物料温度控制系统的设计
石化厂加热炉温度控制系统设计
任务二、石化厂加热炉的温度控制系统 JX-300X系统硬件设计
一、设备选型
1、温度检测 2、控制器(JX-300X) 3、压力检测 4、液位检测 5、执行器 6、流量检测
1、温度检测
热电偶 ——WRNk-131铠装热电偶
型 号: WRNK-131 分度号:K型 测温范围: 0°--1100°C 规 格:不锈钢保护管直径:Φ4mm 长度L=1500mm 钢带厂 钢管厂 高温电炉、烘箱、液体等测温用探
±0.25%FS、±0.5%FS包括(非线性、重复型、迟滞)
≤±0.3%FS/年 ±0.025%FS/℃ -40~80℃
-40~150℃/200℃/300℃/400℃…800℃;水冷式1200℃
3、液位检测
液位变送器—型号BPY-800-K 输出信号:4-20MA二线制 供电电源:12-36VDC典型24VDC 精度:±0.5%FS 工作温度-40+125℃ 测量范围0.5-100米 过载压力120%FS
4、控制流程图
5、控制方案的确定
1)、原料油液位控制、单回路PID、回路名 LIC-101
控制框图1
5、控制方案的确定
2)、加热炉烟气压力控制、单回路PID、回路 名PV102
控制框图2
5、控制方案的确定
3)、加热炉温度控制串级控制 内环、FIC104(加热炉燃料流量控制)外环、TIC-101 (加热炉出口温度控制)
性能指标
阀作用型式:气——关式或气——开式
附 件:定位器,手轮机构 性 能:(带定位器) 泄 漏 量:小于额定流量系数Kv的0.5% 基本 误差:±1.5% 回 差:1.5% 死 区:0.6% 始终点偏差:±1.5% 可 调 范围:30:1
化工精馏塔的PLC温度控制系统设计
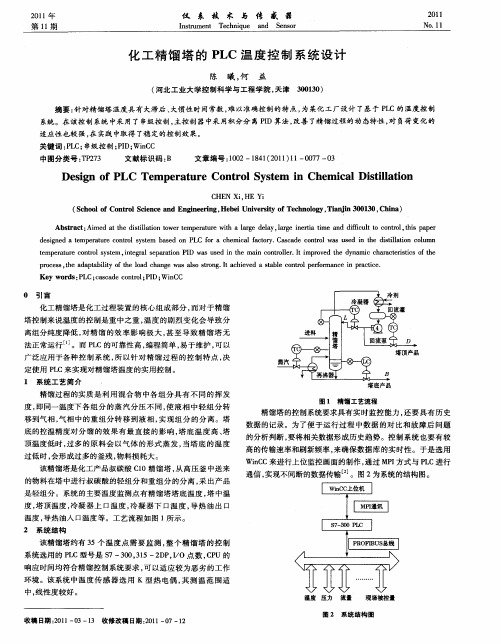
0 引言
化工精馏塔是化工 过程装置的核 心组成部 分 , 而对于精 馏
塔控制来说温度 的控制 是重中之重 , 温度 的剧烈变化 会导致 分
离组分纯度降低 , 精馏 的效率 影 响极大 , 至导 致精 馏塔 无 对 甚 法正常运行 J 。而 P C的可靠性高 , L 编程简单 , 易于维护 , 以 可
d sg e mp r t r o t ls se b s d o L o h mia a t r . a c d o to s u e n te d si ain c lmn e in d a t e e au e c nr y tm a e n P C f ra c e c lfc o y C s a e c n rlwa s d i h it l t o u o l o tmp r t r o t ls se , tg a e a ai n P D wa s d i h i o t l r I i r v d t e d n mi c a a trsis o h e e au e c n r y tm i e r ls p r t I s u e n t e man c n r l . t mp o e h y a c h ce it ft e o n o oe r c p o e s te a a tb l y o e l a h n ewa lo s o g I a h e e tb e c n r l e o ma c n p a t e r c s ,h d pa i t ft o d c a g s as t n . t c iv d a s l o to r r n e i r ci . i h r a pf c Ke r s: L c s a e c n r l P D; i C y wo d P C; a c d o t ; I W n C o
课后习题

7-8 在某生产过程中,通过加热炉对冷物料加热,根据工艺要求,需对热物料出口温度进行严格控制。
对系统分析发现,主要扰动为燃料压力波动。
故设计如图7-43所示的控制系统。
要求:(1)画出控制系统框图;(2)为保证设备安全,炉温不能过高。
确定调节阀的气开、气关形式。
(3)确定两个调节器的正反作用。
解答:(1)控制系统框图如图所示。
(2)气开式。
(3)副调节器:反作用;主调节器:反作用。
7-14 图7-44为一单回路水位控制系统。
如果蒸气用量经常发生变化,为了改善控制质量,将单回路控制系统改为前馈-反馈复合控制系统,画出控制系统工艺流程图和框图,并对新增回路的功能进行简单说明。
解答:1)控制系统工艺流程图如图所示。
控制系统框图如图所示。
2)新增回路功能说明:7-22 画出图7-45所示比值控制系统框图。
该系统的总流量是否恒定?如果总流量不恒定,要作什么改动才能实现总流量恒定?解答:1)系统框图如图所示:图7-21a )。
2)是单闭环比值控制系统,总流量不能恒定。
3)采用双闭环比值控制系统,如图所示:图7-22。
7-28 在某化学反应器内进行气相反应,调节阀A 、B 分别用来控制进料流量和反应生成物的初料流量。
为了控制反应器内压力,设计图7-46所示的分程控制系统。
试画出其框图,并确定调节阀的气开、气关形式和调节器的正、反作用方式。
解答:1)框图如图所示:2)调节阀:A :气开;B :气关。
3)调节器:反作用。
6-22 如图6-30所示热交换器,将进入其中的冷却物料加热到设定温度。
工艺要求热物料温度的C T ︒±≤∆1,而且不能发生过热情况,以免造成生产事故。
试设计一个简单控制系统,实现热物料的温度控制,并确定调节阀的气开、气关方式,调节器的正反作用方式,以及调节器的调节规律。
