机械类,夹具类毕业设计模版doc
加工工艺及夹具毕业设计论文 毕业设计
1
2
3
4
5
6
7
8
9
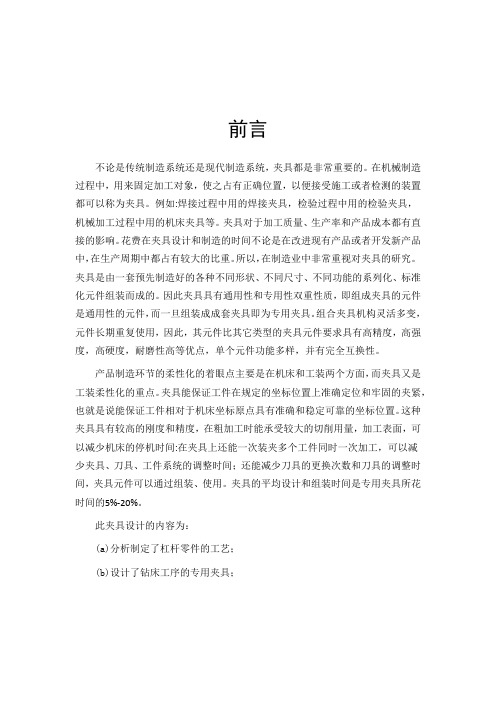
图 2-1 犁刀变速齿轮箱传动示意图 1-左臂壳体 2-犁刀变速齿轮箱体 3-操纵杆 4-啮合套 5-犁刀传动齿轮
6-轴承 7-右臂壳体 8 犁刀传动轴 9-链轮
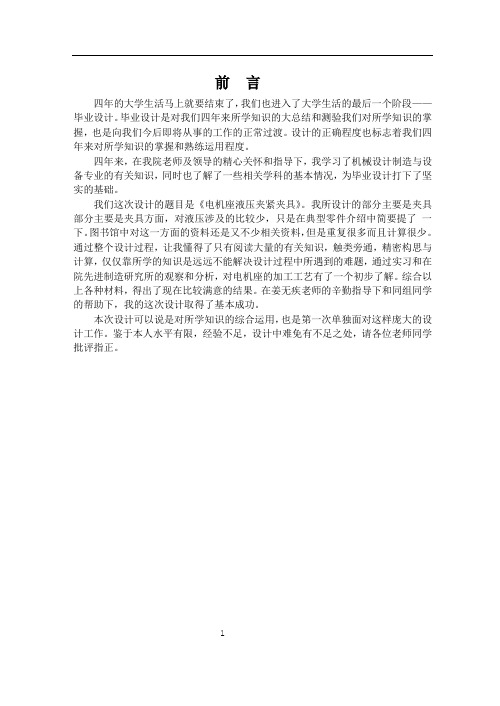
(二)零件的工艺分析
由附图 1 得知,其材料为 HT200。该材料具有较高的强度、耐磨性、耐热性及减振性,适用于
承受较大应力、要求耐磨的零件。
1.6
G
80
66±0.20
168±2
Φ8N8(--00..000235 )深12 0.1 B
D
4-M12-6H22 0.5 R B D 孔深28
40
Q
3.2
R12 4-Φ22 锪平
18
其余
50° 50° 47
Φ102
A-A
B
Φ80H7(+00.030)
3.2
0.04 A-B
B向
0 -0.1
38
R5
6
2. 提高结构设计能力。学生通过设计夹具的训练,应当掌握如何根据被加工零件的加工要求, 设计出高效、省力、既经济合理,又能保证加工质量的夹具来。
3. 学会使用手册及图表资料。掌握与本设计有关的各种资料的名称出处,能够做到熟练应用。 (二)设计的要求 机械制造工艺及夹具设计课程设计题目一律定为:制订 xx 零件的机械加工工艺。生产纲领为中 批或大批生产。
班
级
学
生
指 导 教师
教研室主任
200 年 月
一、零件的分析 (一)零件的作用 犁刀变速齿轮箱体是旋耕机的一个主要零件。旋耕机通过该零件的安装平面(即附图 1 零件图 上的 N 面)与手扶拖拉机变速箱的后部相连,用两圆柱销定位,四个螺栓固定,实现旋耕机的正确 联接。N 面上的 4-Φ13mm 孔即为螺栓联接孔,2-Φ10F9 孔为定位销孔。 如图 2-1 所示,犁刀变速齿轮箱体 2 内有一个空套在犁刀传动轴上的犁刀传动齿轮 5,它与变 速箱的一倒档齿轮常啮合(图中未画出)。犁刀传动轴 8 的左端花键上套有啮合套 4,通过拔叉可以 轴向移动。啮合套 4 和犁刀传动齿轮 5 相对的一面都有牙嵌,牙嵌结合时,动力传给犁刀传动轴 8。 其操作过程通过安装在 SΦ30H9 孔中的操纵杆拔叉而得以实现。
机械类毕业设计(论文完整版模板)

知识不仅是指课本的内容,还包括社会经验、文明文化、时代精神等整体要素,才有竞争力,知识是新时代的资本,五六十年代人靠勤劳可以成事;今天的香港要抢知识,要以知识取胜本科毕业论文(设计)机械设计制造及其自动化***20**1*00**专业名称机械设计制造及其自动化申请学士学位所属学科工科指导教师姓名、职称(教授)20 年月日摘要多层热压机是生产胶合板、刨花板、中密度纤维板等人造板的主要设备目前设备制造厂生产的热压机已基本定型为了改进热压机的结构性能和降低制造成本本文主要对五层侧压式热压机结构进行了设计并对热压机的重要部件下托板的结构、强度和刚度进行了设计分析和计算使下托板在结构上更加合理降低了材料和能源消耗提高了生产率设计主要结合现有的设计理念在符合设计要求的前提下设计时热压机的机架整体上主要采用了钢板焊接闭式结构这种结构制造方便无需大型加工设备并且选材主要使用了工字钢、角钢等常用材料使用钢板焊接的加工工艺因而生产工艺性较好一般机械厂均能制造设计中主要使用了CAD、Pro\E等工程制图软件使用了Pro\E软件进行受力分析关键词:侧压式热压机结构设计受力分析AbstractThe multi-layered hot press is the production plywoodthe shaving boardbuilding board and so on density fiberboard major installations. At present the equipment factory production's hot press has finalized basicallyto improve hot press's structure performance and reduce the production costthis article mainly has carried on the design to five side thrust type hot press structureand to hot press's important part under carrier's structurethe intensity and the rigidity has carried on the project analysis and calculates causes the carrier to be more reasonable in the structurereduced the material and the energy consumptionraised the productivity. The design main union existing design ideain conforms to under the design requirements premisein the design in press's rack whole has mainly used the steel plate welding closed type rackthis kind of structure manufacture convenience does not need the large-scale processing equipmentandthe selection has mainly used the I-steelthe angle steel and so on commonly used materialuses processing craft which the steel plate weldsthusthe production technology capability is goodgenerally the machine shop can make. In the design has mainly used CADengineering drawing soft wares Pro \ E and so onused the software Pro \ E to carry on the stress analysis.窗体顶端Key words: lateral pressure typethermal-pressing machinestructural designstress analysis窗体底端目录1.引言 11.1五层侧压式热压机的发展概况及现状11.2热压机的特点21.3热压机的发展带来的机遇和挑战32.热压机的结构设计 42.1框架结构52.2柱塞结构62.3上托板结构 62.4下托板结构72.5平衡机构简要设计82.5.1工作原理82.5.2齿条的设计112.5.3键的选择112.6轴承的选取122.7侧压缸支架结构122.8侧压缸螺栓设计校核133.热压机主要部件的受力分析153.1立柱的设计校核153.2上托板的设计校核153.3下托板的结构设计213.4下横梁底板受力分析24附录26参考文献27致谢281.引言热压机是人造板生产线的主要设备之一热压机的生产能力决定了人造板生产线的产量而热压机的技术水平也在很大程度上决定了人造板产品的质量人造板生产的发展与热压机技术水平的进步息息相关人造板行业的发展对热压机生产提出了更高的要求而更先进水平的热压机的出现则又极大地促进了人造板行业的发展新的人造板国家标准对产品质量提出了更高的要求为保证产品质量就热压机而言一方面:要求工艺上采取最佳热压工艺曲线和工艺参数控制产品质量;另一方面:热压机设备本身在结构和性能上要满足诸如制品的厚度公差、传热的均匀度等要求确保压制品质量热压机的发展促进了人造板工业的繁荣而近年来我国人造板行业的超快速发展也为我国热压机技术的发展提供了广泛的发展空间遗憾的是目前我国还不具备连续压机的生产能力国内需要的连续压机还需要从国外进口这严重影响了我国人造板机械行业整体水平的提高国内的有关单位也在抓紧时间组织必要的人力、物力、技术力量进行连续压机的研制工作相关的产品也有望在未来几年问世本次设计在借鉴以往前人的实际设计经验和部分参数结构的前提下重点对其下托板的结构进行了可行改进设计使用了CAD、Pro/e等工程制图软件对该机器进行结构设计、绘制和分析在指导教师的指导下以及同组同学的共同研讨下基本达到了预期目标1.1五层侧压式热压机的发展概况及现状最早在人造板行业出现的热压机就是多层压机它主要是借鉴并根据纺织工业使用的压机改造而来用于以纸浆来生产最早的纤维板最初的多层热压机尽管还不完善但已经具有现代多层压机的雏形装卸板系统、加热装置、压机闭合开启装置等都为人们所了解这些多层压机的制造商则是来自人造板设备技术比较发达的德国如辛北尔康普公司和贝克一冯赫伦公司前者至今仍然在世界人造板设备供应领域占据重要的地位而后者却已于20世纪80年代退出了市场的竞争行列后来多层压机在刨花板生产中获得了极大的成功并推广开来多层