淬火渗碳渗氮
1简述常用的热处理的方法及时效处理

1简述常用的热处理的方法及时效处理。
答:常用热处理方法:退火,正火,淬火,回火,渗碳,渗氮,碳氮共渗,渗硼。
时效处理有人工时效处理,自然时效处理。
退火,将工件加热至Ac3以上30~50度,保温一定时间后,随炉缓慢冷却至500度一下在空间中冷却。
正火,将钢件加热至Ac3或Acm以上,保温后从炉中取出在空气中冷却的一种操作。
淬火,将钢件加热至Ac3或Ac1以上,保温后在水或油等冷却液中快速冷却,已获得不稳定的组织。
回火,将淬火后的钢重新加热到Ac1以下的温度,保温后冷却至室温的热处理工艺。
自然时效处理,将工件放置在室温或自然条件下长时间存放而发生的时效现象,称为自然时效处理。
人工时效处理,采用将工件加热到较高温度,并较短时间进行时效处理的时效处理工艺,叫人工时效处理。
2简述钢回火的目的答:回火又称配火。
将经过淬火的工件重新加热到低于下临界温度的适当温度,保温一段时间后在空气或水、油等介质中冷却的金属热处理。
或将淬火后的合金工件加热到适当温度,保温若干时间,然后缓慢或快速冷却。
目的:一般用以减低或消除淬火钢件中的内应力,或降低其硬度和强度,以提高其延性或韧性。
根据不同的要求可采用低温回火、中温回火或高温回火。
通常随着回火温度的升高,硬度和强度降低,延性或韧性逐渐增高。
3简述钢的表面淬火的作用及分类。
答:有些零件在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。
在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。
由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
根据供热方式不同,表面淬火主要有感应加热表面淬火、火焰加热表面淬火、电接触加热表面淬火等。
4简述感应热处理技术的工作原理及特点。
简述超音频感应淬火的工作频率及频率和淬硬层厚度的关系。
答:基本原理将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。
渗碳与渗氮的区别

钢的渗碳和渗氮钢的渗碳---就是将低碳钢在富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类。
(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
(3)中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等。
固体渗碳;液体渗碳;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm。
渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料。
渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现。
渗碳后的工件均需进行淬火和低温回火。
淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织。
渗氮 渗碳 碳氮共渗

渗氮渗碳碳氮共渗碳氮共渗是一种常见的表面处理技术,通过渗碳和渗氮来改善材料的硬度和耐磨性。
本文将对渗氮、渗碳和碳氮共渗的原理、应用和工艺进行详细介绍。
一、渗氮渗氮是将氮原子渗入材料表面形成氮化物层的过程。
氮原子通过高温处理和氮气氛的作用,渗透到材料表面并与材料中的元素反应,形成硬质氮化物层。
这一薄层氮化物层不仅能提高材料的硬度和抗磨损性能,还能改善材料的耐腐蚀性。
渗氮的主要应用领域包括机械制造、汽车工业、航空航天等。
在机械制造中,渗氮可以增加零件的硬度和耐磨性,延长使用寿命;在汽车工业中,渗氮可以提高引擎零件的耐磨性和抗腐蚀性能;在航空航天领域,渗氮可以增强航空发动机部件的耐高温和耐磨性能。
渗氮的工艺流程一般包括清洗件表面、装配件和炉内预处理、渗氮和回火处理等步骤。
渗氮一般采用封闭式和开放式两种方式进行,根据具体应用需求可以选择合适的渗氮工艺。
二、渗碳渗碳是将碳原子渗入材料表面形成碳化物层的过程。
碳原子通过高温处理和含有碳气体的氛围,渗透到材料表面并在表面与材料中的元素反应,形成硬质碳化物层。
渗碳技术不仅能提升材料的硬度和耐磨性,还可以改善材料的断裂韧性和抗腐蚀性。
渗碳广泛应用于机械零件、钢铁制品等领域。
渗碳后的材料表面硬度高、耐磨性好,适用于制作耐磨零件,如轴承、齿轮等;同时碳化层的外表面与空气隔绝,降低了材料的腐蚀速率,提高了零件的使用寿命。
渗碳的工艺流程包括预处理、渗碳、淬火和回火等。
渗碳一般采用气体渗碳和液体渗碳两种方式进行,具体工艺参数可以根据材料的要求进行选择。
三、碳氮共渗碳氮共渗是将碳原子和氮原子同时渗入材料表面形成碳氮共渗层的过程。
碳氮共渗通过碳氮共渗剂和高温处理,使碳原子和氮原子分别与材料中的元素发生反应,形成硬质碳氮化物层。
碳氮共渗能够同时获得渗碳和渗氮的特性,提高材料的硬度、耐磨性和抗腐蚀性。
碳氮共渗广泛应用于汽车工业、航空航天等领域。
在汽车工业中,碳氮共渗可以提高零部件的硬度和耐磨性,同时还可以提高零部件的抗磨损能力和抗腐蚀性;在航空航天领域,碳氮共渗可以增强发动机部件的抗高温性能和抗腐蚀能力。