解答:1)被控参数选择:热交换器出口温度。
2)控制参数选择:载热介质流量。
3)检测仪表选择:温度传感器与温度变送器。
4)调节阀选择:○1流量特性选择:对数流量特性。
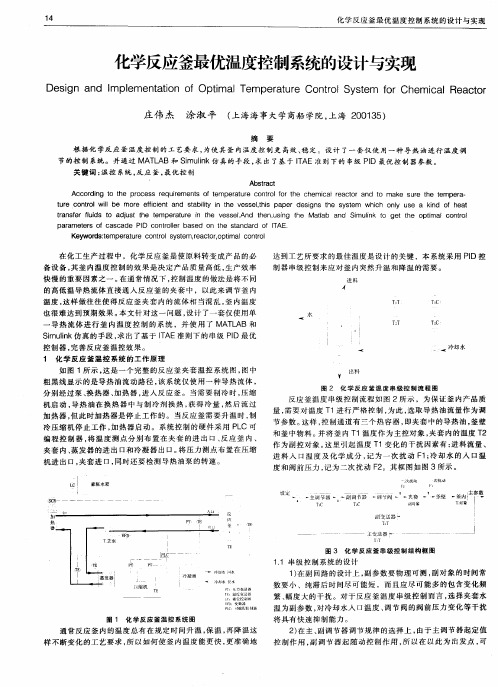
化学反应釜最优温度控制系统的设计与实现
一
在化 工 生 产 过 程 中 ,化 学反 应 釜 是 使 原 料 转 变 成 产 品 的 必 备 设 备 , 釜 内 温度 控 制 的效 果 是 决 定 产 品 质量 高低 , 产 效 率 其 生 快 慢 的 重要 因素 之 一 。 通 常情 况 下 , 制 温 度 的做 法 是 将 不 同 在 控 的 高低 温导 热 流 体 直 接 通人 反应 釜 的夹 套 中 , 以此 来 调 节 釜 内 温度 , 这样 做往 往 使 得 反 应 釜 夹 套 内 的 流体 相 当混 乱 , 内 温度 釜 也 很 难 达 到 预 期 效 果 。 文 针 对 这 一 问题 , 本 设计 了一 套 仅 使 用单
p ame e s ofc c de ar t r as a PI c tol D onr l bas t sa ar o I er ed on he t nd d f TAE.
Key wors: m pe aur n r s sem,e ctrop i c n r d t e r t e co tol y t r a o , t mal o tol
和釜 中物 料 。 将 釜 内 T 并 1温 度 作 为 主控 对 象 , 套 内的 温度 T 夹 2
加 热器 , 此 时 加热 器 是 停 止 工 作 的 。 当 反 应 釜需 要 升 温 时 , 但 制
冷 压 缩 机 停 止 工 作 , 热 器 启 动 。系 统 控 制 的 硬 件采 用 P C 可 加 L 编 程 控 制 器 , 温 度 测 点 分 别 布 置在 夹套 的进 出 口 、 应 釜 内 、 将 反 夹 套 内 、 发 器 的进 出 口和 冷 凝 器 出 I。 压 力 测 点 布置 在真 的手 段 , 出 了基 于 IA i l 仿 n 求 T E准则 下 的 串级 PD最 优 I 控 制器 , 善反 应 釜 温 控 效 果 。 完
夹套式反应器温度控制系统设计仿真

夹套式反应器温度控制系统设计仿真随着工业化的快速发展,夹套式反应器在化工生产中的应用越来越广泛。
而夹套式反应器的温度控制系统则成为了保证反应器稳定运行的关键。
本文将介绍夹套式反应器温度控制系统的设计和仿真,以及该系统的优势和应用前景。
一、夹套式反应器温度控制系统的设计在夹套式反应器中,温度控制系统的设计需要考虑多个因素,如反应物料的性质、反应速率、热量传递效率等。
首先,我们需要选择合适的温度传感器来获取反应器内部的温度信息。
常见的温度传感器有热电偶和红外线测温仪等。
其次,我们需要选择合适的控制器来实现温度的调节。
常用的控制器有PID控制器和模糊控制器等。
最后,我们需要设计合理的控制策略来实现温度的稳定控制。
常见的控制策略有比例控制、积分控制和微分控制等。
二、夹套式反应器温度控制系统的仿真为了验证设计的合理性和可行性,我们可以利用仿真软件进行夹套式反应器温度控制系统的仿真。
通过建立反应器的数学模型,我们可以模拟不同的工况和操作情况,并对温度控制系统的性能进行评估。
在仿真过程中,我们可以调整控制器的参数,优化控制策略,以达到更好的控制效果。
三、夹套式反应器温度控制系统的优势相比于其他类型的反应器,夹套式反应器具有温度控制更加稳定、反应物料更加均匀、反应速率更加快速等优势。
夹套式反应器温度控制系统的设计和优化可以提高反应器的生产效率和产品质量,降低能耗和生产成本。
四、夹套式反应器温度控制系统的应用前景夹套式反应器温度控制系统的应用前景非常广阔。
在化工生产中,夹套式反应器被广泛应用于有机合成、催化反应、聚合反应等领域。
随着科技的不断进步,夹套式反应器温度控制系统的设计和优化将会更加智能化和自动化,为化工生产带来更多的便利和效益。
夹套式反应器温度控制系统的设计和仿真对于保证反应器的稳定运行具有重要意义。
通过合理的设计和优化,夹套式反应器温度控制系统可以实现温度的精确控制,提高生产效率和产品质量。
随着科技的不断发展,夹套式反应器温度控制系统的应用前景将会更加广阔。
基于PLC的搅拌机控制系统的设计

基于PLC的搅拌机控制系统的设计搅拌机是一种常见的工业设备,它用于混合和搅拌各种物料,包括粉末、液体、颗粒等。
传统的搅拌机控制系统通常采用传感器和继电器进行控制,但这种方式存在一些问题,例如控制精度低、响应时间长、可靠性差等。
为了提高搅拌机的控制性能和可靠性,我们可以采用基于PLC的控制系统。
PLC是可编程逻辑控制器的缩写,它是一种专用的计算机控制设备,具有高速、高可靠性、易于编程和配置的特点。
基于PLC的控制系统可以通过将传感器和执行器与PLC连接,实现对搅拌机的精确控制。
搅拌机控制系统的设计需要以下几个步骤:1.确定控制需求:根据搅拌机的工作要求,确定需要控制的参数,例如转速、时间、温度等。
2.选择传感器和执行器:根据控制需求选择合适的传感器和执行器。
例如,可以使用旋转编码器或霍尔传感器测量搅拌机的转速,使用温度传感器测量搅拌机的温度。
3.设计控制逻辑:根据控制需求和传感器的反馈信号,设计PLC的控制逻辑。
例如,可以使用PID控制算法来控制搅拌机的转速,根据传感器测量的实际转速和设定值,调整搅拌机的驱动器。
4.编程PLC:根据设计的控制逻辑,使用PLC编程软件编写PLC程序。