压机的使用在促进刨花板工业的发展的同时推动了整个人造板工业的进步而刨花板行业的发展又为多层热压机的不断改进提供了生产依据最初人造板多层压机的主要制造商主要集中在欧洲包括比松公司、辛北尔康普公司、贝克-冯赫伦公司迪芬巴赫公司和顺智公司等之后随着多层热压机制造技术的推广美洲以及包括中国在内的一些亚洲国家也加入到多层热压机设备供应商之列近年来随着热压机技术的发展欧洲的主要热压机生产厂家已经将主要的生产力转移到连续热压机的生产上而我国的上海人造板机器厂、美国的华盛顿铁工厂则成为除欧洲厂商外的多层热压机市场上较为重要的供应商美国的华盛顿铁工厂一直致力于多层热压机的发展产品的层数、压机幅面也不断加大而我国的上海人造板机器厂则是多层热压机市场的后期之秀依靠国内强大的市场支持目前已向国内外市场提供了多套多层热压机设备为了提高单机生产能力多层热压机采用两种途径提高产能一是增加压机层数二是增大热压板的幅面目前通常使用的热压机层数为10-15层最多可达40层幅面主要有4英寸和8英尺1.2热压机的特点热压机除整个结构布局合理、紧凑、外形美观、精密度高外还具有以下特点:控制系统多样化此热压机的控制系统有光电管、无触点开关和行程开关这些控制电器元件灵敏、耐用而且大部分元件安装在热压机顶部使得热压机结构紧凑、整洁热压机主体部分是由一定厚度的钢板焊接成的框架式不易变形;梯形块上设置倒角便于找正热压机的低压泵、高压泵和电机全部安装在油箱架下边占地面积小该热压机由于装有蓄压器因此可起到缓冲作用以增加热压机的稳定性当液压系统达到一定压力时高、低压泵可自动停止工作;当压力不足时可自动开启高、低压泵补充到规定油压使液压系统总保持在规定的油压范围内1.3热压机的发展带来的机遇和挑战随着房地产业的飞速发展带动了装修业的快速发展从而带动了集成材业的发展集成材保留了天然木材的材质感外表美观材质均匀克服了木材易变形、开裂的缺点利用短小料可获得人造板和实木不能替代的方材板提高了木材的使用价值它是室内装饰、木质地板和中高档家具生产的理想材料集成材的生产主要由拼板机来完成使得拼板机的市场需求量越来越大随着板材生产厂家的需要的不断提高要求拼接出来的板材尽量平整木条之间的不平度较小拼接的整板变形量小没有弯曲、扭曲、翘曲现象为此保证设备上下工作面的平面度、刚性、上下平面的平行度比较关键另外必须改善拼接工艺减少板材拼接受力不均保证热拼板机承载面内受热均匀但我国的拼接设备与德国、意大利等发达国家比还相对比较落后主要表现在设备的自动化程度低配套使用的设备较少还存在很多单机使用现象全自动拼板生产线在国内尚还空白另外我国的拼接板精度不高后序加工量大余料浪费较多随着生产规模的不断扩大多层热压机的层数在不断增多幅面也在不断加大然而多层热压机的缺点也越来越显现出来:1)热压辅助时间长压机有效生产率低使用多层压机需要相应配置附属的装板、卸板系统这无形中增加了热压的辅助时间再加上压机自身所需要的闭合开启时间导致热压周期长生产效率低而且压机的层数越多辅助时间越长辅助系统也越复杂2)随着层数的增多多层压机对系统的同时闭合系统要求更高而且由于在热压过程中各层板坯受压不同造成成品板的产品厚度不均产品稳定性差3)由于装板以及热压板闭合后板坯在未加压的情况下受热使产品产生较厚的预固化层砂光余量大4)热压板在热压过程中直接受湿热蒸汽的作用热压板腐蚀严重影响使用寿命5)受压机开档和热压板的限制多层压机生产的产品规格具有一定的限制不能满足人们对产品多规格的要求尽管多层压机具有以上缺点但是到目前为止多层压机仍然占据热压机市场的大部分市场份额成为人造板生产的主要压机之一改善机架应力状态的措施:(1)在同样重量下减簿板厚增加宽度以提高机架抗弯刚度减少应力(2)避免在机架内侧钻孔、焊接零件以免引起应力集中可将零件布置在立柱的外侧(3)在机架上增加几块补板以提高上、下横梁的抗弯刚度和立柱的刚度(4)减小拐角处的应力集中可以采取圆弧过渡或斜角过渡(5)正确选择焊缝位置机架板一般都是拼焊而成的焊缝强度一般都低于母材而且有焊接应力所以焊缝要选在应力较小的位置而且要沿立柱方向不能沿横梁方向2.热压机的结构设计五层侧压式热压机的整机设计采用了框架式结构整体使用工字钢和钢板焊接而成根据热压板的具体的参数选择成品压板和侧压板整机结构见下图:图2-1 五层侧压式热压机的结构其中热压机的主要技术参数为:上下压力:90吨(将层层热压板向上顶起且保证压机工作时板坯不发生翘曲泄压时靠压机自重下降)侧向压力:10吨(将板坯侧向加紧)热压板尺寸:2550*1370*42mm两热压板之间的间距为100mm详细尺寸结构参考零件图:BYSJ-012.1框架结构最上部为上托板为加强强度上托板与第一个热压板间需焊接厚度为10 mm的钢板每个热压板间距离是100mm侧压缸在同一侧与侧压板连接止推板在另一侧厚度均为10mm热压板通过方形钢管和阶梯形挡块定位为了方便热压机在工作时热压板上升过程中位置的找正将梯形挡块开有45度倒角以便起到引导作用为了使两个侧压缸推力相同以及下托板在上升过程中的平稳使用齿轮齿条机构进行调节第六块热压板直接焊接于下托板上它与下托板之间同样有一厚度为10mm钢板加强其强度柱塞缸与焊接在底座上的法兰通过螺栓连接在一起使用厚度为14mm的钢板四个柱塞缸通过两组齿轮齿条控制同步压力立柱采用H钢型号为28a2.2柱塞结构该结构主要有两部分组成柱塞和柱塞缸两者的结构分别表示如下图示:图2.1柱塞结构柱塞缸主要采用14mm的钢板卷筒焊接而成其结构简单制造方便将该结构安装在下横梁上并通过一块14mm厚的钢板与之焊接为一体钢板上安装法兰以实现工作要求2.3上托板结构为了考虑材料和该结构的受力特点通过对不同结构形式的托板受力分析选择受力最小且受力最为合理的结构其结构设计为两边带有加强肋中部为正方形结构且加强肋在其对角线上结构示意图如下所示:图2.3 上托板结构详细尺寸结构参考零件图BYSJ-022.4下托板结构下托板是该机器的主要受力部件之一为了使受力均匀和节省材料从而降低生产成本在参考了以往的设计经验并通过对不同结构形式的托板进行受力分析最终选择了受力最小且受力最为合理的结构其结构设计为将托板均匀分成四部分每部分的加强肋设计在其对角线上连接柱塞法兰的结构设计在该肋板的几何中心上结构如下图所示:图2.4下托板结构详细尺寸结构参考零件图:BYSJ-032.5平衡机构简要设计2.5.1工作原理由于液压系统在工作时对柱塞缸的压力油供应不均匀而使下托板以及侧压板在工作时不平衡为了使液压缸柱塞将下托板顶起工作时下托板平衡的上升及侧压板工作时平衡的对板坯进行加紧而设计了该平衡机构它主要由齿轮齿条机构来保证将两个相同的齿轮安装在同一根轴上将齿条与下托板相连在侧压板上的平衡机构的结构于此相同在此仅以下托板处的平衡机构的结构为例加以说明具体结构如下图所示:图2.5平衡机构(齿轮齿条机构)参考了机械设计齿轮设计例题分析由于该压机的工作压力最大为90吨所以平衡机构中齿轮转速不高受力不是太大的特点可将齿轮精度等级确定为IT7(GB10095-88)选择其材料为40Cr()硬度为280HBS齿条的材料选为45钢(调质)硬度为240HBS两者材料硬度差为40HBS符合了设计的基本要求现将其主要的设计过程简要叙述如下:1)初选齿轮齿数为=24齿数比u=4;2)主要公式:接触疲劳许用应力分度圆直径:T=Fd/2=11250其中F为液压缸工作参数90t;d为平衡轴直径;有机械设计表10-6查得材料的弹性影响系数=189.8有图10-21d按齿面硬度查齿轮的接触疲劳强度极限=600;由图10-19去接触疲劳寿命系数=0.953)按齿根弯曲强度设计时=0.93mm由图10-20c查得齿轮的弯曲疲劳强度极限=500查图10-18取弯曲疲劳寿命系数=0.85取弯曲疲劳安全系数S=1.4故而 =303.6载荷系数查表10-5查得齿轮的接触疲劳强度决定了承载能它仅与齿轮的直径有关为同时考虑制造及安装方便可将该齿轮的模数适当放大取为m=2.5这样设计的齿轮齿条传动既能满足齿面接触疲劳强度又满足了齿根弯曲疲劳强度并做到了结构紧凑便于生产制造齿轮的主要设计参数:材料:40Cr(调质)精度等级:IT7模数:2.5压力角:20°齿槽宽:3.93 mm齿顶高:2.5 mm齿根高:68.76 mm齿高:5.62 mm齿厚:3.93 mm齿根圆半径:64.38 mm具体尺寸参阅零件图:BYSJ-042.5.2齿条的设计根据齿条的特性及该机构的特点其设计参数有:材料:45钢(调质)精度等级:IT7模数:2.5齿形角:20°齿槽宽:3.93 mm齿顶高:2.5 mm齿根高:3.12 mm齿高:5.62 mm齿厚:3.93 mm齿根圆半径:26.88 mm结构示意图如下:图2.5.2齿条结构参考零件图:BYSJ-052.5.3键的选择根据平衡轴径d=25mm查附表5.20普通平键(GB 1095、1096-2003摘录)选择普通A型平键主要参数:轴深 t=4.0毂深t=3.3根据齿轮宽选键长L=55mm;材料Q275A (GB/1096-2003)2.6轴承的选取根据前文中设计的轴的最小直径d=25mm查机械设计手册选取深沟球轴承代号为:6005 具体参数见下图:其中查机械设计课程设计附录4.2 深沟球轴承(GB/T 