表面渗碳处理工艺

表面渗碳处理工艺渗碳与渗氮一般是指钢的表面化学热处理渗碳必须用低碳钢或低碳合金钢。
可分为固体、液体、气体渗碳三种。
应用较广泛的气体渗碳,加热温度900-950℃。
渗碳深度主要取决于保温时间,一般按每小时0.2-0.25mm估算。
表面含碳量可达百分之0.85-1.05。
渗碳后必须热处理,常用淬火后低温回火。
得到表面高硬度心部高韧性的耐磨抗冲击零件。
渗氮应用最广泛的气体渗氮,加热温度500-600℃。
氮原子与钢的表面中的铝、铬、钼形成氮化物,一般深度为0.1-0.6mm,氮化层不用淬火即可得到很高的硬度,这种性能可维持到600-650℃。
工件变形小,可防止水、蒸气、碱性溶液的腐蚀。
但生产周期长,成本高,氮化层薄而脆,不宜承受集中的重载荷。
主要用来处理重要和复杂的精密零件。
涂层、镀膜是物理的方法。
“渗”是化学变化,本质不同。
钢的渗碳---就是将低碳钢在富碳的介质中加热到高温(一般为900--950℃),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
钢的渗碳和渗氮
钢的渗碳和渗氮钢的渗碳和渗氮钢的渗碳---就是将低碳钢在富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类。
(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
(3)中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等。
固体渗碳 ;液体渗碳 ;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm。
渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料。
渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现。
渗碳后的工件均需进行淬火和低温回火。
淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织。
最全的渗碳和渗氮区别整理表格
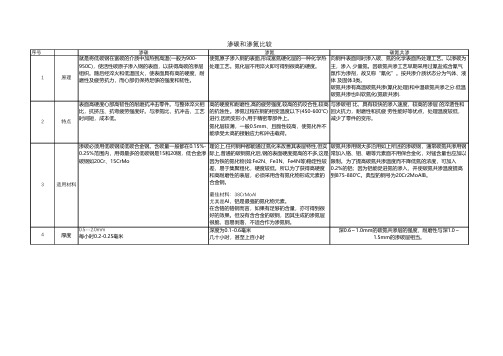
序号渗碳和渗氮比较12特点表面高硬度心部高韧性的耐磨抗冲击零件。
与整体淬火相比,抗挤压、抗弯疲劳强度好。
与渗氮比,抗冲击,工艺时间短,成本低。
高的硬度和耐磨性,高的疲劳强度,较高的抗咬合性,较高的抗蚀性。
渗氮过程在钢的相变温度以下(450-600℃)进行,因而变形小,用于精密零部件上。
氮化层较薄,一般0.5mm、且脆性较高,使氮化件不能承受太高的接触应力和冲击载荷。
渗碳渗氮就是将低碳钢在富碳的介质中加热到高温(一般为900-950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
使氮原子渗入钢的表面,形成富氮硬化层的一种化学热处理工艺。
氮化层不用淬火即可得到很高的硬度。
原理碳氮共渗向钢件表面同时渗入碳、氮的化学表面热处理工艺。
以渗碳为主,渗入 少量氮。
因碳氮共渗工艺早期采用过氰盐或含氰气氛作为渗剂,故又称“氰化”。
按共渗介质状态分为气体、液体 及固体3类。
碳氮共渗有高温碳氮共渗(氰化处理)和中温碳氮共渗之分.低温碳氮共渗也叫软氮化(氮碳共渗).与渗碳相 比,具有较快的渗入速度,较高的渗层 的淬透性和回火抗力,耐磨性和抗疲 劳性能好等优点,处理温度较低,减少了零件的变形。
3适用材料渗碳必须用低碳钢或低碳合金钢。
含碳量一般都在0.15%-0.25%范围内,用得最多的低碳钢是15和20钢,低合金渗碳钢如20Cr、15CrMo理论上,任何钢种都能通过氮化来改善其表层特性,但实际上,普通的碳钢氮化后,钢的表面硬度提高的不多,这是因为铁的氮化物(如:Fe2N、Fe3N、Fe4N等)稳定性较差,易于集聚粗化,硬度较低。
所以为了获得高硬度和高耐磨性的表层,必须采用含有氮化物形成元素的合金钢。
最佳材料:38CrMoAl尤其是AI,铝是最强的氮化物元素。
在含铬的铬钢而言,如果有足够的含量,亦可得到很好的效果。
但没有含合金的碳钢,因其生成的渗氮层很脆,容易剥落,不适合作为渗氮钢。
渗碳与渗氮的区别
钢的渗碳和渗氮钢的渗碳---就是将低碳钢在富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类。
(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
(3)中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等。
固体渗碳 ;液体渗碳 ;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm。
渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料。
渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现。
渗碳后的工件均需进行淬火和低温回火。
淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织。
渗碳和渗氮的实际应用区别
渗碳是将钢铁加热到临界温度以上进行碳的渗入扩散的,所以也叫奥氏体化学热处理,它属于高温化学热处理,故工件畸变大.一般使用低碳钢渗碳处理,以得到心部韧性好,表面硬度高的特性.渗碳后,工件表面含碳量一般高于0.8%.淬火并低温回火后,在提高硬度和耐磨性的同时,心部能保持相当高的韧性,可承受冲击载荷,疲劳强度较高.渗氮则是在低于铁氮共析温度进行氮的扩散的,又可称为低温化学热处理(铁素体化学热处理).因此,变形小.当钢中含有铬、铝、钼等金属氮化物时,可获得比渗碳层更高的硬度、耐磨、耐蚀和抗疲劳性能.渗氮主要用于对精度、畸变量、疲劳强度和耐磨性要求都很高的工件,例如镗床主轴、镗杆,磨床主轴,气缸套等.1、对于高冲击应用场合,由于渗碳有较深的硬化层而提供更长的使用寿命;而对于注重速度的低冲击应用场合,渗氮能提供更长的使用期限,虽然硬化层深度小于渗碳,但渗氮表面硬度较高,具有更佳的耐磨性能。
2、价格上应该渗氮便宜吧。
渗碳钢的化学成分特点:常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类.(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等.(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织.在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等.低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等.中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等.固体渗碳;液体渗碳;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm.渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料.渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现.渗碳后的工件均需进行淬火和低温回火.淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织.低温回火温度为150--200C.渗碳零件注意事项:(1)渗碳前的预处理正火--目的是改善材料原始组织、减少带状、消除魏氏组织,使表面粗糙度变细,消除材料流线不合理状态.正火工艺;用860--980C空冷、179--217HBS.(2)渗碳后需进行机械加工的工件,硬度不应高于30HRC.(3)对于有薄壁沟槽的渗碳淬火零件,薄壁沟槽处不能先于渗碳之前加工.(4)不得用镀锌的方法防渗碳.渗氮用钢---凡含有Cr、Mo、V、Ti、Al等元素的低、中碳合金结构钢、工具钢、不锈钢(不锈钢渗氮前需去除工件表面的钝化膜,对不锈钢、耐热钢可直接用离子氮化方法处理)、球墨铸铁等均可进行渗氮.渗氮后零件虽然具有高硬度、高耐磨性和高的疲劳强度,但只是表面很薄的一层(铬钼铝钢于500--540C经35--65h渗氮层深只达0.3--0.65mm) .必须有强而韧的心部组织作为渗氮层的坚实基底,才能发挥渗氮的最大作用.总的来看,大部分渗氮零件是在有摩擦和复杂的动载荷条件下工作的,不论表面和心部的性能都要求很高.如果用碳钢进行渗氮,形成Fe 4N和Fe 2N较不稳定。
钢的渗碳和渗氮
钢的渗碳---就是将低碳钢在具有丰富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点:(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类。
(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
(3)中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等。
固体渗碳;液体渗碳;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm。
渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料。
渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现。
渗碳后的工件均需进行淬火和低温回火。
淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织。
低温回火温度为150--200C 。
表面化学热处理之渗碳渗氮

1.2 气体法低温热扩渗
1热扩渗技术
热扩渗技术是用加热扩散的方式使欲渗金属或非金属元素渗入金属材料或工件的表面,从而形成表面合金层的工艺。其突出特点是扩渗层与基材之间是靠形成合金来结合的,具有很高的结合强度,这是其它涂层方法如电镀、喷镀、化学镀、甚至物理气相沉积技术所无法比拟的。常用于热扩渗的合金元素包括碳、氮、硅、硼、铝、钒、钛、钨、铌、硫等。上述元素都已在不同程度上应用于各类模具型腔表面的强化。随着热扩渗技术的不断发展,二元乃至多元共渗工艺在模具表面强化中发挥越来越大的作用。对不同渗入元素或不同模具种类而言,最佳渗入工艺也不尽相同,这里介绍在模具表面强化中应用最多的几种热扩渗工艺。
