紧固件检验报告
高强螺栓检验报告
高强螺栓检验报告1. 引言本报告旨在对高强螺栓进行检验,以确保其符合相关标准和要求。
高强螺栓是一种常用于结构工程中的紧固件,其强度和可靠性对于保证工程安全和可持续性至关重要。
通过对螺栓的检验,可以评估其性能是否满足设计和使用要求。
2. 检验标准高强螺栓的检验标准通常基于国家或行业标准,如ISO、ASTM等。
根据相关标准,我们将对高强螺栓的以下几个方面进行检验:•螺纹形状和尺寸•螺栓材料性能•螺栓力学性能(包括拉伸强度、屈服强度等)3. 检验步骤下面是对高强螺栓进行检验的基本步骤:3.1 螺纹形状和尺寸检验首先,我们将使用螺纹测量仪对螺栓的螺纹形状和尺寸进行检测。
螺纹测量仪可以测量螺栓的外径、螺距、牙峰宽度等参数,并与标准要求进行比较,以确定螺栓的螺纹是否满足要求。
3.2 螺栓材料性能检验接下来,我们将对螺栓的材料进行检验。
常用的方法包括化学成分分析、金相组织观察等。
化学成分分析可以确定螺栓材料中各元素的含量,以确保其符合标准要求。
金相组织观察可以评估螺栓的组织结构是否均匀、无明显缺陷。
3.3 螺栓力学性能检验最后,我们将对螺栓的力学性能进行检验。
常用的方法包括拉伸试验、冲击试验等。
拉伸试验用于测定螺栓的拉伸强度、屈服强度、伸长率等力学性能指标。
冲击试验用于评估螺栓在受到冲击载荷时的抗冲击能力。
4. 检验结果与分析在完成以上检验步骤后,我们得到了以下检验结果:1.螺纹形状和尺寸:螺栓的螺纹形状和尺寸符合标准要求,满足使用要求。
2.螺栓材料性能:螺栓的化学成分符合标准要求,金相组织均匀,无明显缺陷。
3.螺栓力学性能:螺栓的拉伸强度、屈服强度、伸长率等力学性能指标均符合标准要求,表明螺栓具有足够的强度和可靠性。
基于上述检验结果,我们可以得出结论:螺栓通过了检验,符合使用要求。
5. 结论本检验报告对高强螺栓进行了全面的检验,确保其符合相关的标准和要求。
根据检验结果,我们可以确认螺栓的螺纹形状和尺寸、材料性能以及力学性能均符合标准要求。
件3:紧固件供方-成品检验报告单(模板)

LevelI
S-1
判定结果
泰普森判定结果
退货
挑选
让步
A B C D E
外观及表面缺陷包装及标识
其它(原材料商等)头部厚度(k)
头/杆部间倒角(r)螺丝直径(d)螺丝长度(l)螺纹长度(b)
其它尺寸 .表面硬度(HV0.3)芯部硬度(HV5)杭州恒翔工贸有限公司产品检验报告单
物料类别五金类材料.紧固产品检验日期
泰普森来料检验日
代号
采购合同
包装/出厂时间
物料名称/规格型号/状态/颜色等
来料数量
验货结论
泰普森不合格处置方式
抽检数量
类型
代号检验项目检验检测记录(①记录及记录对应的检验检测样品随成品出厂送至客户处;②一般情况下,检验项目每项计量值最多只记录3个数据)
A#产品记录B#产品记录C#产品记录D#产品记录E#产品记录
材质/热处理/性能等级特
殊
检查(
)
尺寸记录
硬度常规
检
查
头/杆部脆性测试牙纹检测三点抗弯(kg)
破坏扭矩(N.M)极限拉力载荷(Fm)盐雾试验(保护/外观)其它 .不合格具体描述
备注:
①请如实填写产品检验记录,检验记录栏中黑框内记录由客户(泰普森)填写。
②计量值的请填实测值,多位数据请用/隔开; 非计量值用“√”表示合格,“×”表示不合格。
检验员复核员泰普森检验人员泰普森复核人员
S -1
Level 1。
紧固件验收规范

紧固件验收规范1.验收目的为保证我公司外购紧固件符合技术要求,满足整机装配的需求,最终生产出合格的产品,对外购紧固件进行质量控制,根据GB/T90.1-2002《紧固件验收检查》,制定本规范。