276-94摘录)得到主要的参数值有:d=25mmD=47mmB=12mm2.7侧压缸支架结构由于该支架主要对侧压缸起固定作用将其焊接在热压板上工作时随热压板一起上下运动经受力计算该结构主体部分可由14mm钢板焊接;加强肋部分由10mm钢板焊接组成这种结构在受力方面比较理想结构示意图如下:图2.7侧压钢支架三视图具体尺寸参阅零件图:BYSJ-062.8侧压缸螺栓设计校核根据热压机的侧压力10吨以及部件的连接需要初选公称直径为13mm的螺栓为保证其正常工作现对其进行校核受轴向载荷的紧螺栓(静载荷)连接的校核计算结果:工作载荷 Fc = 3.125 kN残余预紧力系数K = 1.6总载荷 F0 = 8.13 kN相对刚度λ = 0.25预紧力 Fp = 7.34 kN螺栓机械性能等级 = 6.8螺栓屈服强度σs = 480 MPa安全系数 Ss1 = 2螺栓许用应力 [σ] = 160.00 MPa选择材料为:45钢螺栓公称直径 Md = M13螺栓小径d1 = 10.106 mm螺栓计算应力σ = 132.1 MPa校核计算结果:σ≤[σ] 满足强度要求受轴向载荷的紧螺栓(动载荷)连接校核计算结果:工作载荷 Fc = 3.125 kN相对刚度λ = 0.25螺栓材料:Q235A螺栓抗拉强度 = 440 MPa螺栓屈服强度 = 240 MPa抗压疲劳强度= 140 MPa尺寸因数ε = 1制造工艺因数= 1受力不均匀因数 = 1缺口应力集中因数= 3.9安全系数= 2螺栓许用应力幅= 17.95 MPa螺栓公称直径= M12螺栓小径= 10.106 mm螺栓计算应力幅= 4.89 MPa校核计算结果:≤满足故选择公称直径为13的螺栓材料为Q235A处理3.热压机主要部件的受力分析3.1立柱的设计校核立柱采用工字钢根据热压机的对称结构立柱仅受拉力作用没有附加的弯矩和扭矩由计算公式:式中: --所选材料的弹性极限这里选取Q235A=210MPaA--工字钢的横截面积S--设计计算安全系数取S=2.F--工字钢受力将数据代入公式得:A=61.4c㎡据此选取型号:热轧工字钢28a(GB706-88)详细尺寸见零件图3.2上托板的设计校核上托板与热压板间附有10mm厚钢板来加强其强度上托板由厚度为14mm高为300mm的钢板焊接而成由于其复杂的交叉结构传统的材料力学分析解决问题的方法十分繁琐此处借用WildfirePro/E 5.0里面的有限元分析工具进行校核计算首先建立三维模型如图:图3.2.1上托板三维模型三维模型建成后进行受力分析的准备工作:先进行模型设置-材料选择-材料的分配-施加位移约束-定义位移约束-定义载荷性质(第一块热压板受到均匀的压力载荷将90t压力均匀分配到热压板上)-建立模型-分析定义-结果定义图3.2.2上托板受力模型系统开始运行随后便可运行出想要得到的结果如图所示:图3.2.2整体受力系统开始运行随后便可运行出想要得到的结果如图所示:图3.2.3运行结果图3.2.5受力结果从图3.2.5中看出该结构最大应力处应力为79.9Mpa该结构用45号钢其抗拉强度为353MP由于90t为该热压机极限压力热压机在工作是几乎不会达到该力此设计结构是偏安全的符合设计要求计算机运算过程如下:------------------------------------------------------------Mechanica Structure Version L-03-38:spg设计研究 "Analysis1" 的摘要Sat Jun 82011 22:46:54运行设置块求解器的内存分配: 128.0并行处理状态当前运行的并行任务限制: 2当前平台的并行任务限制: 64自动检测到的处理器数: 2创建元素前正在检查模型...这些检查考虑到了以下事实:AutoGEM 会自动在具有材料属性的体积块中、具有壳属性的曲面上和具有梁截面属性的曲线上创建元素自动生成元素创建元素后正在检查模型...未在模型中发现错误Mechanica 结构模型汇总主单位制: millimeter Newton Second (mmNs)长度: mm力: N时间: sec温度: C模型类型: 三维点: 2486边: 12685面: 18003弹簧: 0质量: 0梁: 0壳: 0实体: 7803元素: 7803标准设计研究静态分析 "Analysis1":收敛方法: 单通道自适应绘制栅格: 4收敛环日志: (22:47:32)>> 通道 1 <<计算元素方程 (22:47:33)方程总数: 129213最大边阶数: 3解方程 (22:47:40)后处理解 (22:48:04)检查收敛 (22:48:10)资源检查 (22:48:15) 过去的时间 (秒): 81.67CPU 时间 (秒): 79.34内存使用量 (kb): 339829工作目录磁盘使用量 (kb): 495616>> 通道 2 <<计算元素方程 (22:48:16)方程总数: 153891最大边阶数: 6解方程 (22:48:24)后处理解 (22:48:55)检查收敛 (22:49:01)计算位移和应力结果 (22:49:07)RMS 应力误差估计:载荷集应力误差占最大主应力的百分比---------------- ------------ -----------------LoadSet1 8.66e+00 8.2% of 1.06e+02 资源检查 (22:49:27) 过去的时间 (秒): 153.27CPU 时间 (秒): 138.64内存使用量 (kb): 355804工作目录磁盘使用量 (kb): 619520模型的总质量: 1.088271e+00模型的总成本: 0.000000e+00WCS 原点的质量惯性矩:Ixx: 7.44852e+05Ixy: -1.54093e+05 Iyy: 3.17051e+06Ixz: -9.50469e+05 Iyz: -8.27875e+04 Izz: 2.47457e+06 相对于 WCS 原点的主 MMOI 和主轴:最大主应力中间主应力最小主应力 3.18179e+06 2.89414e+06 3.14004e+05WCS X: -3.68288e-02 -4.06791e-01 9.12779e-01WCS Y: 9.97058e-01 4.64826e-02 6.09449e-02WCS Z: -6.72202e-02 9.12338e-01 4.03882e-01 相对于 WCS 原点的质心位置:( 1.27500e+031.11055e+026.85000e+02)质心的质量惯性矩:Ixx: 2.20786e+05Ixy: 9.89530e-10 Iyy: 8.90748e+05Ixz: 2.44472e-09 Iyz: 2.91038e-10 Izz: 6.92026e+05 相对于 COM 的主 MMOI 和主轴:最大主应力中间主应力最小主应力8.90748e+05 6.92026e+05 2.20786e+05 WCS X: 0.00000e+00 0.00000e+00 1.00000e+00 WCS Y: 1.00000e+00 0.00000e+00 0.00000e+00 WCS Z: 0.00000e+00 1.00000e+00 0.00000e+00 约束集: ConstraintSet1: PRT0001载荷集: LoadSet1: PRT0001模型上的合成载荷:在全局 X 方向: -7.205480e-08在全局 Y 方向: 8.803620e+05在全局 Z 方向: 6.876427e-09测量:max_beam_bending: 0.000000e+00max_beam_tensile: 0.000000e+00max_beam_torsion: 0.000000e+00max_beam_total: 0.000000e+00max_disp_mag: 3.651136e-01max_disp_x: -5.989933e-02max_disp_y: 3.651109e-01max_disp_z: 4.774524e-02max_prin_mag*: -1.058371e+02max_rot_mag: 0.000000e+00max_rot_x: 0.000000e+00max_rot_y: 0.000000e+00max_rot_z: 0.000000e+00max_stress_prin*: 8.868574e+01max_stress_vm*: 8.874455e+01max_stress_xx*: 7.934842e+01max_stress_xy*: 4.213737e+01max_stress_xz*: -2.307811e+01max_stress_yy*: -6.292490e+01max_stress_yz*: 2.411726e+01max_stress_zz*: 4.270502e+01min_stress_prin*: -1.058371e+02strain_energy: 2.373799e+04** 警告: 在结果奇点 (或接近位置) 计算由星号 (*) 标记的测量这些测量的值可能不准确在对它们进行解释时必须使用工程评价分析 "Analysis1" 已完成 (22:49:27)内存和磁盘使用情况:机器类型: Windows NT/x86求解器的 RAM 分配 (兆字节): 128.0总过去的时间 (秒): 154.09总 CPU 时间 (秒): 139.13最大内存使用量 (千字节): 355804工作目录磁盘使用量 (千字节): 619520结果目录大小 (kilobytes):71392 .