1.1 渗碳
渗碳具有渗速快、渗层深、渗层硬度梯度与成分梯度可方便控制、成本低等特点,能有效地提高材料的室温表面硬度、耐磨性和疲劳强度等。渗碳工艺应用于模具表面强化的第一个方面是低、中碳钢的渗碳。渗碳应用于冷作、热作和塑料模具上,都能提高模具寿命。对于注塑模,特别是在成形对型腔起磨粒磨损的塑料制品时,可采用20#钢粗加工成模,进行型腔表面渗碳,再经过精加工抛光后投入使用,除了可以降低表面粗糙度外,模具的耐磨性也会相应提高。又3Gr2W8V钢制压铸模具,先渗碳再经1140℃-1150℃淬火,550℃回火两次,表面硬度可达58-61HRC,使压铸有色金属及其合金的模具寿命提高1.8 - 3.0倍。
渗碳工艺应用于模具表面强化的第二个方面是“碳化物弥散析出渗碳”,简称CD渗碳法。它是采用含有大量强碳化物形成元素(如Cr、Ti、Mo、V)的模具钢在渗碳气氛中加热,在碳原子自表面向内部扩散的同时,渗层中会沉淀出大量弥散合金碳化物,如(Cr·Fe)7C3、、(Fe·Cr)3C、V4C3、TiC,从而实现了CD渗碳。CD法渗碳层中,渗层表面含碳量(质量分数,下同)高达2% - 3%,弥散碳化物含量达50%以上,且碳化物呈细小均匀分布。CD 渗碳件直接淬火或重新淬火回火后可获得很高的硬度和优异的耐磨性。经CD渗碳的模具心部没有出现象Cr12型模具钢和高速钢中的粗大共晶碳化物和严重碳化物偏析,因而其心部韧性比Cr12MoV钢提高3-5倍。实践表明,CD渗碳模具的使用寿命大大超过消耗量占冷作模具钢首位的Cr12型冷作模具钢和高速钢。
热处理知识——渗碳和渗氮
热处理知识——渗碳与渗氮热处理在机械制造业中占有举足轻重的作用,作为机械从业人员,自身要具备较为全面的热处理知识,这对于我们的日常工作尤为重要。
首先我们先简要介绍热处理的目的及分类,本文重点掌握渗碳和渗氮这两种方式。
.热处理的目的:消除毛坯(如铸件/锻件)中的组织缺陷,消除半成品或焊接件残余应力,改善零部件工艺性能,最主要的是热处理能够提高材料的力学性能,满足其在各种应用场合的功能和寿命要求。
热处理的分类:常用的热处理可分为如下三大类:1、普通热处理(正火、退火、淬火、回火。
也就是我们常说的“四把火”)2、表面淬火(感应淬火、火焰淬火、激光淬火)3、化学热处理(渗碳、渗氮、碳氮共渗)对于热处理,大家可以这样来简化描述:都是由加热、保温、冷却三个阶段组成。
不同热处理方法区别就在于这三个阶段,加热方式,加热温度或者加热的速度不同;保温方式,保温环境或者保温时间不同等;冷却的速度及冷却的环境不同等。
进入正文,主要介绍渗碳和渗氮渗碳定义:把零部件置于渗碳介质中,加热到单相奥氏体区,保温一定时间,使碳原子渗入钢表层的化学热处理工艺。
目的:使零件表面具有高硬度、耐磨及疲劳极限,心部具有较高的强度和韧性。
常用钢种:含碳量0.1%-0.25%的碳钢或合金(即低碳钢和低碳合金钢)渗碳方法:常用的气体渗碳法:工件置于密闭的加热炉中,滴入煤油、丙酮、甲苯等在高温(900-950°C)下分解出CO、CO2、CH4等,气体再分解出活性碳原子,随后活性碳原子溶于高温奥氏体中,随着时间进行,碳原子逐渐向内扩散,深度主要取决于保温时间,可大约按0.2mm/h的速度近似计算。
关键技术点:1)表面含碳量最好在0.85%-1.05%内,若含碳量过低,淬火、低温回火后得到的回火马氏体,含碳量较低,硬度低,耐磨性差。
2)在一定的渗碳层深度范围内,随渗碳层深度的增加,疲劳极限、抗弯强度及耐磨性都将增加,但渗碳层深度超过一定限度后,疲劳极限反随着渗碳层深度的增加而降低。
渗碳 渗氮、氮碳共渗标准
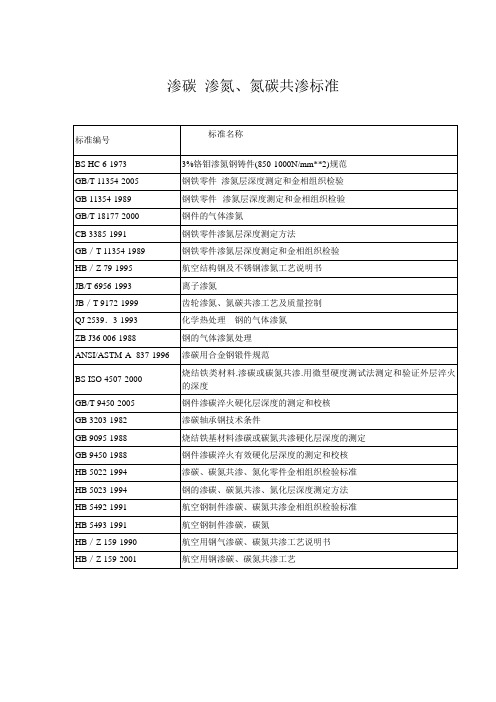
渗碳渗氮、氮碳共渗标准通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。
奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni 系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
高硅的奥氏体不锈钢浓硝酸肯有良好的耐蚀性。
由于奥氏体不锈钢具有全面的和良好的综合性能,在各行各业中获得了广泛的应用。
铁素体不锈钢在使用状态下以铁素体组织为主的不锈钢。
很全面,渗碳+渗氮+碳氮共渗表面处理工艺
很全面,渗碳+渗氮+碳氮共渗表面处理工艺渗碳与渗氮一般是指钢的表面化学热处理渗碳必须用低碳钢或低碳合金钢。
可分为固体、液体、气体渗碳三种。
应用较广泛的气体渗碳,加热温度900-950摄氏度。
渗碳深度主要取决于保温时间,一般按每小时0.2-0.25毫米估算。
表面含碳量可达0.85%-1.05%。
渗碳后必须热处理,常用淬火后低温回火。
得到表面高硬度心部高韧性的耐磨抗冲击零件。
渗氮应用最广泛的气体渗氮,加热温度500-600摄氏度。
氮原子与钢的表面中的铝、铬、钼形成氮化物,一般深度为0.1-0.6毫米,氮化层不用淬火即可得到很高的硬度,这种性能可维持到600-650摄氏度。