2.适用范围本规范为通用规范,主要适用于各种外购的紧固件,并包括客户财产,如螺栓、螺钉、螺柱和螺母,以及平垫圈、销、盲铆钉等等。
其他紧固件,没有相应的专用验收规范的,可以参照本规范执行。
否则,按照相应的专用验收规范执行。
3.验收规则3.1 紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。
3.2 对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收3.3 紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。
3.4 所有紧固件的入库检验由入库检验员负责,拉力试验、磁粉探伤等项目由其委托理化中心实施。
3.5 表面质量检验采用目测检验。
4.检验项目4.1 所有紧固件型号必须与交检清单提供的型号相符。
4.2 表面质量4.2.1紧固件表面无裂缝、裂纹、凹痕、切痕、皱纹、损伤,以及锈蚀、毛刺、磕碰伤等缺陷,具体可以参照GB/T5779.1-2000《紧固件表面缺陷螺栓、螺钉和螺柱一般要求》及GB/T5779.3-2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》。
4.2.2 交检过程中只要发现有一件裂纹,则该批次做退回处理。
4.2.3 紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
4.2.4 紧固件的标志与包装按照GB/T90.2-2002《紧固件标志与包装》执行,标记方法按照GB/T1237-2000《紧固件标记方法》进行标记。
4.2.5紧表面质量检查采用抽样检验的方法,按照公司文件《抽样方案、判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表加严检验方案实施。
4.3 尺寸特性4.3.1 紧固件的各部分尺寸应符合图纸或相应的国家标准。
锚夹具检验报告模板

锚夹具检验报告模板# 锚夹具检验报告模板1. 检验目的本次检验旨在对锚夹具进行全面检测,确保其满足安全使用和质量要求。
2. 检验对象本次检验的锚夹具主要包括以下几个方面:- 外观检查- 尺寸测量- 功能测试- 质量评估3. 检验方法本次检验采用以下方法进行:- 目视检查:通过肉眼观察锚夹具外观是否有明显缺陷或损坏。
- 测量检查:使用专业测量工具对锚夹具的尺寸进行测量。
- 功能测试:对锚夹具进行各项功能测试,以验证其是否按照设计要求正常工作。
- 质量评估:根据检验结果对锚夹具的质量进行评估。
4. 检验步骤及结果# 4.1 外观检查采用目视检查方法,对锚夹具的外观进行检查。
结果如下:- 外观无明显的缺陷或损坏。
# 4.2 尺寸测量使用专业测量工具,对锚夹具的尺寸进行测量。
结果如下:- 锚夹具长度:XXmm- 锚夹具宽度:XXmm- 锚夹具高度:XXmm# 4.3 功能测试对锚夹具进行各项功能测试,以验证其是否按照设计要求正常工作。
测试结果如下:- 锚夹具能够正常夹紧和释放。
- 锚夹具在夹紧状态下能够承受预定的载荷。
- 锚夹具在释放状态下能够迅速松开。
# 4.4 质量评估根据以上检验结果,对锚夹具的质量进行评估。
评估结果如下:- 锚夹具外观良好,无明显缺陷或损坏。
- 锚夹具尺寸测量结果符合设计要求。
- 锚夹具功能测试结果良好。
综合评估结果,锚夹具经过本次检验合格。
5. 检验结论根据对锚夹具的全面检测,判定其符合安全使用和质量要求,具备正常使用的能力。