PLC程序主要包括输入输出的配置、控制逻辑的实现和报警功能的设置。
6.性能优化:根据测试结果和用户反馈,对控制系统进行性能优化。
例如,可以调整PID控制算法的参数,优化控制精度和响应时间。
1.高可靠性:PLC具有高可靠性和抗干扰能力,能够稳定地工作在恶劣的工业环境下。
2.高精度控制:PLC的计算和控制速度快,能够实现对搅拌机的高精度控制,提高产品质量。
3.易于配置和扩展:PLC具有模块化的设计,可以根据需求进行灵活配置和扩展。
4.易于维护和诊断:PLC的编程和配置工具友好易用,能够快速诊断和修复故障。
总结:基于PLC的搅拌机控制系统能够提高搅拌机的控制性能和可靠性,增加生产效率和产品质量。
设计和实施这样的控制系统需要仔细考虑搅拌机的工作要求、选择合适的传感器和执行器、设计控制逻辑、编程PLC、调试和测试,并进行性能优化。
毕业设计79基于DDC控制的加热炉温度控制系统2
目录第2章控制方案的设定 (2)2.1系统总体方案第3章加热炉温度控制系统的硬件设计…………………3.1 DDZ-Ⅲ电动温度变送器……………………………………3.2 电动执行器……………………………………………………3.3 控制台组成结构………………………………………………第4章 MCGS组态软件的设计……………………………4.1制造工程画面………………………………………………4.2 动画连接………………………………………………………4.3 定义数据对象……………………………………………………4.4程序的设计………………………………………………………第5章调试…………………………………………………设计总结心得参考文献一.系统总体方案选择与说明1.1 设计内容利用DDC控制系统来设计一个加热炉温度控制系统,其温度控制系统流程图如下图1-1所示。
图1-1 温度控制系统流程图在生产过程中,冷物料通过加热炉对其进行加热,工艺要求热物料温度必须维持在某个给定值上下,或在某一小范围内变化。
冷物料以恒定的流量通过管道输送到加热炉中进行加热变成热物料输出,热物料温度信号通过温度变送器转变成电压信号送给温度控制器,再通过调节调节阀的开度以控制燃料的进给流量来保证热物料温度的恒定。
1.2 设计思路该系统为单输入单输出过程控制系统,结构简单只采用了一个测量变送器监测被控过程、一个调节器来保持一个被控参数恒定或在很小的范围内变化,其输出也只控制一个调节阀,故采用单回路控制系统。
1)被控参数的选择根据设计要求可知,加热炉的温度要求保持在一恒定值。
所以,可以直接选取加热炉的温度作为被控参数。
2)控制参数的选择影响加热炉的温度有两个量,一是冷物料的流量。
二是燃料的流量。
调节这两个流量的大小都可以改变温度的变化,这样构成加热炉温度控制系统就有两种控制方案。
一般采用燃料的流量控制作为控制参数较好。
3)调节阀的选择本设计选用电动调节阀。
基于PLC的物料搅拌系统设计
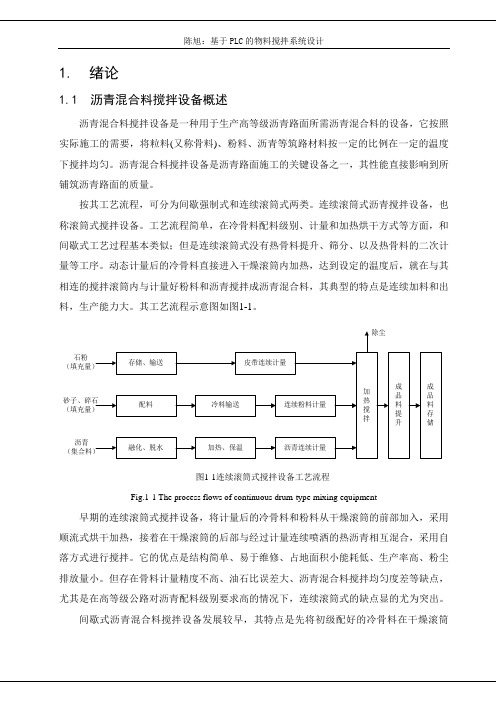
1. 绪论1.1 沥青混合料搅拌设备概述沥青混合料搅拌设备是一种用于生产高等级沥青路面所需沥青混合料的设备,它按照实际施工的需要,将粒料(又称骨料)、粉料、沥青等筑路材料按一定的比例在一定的温度下搅拌均匀。
沥青混合料搅拌设备是沥青路面施工的关键设备之一,其性能直接影响到所铺筑沥青路面的质量。
按其工艺流程,可分为间歇强制式和连续滚筒式两类。
连续滚筒式沥青搅拌设备,也称滚筒式搅拌设备。
工艺流程简单,在冷骨料配料级别、计量和加热烘干方式等方面,和间歇式工艺过程基本类似;但是连续滚筒式没有热骨料提升、筛分、以及热骨料的二次计量等工序。
动态计量后的冷骨料直接进入干燥滚筒内加热,达到设定的温度后,就在与其相连的搅拌滚筒内与计量好粉料和沥青搅拌成沥青混合料,其典型的特点是连续加料和出料,生产能力大。
其工艺流程示意图如图1-1。
石粉沥青图1-1连续滚筒式搅拌设备工艺流程Fig.1-1 The process flows of continuous drum-type mixing equipment 早期的连续滚筒式搅拌设备,将计量后的冷骨料和粉料从干燥滚筒的前部加入,采用顺流式烘干加热,接着在干燥滚筒的后部与经过计量连续喷洒的热沥青相互混合,采用自落方式进行搅拌。
它的优点是结构简单、易于维修、占地面积小能耗低、生产率高、粉尘排放量小。
但存在骨料计量精度不高、油石比误差大、沥青混合料搅拌均匀度差等缺点,尤其是在高等级公路对沥青配料级别要求高的情况下,连续滚筒式的缺点显的尤为突出。
间歇式沥青混合料搅拌设备发展较早,其特点是先将初级配好的冷骨料在干燥滚筒内,采用逆流加热方式加热,再经筛分计量,最后与按质量计量好的粉料和热态沥青,一起在搅拌锅内搅拌成沥青混合料。
它一锅接一锅地计量配料、搅拌、出料,可以保证配料级别和出料温度。
流程图如图1-2所示。
石粉沥青图1-2间歇强制式搅拌设备工艺流程Fig.1-2 The process flows of intermittent positive mixing equipment由于结构的特点,间歇强制式搅拌设备能够保证矿料的级配,矿料与沥青的比例可达到相当精确的程度。
过程控制课程设计-精馏塔温度控制系统

过程控制课程设计-精馏塔温度控制系统(总34页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除过程控制系统与仪表课程设计目录一、研究对象........................................................................................... 错误!未定义书签。