工件变形小,可防止水、蒸气、碱性溶液的腐蚀。
但生产周期长,成本高,氮化层薄而脆,不宜承受集中的重载荷。
主要用来处理重要和复杂的精密零件。
涂层、镀膜、是物理的方法。
“渗”是化学变化,本质不同。
钢的渗碳——就是将低碳钢在富碳的介质中加热到高温(一般为900-950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点(1)渗碳钢的含碳量一般都在0.15%-0.25%范围内,对于重载的渗碳体,可以提高到0.25%-0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56-62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
渗碳 渗氮 区别
渗碳和渗氮最大的区别就是介质不同,适用的钢也不同,渗碳适用于低碳钢,渗氮适用于中碳钢。
渗碳是目前应用最广泛的一种化学热处理方法。
它是渗碳介质在工件表面产生的活性碳原子,经过表面吸收和扩散将碳渗入低碳钢或低碳合金钢工件表层,使其达到共析或略高于共析成分时的含碳量,以便将工件淬火和低温回火后,其表层的硬度、强度,特别是疲劳强度和耐磨性,较心部都有显著的提高,而心部仍保持一定的强度和良好的韧性。
渗碳方法
(1)固体渗碳:粒状或膏状渗碳剂中渗碳
(2)液态介质渗碳:盐浴渗碳
(3)气体渗碳:有机含碳气氛中进行
(4)特殊渗碳:真空渗碳、离子渗碳、液态床渗碳
将氮渗入钢件表面的热处理工艺称为钢的氮化或渗氮。
特点
氮化能使钢件表面获得比渗碳更高的表面硬度(可高达HV950~1200)、耐磨性、疲劳强度、红硬性及抗咬合性。
氮化在钢件表面形成稳定的化合物层,所以氮化还可以提高钢件的抗蚀性。
氮化温度低,一般480~600C,常用560C,而且氮化后通常炉冷,因此氮化后工件变形很小。
但氮化周期长,一般几十甚至上百小时、成本高、氮化层较薄,一般0.5mm、且脆性较高,使氮化件不能承受太高的接触应力和冲击载荷。
渗碳 渗氮、氮碳共渗标准
渗碳渗氮、氮碳共渗标准通俗地说,不锈钢就是不容易生锈的钢,实际上一部分不锈钢,既有不锈性,又有耐酸性(耐蚀性)。
不锈钢的不锈性和耐蚀性是由于其表面上富铬氧化膜(钝化膜)的形成。
这种不锈性和耐蚀性是相对的。
试验表明,钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含水量的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易生锈到不易生锈,从不耐蚀到耐腐蚀。
不锈钢的分类方法很多。
按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢;按主要化学成分分类,基本上可分为铬不锈钢和铬镍不锈钢两大系统;按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等等,按耐蚀类型分可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等;按功能特点分类又可分为无磁不锈钢、易切削不锈钢、低温不锈钢、高强度不锈钢等等。
由于不锈钢材具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等系列特点,所以在重工业、轻工业、生活用品行业以及建筑装饰等行业中获取得广泛的应用。
奥氏体不锈钢在常温下具有奥氏体组织的不锈钢。
钢中含Cr约18%、Ni 8%~10%、C约0.1%时,具有稳定的奥氏体组织。
奥氏体铬镍不锈钢包括著名的18Cr-8Ni钢和在此基础上增加Cr、Ni含量并加入Mo、Cu、Si、Nb、Ti等元素发展起来的高Cr-Ni 系列钢。
奥氏体不锈钢无磁性而且具有高韧性和塑性,但强度较低,不可能通过相变使之强化,仅能通过冷加工进行强化。
如加入S,Ca,Se,Te等元素,则具有良好的易切削性。
此类钢除耐氧化性酸介质腐蚀外,如果含有Mo、Cu等元素还能耐硫酸、磷酸以及甲酸、醋酸、尿素等的腐蚀。
此类钢中的含碳量若低于0.03%或含Ti、Ni,就可显著提高其耐晶间腐蚀性能。
高硅的奥氏体不锈钢浓硝酸肯有良好的耐蚀性。
由于奥氏体不锈钢具有全面的和良好的综合性能,在各行各业中获得了广泛的应用。
铁素体不锈钢在使用状态下以铁素体组织为主的不锈钢。
渗碳、渗氮、碳氮共渗

渗碳、滲氮、碳氮共渗的说明
1.渗碳:渗碳后的工件经淬火和低温回火,使表面具有高硬度河耐磨性,而心部仍保持良好的塑性河韧性,从而满足工件外硬内韧的使用要求。
2.渗氮:零件渗氮后表面形成一层氮化物,不需要淬火就可以具有高的硬度、耐磨性、抗疲劳性河一定的腐蚀性,而且变形也很小,可以直接使用。
20Cr和40Cr渗碳淬火洛氏硬度HR C58-62.
渗氮用钢常常要求含有:Al、Cr、Mo等合金元素的钢,如果没有含上述元素(或含很少),因其生成的渗氮层很脆,容易剥落,不适合作为渗氮钢。
45钢的化学成分:
C=0.42 -0.50%;Si=0.17-0.37%;Mn=0.50-0.80%;Cr≤0.2%;Ni≤0.30%;Cu≤0.25%
故45#钢一般不能氮化。