6. 建议和意见根据本次检验结果,建议在日常使用中注意以下几点:- 定期检查锚夹具的外观,发现有损坏或缺陷应及时更换。
- 在使用过程中,应严格按照锚夹具的使用说明操作,避免不当使用导致意外事故。
- 锚夹具在长期存放前应注意防潮、防锈等措施,以保证其正常使用寿命。
7. 检验人员本次检验报告由以下人员共同完成:- 检验员1:姓名- 检验员2:姓名8. 审核人员本次检验报告已经审核并获得以下人员的确认:- 审核员:姓名9. 附件- 锚夹具照片1- 锚夹具照片2- 锚夹具尺寸测量记录表(注:以上所有检验结果和结论应提供相关数据和记录作为依据,报告中的“XX”为具体数值)。
(上海市新版)高强度螺栓连接副及紧固件质量证明书、检验报告汇总表
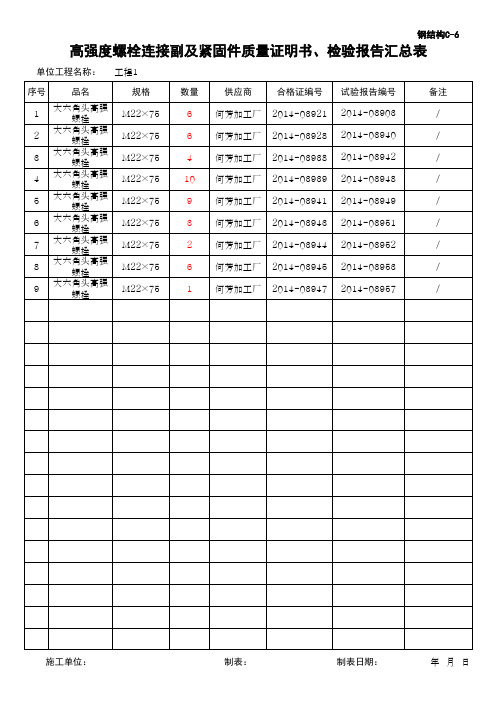
何芳加工厂 2014-03943 2014-03951
何芳加工厂 2014-03944 2014-03952
何芳加工厂 2014-03945 2014-03953
何芳加工厂 2014-03947 2014-03957
备注 / / / / / / / / /
施工单位:
制表:
制表日期:
年月日
数量 6 6 4 10 9 3 2 6 1
供应商
合格证编号 试验报告编号
何芳加工厂 2014-03922014-03928 2014-03940
何芳加工厂 2014-03938 2014-03942
何芳加工厂 2014-03939 2014-03948
何芳加工厂 2014-03941 2014-03949
钢结构C-6
高强度螺栓连接副及紧固件质量证明书、检验报告汇总表
单位工程名称: 工程1
序号
品名
1
大六角头高强 螺栓
2
大六角头高强 螺栓
3
大六角头高强 螺栓
4
大六角头高强 螺栓
5
大六角头高强 螺栓
6
大六角头高强 螺栓
7
大六角头高强 螺栓
8
大六角头高强 螺栓
9
大六角头高强 螺栓
规格 M22×75 M22×75 M22×75 M22×75 M22×75 M22×75 M22×75 M22×75 M22×75
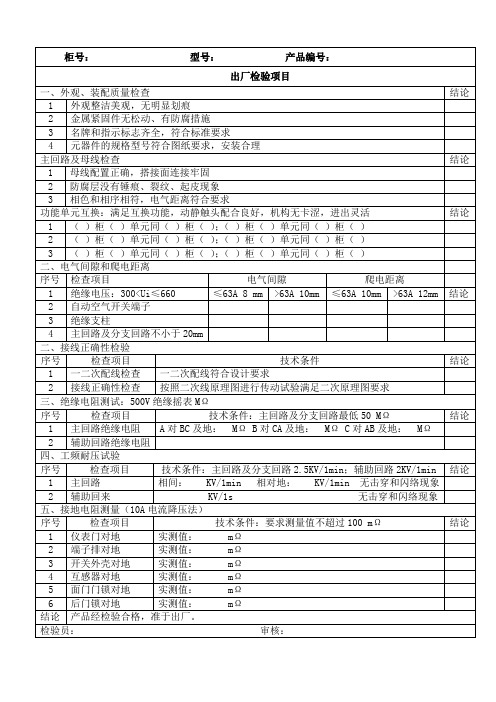
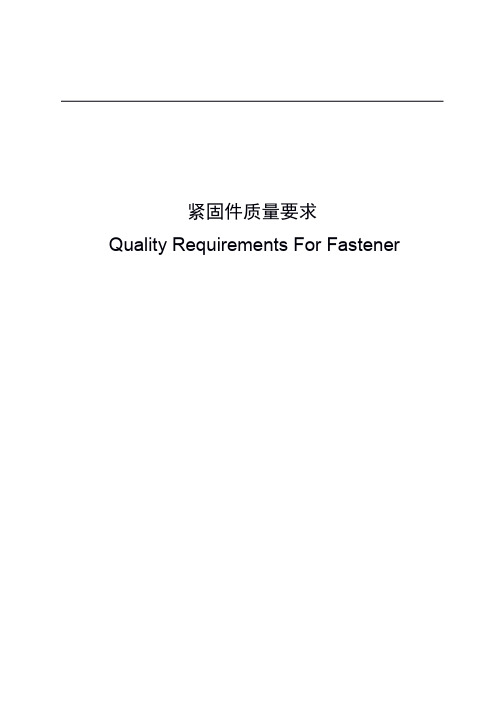
400v检验报告
辅助回来
KV/1s无击穿和闪络现象
五、接地电阻测量(10A电流降压法)
序号
检查项目
技术条件:要求测量值不超过100mΩ
结论
1
仪表门对地
实测值:mΩ
2
端子排对地
实测值:mΩ
3
开关外壳对地
实测值:mΩ
4
互感器对地
实测值:mΩ
5
面门门锁对地
实测值:mΩ
6
后门锁对地
实测值:mΩ
结论
产品经检验合格,准于出厂。
≤63A 8mm
>63A 10mm
≤63A10mm
>63A 12mm
结论
2
自动空气开关端子
3
绝缘支柱
4
主回路及分支回路不小于20mm
二、接线正确性检验
序号
检查项目
技术条件
结论
1
一二次配线检查
一二次配线符合设计要求
2
接线正确性检查
按照二次线原理图进行传动试验满足二次原理图要求
三、绝缘电阻测试:500V绝缘摇表MΩ
序号
检查项目
技术条件:主回路及分支回路最低50MΩ
结论
1
主回路绝缘电阻
A对BC及地:MΩB对CA及地:MΩC对AB及地:MΩ
2
辅助回路绝缘电阻
四、工频耐压试验
序号ห้องสมุดไป่ตู้
检查项目
技术条件:主回路及分支回路2.5KV/1min;辅助回路2KV/1min
结论
1
主回路
相间:KV/1min相对地:KV/1min无击穿和闪络现象