二、研究任务........................................................................................... 错误!未定义书签。
三、仿真研究要求 (4)四、传递函数计算 (5)五、控制方案........................................................................................... 错误!未定义书签。
1. 单回路反馈控制系统 (6)1) 控制方案的系统框图和工艺控制流程图............................... 错误!未定义书签。
2) PID参数整定 (7)3) 系统仿真................................................................................... 错误!未定义书签。
4) 对象特性变化后仿真 (12)2. Smith预估补偿控制系统 ................................................................ 错误!未定义书签。
1) 控制方案的系统框图和工艺控制流程图............................... 错误!未定义书签。
2) 控制系统方框图....................................................................... 错误!未定义书签。
换热器温度控制系统的设计过程控制系统与装置课程设计(论文)--大学毕业设计论文

过程控制系统与装置课程设计(论文)题目:换热器温度控制系统的设计课程设计(论文)任务及评语院(系):电气工程学院教研室:测控技术与仪器学号学生姓名专业班级课程设计(论文)题目换热器温度控制系统的设计课程设计(论文)任务在某生产过程中,冷物料通过热交换器用热水(工业废水)和蒸汽对进行加热,工艺要求出口温度为140±2℃。
当用热水加热不能满足出口温要求时,则在同时使用蒸气加热,试设计换热器温度控制系统。
1.技术要求:测量范围:0-180℃控制温度:140±2℃最大偏差:5℃;2.说明书要求:确定控制方案并绘制原理结构图、方框图;选择传感器、变送器、控制器、执行器,给出具体型号;确定控制器的控制规律以及控制器正反作用方式;若设计由计算机实现的数字控制系统应给出系统硬件电气连接图及序流程图;编写设计说明书。
指导教师评语及成绩成绩:指导教师签字:年月日目录第1章换热器温度控制系统设计概述 .......................................................................第2章换热器温度控制系统设计方案论证 .................................................................第3章系统内容设计.....................................................................................................3.1 温度传感器的选择 ...............................................3.2 流量变送器的选择 ...............................................3.3 调节器的选择 ...................................................3.4 执行器的选择 ...................................................3.5 变送器的选择 ...................................................3.6 调节阀的选择 ...................................................第4章系统性能分析. (X)4.1参数整定........................................................4.2.控制算法的确定 (X)第5章课程设计总结 (XX)参考文献 (XX)第1章换热器温度控制系统设计概述换热器的应用广泛,比如中央空调系统,机械润滑油冷却系统,制药消毒系统,饮料行业消毒系统,船用冷却,化工行业特殊介质冷却系统日常生活中取暖用的暖气散热片、汽轮机装置中的凝汽器和航天火箭上的油冷却器等,都是换热器。
反应釜设计及其温度控制系统

反应釜设计及其温度控制系统夏 晨1,李 朴2(1.河北工业职业技术学院,河北石家庄050091;2.中钢集团工程设计研究院,河北石家庄050011) 摘要: 介绍反应釜设计要点及采用变频齿轮泵控制导热介质流量的反应釜温度控制方案。
关键词: 反应釜;变频齿轮泵 中图分类号:TP273 文献标识码:B 文章编号:100023932(2004)(01)200662041 引 言在精细化工行业中,反应釜是常用的一种反应容器,而温度是其主要被控制量,是保证产品质量的一个重要因素。
反应釜利用导热介质通过反应釜的夹套来提高釜内物料的温度,通过搅拌机的搅拌使物料均匀、提高导热速度,并使其温度均匀。