适合氮化的钢有:38CrMoAlA,40Cr、42CrMo、50CrV等含有Al、Cr、Mo等合金元素的钢。
中高碳钢都可以淬火,锰钢也可以淬火。
3.碳氮共渗:又称氰化。
碳氮共渗是将钢件表面同时渗入碳原子河氮原子,形成碳氮共渗层,以提高工件的硬度、耐磨性河疲劳强度的处理方法。
渗碳、渗氮、碳氮共渗
渗碳、渗氮、碳氮共渗三者有什么不同?反映在材料题上具体有什么不一样的效果
渗碳:渗碳后的工件经淬火和低温回火,使表面具有高硬度和耐磨性,而心部仍保持良好的塑性和韧性,从而满足工件外硬内韧的使用要求。
渗氮:零件渗氮后表面形成一层氮化物,不需要淬火就可以具有高的硬度、耐磨性、抗疲劳性和一定的腐蚀性,而且变形也很小。
碳氮共渗:又称氰化。
碳氮共渗是将钢件表面同时渗入碳原子和氮原子,形成碳氮共渗层,以提高工件的硬度、耐磨性和疲劳强度的处理方法。
渗碳淬火、渗氮与碳氮共渗外观区别
三种热处理工艺处理的工件外观上差别不大,都有氧化色。
通过外观观察即可判定其热处理工艺的可能性不大。
渗氮是为什么。
渗碳是因为低碳钢含碳量不够。
那渗氮是为什么。
渗氮,是在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。
常见有液体渗氮、气体渗氮、离子渗氮。
传统的气体渗氮是把工件放入密封容器中,通以流动的氨气并加热,保温较长时间后,氨气热分解产生活性氮原子,不断吸附到工件表面,并扩散渗入工件表层内,从而改变表层的化学成分和组织,获得优良的表面性能。
渗入钢中的氮一方面由表及里与铁形成不同含氮量的氮化铁,一方面与钢中的合金元素结合形成各种合金氮化物,特别是氮化铝、氮化铬。
这
些氮化物具有很高的硬度、热稳定性和很高的弥散度,因而可使渗氮后的钢件得到高的表面硬度、耐磨性、疲劳强度、抗咬合性、抗大气和过热蒸汽腐蚀能力、抗回火软化能力,并降低缺口敏感性。
另外渗碳的最终目的是使渗过碳的工件表面获得很高的硬度,提高其耐磨程度。
热处理知识——渗碳和渗氮
热处理知识——渗碳与渗氮热处理在机械制造业中占有举足轻重的作用,作为机械从业人员,自身要具备较为全面的热处理知识,这对于我们的日常工作尤为重要。
首先我们先简要介绍热处理的目的及分类,本文重点掌握渗碳和渗氮这两种方式。
.热处理的目的:消除毛坯(如铸件/锻件)中的组织缺陷,消除半成品或焊接件残余应力,改善零部件工艺性能,最主要的是热处理能够提高材料的力学性能,满足其在各种应用场合的功能和寿命要求。
热处理的分类:常用的热处理可分为如下三大类:1、普通热处理(正火、退火、淬火、回火。
也就是我们常说的“四把火”)2、表面淬火(感应淬火、火焰淬火、激光淬火)3、化学热处理(渗碳、渗氮、碳氮共渗)对于热处理,大家可以这样来简化描述:都是由加热、保温、冷却三个阶段组成。
不同热处理方法区别就在于这三个阶段,加热方式,加热温度或者加热的速度不同;保温方式,保温环境或者保温时间不同等;冷却的速度及冷却的环境不同等。
进入正文,主要介绍渗碳和渗氮渗碳定义:把零部件置于渗碳介质中,加热到单相奥氏体区,保温一定时间,使碳原子渗入钢表层的化学热处理工艺。
目的:使零件表面具有高硬度、耐磨及疲劳极限,心部具有较高的强度和韧性。
常用钢种:含碳量0.1%-0.25%的碳钢或合金(即低碳钢和低碳合金钢)渗碳方法:常用的气体渗碳法:工件置于密闭的加热炉中,滴入煤油、丙酮、甲苯等在高温(900-950°C)下分解出CO、CO2、CH4等,气体再分解出活性碳原子,随后活性碳原子溶于高温奥氏体中,随着时间进行,碳原子逐渐向内扩散,深度主要取决于保温时间,可大约按0.2mm/h的速度近似计算。
关键技术点:1)表面含碳量最好在0.85%-1.05%内,若含碳量过低,淬火、低温回火后得到的回火马氏体,含碳量较低,硬度低,耐磨性差。
2)在一定的渗碳层深度范围内,随渗碳层深度的增加,疲劳极限、抗弯强度及耐磨性都将增加,但渗碳层深度超过一定限度后,疲劳极限反随着渗碳层深度的增加而降低。
渗碳与渗氮的区别
渗碳与渗氮的区别
渗碳和渗氮是两种常用的表面处理方法,主要用于提高金属材料
的硬度、耐磨性和耐腐蚀性。
它们的区别主要体现在以下几个方面:
1. 渗碳的原理是将含碳物质(如固体碳源、气体碳源或液体碳源)与金属材料接触,在高温下进行热处理,使金属表面与外层产生
富碳的化合物层。
这样可以增加材料的表面硬度和耐磨性。
渗氮
的原理类似,只是使用的是含氮物质。
2. 渗碳主要用于不锈钢、低合金钢、铸铁等材料,而渗氮主要用
于不锈钢、合金钢和铝合金等材料。
3. 渗碳形成的化合物层一般厚度在0.02~2mm之间,而渗氮形成的化合物层一般较薄,厚度通常在0.005~0.1mm之间。
4. 渗碳的处理温度一般在800~950℃左右,而渗氮的处理温度一般在500~600℃左右。
5. 渗碳处理后的材料表面会有一定的碳化物相,如Fe3C等,而渗
氮处理后的材料表面会有一定的氮化物相,如Fe4N等。
渗碳和渗氮虽然都是表面处理方法,但原理、适用材料、处理温度、化合物层厚度等方面存在一定的差异。
具体应根据具体材料
的要求和处理目的选择适合的处理方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