\Analysis1最大数据库工作文件大小 (kilobytes):427008 .\Analysis1.tmp\kblk1.bas158720 .\Analysis1.tmp\kel1.bas33792 .\Analysis1.tmp\oel1.bas运行已完成Sat Jun 82011 22:49:283.3下托板的结构设计结合该部件的结构特点利用三维Pro\E建立立体模型如下图所示:图3.3.1加力后的三维立体模型按照以上方法进行加力、加约束、建立静态分析模型运行结果如图:图3.3.2运行结果图3.3.3运行结果图3.3.4运行结果从图中可以看出该结构受到的最大压应力为70Mpa材料为45号钢(抗压强度为353Mpa)的结构该压机的额定工作压力为90吨在工作压力极少达到所设压力的情况下这种设计是偏于安全的因而符合设计要求3.4下横梁底板受力分析由于该机械工作时推力最大只有90吨而在正常工作情况下是很少达到此压力的所以按照设计要求在比较了几种设计方案后确定了下横梁的结构考虑到其复杂的结构用传统的力学方法很难实现对它的受力分析为了便于受力校核此处使用了Pro/E 里的有限元分析工具对其进行受力分析和校核并根据该机械的工作特点以及其受力特点人为地模拟施加力建立如下三维模型:图3.4.1加力后的三维模型设定相应的约束后运行出结果如图:图3.4.2整体受力运行结果图3.4.3运行结果从图中可以看出该结构所受最大压强为25.7MPa对45号钢(抗压强度为353Mpa)来说是非常安全综上所述该设计在结构和受力方面都符合设计要求附录【1】型钢结构表:【2】调质:淬火后又高温回火的双重热处理其目的是:提高了强度又保持了材料的韧性还改善了材料的切削加工性【3】回火:淬硬后加热到AC1以下的某一温度保温一定时间然后冷却到室温的热处理工艺其目的是:(a)消除工件淬火时产生的残留应力防止变形和开裂;(b)调整工件的硬度、强度、塑性和韧性达到使用性能要求;(c)稳定组织与尺寸保证精度;(d)改善和提高加工性能【4】附零件图:轴承座图号BYSJ-07参考文献[1] 胡广斌.人造板热压机的发展历程.中图分类号:TS653 文献标识码:A 文章编号1001-5299(2005)01-0050 -04.[2] 秦少芳.框架热压机主要受力件设计的探讨.木材工业1996(3):16一20.[3] 多层热压机设计.沈阳重机厂吴新泉.中国学术期刊电子出版设1994-2001.[4] 袁东.世界人造板机械发展现状与趋势[J].世界林业研究2007 C 20 ) 60-67.[5] 李绍昆姜仁龙.中密度纤维板多层热压机的热压过程分析[[J].中国人造板 2008 . 6:20-23.[6] 种奇军熊键国种凤军.人造板热压机框架、油缸等的简易设计计算[[J].中国人造板2006 C 1)31-33.[7] 李沿海.日本KU一IHPD 1515型热压机设计特点[[J].林业机械与木工设备 2001 1: 33-34.[8] 路健张伟.国际人造板机械发展状况与技术特点.木材加工机械2003 (5) : 1-720.[9] 川哀华柯尊忠郭世英.热压机框板结构优化设计[[J].合肥工业大学学报怕然料学版1990 13(222-27.[10] 林秀安.大型多向模锻液压机关键技术的试验研究.中国机械工程学会第二次锻压学术年会论文1979.[11] 张剑峰杨一匕.我国人造板机械工业发展现状、存在问题及展望[J]2000 C 4 ) 27-32.[10] 苏阳崔学红邵林波.热压机框架板的受礼分析及其改进[[J].昆明冶金高等专科学校学报2003 19(2):18-21.[11] 穆国君.密排缸压机框式机架强度的简单计算[[J].木材加工机械 1990 } (4) : 5-8.[12] 东北重型机械学院.650吨板框式结构模锻液压机一试验研究.机械工业部8022235科研课题论文1981.致谢。
机械工艺夹具毕业设计199输出轴加工工艺及夹具设计说明书

课程设计说明书课程名称:机械制造工艺学题目名称:输出轴加工工艺及夹具设计班级:姓名:学号:指导教师:评定成绩:教师评语:指导老师签名:20 年月日目录前言 (3)1、零件的工艺分析及生产类型的确定 (3)技术要求分析 (3)零件的工艺分析 (3) (3)2、选择毛坯,确定毛坯尺寸,设计毛坯图 (3)选择毛坯 (3)毛坯尺寸的确定 (4)3、选择加工方法,制定加工艺路线 (5)定位基准的选择 (5)零件表面加工方法的选择 (5)制定艺路线 (6)4、工序设计 (7)选择加工设备与工艺装备 (7)选择机床根据工序选择机床 (7)选用夹具 (7)选用刀具 (8)选择量具 (8)确定工序尺寸 (8)5、确定切削用量及基本工时 (10)切削用量。
(10)基本时间 (12)6、夹具设计 (12)定位方案 (12)分度设计 (13)切削力和夹紧力的计算 (13)7、结论 (14)参考文献 (14)致谢 (15)附录 (15)输出轴加工工艺及夹具设计摘要:机械制造业的发展对世界经济起着非常重要的作用,而机械加工工艺的编制是机械制造技术的重要组成部分和关键工作。
本文论述的是输出轴的加工工艺和夹具设计,着重于几个重要表面的加工,具有一定的尺寸、形状、位置要求,还有一些强度、表面粗糙度要求等,然而这些都会在文中得以体现。
关键词:制造;输出轴;加工工艺;夹具;THE DESIGH OF OUTPUT SHAFT PROCESSING AND FIXTUREStudent: Zhu WangboTutor: Chen Zhiliang、DongLiang(College of Engineering, Hunan Agricultural University, Changsha 410128, China)Abstract: Machinery manufacturing industry on the world economy plays an important role, and the machining process is the establishment of machinery manufacturing technology and an important part of the critical work. In this paper, the output shaft is a fixture of the processing technology and design, focused on several important processing on the surface of a certain size, shape, location requirements, there are still some strength, surface roughness, and other requirements, but these will be reflected in the text .Key words: manufacturing; output shaft; processing technology; fixture;前言机械制造工艺学课程设计是在我们学完了大学的全部基础课、技术基础课以及大部分专业之后进行的。
机械工艺夹具毕业设计60HFJ6351D型汽车工具箱盖单型腔注塑模设计
毕业设计(论文)题目HFJ6351D型汽车工具箱盖单型腔注塑模设计院(系)专业班级学生姓名指导教师成绩年月日1目录摘要 (4)Abstract (5)第一章绪论 (6)1.1选题的依据和意义 (6)1.2本课题在国内外的研究现状 (6)1.2.1 中国模具工业概况 (7)1.2.2 存在问题和主要差距 (10)1.3本课题的发展展望 (11)第二章方案分析 (12)2.1设计任务 (12)2.2塑件分析 (12)2.3设备的选择 (14)2.4拟定模具结构方案 (16)第三章模具总体结构设计 (17)3.1浇注系统 (17)3.1.1 浇注系统的总体构成 (17)3.1.2 主流道设计 (18)3.1.3 分流道设计 (19)3.1.4 浇口设计 (20)3.1.5 冷料井设计 (21)3.1.6 分型面的设计 (22)3.1.7 排气槽的设计 (23)3.2成型部分及零部件 (23)3.2.1 型腔数的确定 (24)3.2.2 一般凹凸模结构设计 (25)3.2.3 成型零件工作尺寸 (25)3.2.4 型腔壁厚计算 (27)3.3脱模机构 (30)23.3.1 脱模机构的构成与功能 (31)3.3.2 取出机构的方式 (31)3.3.3 脱出机构设计原则 (31)3.3.4 塑件的脱出机构设计 (33)3.3.5 浇注系统凝料的脱出部件设计 (38)3.3.6 拉料机构 (39)3.4 侧向抽芯及合模导向机构 (40)3.4.1 侧向抽芯机构设计 (40)3.4.2 合模导向机构设计 (41)3.5冷却系统 (44)3.5.1 冷却装置设计分析 (44)3.5.2 冷却装置的理论计算 (45)3.5.3 冷却回路的布置 (47)第四章模体与支承连接零件 (51)4.1模体结构设计 (51)4.2支承与连接零件 (54)4.2.1 支承件 (54)4.2.2 连接零件 (55)4.3 其他零件——吊装设计 (55)设计小结 (57)致谢 (58)参考文献 (59)3摘要本文介绍了塑件汽车工具箱盖的成型工艺,及模具成型结构对塑件质量的影响,浇注系统的设计、顶出系统、模具成型部分和总装结构的设计。