导热介质的选择根据各厂产品的工艺温度要求确定的,常见的导热介质有过热蒸汽和导热油。
温度测量常用热电阻或热电偶及其变送器组成。
通入反应釜的导热介质要求保持温度恒定,通过调节流入反应釜夹套的导热介质的流量,来控制反应釜内物料的温度符合工艺要求。
现代工业的发展,对产品质量提出了更高的要求,反应釜内物料的温度常常要求被恒定在±1℃或更小的范围内,靠手工调节流量的做法已经不能满足要求了,智能流量调节控制被赋予新的历史使命。
2 反应釜温度控制要求气动薄膜电动执行阀加PID调节装置是现代工业典型的反应釜温度控制系统,其基本组成为:被控对象(反应釜)、检测变送装置(热电偶温度计)、控制装置(调节器)与执行调节机构(气动薄膜执行阀)四大部分。
自动控制系统控制流程图如图1所示。
图1 常见反应釜温度自动控制系统原理方框图 该方案被各领域广泛应用,但由于薄膜阀系统本身管路复杂,要求有气源,且对气源要求高,所以此方案不是在各种情况下都是最适用或最经济的。
去年,我们为一家小型化工厂设计了一套反应釜及其温度自动控制系统。
该系统由一台加热油箱和四个反应釜组成,配套设备为一台真空泵和一台加压泵。
厂方要求每个反应釜的有效容积为1m3;每个反应釜均能被单独控制操作,可以选则不同的工艺参数以便生产不同的产品;温度控制范围0~180℃,误差±1℃;采取有效措施,防止物料粘锅。
如何设计罐类设备温度控制系统[图文]
![如何设计罐类设备温度控制系统[图文]](https://img.taocdn.com/s3/m/9c0b0d8c77232f60dccca145.png)
如何设计罐类设备温度控制系统[图文]罐类设备温度控制简而言之就是让物料升温或降温符合预期温度的过程控制,本文对比分析几种罐类设备温度控制方案优缺点,为罐类设备温度控制提供参考。
罐类设备中物料的温度调节通常有几种方式:①直接将加热或冷却介质直接与物料接触;②通过罐体的夹套传热;③使用换热器。
在温度调节过程中,温控仪根据温度传感器反馈的温度信号,控制加热或冷却介质的通入时间和强度来实现对罐内物料温度的控制,以满足工艺的要求。
通常由罐类设备结构、工艺条件和投资来决定采用哪一种温度控制方案。
介绍几种常见的罐类设备温度控制方案供大家借鉴。
1、罐体夹套通入加热或冷却介质的温度控制系统该系统设计的原理为间壁式换热,其特点是冷热流体被一固体壁隔开,通过固体壁进行传热。
该设计中,蒸汽和冷媒直接通入夹套,因为与罐内物料的温度不同,会通过罐壁发生热量传递,使物料的温度升高或降低。
系统利用通入蒸汽或冷媒的持续时间和强度大小,来实现对罐类物料的温度控制。
罐体夹套通入加热或冷却介质的温度控制系统普遍使用于溶液配制罐和物料储存罐,以及一些反应罐的温度控制。
①冷媒不回吹的温度控制系统冷媒不回吹的温度控制系统如图1,当物料不需要温度控制时,夹套内不通入蒸汽或冷媒。
当罐内物料需要升温或维持高温时,蒸汽从夹套的上部界面通入,接触到温度较低的罐壁时,蒸汽放热并凝成液体,在重力作用下沿壁面留下,同时热量通过罐壁传递给罐内物料,使其升温或维持高温。
温度控制结束时,停止蒸汽的通入,从夹套上部通入压缩空气对夹套内剩余的蒸汽和冷凝水进行吹扫,待吹扫干净后关闭压缩空气。
当罐内物料需要降温或维持低温时,冷媒从夹套的下部界面加入,接触到温度较高的罐壁时,冷媒通过热传递吸收热量,并随着冷媒的不断通入和排出而使物料降温。
降温热结束时,停止冷媒的通入,从夹套上部通入压缩空气将夹套内剩余的冷媒吹扫进排污管道,待吹扫干净后关闭压缩空气。
夹套管路中需要设置安全阀,防止夹套的压力过大造成安全事故。
(何嘉涛)反应器温度控制系统设计
过程控制系统课程设计题目:反应器串级控制系统设计——系统设计部分学生:何嘉涛班级:2013电气7班学号:*************指导老师:***2016年12月12日目录前言 (4)第一章连续槽反应器温度控制系统设计的目的意义 (4)1.1 连续槽反应器简介 (4)1.2 目的及意义 (5)第二章连续槽反应器温度控制系统工艺流程及控制要求 (5)第三章总体设计方案 (6)3.1 方案比较 (6)3.1.1 简单控制系统 (6)3.1.2 串级控制系统 (7)3.2 方案选择 (8)第四章串级控制系统分析 (8)4.1 主回路设计 (8)4.2 副回路设计 (8)4.3 主、副调节器规律选择 (8)4.4 主、副调节器正反作用方式确定 (9)第五章仪器仪表的选取及元器件清单 (9)5.1 温度的测量与变送器的选择 (9)5.2 调节器的选择 (10)第六章控制系统的组成 (12)6.1控制系统仪表元件清单件清及配接 (13)6.2利用Matlab进行仿真 (13)串级反应器温度控制系统设计摘要:在工业过程中,温度是最常见的控制参数之一,反应器温度控制是典型的温度控制系统。
对温度的控制效果将影响生产的效率和产品的质量,如果控制不当将损害工艺设备甚至对人身安全造成威胁。
因此反应器温度的控制至关重要。
连续槽反应器是化学生产的关键设备是一个具有大时滞、非线性和时变特性、扰动变化激烈且幅值大的复杂控制对象。
结合控制要求,通过分析工艺流程,本论文设计了串级PID分程控制方案。
方案选定后,进行了硬件和软件的选择。
硬件上选用西门子公司的S7-200 PLC,并用相应的STEP7软件编程。
然后采用北京三维力控科技有限公司开发的三维力控组态软件设计监控画面并利用Matlab7.0对系统进行了仿真。
