原则5.1 产品编号原则:5.1.1产品分类:备注:产品大分类类别号由二位数字组成,本分类中未列出之类别,今后可根据产品的发展,再做具体规定。
产品二级分类为罗牙代码。
5.1.2 产品成品编码规则如下:产品大分类 第二级分类类别 代码扫把类 01 用字母A-Z 表示各类型的罗牙,无罗牙用“X ”表示(具体见罗牙分类表)拖把类 02 铲类 03 刷子类 04 柄类 05... ...名称 无罗牙/切平 美牙 德牙 意牙 开锥 代码XAGIT罗牙详细数据查阅:罗牙类型代码对照表.xls产品搭配标识对照表:搭配方式配柄组合扎绳无搭配代码H A B X5.1.4 成品编号举例:如:11115号扫把配柄,出018商标客户成品编号为: 9.01.1.11115H018015.2半成品原则:5.2.1 定义:公司的产品增加客户包材出货,定义为成品,按成品编码规则编码。
未增加客户包材的产品,定义为半成品,按半成品编码规则编码。
5.2.2半成品编码规则如下:5.2.3 半成品编号举例:如:11113开锥木柄半成品编号为: 8.05.T.111130111115 美牙扫把头,半成品编号为:8.01.A.111150111118绑拖把,半成品编号为:8.02.X.1111801公司物料分类:名称原材料-注塑原材料-植丝原材料-装配包材类耗材类设备类标识码 1 2 3 4 5 65.3 原材料-注塑5.3.1 原材料-注塑,编号原则:大分类为1字开头5.3.2 定义:注塑车间注塑时所需要的原材料5.3.3 注塑原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-注塑1色粉类01 无分类0塑胶原料02PP黑料 1硅胶料 2PP新料 35.3.4注塑车间原材料编码规则如下:5.3.5注塑车间原材料编号举例:如:色粉,编号为: 1.01.0.001003 PP新料,编号为:1.02.3.0035.4 原材料-植丝5.4.1 原材料-植丝,编号原则:大分类为2字开头5.4.2 定义:植丝车间植丝时所需要的原材料5.4.3 植丝原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-植丝2扫把胶头01用字母A-Z表示各类型的罗牙,无罗牙用“X”表示(具体见罗牙分类表)胶丝类02复合丝 1PP丝 25.4.4植丝车间胶头类编码规则如下:5.4.5胶头类编码举例:如:11115意牙扫把头的塑胶胶头,编码为:2.01.I.1111501 5.4.6植丝车间胶丝类编码规则如下:5.4.7胶丝类编码举例:如:复合胶丝,长160mm,口径0.25mm,编码为: 2.03.1.25160015.5 原材料-装配5.5.1 原材料-装配,编号原则:大分类为3字开头5.5.2 定义:装配车间装配时所需要的原材料5.5.3 装配原材料分类:第一级分类第二级分类第三级分类类别代码类别代码类别代码原材料-装配 3 扫把配件01无罗牙X意牙I美牙 A 拖把配件02无罗牙X意牙I美牙 A 柄类配件05抽耳 1外置罗牙 2其它 3 通用件09 螺丝 15.5.4柄配件(抽耳/外置罗牙)编码规则如下:抽耳详细最新数据查阅:抽耳款式对照表.xls5.5.5抽耳,外置罗牙编码举例:如:6号抽耳,编号为:3.03.1.601外置塑胶长美牙,编号为:3.03.2.M01 5.5.6通用件编码规则如下:5.5.7通用件编码举例:如:大扁自攻,5*20螺丝,编号为:3.09.1.0520015.5.8装配车间其它配件编码规则如下:备注:物料配件流水号指组成产品的,归属于装配车间的配件流水代码,如11115扫把头由上吸壳,下吸壳,胶头,胶丝四个原材料组成,归属装配车间的有上吸壳,下吸壳,流水代码分别为01,02。
塑胶模具概念

塑胶模具概念塑胶模具是指用于塑料制品加工过程中,用来制造塑料制品的工具或设备。
塑胶模具通常是由钢铁、铜、铝等金属材料制成的。
它们的设计和制造需要严格遵循工艺和技术标准,以确保制造出的塑料制品具有良好的质量和稳定性。
塑胶模具的应用非常广泛。
它们被广泛应用于汽车、电子、玩具、家居、医疗器械等众多行业,是现代制造业不可或缺的一部分。
使用塑胶模具可以大大提高生产效率和制造质量,同时还可以减少制造过程中的人工成本和能源消耗。
塑胶模具由两个主要部分组成,即模具的模板和模具的芯部。
模板是以一个空洞的形式制成的,用于制造塑料制品的外部形状,如汽车零部件、电子外壳等。
芯部是用来制造塑料制品内部的形状,如管道、槽、孔等。
这两个部分的配合才能制造出完美质量的塑料制品。
除了模板和芯部之外,塑胶模具还包括一些支柱、挡板、推杆等部件,这些零部件的设计和精度决定了制造出的塑料制品的准确性和稳定性。
塑胶模具的制造需要经验丰富的工程师和高水平的技术人员共同合作,才能确保顺利的生产过程和优秀的制品质量。
在塑胶模具的制造过程中,包括设计、制造、装配和调试等多个环节。
首先,需要进行模具的设计和制造,这需要先根据客户提供的产品参数进行设计,随后依据设计图纸制造模板和芯部。
然后,对塑料模具进行装配和调试,确认模具是否能够顺利地生产出优质的塑料制品。
如果模具不能满足生产要求,则需要对其进行修改或重新制造。