机械类毕业设计

江苏城市职业学院夹具设计作者:帅不出的霸气学号:班级:指导老师:江苏城市职业学院二〇一四年四月江苏城市职业学院高职毕业设计夹具设计作者:指导老师:学科级别:培养院系:学科专业:学科类别:工科答辩委员会主席:评阅人:摘要夹具分为通用夹具,专用夹具,组合夹具,模块化夹具和自动线夹具。
机床夹具是在机械制造过程中,用来固定加工对象,使之占有正确位置,以接受加工或检测并保证加工要求的机床附加装置。
夹具有四部分组成:夹具体,定位元件,向元件及夹紧元件UG是UnigraphicsSolutions 公司的拳头产品。
该公司首次突破传统CAD/CAM模式,为用户提供一个全面的产品建模系统。
UG最早应用于美国麦道飞机公司。
他是从二维绘图、数控加工编程、曲面造型等功能发展起来的软件。
90年代初,美国通用汽车公司选中UG作为全公司的CAD/CAE/CAM/CIM主导系统,这进一步推动了UG的发展。
1997年10月UnigraphicsSolutions公司于Intergraph公司签约,合并了后者机械CAD产品,将微机版的SOLIDEDGE软件统一到Parasolid平台上。
由此形成了一个从低端到高端,兼有Unix工作站版和WindowNT微机版的较完善的企业CAD/CAE/CAM/CIM集成系统。
CAXA数控车具有 CAD 软件的强大绘图功能和完善的外部数据接口,可以绘制任意复杂的图形,可通过DXF、IGES等数据接口与其它系统交换数据。
CAXA 数控车具有功能强大,使用简单的轨迹生成及通用后置处理功能。
该软件提供了功能强大、使用简洁的轨迹生成手段,可按加工要求生成各种复杂图形的加工轨迹。
通用的后置处理模块使CAXA 数控车可以满足各种机床的代码格式,可输出G代码,并可对生成的代码进行校验及加工仿真。
CAXA 数控车为您的二维绘图及数控车加工工作提供了一个很好的解决方案,将CAXA 数控车同 CAXA 专业设计软件与 CAXA 专业制造软件结合起来将会全面地满足您的任何 CAD/CAM 需求。
机械制造工艺与夹具设计报告范本

· 最终热处理 :
目的是提高材料的强度 、表面硬度和耐磨性; 半精加工后 , 磨削前后 ; 处理方法有调质 、淬火 、渗碳淬火 、氮化
6)辅助工序
· 检验工序 · 去毛刺工序
· 清洗工序:
7)确定各工序所用设备及工艺装 备
设备: 通用机床设备 ,机床型号
3—3 . 2
· 精加工阶段: 精度可达IT7~ITl0级 , Ra值为
1 .6—0 .4 .
· 光整加工阶段: 1T5以上 、 Ra值为0 .2 以下
4) 安排机械加工工序顺序
· 先基面 , 后其它 · 先粗后精 · 先主要后次 · 先面后孔
5) 热处理工序
· 预备热处理 :
目的是为了改善工件材料的切削性能 , 消除毛坯制 造时的内应力 ;
闵珉,李蓉
J06B501
范超毅,周德魁 J06B502
李列,朱文艺 J06503
吴宏观,万宇杰 J06B504
文秀兰 ,邹海平 J06A507
准备工作
1. 清扫教室 2. 和指导教师见面 , 布置设计任务
3. 分小组借资料(沈老师) , 图书馆借资料 4. 借丁字尺
· 1)工序简图须用定位夹紧符号; · 2)用粗实线指出本工序的加工表面 ,标
明工序尺寸 、公差及技术要求。 · 3)对于多刀加工和多工位加工 ,还应绘
出工序布置图 ,要求表明每个工位刀具 和工件的相对位置和加工要求。
4. 设计指定工序的夹具 (6 天)
要求 · 保证工件加工的各项技术要求 · 生产效率高制造成本低 · 尽量选用标准件通用零部件 · 操作方便安全 、省力 · 有良好的结构工艺性
五. 评定成绩的标准和依椐
机械毕业设计(论文)-泵体的机械加工工艺及车夹具设计(全套图纸) .doc
机械毕业设计(论文)-泵体的机械加工工艺及车夹具设计(全套图纸) .doc西安理工大学高等技术学院毕业设计题目泵体的机械加工工艺及车夹具设计所属系部机械工程系所属专业机械设计与制造所属班级学号学生姓名指导教师日期摘要本文是对泵体零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。
选择正确的加工方法,设计合理的加工工艺过程。
此外还对零件的两道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。
而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。
本论文夹具设计的主要内容是设计钻中心孔夹具。
关键词:泵体,加工工艺,加工方法,工艺文件,夹具AbstractThis paper is on the bracket parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the stuffing box cover part two process designing special fixture.Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design of fixture for grinding center.Key words: scaffold, processing technology, processing method, process documentation, fixture目录摘要 (3)ABSTRACT (4)前言 (3)第1章序言 (4)1.1机械加工工艺概述 (4)1.2机械加工工艺流程 (4)1.3夹具概述 (5)1.4机床夹具的功能 (6)1.5机床夹具的发展趋势 (6)1.5.1机床夹具的现状 (6)1.5.2现代机床夹具的发展方向 (7)2 零件的分析 (9)2.1零件的工艺分析 (9)2.2零件的工艺要求 (9)3 工艺规程设计 (10)3.1加工工艺过程 (10)3.2确定各表面加工方案 (10)3.2.1影响加工方法的因素 (11)3.2.2加工方案的选择 (11)3.3确定定位基准 (11)3.3.1粗基准的选择 (11)3.3.2精基准选择的原则 (12)3.4工艺路线的拟订 (13)3.4.1工序的合理组合 (13)3.4.2工序的集中与分散 (13)3.4.3加工阶段的划分 (14)3.4.4加工工艺路线方案的比较 (15)3.5零件的偏差,加工余量,工序尺寸及毛坯尺寸的确定 (17)3.5.1毛坯的结构工艺要求 (17)3.5.2零件的偏差计算 (18)3.6确定切削用量及基本工时(机动时间) (18)3.7时间定额计算及生产安排 (29)4 车床夹具设计 (32)4.1车床夹具设计要求说明 (32)4.2车床夹具的设计要点 (33)4.3定位机构 (36)4.4夹紧机构 (36)4.5零件的车床夹具的加工误差分析 (37)4.6确定夹具体结构尺寸和总体结构 (39)4.7零件的车床专用夹具简单使用说明 (40)结论 (41)参考文献 (43)致谢 (44)前言机械设计制造及其夹具设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。
(完整版)机械类毕业设计
本科毕业论文(设计)X6132型万能升降台铣床长齿条铣削功能扩展的设计***2013 1*00**专业名称机械设计制造及其自动化申请学士学位所属学科工科指导教师姓名、职称(教授)20 年月日摘要长齿条由于尺寸太长而无法在通用设备上加工 ,通过对X6132型万能升降台铣床简易改进,使改装有铣齿装置的X6132型铣床可同时加工几根齿条 ;目前万能升降台铣床仅是一种通用金属切削机床。
机床的主轴锥孔可直接或通过附件安装各种圆柱铣刀、成型铣刀、端面铣刀、角度铣刀等刀具,适用于加工各种零部件的平面、斜面、沟槽、孔等,是机械制造、模具、仪器、仪表、汽车、摩托车等行业的理想加工设备。
但是缺点主要是机床主轴纵向方式连接,某些有需要横向加工的工件无法加工。
机床设计本身没有多少缺点,为了增加铣床的铣削范围和工件的总类,需要再原有基础加工方式上扩展,多样化卧式铣床的功能加工种类。
目前以后许多关于改方面功能扩展的研究,但还没有系统化,大规模推广,仅是个别用户针对自身所需所进行的扩展应用。
因此,为完善铣床的切削功能,系统化扩展功能标准,推动铣床效益化的应用有着巨大发展空间,为了改进X6132型万能升降台铣床的结构性能和降低制造成本,本文主要对X6132型万能升降台铣床结构进行了设计,并对该机构的个重要部件的结构、强度和刚度进行了设计分析和计算,使此简易机构在结构上更加合理,降低了材料和能源消耗,提高了生产率。
设计主要结合现有的设计理念,在符合设计要求的前提下,设计时洗头的整体上主要采用了钢板焊接闭式结构,这种结构制造方便无需大型加工设备,并且,选材主要使用了45钢等常用材料,使用钢板焊接的加工工艺,因而,生产工艺性较好,一般机械厂均能制造。
设计中主要使用了CAD、Pro\E等工程制图软件,使用了Pro\E软件进行受力分析。