请问"淬火"是什么意思?我看见工业加工上,有对材料进行"淬火",这指的是什么意思?麻烦各位给讲讲,在这里表示感谢了.最佳答案1、材料能否淬火与含碳量有关,含碳量高的可以直接淬火,含碳量低的需要进行渗碳处理以提高需淬火层的含碳量才可以进行淬火处理。
注意:淬火只可以进行一次!!因为淬火后材料组织结构会发生变化,形成稳定的结构。
再遇到高温会使材料的内应力导致材料碎裂。
2、渗氮主要用于粉末冶金或是轴承钢等特殊材料的表面处理,以增加材料的表面硬度,但硬度比不上淬火的硬度。
然而由于氮的元素稳定性,所以对于材料的表面要求高而硬度要求一般的情况下通常采用渗氮处理。
3、镀铬用于一般的材料表面处理,用途为防锈和增加美观。
4、35、45材料由于含碳量已经足够了不需要进行渗碳处理,可以直接进行淬火处理。
35材料的淬火温度最高可以到50HRC左右,45材料可以到55HRC以上。
相同材料淬火的硬度主要决定于淬火后回火的时间和回火温度。
回火时间越短,回火温度越低,淬火后的硬度越高。
但淬火的硬度越高材料越脆,韧性越低。
所以硬度的选择是足够就好。
如果需要高硬度可以采用65、70材料这些含碳量高的材料或是采用含Cr的材料,如40Cr、20CrMnTi等这个问题比较复杂,搂住可以将你们单位的常用材料说一下,然后让大家讨论一下我们单位是这样的:常用的材料就是45钢、HT200,这两种材料都可镀铬、渗碳、渗氮,渗碳、渗氮后的零件颜色是不一样的,钢件的是黑色,铸铁件的黑中发红色,同时45钢也可以调质、淬火、正火,45钢淬火、渗碳可以达到HRC50-60,渗氮操作者的工艺了,有的和调质的硬度一样,有的也能达到HRC45以上10楼说的不错。
补充一些:1、淬火多数针对整体材料2、整体淬火后仍然可能中心最里面材料组织结构不好,比如硬脆等,因此采用低碳钢表面渗碳渗氮。
3、渗碳渗氮除了增加材料的表面硬度外,耐磨性提高很多。
4、镀铬有亮铬和硬铬2种,除了防锈和增加美观外,可以用来修补材料的磨损等。
补充一点,镀铬有两种的,一种是装饰铬,一种是硬铬,这种12楼的已经说了,其实镀硬铬是比较好的一种增加表面硬度的方法,但是它的优缺点很多,所以好多情况下都没采用。
优点一,表面光洁度好,优点二,不会生锈,一点锈斑都不会有;三,镀的过程中原零件变形小。
四,如果零件尺寸不到位,可以通过加几丝铬来达到尺寸(如12楼所说的修补,当然了,这是优点,也是个缺点,所以要镀铬的零件都要放余量了)。
优点五,表面比较美观。
等等缺点一,价格高,不光镀的费用高,而且镀后还要再加工。
缺点二,不适合表面比较复杂的零件,缺点三,厚度太薄,一般只有0。
05-0。
15mm左右,缺点四,对零件表面的光洁度要求比较高。
等等淬火属于热处理工艺,提高零件硬度,一般中碳,高碳钢都采取淬火处理,低碳钢如20Cr,一般是先进行渗碳,然后在进行淬火处理,至于渗氮的作用是提高硬度和耐磨强度,镀铬分为装饰铬和硬铬,前者是为了美观,抗腐蚀,后者可以提高硬度1、材料能否淬火与含碳量有关,含碳量高的可以直接淬火,含碳量低的需要进行渗碳处理以提高需淬火层的含碳量才可以进行淬火处理。
2、渗氮主要用于粉末冶金或是轴承钢等特殊材料的表面处理,以增加材料的表面硬度,但硬度比不上淬火的硬度。
然而由于氮的元素稳定性,所以对于材料的表面要求高而硬度要求一般的情况下通常采用渗氮处理。
3、镀铬用于一般的材料表面处理,用途为防锈和增加美观。
4、35、45材料由于含碳量已经足够了不需要进行渗碳处理,可以直接进行淬火处理。
35材料的淬火硬度最高可以到50HRC左右,45材料可以到55HRC以上。
相同材料淬火的硬度主要决定于淬火后回火的时间和回火温度。
回火时间越短,回火温度越低,淬火后的硬度越高。
但淬火的硬度越高材料越脆,韧性越低。
所以硬度的选择是足够就好。
如果需要高硬度可以采用65、70材料这些含碳量高的材料或是采用含Cr的材料,如40Cr、20CrMnTi等.关于淬火:一般选择中碳钢比较适宜,低碳不容易有硬度,高碳则容易出问题.关于渗碳:一般选择低碳钢关于渗氮:一般选择易氮化的中碳合金钢,普通碳素钢属不易氮化的材质关于镀铬:直接咨询电镀厂国外钢板牌号16G/18G等表示什么意思?提问时间:2007-1-23 8:52:00一些外文图纸中经常有16G/18G表示钢板的牌号,具体是什么含义?最佳答案★★★18 GA CRS 是什么材质的钢板呢? CRS代表:COLD ROLLED STEEL31G 0.25(厚度)26G 0.45~0.525G 0.5324G 0.622G 0.720G 0.918G 1.217G 1.416G 1.52机械图纸上材料栏常用材料名称1.生铁类(国内GB):HT200→灰铁,抗拉强度200N/mm²,牛/平方毫米.ZG200→铸造碳钢, ,抗拉强度200N/mm²,牛/平方毫米. T8~T10→碳工钢,含碳量0.8%~1%.16Mn→低合金钢, 含碳量0.12%~0.2%,含锰量1.2%~1.6%. 20CrMnTi→合金结构钢(硬面齿轮用钢),热处理;880º~900ºC油冷,200ºC回火.Cr12 / Cr12MoV→合工钢(冷冲模具用钢), 热处理;960º~1000ºC油冷,200ºC回火.W18 Cr4V5Co5→高速钢(冷冲模具用钢), 热处理;1210º~1230ºC油冷,540ºC~560ºC回火.2.铜类(国内GB): 纯铜;T1, T2, T3, 含铜量99.95%~99.97%,其余为银.