关键词:温度,反应器,串级PIDIn the industrial process,temperature is one of the most common control parameters,reactor temperature control system is a typical temperature control system.The temperature control effect will influence the production efficiency and product quality,if it is not controlled properly,process equipment will be damaged,even personal safety will be threatened.Thus the reactor temperature control is essential. Continuous stirred tank reactor is the key equipment in chemical production,it is a complicated control object with a large time delay, nonlinearity,time-varying characteristics and drastic changes and large amplitude disturbance. Combined with the control requirements.The hardware and software selection are done following the selection of control scheme.As to hardware, the S7-200 PLC of Siemens is chosen, and the corresponding software STEP7 is chosen for programming.Then Force Control of Beijing Three-dimensional Force Control Company ischosen to make the supervision picture.Matlab7.0 work for the simulation.Keywords: temperature,reactor, cascade PID前言——串级控制系统随着科学技术的发展,现代过程工业规模越来越大,复杂程度越来越高,产品的质量要求越来越严格,以及相应的系统安全问题,管理与控制一体化问题等,越来越突出,因此要满足这些要求,解决这些问题,仅靠简单控制系统是不行的,需要引入更为复杂、更为先进的控制系统,由此串级控制系统应运而生。
过程控制课程设计-加热炉出口温度控制系统的设计
二○一三~二○一四学年第一学期信息科学与工程学院课程设计报告书课程名称:过程控制与集散系统课程设计班级:自动化2010级4班学号: 2姓名:肖翔指导教师:万恒二○一三年十一月一.设计题目和设计要求;设计题目:加热炉出口温度控制系统的设计图1所示为某工业生产中的加热炉,其任务是将被加热物料加热到一定温度,然后送到下道工序进行加工。
加热炉工艺过程为:被加热物料流过排列炉膛四周的管道后,加热到炉出口工艺所要求的温度。
在加热用的燃料油管道上装有一个调节阀,用以控制燃料油流量,以达到控制出口温度的目的。
被加热物料图1 加热炉出口温度系统但是,由于炉子时间常数大,而且扰动的因素多,单回路反馈控制系统不能满足工艺对炉出口温度的要求。
为了提高控制质量,采用串级控制系统,运用副回路的快速作用,有效地提高控制质量,满足生产要求。
设计要求:1.绘制加热炉出口温度单回路反馈控制系统结构框图。
2.以加热炉出口温度为主变量,选择滞后较小的炉膛温度的副变量,构成炉出口温度对炉膛温度的串级控制系统,要求绘制该串级控制系统结构图。
3.假设主对象的传递函数为0140()(1)(2)G s s s =++,副对象的传递函数为02()(1)G s s =+40,主、副控制器的传递函数分别为sK s G c c 21)(11+=,22)(c c K s G =,1)()(21==s G s G m m ,请确定主、副控制器的参数(要求写出详细的参数估算过程)。
4.利用simulink 实现单回路系统仿真和串级系统仿真,分别给出系统输出 响应曲线。
二.设计任务分析(包括系统建模、控制方案);单回路反馈控制系统(温度):单回路反馈控制系统结构框图管式加热炉的控制目标是保证原料的出口温度达到设定值并维持在工艺要求范围内。
在加热炉工作的过程中,原料出口温度To受进入管式加热炉原料的初始温度和进入流量,燃料的流量和燃烧值的影响。
其中,原料的流量和燃料的流量是影响原料出口温度的主要因素。
连续反应釜温度控制系统的设计与仿真
1
模块 名称
电源(SO ) P4T
订货 号
47 -A 0 0 l砷0 A 0
以这里采用“ 反馈 +前馈” 的控制 方式 , 它将温度变 化 的速度加到 PD的输 出上 , I 如果 在实验 中较准确
C U C U 1- ) P ( P 47 H 4
47 I 4 A O 1- Ⅱo B 4
热水 阀开关 S 6
动化系统使用 ¥ - 0的组件 ,740控制 器采用模 74 0 ¥- 0
收稿 日期 :00 —8 修改稿) 2 1  ̄81 (
・
2 O・
化 工
自 动 化 及 仪 表
第3 7卷