关键词:长齿条,铣刀,结构设计,受力分析AbstractThe multi-layered plywood, the shaving board, building board and so on density fiberboard major installations. At present the equipment factory production's cost, this article mainly the design to five side thrust type the project analysis and calculates, causes the carrier to be more reasonable in the structure, reduced the material and the energy consumption, raised the productivity. The design main union existing design idea, in conforms to under the design requirements premise, in the design in press's rack whole commonly used material, uses processing craft which the steel plate welds, thus, the production technology capability is good, generally the machine shop can make. In the design , used the software Pro \ E to carry on the stress analysis.Key words: lateral pressure type, thermal-pressing machine, structural design, stress analysis1.引言长齿条是现代各种机床的主要部件之一。
机械工艺夹具毕业设计90柴油机气门摇臂轴支座

1 引言本次设计是在我们学完了大学的机械制造、机械工艺学基础课之后进行的课程设计。
其目的在于:1.巩固我们在大学里所学的知识,也是对以前所学知识的综合性的检验;2.加强我们查阅资料的能力,熟悉有关资料;3.树立正确的设计思想,掌握设计方法,培养我们的实际工作能力;4.通过对气门摇臂轴支座的机械制造工艺设计,使我们在机械制造工艺规程设计,工艺方案论证,机械加工余量计算,工艺尺寸的确定,编写技术文件及查阅技术文献等各个方面受到一次综合性的训练。
初步具备设计一个中等复杂程度零件的工艺规程的能力。
5.能根据被加工零件的技术要求,运用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计出高效,省力,经济合理并能保证加工质量的专用夹具的能力。
6.通过零件图,装配图绘制,使我们对于AutoCAD绘图软件的使用能得到进一步的提高。
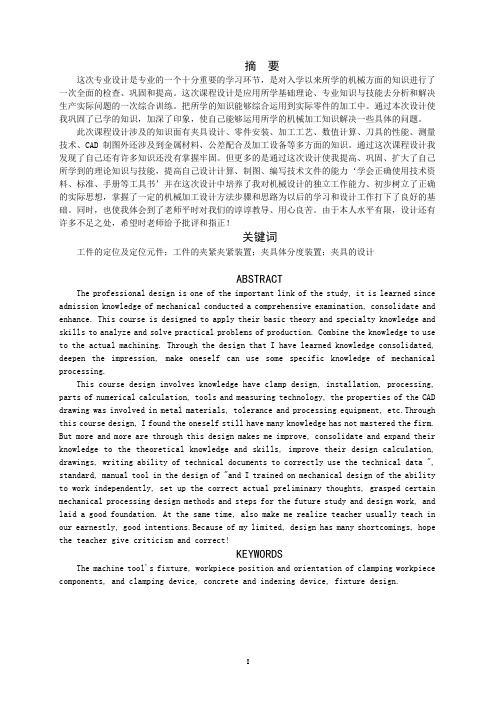
2 气门摇臂轴支座的机械加工工艺规程设计2.1.零件的工艺分析及生产类型的确定2.1.1零件的作用本设计所设计的零件是1105柴油机中摇臂结合部的气门摇臂轴支座,它是柴油机上气门控制系统的一个重要零件。
直径为18mm的孔用来装配摇臂轴,轴的两端各安装一进、排气气门摇臂。
直径为16mm的孔内装一个减压轴,用于降低汽缸内压力,便于启动柴油机。
两孔间距56mm,可以保证减压轴在摇臂上打开气门,实现减压。
两孔要求的表面粗糙度和位置精度较高,工作时会和轴相配合工作,起到支撑的作用,直径11的孔用M10的螺杆与汽缸盖相连,直径3的孔用来排油,各部分尺寸零件图中详细标注。
图2.1 气门摇臂轴支座零件图2.1.2 零件的工艺分析零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但是塑性较差、脆性较高、不适合磨削,而且加工面主要集中在平面加工和孔的加工。
根据对零件图的分析,该零件需要加工的表面以及加工表面之间的位置要求如下: 1. 22φ外圆的上端面以及与此孔相通的11φ通孔,粗糙度均为12.5;2. 36mm 下端面,根据零件的总体加工特性,366mm 为整个机械加工过程中主要的基准面,粗糙度为12.5,因此在制定加工方案的时候应当首先将此面加工出来;3. 28φ外圆的前后端面,粗糙度为12.5;前后端面倒 451⨯的角,粗糙度为12.5;以及18φ的通孔,在这里由于18φ通孔所要求的精度较高,因此该孔的的加工是一个难点,其所要求的表面粗糙度为1.6,且该孔的轴线与36mm 下端面的平行度为0.05,且该孔的轴线圆跳动公差为0.1需要选择适当的加工方法来达到此孔加工的技术要求。
机械工艺夹具毕业设计19CA6140车床拨叉03

机械制造基础课程设计设计题目:设计“CA6140车床拨叉”零件03的机械加工工艺及18H11槽粗铣夹具班级:机械班学生:指导教师:目录一序言 (4)二设计题目 (4)三设计要求 (4)四设计内容 (4)五零件分析 (5)(一)零件的作用 (5)(二)零件的工艺分析 (6)六工艺规程设计 (7)(一)确定毛坯的制造形式 (7)(二)基面的选择 (7)(三)制定工艺路线 (7)(四)机械加工余量工序尺寸及毛坯的确定 (9)(五)确定切削用量及基本工时 (10)七夹具设计 (18)(一)问题的提出 (18)(二)夹具的设计 (18)八夹具设计中的特点 (21)九总结 (21)十参考文献 (23)一.序言机械制造工艺课程设计时在我们学习完了大学的全部基础课,技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题坚决问题的能力,为今后参加祖国的四化建设打下一个良好的基础。
由于能力有限,设计尚有不足之处,恳请各位老师给予指导。
二.设计题目:设计“CA6140车床拨叉”零件03的机械加工工艺规程及18H11槽粗铣夹具三.设计要求:1.中批生产,手动夹紧。
2.尽量选用通用设备。
四.设计内容:1.熟悉零件图;2.绘制零件图(一张);3.绘制毛坯图(一张);4.编写工艺卡片和工序卡片(各一);5.绘制夹具总装图(手工、CAD各一);6.绘制夹具零件图(全部零件);7.说明书一份。
五.零件的分析(一)、零件的作用:题目给定的零件是CA6140拨叉(见附图1)它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
宽mm的面寸精度要求度为30+0.012很高,因为在拨叉拔动使滑移齿轮时如果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度。
杠杆夹具设计毕业设计
前言不论是传统制造系统还是现代制造系统,夹具都是非常重要的。
在机械制造过程中,用来固定加工对象,使之占有正确位置,以便接受施工或者检测的装置都可以称为夹具。
例如:焊接过程中用的焊接夹具,检验过程中用的检验夹具,机械加工过程中用的机床夹具等。
夹具对于加工质量、生产率和产品成本都有直接的影响。
花费在夹具设计和制造的时间不论是在改进现有产品或者开发新产品中,在生产周期中都占有较大的比重。
所以,在制造业中非常重视对夹具的研究。
夹具是由一套预先制造好的各种不同形状、不同尺寸、不同功能的系列化、标准化元件组装而成的。
因此夹具具有通用性和专用性双重性质,即组成夹具的元件是通用性的元件,而一旦组装成成套夹具即为专用夹具。
组合夹具机构灵活多变,元件长期重复使用,因此,其元件比其它类型的夹具元件要求具有高精度,高强度,高硬度,耐磨性高等优点,单个元件功能多样,并有完全互换性。
产品制造环节的柔性化的着眼点主要是在机床和工装两个方面,而夹具又是工装柔性化的重点。
夹具能保证工件在规定的坐标位置上准确定位和牢固的夹紧,也就是说能保证工件相对于机床坐标原点具有准确和稳定可靠的坐标位置。
这种夹具具有较高的刚度和精度,在粗加工时能承受较大的切削用量,加工表面,可以减少机床的停机时间:在夹具上还能一次装夹多个工件同时一次加工,可以减少夹具、刀具、工件系统的调整时间;还能减少刀具的更换次数和刀具的调整时间,夹具元件可以通过组装、使用。
夹具的平均设计和组装时间是专用夹具所花时间的5%-20%。
此夹具设计的内容为:(a)分析制定了杠杆零件的工艺;(b)设计了钻床工序的专用夹具;目录前言一零件的分析 (1)1.1 零件的作用 (1)1.2零件的工艺分析 (1)1.3零件的材料 (1)1.4零件的生产类型 (1)二工序制定 (2)2.1工序划分 (2)2.2加工Ø10H9mm (2)三夹具的设计 (4)3.1夹具类型的确定 (4)3.2定位装置的设计 (4)3.3 定位误差的分析计算 (9)3.4夹紧装置的设计 (10)3.5导向装置的设计及其他装置结构、夹具体的确定 (12)四绘制夹具结构图 (15)五确定夹具技术要求的有关尺寸、公差配合 (17)5.1技术要求 (17)5.2公差配合 (17)5.3夹具精度分析与计算 (17)6致谢 (19)7 参考文献 (20)一零件的分析1.1 零件的作用题目所给的零件是杠杆零件,零件的结构比较复杂,尺寸较小,形状比较复杂。