黄铜;H90→含铜量88%~91%,其余为锌.黄铜;HNi65-5→含铜量64%~67%,含镍量5%~6.5%.黄铜;HSn90-1→含铜量88%~91%,含锡量0.25%~0.75%. 白铜;B5,含铜量4.4%~5%,其余为镍+银.锡青铜;QSn4-3铍青铜; Qbe2铸造青铜; ZCuSn3Zn8Pb6Ni1(锡青铜)铸造青铜; ZCuPb10Sn10(铅青铜)铸造青铜; ZcuAl8Mn13Fe(铝青铜)3.铝类(国内GB):纯铝;AL,含铝量99.995%~99.95%.L1~ L 6;工业纯铝.LG1~ LG 5;工业高纯铝.LF2~ LF43;防锈铝.LY1~ LY17;硬铝.LD2~ LD31;锻铝.LC3~ LC12;超硬铝.LT1~ LT66;特殊铝.4.日,美,港,台通用模具用钢类/板材:A.COLD WORK STEELS(冷作模具钢) : 国标GB; Cr12Mo1V1, Cr12MoV, (美国;D2, 日本;SKD11, 瑞典;XW-41).国标GB;Cr12,(美国;D3, 日本;SKD1, 瑞典;XW-41).国标GB; 9CrWMn.(俗称:油钢) (美国;01, 日本; SKS3, 瑞典; DF-2).B.HOT WORK STEEL(热作模具钢)国标GB; 4Cr5MOSIV1(美国;D2, 日本;SKD11, 瑞典;XW-41). 国标GB; 4Cr5MOSIV1 (美国; H13, 日本; SKD61, 瑞典; 8407).国标GB; 3Cr2W8V (美国; H21, 日本;SKD5, 瑞典; 8407).国标GB; 5CrMnMo (美国; 6G, 日本;SKT5, 瑞典; 8407).国标GB; 5CrMiMo (美国; L6, 日本; SKT4 , 瑞典; 8407).C.PLASTIC MOULD STEELS(塑胶模具钢)国标GB;SM3Cr2Mo(美国; P20, 瑞典; 618).国标GB;SM3Cr2NiMo(美国; P20+Ni , 瑞典; 718 ).国标GB;SM4Cr13 (美国; 420, 瑞典; S -136H ).D. ALLOY STRUCTURE STEELS(合金结构钢)国标GB; 40Cr (美国; 5140, 日本; SCr440 ).国标GB; 20CrMnTi (渗碳淬火硬面齿轮用)E. STAINLESS STEELS(不锈钢)国标GB;OCr18Ni9 (美国; 420, 日本; SUS420 ).国标GB;1Cr18Ni9Ti (美国; 304, 日本; SUS304 ). 拉深很好用,但拉深过三次一定要退火哦[950!~1000度]!(这是经验,如果你不退火,就是放在仓库里的成品有时也会暴裂的)F. H.S.STEELS(高速工具钢)国标GB; W18Cr4VG. CARBON STEELS碳素钢国标GB;T8 (美国; W1A-8 , 日本; SKH5 ).国标GB;T10 (美国; W1A-9½, 日本SKH3; ).国标GB;Q235(旧标准A3)(美国; Gr.D, 日本; SM400A ).国标GB;20-50(例45#钢是也)(美国; 1020-1050, 日本S20C-S50C; ).国标GB;GCr15轴承钢(美国; 52100, 日本SUJ2; ).★另外如标有:Spcd, 或Spcc, 或Spcen是指日本冷轧钢板,有单光片,双光片等.(交货时分捆片和张片)Spcd;(冷扎板)(1/2硬)PSpcc;(冷扎板)相当于国产08L冷板(深拉深板1/4硬)SSpcen;(冷扎板)(最深拉深软板)ZSPHC(热扎板)SECC(镀锌板)SGCC(热镀锌板)C5102,C 5191是指日本磷铜片C1720,是指日本铍青铜片★最近我国研制四种性能优良的模具用钢:65Cr4W3Mo2VNb(简称65Nb),7Cr7Mo3V2Si(简称LDl),5Cr4Mo3SiMnVAl(简称012Al),6Cr4Mo3Ni2WV(简称CG2).65Nb,012Al和CG2相当并优于高速钢,抗压强度比Cr12MoV钢高.65Nb和LDl耐磨性较好012Al和CG2韧度较好另外:牌号日本美国类型用途1Cr18Ni9Ti SUS321 321 奥氏体使用最广泛,适用于食品、医药、原子能工业.0Cr25Ni20 SUS310S 310S 奥氏体炉用材料.1Cr18Ni9 SUS302 302 奥氏体经冷加工有高的强度,建筑用装饰部件.0Cr18Ni9 SUS304 304 奥氏体我们通常拉深件用的不锈钢材料就是它00Cr19Ni10 SUS304L 304L 奥氏体抗腐蚀性要求高、耐热零件及热处理有困难的零件.1Cr17Ni7 SUS301 301 奥氏体型我们通常做端子类的连续模用的条料(有弹性的弹片)就是它.0Cr17(Ti)铁素体型用于洗衣机内桶冲压件,装饰用00Cr12Ti 铁素体型用于汽车消音器,装饰用1Cr17 SUS430 430 铁素体型俗称不锈铁,软料,用于重油燃烧器部件,家用电器.0Cr13 SUS410S 410S 铁素体型高韧性及受冲击负荷的零件,如汽轮机片,螺帽等.1Cr13 SUS410 410 马氏体型耐蚀性,一般用途、刀刃机械零件、泵杆餐具等.2Cr13 SUS420J1 420 马氏体型俗称不锈铁,硬料.淬火状态下硬度高,耐蚀性良好,作汽轮机叶片.。