总的来说,塑胶模具是现代制造业不可或缺的一部分,可以大大提高生产效率和制造质量。
良好的塑胶模具需要经验丰富的工程师和高水平的技术人员共同合作,才能确保塑料制品的准确性和稳定性。
虽然制造过程较为复杂,但掌握了相关技术和制造工艺,就可以制造出高质量的塑料制品和模具。
模具英语专业术语

模具英语专业术语模具的分类:冲压模(五金模): stamping die分离模: cutting die成形模: forming die塑胶模: plastics mold注射模: injection mold压缩模: compression mold铸塑模: transfer mold吹塑模: blow mold吸塑模: suck mold铸造模: casting die砂型铸造: sand casting压铸模: die casting锻造模: forging die塑胶模具术语一、入水:gate进入位(入水点):gate location水口形式:gate type大水口(侧浇口): edge gate潜水口: sub-gate薄膜式水口: film gate牛角式潜水口: banana gate扇形水口: fan gate环形水口: ring gate二次水口:细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter直接水口: direct gate二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形(整圆/半圆)流道:round(full/half) runner矩形流道: rectangle runner梯形流道: trapezoid runnerU形流道: U shape runner流道电脑分析(模流分析):mold flow analysis流道平衡: runner balance热嘴:hot sprue/tip热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line plug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socket 四、模具零件:mold components 三板模(细水口模):3-plate mold二板模(大水口模):2-plate mold热流道模具: hot-runner/manifold mold叠层模: stacked mold边钉/导边:leader pin/guide pin边司/导套:guide pin/guide bushing直导套:shoulder guide bushing有托导套:straight guide bushing中托司:ejector guide bush中托边:ejector guide pin回针: return pin面板: top clamp plateA板: A plate推板:stripper plateB板: B plate托板:support plate方铁: spacer block加高方铁: higher spacer block顶针固定板:ejector retainner plate顶针板:ejector plate底板: bottom clamp plate螺丝:screw杯头螺丝: socket cup head screw平头螺丝: socket flat head screw机米螺丝:外六角头螺丝: bolt栓打螺丝(等高螺丝):S.H.S.B管钉:dowel pin开模槽:ply bar socket内模管位(模仁互锁):core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:sleeve ejector pin缩呵:movable core,return core, core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide行位扣:镶件:insert压座/斜鸡:wedge耐磨板/油板:wear plate压条:gib撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈(法兰):locating ring锁扣(模锁):latch扣鸡:parting lock set推杆:push bar顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring型腔(前模仁): cavity型芯(后模仁): core镶针:insert pin销子(销钉):dowel pin波子弹弓:ball catch喉塞(堵头): pipe plug锁模块:lock plate斜顶杆:angle ejector rod斜顶针:angle from pin尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边(斜导柱):angle pin油缸: hydraulic cylinder液压马达: hydraulic motor齿轮: gear轴承: bear术语:terms承压平面平衡:parting