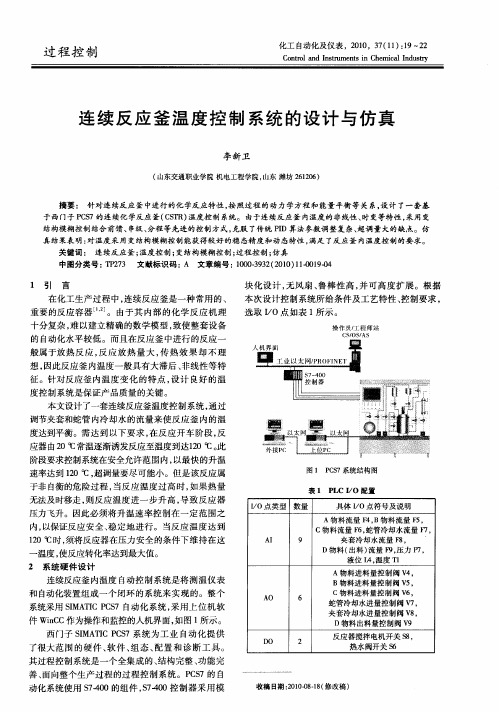
根据所确定的输入输 出点数 以及控制功 能的实 现要求 , 结合所设计 的 P S C 7网络结构 ,74 0硬件 ¥- 0
A 0
6
蛇管 冷却水 进量 控制 阀 w , 夹套 冷却水 进量控 制 阀 V , 8 D物料 出料 量控制 阀 V 9
D O 2 反应器 搅拌 电机开 关 S , 8
了很大范 围 的硬件 、 软件 、 态、 置和 诊 断工具 。 组 配
其过程控制系统是一个全集成 的、 结构完整 、 功能完 善、 面向整个生产过程 的过程控 制系统。P S C 7的 自
过 程 控 制
化 动 及 表 203 1 : — 工自 化 仪 ,0 ,7 1 1 2 1 ( )9 2
Co t la d I s u ns i h mi a n u t nr n n t me t n C e c lI d sr o r y
连 续 反 应 釜 温 度 控 制 系统 的设 计 与 仿 真
块化设 计 , 无风扇 、 鲁棒性高 , 可高度扩展 。根据 并 本次设计控制系统所给条件及工艺特性 、 控制要求 ,
乳化物干燥器温度单回路控制系统设计
目录1 干燥器工作原理及结构特点 (1)1.1干燥器概述 (1)1.2控制系统设计 (2)1.3控制参数的确定 (3)2 现场仪表的选型 (3)3 系统方块图的确定 (6)4 调节器算法的确定和参数的确定 (6)4.1调节器控制规律 (6)4.2各环节传递函数及参数的确定 (7)5 系统的Simulink仿真 (7)6 课程设计总结 (10)参考文献 (11)乳化物干燥器温度单回路控制系统设计1、干燥器工作原理及结构特点1.1干燥器概述干燥器是是通过加热使物料中的湿分(一般指水分或其他可挥发性液体成分)汽化逸出,以获得规定湿含量的固体物料的机械设备。
干燥的目的是为了物料使用或进一步加工的需要。
如木材在制作木模、木器前的干燥可以防止制品变形,陶瓷坯料在煅烧前的干燥可以防止成品龟裂。
另外干燥后的物料也便于运输和贮存,如将收获的粮食干燥到一定湿含量以下,以防霉变。
由于自然干燥远不能满足生产发展的需要,各种机械化干燥器越来越广泛地得到应用。
干燥过程需要消耗大量热能,为了节省能量,某些湿含量高的物料、含有固体物质的悬浮液或溶液一般先经机械脱水或加热蒸发,再在干燥器内干燥,以得到干的固体。
在干燥过程中需要同时完成热量和质量(湿分)的传递,保证物料表面湿分蒸汽分压(浓度)高于外部空间中的湿分蒸汽分压,保证热源温度高于物料温度。
热量从高温热源以各种方式传递给湿物料,使物料表面湿分汽化并逸散到外部空间,从而在物料表面和内部出现湿含量的差别。
内部湿分向表面扩散并汽化,使物料湿含量不断降低,逐步完成物料整体的干燥。
物料的干燥速率取决于表面汽化速率和内部湿分的扩散速率。
通常干燥前期的干燥速率受表面汽化速率控制;而后,只要干燥的外部条件不变,物料的干燥速率和表面温度即保持稳定,这个阶段称为恒速干燥阶段;当物料湿含量降低到某一程度,内部湿分向表面的扩散速率降低,并小于表面汽化速率时,干燥速率即主要由内部扩散速率决定,并随湿含量的降低而不断降低,这个阶段称为降速干燥阶段。
夹套式反应器温度控制系统设计仿真
夹套式反应器温度控制系统设计仿真以夹套式反应器温度控制系统设计仿真为标题夹套式反应器是一种常见的化工设备,广泛应用于化学反应、物料加热和冷却等工艺过程中。
在夹套式反应器中,温度是一个重要的参数,对反应的速率、选择性和产物质量等方面都有重要影响。
因此,设计一个有效的温度控制系统对于保证反应器的稳定性和产品的质量具有重要意义。
夹套式反应器温度控制系统主要由传感器、控制器和执行器三部分组成。
传感器用于测量反应器内部的温度,并将测量值传输给控制器。
控制器根据测量值与设定值之间的差异,采取相应的控制策略,通过执行器控制冷却介质的流量或加热介质的温度,以调节反应器的温度。
在设计夹套式反应器温度控制系统时,首先需要确定控制目标。
一般来说,控制目标是使反应器的温度能够稳定在设定值附近,并能够快速、准确地响应温度变化。
为了实现这一目标,可以采用PID 控制器作为控制器的核心。
PID控制器是一种常用的控制器类型,由比例(P)、积分(I)和微分(D)三个部分组成。
比例部分根据测量值与设定值的差异,产生与差异成正比的控制信号;积分部分根据测量值与设定值之间的累积误差,产生与误差积分成正比的控制信号;微分部分根据测量值变化的速率,产生与变化速率成正比的控制信号。
PID控制器通过合理调节比例、积分和微分参数,可以实现对反应器温度的精确控制。
在夹套式反应器温度控制系统的设计中,还需要考虑系统的稳定性和鲁棒性。
稳定性是指当系统受到外部扰动时,能够迅速恢复到稳定状态并保持稳定。
鲁棒性是指系统对参数变化和模型误差的适应能力。
为了提高系统的稳定性和鲁棒性,可以采用先进的控制算法,如自适应控制、模糊控制和模型预测控制等。
为了验证夹套式反应器温度控制系统的性能,可以使用仿真软件进行仿真实验。
通过建立反应器的数学模型,并将其与控制系统相结合,可以模拟不同情况下的温度变化,并评估控制系统的性能。
仿真实验可以帮助设计人员了解系统的动态特性,寻找最佳的控制参数,并进行系统优化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
物料温度控制系统的设计
姓名:
班级:
指导老师:
设计时间:
目录
摘要
引言
关键词
一、设计要求
二、设计内容
1、系统方框图
2、方案设计及仪表选定
3、气动阀和电动阀的比较