机械工艺夹具毕业设计103电机座液压夹紧粗镗夹具
前言四年的大学生活马上就要结束了,我们也进入了大学生活的最后一个阶段——毕业设计。
毕业设计是对我们四年来所学知识的大总结和测验我们对所学知识的掌握,也是向我们今后即将从事的工作的正常过渡。
设计的正确程度也标志着我们四年来对所学知识的掌握和熟练运用程度。
四年来,在我院老师及领导的精心关怀和指导下,我学习了机械设计制造与设备专业的有关知识,同时也了解了一些相关学科的基本情况,为毕业设计打下了坚实的基础。
我们这次设计的题目是《电机座液压夹紧夹具》。
我所设计的部分主要是夹具部分主要是夹具方面,对液压涉及的比较少,只是在典型零件介绍中简要提了一下。
图书馆中对这一方面的资料还是又不少相关资料,但是重复很多而且计算很少。
通过整个设计过程,让我懂得了只有阅读大量的有关知识,触类旁通,精密构思与计算,仅仅靠所学的知识是远远不能解决设计过程中所遇到的难题,通过实习和在院先进制造研究所的观察和分析,对电机座的加工工艺有了一个初步了解。
综合以上各种材料,得出了现在比较满意的结果。
在姜无疾老师的辛勤指导下和同组同学的帮助下,我的这次设计取得了基本成功。
本次设计可以说是对所学知识的综合运用,也是第一次单独面对这样庞大的设计工作。
鉴于本人水平有限,经验不足,设计中难免有不足之处,请各位老师同学批评指正。
1第 1 章毕业设计的目的和任务1 毕业设计的目的通过本次毕业设计,我们能够达到以下目的:1.1 培养我们综合运用和巩固扩展所学知识,提高理论联系实际的能力;1.2 培养我们收集、阅读、分析和运用各种资料,手册等科技文献的能力;1.3 使我们更加熟练的运用AUTOCAD、Word 等计算机办公软件,提高计算机辅助设计的能力;1.4 训练和提高机械设计的基本理论和技能1.5 培养独立思考,独立工作的能力;1.6 培养我们的团队合作意识。
2 毕业设计的任务在姜无疾老师的带领下,我们进行了一段毕业设计前的准备,比如查询资料,进行必要的毕业实习,然后结合自己所掌握的资料提出设计任务并进行设计。
毕业论文 机床夹具的设计
摘要这次专业设计是专业的一个十分重要的学习环节,是对入学以来所学的机械方面的知识进行了一次全面的检查、巩固和提高。
这次课程设计是应用所学基础理论、专业知识与技能去分析和解决生产实际问题的一次综合训练。
把所学的知识能够综合运用到实际零件的加工中。
通过本次设计使我巩固了已学的知识,加深了印象,使自己能够运用所学的机械加工知识解决一些具体的问题。
此次课程设计涉及的知识面有夹具设计、零件安装、加工工艺、数值计算、刀具的性能、测量技术、CAD制图外还涉及到金属材料、公差配合及加工设备等多方面的知识。
通过这次课程设计我发现了自己还有许多知识还没有掌握牢固。
但更多的是通过这次设计使我提高、巩固、扩大了自己所学到的理论知识与技能,提高自己设计计算、制图、编写技术文件的能力‘学会正确使用技术资料、标准、手册等工具书’并在这次设计中培养了我对机械设计的独立工作能力、初步树立了正确的实际思想,掌握了一定的机械加工设计方法步骤和思路为以后的学习和设计工作打下了良好的基础。
同时,也使我体会到了老师平时对我们的谆谆教导、用心良苦。
由于本人水平有限,设计还有许多不足之处,希望时老师给予批评和指正!关键词工件的定位及定位元件;工件的夹紧夹紧装置;夹具体分度装置;夹具的设计ABSTRACTThe professional design is one of the important link of the study, it is learned since admission knowledge of mechanical conducted a comprehensive examination, consolidate and enhance. This course is designed to apply their basic theory and specialty knowledge and skills to analyze and solve practical problems of production. Combine the knowledge to use to the actual machining. Through the design that I have learned knowledge consolidated, deepen the impression, make oneself can use some specific knowledge of mechanical processing.This course design involves knowledge have clamp design, installation, processing, parts of numerical calculation, tools and measuring technology, the properties of the CAD drawing was involved in metal materials, tolerance and processing equipment, etc.Through this course design, I found the oneself still have many knowledge has not mastered the firm. But more and more are through this design makes me improve, consolidate and expand their knowledge to the theoretical knowledge and skills, improve their design calculation, drawings, writing ability of technical documents to correctly use the technical data ", standard, manual tool in the design of "and I trained on mechanical design of the ability to work independently, set up the correct actual preliminary thoughts, grasped certain mechanical processing design methods and steps for the future study and design work, and laid a good foundation. At the same time, also make me realize teacher usually teach in our earnestly, good intentions.Because of my limited, design has many shortcomings, hope the teacher give criticism and correct!KEYWORDSThe machine tool's fixture, workpiece position and orientation of clamping workpiece components, and clamping device, concrete and indexing device, fixture design.目录摘要 (Ⅰ)关键词 (Ⅰ)ABSTRACT (Ⅰ)KEYWORDS (Ⅰ)绪论 (1)1.机床夹具概述 (2)2.工件的定位及定位元件 (3)2.1 工件在夹具中的定位 (3)2.2 定位误差分析 (4)3.工件的夹紧和夹紧装置 (4)3.1 夹紧装置的组成 (4)3.2 夹紧力的确定 (5)4.夹具体及分度装置 (5)4.1 夹具体 (5)4.2 分度装置 (6)5.阀体零件工艺分析 (6)5.1 零件的功用、材料和性能 (6)5.2 形体分析 (7)5.3 技术要求分析 (7)5.4 零件的加工工艺性分析 (8)5.5 安排加工工艺路线 (8)6.阀体零件的车床夹具设计 (10)6.1 车床夹具的主要类型 (11)6.2车床夹具的设计要点 (11)6.3阀体零件的车床专用夹具的加工误差分析...... (12)6.4阀体零件的车床夹具的加工误差分析 (12)结论 (14)致谢 (15)参考文献 (15)绪论随着科学技术的不断进步,机械制造业向着高柔性、高效率、高自动化迅猛发展。
机械工艺夹具毕业设计144减震支架加工工艺编制(实体加工仿真)及夹具设计

本科毕业设计论文减震支架加工工艺编制(实体加工仿真)及夹具设计专业名称机械设计制造及其自动化学生姓名指导教师毕业时间二零一四年六月毕业 任务书一、题目减震支架加工工艺编制(实体加工仿真)及夹具设计二、指导思想和目的要求毕业设计(论文)是培养学生自学能力、综合应用能力、独立工作能力的重要教学实践环节。
是培养学生综合运用所学专业的基本理论、基础知识、技术基础课、专业课的知识和方法,去分析和解决机械电子工程应用中的实际问题的能力,也是对所学课程进一步深化和补充,从而提高学生的基本技能和专业技能,也是由学生过渡到工程师的一个重要的实践训练环节。