surface support balance分模面排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes with ejector pin料位出上/下模:part from cavity (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步模图设计:preliminary mold design正式模图设计:final mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模(粘模):sticking顶白: stress mark热膨胀:thero expansion缩水: shrinkage物料表: BOM原料: raw materials物料: materials工程试模材料: material for engineering mold testing成品: finished product半成品: semi-finished product公差:tolorance铜公(电极):copper electrode射料不足: short shot缺口: nick瑕疪(斑点): speck亮斑: shine银纹: splay焦痕: gas mark起鳞: delamination冷块: cold slug导色: blush沟槽;凿槽: gouge段面咬花: satin texture证示线: witness line专利: patent沙砾: grit细粒: granule=peuet=grain抽粒机: grit maker缓冲: cushion不锈钢: stainless steel镁铝合金: magnalium镁金属: magnesium钣金: metal plate车/车床: lathe铣床/铣床: mill刨/刨床: plane磨/磨床: grind钻/钻床: drill镗: boring气泡: blinster版次: revision备注: remark生产确认: production control confirmation 初审: checked by核准: approved by部门: department电镀: plate成型: molding样品: sample雕刻: engrave蚀纹: texture加硬: harden热处理: heat treatment淬火: quenching回火: tempering退火: annealing碳化: carbonization铬酸处理: chromate阳性处理: anodize氮化: nitrifying。
塑胶模具设计软件知多少
塑胶模具设计软件知多少?一、设计软件每个模具设计师都知道(或百度下),国内最常用的塑胶模具设计软件,非PROE、UG 莫属了,但也有其它的,如AUTOCAD、IDEASE、SOLIDWORKS等二、辅助工具模具设计师常称“外挂”,术语称“二次开发”,即在原软件基础上进行定制开发,目前市面上比较常见的辅助工具如下:1.PROE:目前比较普及的是EMX,最新推出的HY-AMD非常受欢迎;2.UG:相比较PROE多些,如MOLDWIZARD、HB-MOULD、TR-MOULD等等;3.AUTOCAD:二维设计有燕秀工具箱等等;三、华易模具系统HY-AMD是华易模具系统英文简写,全称是“华易模具设计自动化平台”,即在PROE软件基础上,专门针对塑胶模具设计部门定制的一套全3D设计系统,即可作为普通工具使用,也可整合企业标准、规则、流程等数据,形成企业自己的知识库。
1.适合对象i.塑胶模具公司ii.模具设计部门iii.使用PROE软件设计2.功能模组i.设计任务ii.模仁设计iii.模内零件:顶针定义、斜顶定义、水路定义、滑块定义……iv.模架设计:标准模架(LKM)、非标模架、自定义模架v.模架零件:所有标准零件安装、编辑、删除、调整、2D/3D模式定义vi.工程图纸:批量生成模板、零件图纸、当前模型图纸vii.BOM清单:一键导出所有零件清单3.产品亮点i.轻量化定义:快速ii.灵活调整:简便iii.统一管理:标准化iv.一键生成:智能v.知识库:存储各零件、模架数据、经验、规则等4.带来哪些优势i.快速设计,缩短模具设计时间50~70%以上ii.减少设计不良率95%以上iii.减少设计培训时间与费用iv.节约大量设计成本。
模具BOM清单

Leader pin导柱 Upper die protect 上模保护柱
Upper die protect screw上模 保护柱螺丝
2022/2/24
宁波星源机械有限公司
3/3
Φ12X183.2
Standard parts
Φ16X183.2
Standard parts
Φ60X350
Standard parts
60X60X235
Standard parts
M16X60
Standard parts
Mould number: Heat treatment热处理 Supplier供应商
Φ178X156.9
H13
M16X185
Standard parts
Φ16X70.92
H13
Φ25X115