4、确定调节阀的气开、气关形式,选择调节阀的理想流量特性
5、确定调节阀的正、反作用和控制规律
三、结语
四、参考文献
物料温度控制系统的设计
摘要:本系统是采用简单控制系统实现对物料温度的自动控制,通过使用PID 控制器实现温度的精确控制,由温度传感器检测温度并将检测值与设定值进行比较,最终经控制器发出相应的控制信号实现温度控制。
引言:温度控制是工业对象中主要的控制参数之一,随着电子技术的不断提高,工业上对温度控制系统的要求也越来越高,一个完好的温度控制系统要求其具备结构简单、可靠性高、节省能源以及成本低等诸多特点。
综合分析现有的温度控制系统,可以发现温度控制器大都是由前端温度数据采集和数据传输两部分组成。
本系统的设计也是基于这一特点,依据温度传感器的采集数据,经处理后传输数据,最后由控制器实现温度控制。
关键词:温度加热炉 PID控制器控制系统传感器
一、设计要求:
在某生产过程中,通过加热炉对冷物料进行加热,热物料温度必须满足生产工艺要求(3000±1)℃。
设计如下图所示的温度控制系统。
图一温度控制系统
1、画出系统方框图。
2、选择自动化仪表,给出各仪表的型号。
3、确定调节阀的气开、气关形式,选择调节阀的理想流量特性。
4、确定调节阀的正、反作用和控制规律。
二、设计内容:
1、系统方框图
图二系统方框图
2、方案设计及仪表选定
总体的设计方案思路是:利用对燃料量的控制最终实现对冷物料的控制。
本次设计采用简单控制系统对加热炉温度进行控制。
系统由过程检测、变送和控制仪表、执行装置等组成,通过各种类型的仪表完成对过程变量的检测、变送和控制,并经执行装置作用于生产过程。
系统有一个控制回路,在燃料出口处设置回路温度传送器,由其带动温度控制器从而进行对燃料阀的流量控制。
以物料温度为被控对象,加热炉为执行器,利用AD590传感器检测物料温度,利用流量传感器检测燃料流量。
温度调节器将冷物料的出口温度与设定值进行比较,根据冷物料温度与设定值的偏差引导控制器对燃料流量进行控制。
燃料流量的大小直接影响到加热炉对物料加热的程度,最终实现对热物料温度的控制。
根据设计方案可以选定该系统的仪表为DDZ-Ⅲ型仪表。
3、气动阀和电动阀的比较
电动阀使用电机做动力,气动阀使用压缩空气作动力。
电动阀优点:对液体介质和大管径气体效果好,不受气候影响。
不受空压气的压力影响。
缺点:成本高、在潮湿环境不好。
气动阀优点:对气体介质和小管径液体效果好,成本低,维护方便。
缺点:受空压气压力波动的影响,在北方冬季易受空压气含水影响,造成传动部分冻结、不动作。
一般气动要比电动快,电动的都是手电两用的。
电动阀门用于一些大管径的地方,因为气动很难做到,但是电动阀门的稳定性不如气动,开关速度慢,执行机构长时间会出现卡齿现象。
气动阀门开关速度快、精度高,但是需要稳定的气源。
电动阀能做到防爆的品牌不是很多;气动阀动作迅速,防爆相对来说价格比电动低。
电动阀是以电转化为电磁能来作为动力,电动阀的灵敏度比气动阀高,安全可靠性不及气动阀来的强,维护方面也不及气动阀简单,动力也不及气动阀来的强。
气动阀动作力距比电动阀门大,气动阀门开关动作速度可以调整,结构简单,易维护,动作过程中因气体本身的缓冲特性,不易因卡住而损坏,但必须有气源,且其控制系统也比电动阀复杂。
综合分析,此物料温度控制系统采用气动阀动比较合适。
4、确定调节阀的气开、气关形式,选择调节阀的理想流量特性。
调节阀气开、气关作用方式的选择主要以人员安全、生产安全、系统及设备安全为首要依据。
气开式调节阀随着控制信号的增加而开度加大,当无压力控制信号时,阀门处于全关闭状态。
与之相反,气关式调节阀随着信号压力的增加,阀门逐渐关小,当无信号时,阀门处于全开状态。
综合考虑到以上选择原则及特点可知,该系统调节阀的气开、气关形式为气开式。
调节阀的流量特性影响着调节系统的调节品质,要保持一个调节系统在整个工作范围内都具有较好的品质,就应该使系统在整个工作范围内的总放大倍数尽可能保持恒定。
根据生产过程的工艺参数和对控制系统的工艺要求,该系统调节
阀的理想流量特性应选择等百分比流量特性。
5、确定调节阀的正、反作用和控制规律。
负反馈是一个过程控制系统正常工作的必要前提保证,因而调节阀作用方式的确定原则是保证反馈回路为负反馈。
温度控制过程中,加热炉温度升高,物料温度也升高;为保证回路为负反馈,各环节放大系数乘积必须为正,所以调节阀的作用方式为反作用方式。
在温度控制系统中,调节阀起到定制控制作用,这是选择调节阀控制规律的基本出发点。
系统以冷物料出口温度为主要控制参数,物料的温度直接影响到产品的质量,工艺要求严格;又因为控制系统存在较大的容量滞后,所以调节器的控制规律采用PID调节规律。
三、结语:
本次设计的物料温度控制系统,采用简单控制系统实现对温度的控制。
系统以电磁阀为执行器,利用温度传感器检测冷物料温度,利用流量传感器检测燃料流量。
选取物料温度为被控对象,利用对燃料量的控制最终实现对冷物料的控制。
该系统改善了过程的动态特性,提高了系统控制质量,对负荷变化的适应性较强,是工业上实现温度的一种简单可行的温度控制系统。
四、参考文献:
[1] 王再英.过程控制系统与仪表.北京:化学工业出版社,2007.7
[2] 何衍庆.工业生产过程控制.北京:化学工业出版社,2004.3
[3] 孙优贤.工业过程控制技术-应用篇.北京:化学工业出版社,2006.1
[4] 翁维勤.过程控制系统及工程. 北京:化学工业出版社,2002.7
[5] 何希才.传感器及其应用电路.北京:电子工业出版社,2001.3。