三、主要技术指标1、绘制零件图一张;2、编制工艺规程一本3、编制数控机床加工程序(NC )一本4、实体加工仿真刀具路径及视频5、编写说明书(论文)一本四、进度和要求1、依据实体模型绘制零件图 3周2、设计工艺路线及编制工艺规程 5周3、编制数控机床加工程序 1周4、实体加工仿真 1周5、编写说明书(论文) 4周上述时间安排仅供参考,请尽量提前完成,及时与导师联系,留下足够的修改时间。
五、主要参考书及参考资料1、《现代制造工艺基础》 闫光明等编 西北工业大学出版社2、《机械制造工艺学》 顾崇衔等编 陕西科学出版社3、《实用机械制造工艺师手册》 王凡主编 机械工业出版社设计论文目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (1)1.1 课题背景 (1)1.2设计目的和意义 (1)第二章减震支架零件结构与工艺分析 (3)2.1 机械加工工艺要求 (3)2.2减震支架结构分析 (4)2.3减震支架加工工艺分析 (4)第三章减震支架加工工艺路线 (7)3.1减震支架加工工艺路线的拟定 (7)第四章减震支架配套夹具设计 (13)4.1 机床夹具 (13)4.2 减震支架夹具设计 (15)第五章 MASTERCAM实体仿真 (188)5.1 Mastercam简介 (18)5.2减震支架加工仿真及编程过程 (18)第六章总结与展望 (26)6.1总结 (26)6.2展望 (26)参考文献 (27)致谢 (28)毕业设计小结 (29)摘要减震器主要用来抑制弹簧吸震后反弹时的震荡及来自路面的冲击。
毕业设计论文----_机床夹具的设计
摘要我国社会主义现代化要求机械制造工业为国民经济各部门的技术进步、技术改造提供先进、高效的技术装备,它首先要为我国正在发展的产业包括农业、重工业、轻工业以及其它产业提供质量优良、技术先进的技术装备,同时还要为新材料、新能源、机械工程等新技术的生产和应用提供基础装备。
本论文是结合目前实际生产中,通用夹具不能满足生产要求,用通用夹具装夹工件效率低、劳动强度大、加工质量不高,而且往往需要增加划线工序,而专门设计的一种铣床夹具,主要包括夹具的定位方案,夹紧方案、对刀方案,夹具体与定位键的设计及加工精度等方面的分析。
该夹具具有良好的加工精度,针对性强,主要用于拔叉零件铣槽工序的加工。
本夹具具有夹紧力装置,具备现代机床夹具所要求的高效化和精密化的特点,可以有效的减少工件加工的基本时间和辅助时间,大大提高了劳动生产力,有效地减轻了工人的劳动强度。
本夹具能在加工常规零件的时候使质量进一步提升,并降低劳动强度,能在保证产品质量加工精度的同时批量生产,从而降低生产成本。
从而夹具的使用在某种程度上提高实际生产中企业的效益。
因而对夹具知识的认识和学习,在今天显的优为重要起来。
关键词:装备,制造,机床夹具目录摘要 (I)目录 (III)1 机床夹具概论 (1)1.1机床夹具及其功用 (1)1.2工件的定位 (7)1.3定位误差分析 (13)1.4工件的组合定位 (16)2 工件的夹紧 (19)2.1夹紧装置的组成及其设计原则 (19)2.2确定夹紧力的基本原则 (20)2.3夹紧机构的设计要求 (24)3 铣床夹具设计 (26)3.1定位方案 (27)3.2夹紧方案 (31)3.3对刀方案 (31)3.4夹具体与定位键 (31)3.5夹具总图上的尺寸、公差和技术要求 (32)3.6夹具精度分析 (33)4 各类铣床夹具 (35)4.1铣床夹具 (35)4.2典型数控机床夹具 (36)致谢 (40)参考文献 (41)1 机床夹具概论1.1机床夹具及其功用1.1.1机床夹具的概述定位:工件在机床上加工时,为保证加工精度和提高生产率,必须使工件在机床上相对刀具占有正确的位置,这个过程称为定位。
机械工艺夹具毕业设计57保持架毕业设计

2.3
0.3
Sф56.8+0.3 0
半精车IT10Ra6.3
1.5
0.12
Sф58.3+0.12 0
粗磨IT8Ra1.6
0.25
0.046
Sф58.55+0.046 0
精磨IT7Ra0.8
0.15
Sф58.7+0.03 0
4.3 17.43+0.02 0
余量
工序公差
工序尺寸
冲孔
2.1毛坯类型
该零件图为球状薄壁套筒类零件,材料为20Gr,生产类型为大批量生产,考虑其加工效率,则采用模锻件。
2.2毛坯余量确定
V1=3.14x(33.35x10-3)2x32x10-3
=0.0112x10-3
V2=3.14x(29.35x10-3)2x32x10-3
=0.087x10-3
V=V1-V2=2.25x10-5
查表5.3-5 T=60min
毕业设计说明书
专 业:机械设计制造及自动
班 级:机制
姓 名:
学 号:
指导老师:
目 录
第一部分 工艺设计说明书……………………………………………………………………………1
…………
第二部分 第10号工序夹具设计说明书……………………………………………………………
…………
第三部分 第8号工序刀具设计说明书……………………………………………………………
倒角1.4x45°
车内球面Sф58.3
8.车装夹
车端面
车外球面
9.磨装夹
磨内球面
10.
磨装夹
磨外球面
11.磨装夹
机床夹具设计【范本模板】

网络高等教育本科生毕业论文(设计)题目:机床夹具设计学习中心:层次:专业:年级: 2014 年春/秋季学号:学生:指导教师:完成日期: 年月日工件的工艺规程设计(一道工序)夹具设计内容摘要在机械制造各行业的工艺过程中广泛应用着各种不同的,用以固定加工对象,使之占有正确位置,以便接受施工的一种工艺装备,统称为夹具.因此,无论是在机械加工,装配,检验,还是在焊接,热处理等冷,热工艺中,以及运输工作中都大量采用夹具。
但在机械加工中应用最为广泛的是金属切削机床上使用的夹具,我们称其为机床夹具。
它在保证产品优质,高产,低成本,充分发挥现有设备的潜力,以便工人掌握复杂或精密零件加工技术,以减轻繁重的体力劳动等诸方面起着巨大的作用.因此,机床夹具的设计和使用是促进生产迅速发展的重要工艺措施之一。
为此,在本次毕业论文选择了机床夹具设计.本文主要围绕机床钻孔夹具设计为中心。
用以钻HBC6700方向机壳体,首先通过参观实习让我们对夹具设计有了初步的了解,特别是对盖板式钻模夹具设计的了解更为深刻。
然后,在导师的指导下,对夹具设计方案进行分析和选择。
选定方案后,通过查阅相关夹具设计书籍、相关图例和相关文献后完成夹具的总体设计。
关键词:机械;夹具;钻模;加工机床夹具设计目录内容摘要 ............................................................. 引言 0第1章钻孔夹具设计的要求 (1)1。
1 钻孔夹具方案设计 (1)1。
2 了解夹具总体设计的要求[2] (1)第2章钻床夹具设计特点 02.1 确定夹具的类型[1] 02。
2 钻模的主要类型 02.3 盖板式夹具特点[2] (1)第3章工件的夹紧计算及其选择 (3)3。
1 工件的夹紧 (3)3。
1。
1 夹紧基本原理理论[1] (3)3.1。
2 夹紧座[2][4][6] (4)3.1.3 夹紧压板 (4)3.1。
4 夹紧螺钉[1] [4] (5)3.2 夹紧力的选择 (6)3。
机床专用夹具毕业设计

我需学习“机械制造工艺学”,“机床夹具设计”,“组合机床设计”, “机械零件手册”等方面知识和参考资料。根据原始资料及组合机床的技术参数进行设计夹具,并绘制出解放牌汽车用铝活塞销孔零件图、专用夹具总装图、夹具零件图。随着科学技术的发展,各种新材料、新工艺和新技术不断涌现,机械制造工艺正向着高质量、高生产率和低成本方向发展。各种新工艺的出现,已突破传统的依靠机械能、切削力进行切削加工的范畴,可以加工各种难加工材料、复杂的型面和某些具有特殊要求的零件。数控机床的问世,提高了更新频率的小批量零件和形状复杂的零件加工的生产率及加工精度。特别是计算方法和计算机技术的迅速发展,极大地推动了机械加工工艺的进步,使工艺过程的自动化达到了一个新的阶段。
Keywords:piston’s thole hole、fixture structural design
1 前 言
毕业设计是高等工业院校学生毕业前进行的全面综合训练,是培养学生综合运用所学知识与技能解决实际问题的教学环节,是学生在校获得的最后训练机会,也是对学生在校期间所获得知识的检验。
这次设计的题目是:粗镗活塞销孔专用机床的夹具设计。通过设计粗镗活塞销孔专用机床的夹具,培养综合运用所学基本理论,基本知识,基本方法和基本技能,分析问题和解决问题的能力。
沈阳农业大学科学技术学院
毕业设计
题目:机床专用夹具设计
专业机械设计制造及其自动化
学生姓名
班级
学号
指导教师
2012年3月
摘 要
根据设计任务书的要求,本设计说明书针对粗镗活塞销孔组合机床的夹具设计进行说明。设计中的专用夹具是为活塞零件的粗镗工序所设计的夹具。此处专用夹具主要包括定位装置、夹紧装置、夹具体及其它装置。设计的主要内容包括研究原始资料,夹具设计初步方案制定,主要零件的设计说明,绘制夹具总装配图,标注尺寸、技术要求、零件编号及编制零件明细表,绘制夹具零件图。设计过程中经过对不同方案的比较,最后确定最优方案。