Cu
60X60X480
50#
M16X60
Standard parts
Φ40X129.4
SKD61
125X985X180
50
325X125X180
50
Φ40.1X75
H13
Mould number:
Mould name:
Component size尺寸
Material材料
850X1085X247
50#
590X750X130
DIEVAR
M20X120
Standard parts
45X505X65
DIEVAR
18.7X325X64.25
塑胶模具中各部件的术语

塑胶模具中各部件的术语
模胚类:
唧(机)嘴--- 浇口衬套法兰--- 定模浇口衬套定位环,扶针--- 回针,复位杆,垃圾钉--- 顶针板止停销,杯头螺丝--- 内六角沉孔螺丝
模具类:
前模---又叫a模或定模,后模---又叫b模或动模,行位---滑块,钶--- 镶在后模上的芯子(或叫模仁)
机械类工具类:
锣床--- 铣床,锣床批土--- 铣床虎口钳,磨床批士--- 磨床打直角虎门钳,匙把--- 活钳或开口扳手的一种称呼
刀具工具类:
牙嗒--- 丝攻或丝锥,坑手-攻牙用的扳手,机转--- 铁圆规,奔子--- 磨成尖
头或冲子用于敲击划线相交定位点的
工具产品类:
止口:夹口或美术线,又称遮丑线,啤把:拨模斜度,火山口:位于司筒边缘的凸起部位,加强筋
机米螺丝:无头螺丝
模具类:
斜导柱=斜边
锁紧块=铲机斜销=斜顶装配模具=飞模或合模/ 配模。
塑胶模具术语-中英文对照表(配直观图文)
气顶 air poppet
安装气顶的目的是产品 脱模容易吸附型腔,不 易脱模,另外客户不允 许产品表面有顶出痕迹
各式模具螺丝
固定螺丝 平头螺丝 杯头螺丝/内六角螺丝 外六角螺丝 六角螺帽 无头螺丝/基米螺丝 塞打螺丝 波子螺丝
螺母
管钉
卡环/开口环,卡簧
sets screw
平头螺丝
F.H.C. S(flat head cap screw)
塑胶模具专业术语 图文中英双译
一、模具基本信息
ponent or Part Material:产品材料 ponent or Part Shrinkage:产品缩水率 3.Mould No:模具编号 4.Part No:产品图号 5.Tool Maker:模具制作人 6.Tonnage:注塑机吨位 7.Runner Weight:料头重量 8.Part Weight:产品重量 9.Part 3 D model: 产品3D图档 10.Part Dimensions:产品最大外形尺寸 11.draft angle 出模角度
斜顶 lifter
lifter guide block lifter base
顶针 ejector ejector/ retangle ejector
有托顶针/台阶顶针 stepped ejector pin
司筒针 ejector sleeve pin
回针/回退杆
return pin
中托司/顶针板导套" EGB( shoulder guide bushing)
中托边/顶针板导柱 guide pin
托板(顶针底板): support plat/ Ejector Back Plate
快速接头OUT: jiffy quick Water Fittings
塑料瓶盖行业BOM分阶管理方案
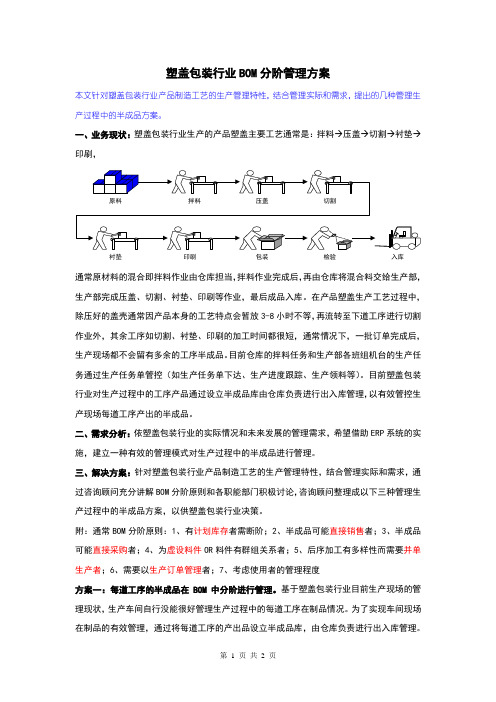
塑盖包装行业BOM分阶管理方案本文针对塑盖包装行业产品制造工艺的生产管理特性,结合管理实际和需求,提出的几种管理生产过程中的半成品方案。
一、业务现状:塑盖包装行业生产的产品塑盖主要工艺通常是:拌料→压盖→切割→衬垫→印刷,包装衬垫印刷检验入库通常原材料的混合即拌料作业由仓库担当,拌料作业完成后,再由仓库将混合料交给生产部,生产部完成压盖、切割、衬垫、印刷等作业,最后成品入库。
在产品塑盖生产工艺过程中,除压好的盖壳通常因产品本身的工艺特点会暂放3-8小时不等,再流转至下道工序进行切割作业外,其余工序如切割、衬垫、印刷的加工时间都很短,通常情况下,一批订单完成后,生产现场都不会留有多余的工序半成品。
目前仓库的拌料任务和生产部各班组机台的生产任务通过生产任务单管控(如生产任务单下达、生产进度跟踪、生产领料等)。
目前塑盖包装行业对生产过程中的工序产品通过设立半成品库由仓库负责进行出入库管理,以有效管控生产现场每道工序产出的半成品。
二、需求分析:依塑盖包装行业的实际情况和未来发展的管理需求,希望借助ERP系统的实施,建立一种有效的管理模式对生产过程中的半成品进行管理。
三、解决方案:针对塑盖包装行业产品制造工艺的生产管理特性,结合管理实际和需求,通过咨询顾问充分讲解BOM分阶原则和各职能部门积极讨论,咨询顾问整理成以下三种管理生产过程中的半成品方案,以供塑盖包装行业决策。
附:通常BOM分阶原则:1、有计划库存者需断阶;2、半成品可能直接销售者;3、半成品可能直接采购者;4、为虚设料件OR料件有群组关系者;5、后序加工有多样性而需要并单生产者;6、需要以生产订单管理者;7、考虑使用者的管理程度方案一:每道工序的半成品在BOM中分阶进行管理。
基于塑盖包装行业目前生产现场的管理现状,生产车间自行没能很好管理生产过程中的每道工序在制品情况。
为了实现车间现场在制品的有效管理,通过将每道工序的产出品设立半成品库,由仓库负责进行出入库管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
支撑柱 顶杆 铜公
顶针(斜导 柱)
镶针(顶 针)
镶针(顶 针)
圆顶针
圆顶针
浇口套
定位环
O直型水密嘴封 圈
蓝色弹簧
垃圾钉 定位珠螺
丝 无头内六角
螺丝
S50C S50C S50C S50C S50C S50C S50C 718H 718H P20 P20 45# 45# 45# 45# P20 P20 45# 45# 45# 45#
组立 20
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
机加工 CNC编程 CNC加工 热处理 线切割 EDM
30
40
50
60
70
80
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√
√ √
抛光 90
锻造 激光焊
100
110
√ √ √ √ √ √ √ √ √ √
工艺类 型: 零件名
称 模架 面板 A板 B板 顶针面板 顶针底板 底板 前模仁 后模仁
镶件D1 镶件D1-1 镶件BX1 镶件BX1-1 镶件BX2 镶件BX2-1
滑块S1 滑块S2
滑块压条 限位块
支撑柱 顶杆 铜公
设计 10
√ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √ √
550
530
35
1
400
280
83
1
400
280
97
1
201
114
56
1
201
114
56
1
93
24
22.5
1
93
24
22.5
1
93
24
23.5
1
93
24
23.5
1
130
71.5
60
1
130
71.5
60
1
80
27
25
4
30
30
15
2
Ф40X120.5
10
Ф128X12
4
Ф18X300
2
Ф4X150
6
Ф5X150
模具种类 模具编号 模具名称 产品材料 设计人员
模具费用
行项号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
23
24
25
26 27 28 29 30 31 32 33
34
35
原材料编码
11000477 11000477 11000467 11000467 11000493 11000493 11000493 11000493 11000467 11000467 11000493 11000494 11000498 11000498
内六角圆柱 头螺钉
STD
M8X30
10
40
3005739
内六角圆柱 头螺钉
STD
M8X40
12
41
3005754
内六角圆柱 头螺钉
STD
M12X40
8
42
3005756
内六角圆柱 头螺钉
STD
M12X60
8
43
6091033
水管
STD
Ф10*1.5米
1米
注塑模
单价 元/kg
计算重量 (kg)
金额(元)
SKD61
SKD61
SKD61
SKD61 SKD61
STD STD STD STD STD STD
STD
STD
模具BOM表
模具类型 产品名称
使用设备 生效日期
费用归属
规格及型号
长
宽
高
数量
550
530
411
1
550
530
35
1
530
450
100
1
530
450
120
1
530
290
25
1
530
290
30
1
产品编号 +名称
备注
13.0 690 8970
14.5 14.5 14.5 14.5 7.0 7.0 7.0 7.0 14.5 14.5 7.0 7.0 7.0 7.0
73 85 10.0 10.0 0.4 0.4 0.4 0.4 4.4 4.4 2 0 12 3
1051 1229 145 145
3 3 3 3 63 63 12 1 84 21
10
Ф8.0X250
4
Ф6.0X250
30
Ф16X150
1
LRBA100
1
PT1/4"
12
Ф17.8X2.4
12
Ф50XФ25X150
4
M6
8
M10
4
M10
4
注塑模
36
平头螺丝 STD
M6
8
37
内六角圆柱
头螺钉
STD
M6X16
8
38
3005735
内六角圆柱 头螺钉
STD
M6X35
4
39
3005738
深孔钻 蚀纹 激光割
120
130
140
※ ※
标准工艺 标准工艺
设计
设计
组立
组立
机加工 机加工
CNC编程 CNC编程
CNC加工 CNC加工
热处理
线切割
抛光
本厂工艺 √
外协工艺 ※ 注意事项当是外协工
艺时:在ERP工艺 单,模具工艺(标
准),外部工序项
目,输入编号为:工
作中心号-零件号
6090969 6090976
6090507
6091041 6091014 6110296
6091141
3005773
塑料 PP+TPO
零件名称 材质
模架 面板 A板 B板 顶针面板 顶针底板 底板 前模仁 后模仁
镶件D1 镶件D1-1 镶件BX1 镶件BX1-1 镶件BX2 镶件BX2-1
滑块S1 滑块S2