功能单元互换:满足互换功能,动静触头配合良好,机构无卡涩,进出灵活
产品例行检验记录

记录号:ZBF/JL-CX05-01检验依据:GB7251.1-2005GB7251.3-2006
项名称
柜号
产品名称
规格型号
出厂编号
序号
检 验
项 目
技 术 要 求
检验结果
备注
1
一
般
检
查
框 架
面板平整,门开启角度大于90度,门缝均匀,坚固牢靠。焊缝光洁接地良好。
涂 层
色彩均匀,无色差。
2
介电强度试验
泄露电流值≤100mA,施压时间:1S,施压部位及施压值如下:
相与相之间,2500V/1S无击穿或闪络现象
相与地之间,2500V/1S无击穿或闪络现象
相与用金属箔裹缠的手柄之间, 3750V/1S无击穿或闪络现象
3
机械和电气操作试验
机械操作试验
开关合分5次灵活可靠;机械联锁可靠
电气操作试验
电动合闸分闸可靠5次,指示正确,动作符合原理图要求
4
保护电路连续性检查
抽测接地电阻,电阻值≤100mΩ,测试时间:5S,测试电流>10A
柜主接地端与仪表门地端≤100mΩ
柜主接地端与柜架接地端≤100mΩ
柜主接地端与断路器框架接地端≤100mΩ
柜主接地端与柜门锁接地端≤100mΩ
柜主接地端与端子排接地端≤100mΩ
母
线
外 观
相序正确,相位标识齐全正确,表面平整,防止电蚀措施良好。
搭接处
接 触 良 好
装配
外 观
元件符合图纸要求,紧固件无松动,铭牌正确,接地标志齐全。
主回路间隙 (mm)
型号
电气间隙
爬电距离
实测数据
2019-2020年紧固件(螺栓、螺钉、螺柱和螺母)检验规范.doc
标准修订记录表QJ紧固件(螺栓、螺钉、螺柱和螺母)检验规范XXXXXXXXXXXXXXX有限公司发布目次前言................................................................... II1 范围 (1)2 规范性引用文件 (1)3 技术要求及试验方法 (1)4 检验规则 (3)5 标志、包装、运输和贮存 (4)附录 A (规范性附录)检验报告模板 (5)附录 B (规范性附录)头部坚固性试验 (6)前言发布的标准,作为公司内部使用的技术法规性文件。
本紧固件(螺栓、螺钉、螺柱和螺母)检验规范1 范围本标准规定了螺栓、螺钉、螺柱和螺母的技术要求及试验方法,标志、包装、运输和贮存。
本标准适用于公司产品用螺栓、螺钉、螺柱和螺母的检验。
2 规范性引用文件下列文件对于本文件的引用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 90.2 紧固件标志与包装GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱GB/T 3098.2 紧固件机械性能螺母粗牙螺纹GB/T 3098.3 紧固件机械性能紧定螺钉GB/T 3098.4 紧固件机械性能螺母细牙螺母GB/T 3098.6 紧固件机械性能不锈钢螺栓、螺钉、螺柱和螺母GB/T 3098.15 紧固件机械性能不锈钢螺母GB/T 3098.16 紧固件机械性能不锈钢紧定螺钉GB/T 4334 金属和合金的腐蚀不锈钢晶间腐蚀试验方法GB/T 6478 冷镦和挤压用钢GB/T 17880.6 铆螺母技术条件Q 04 环保标识使用管理规定(试行)Q 1.001 静电粉末喷涂涂膜质量检验要求Q 1.011 外协外购件入厂验收通则Q 99.003 金属零部件涂(镀)层表面质量的检验规范Q 001 环保产品中有害物质控制管理规定3 技术要求及试验方法3.1 外观3.1.1 技术要求产品应消除污垢及金属屑,不应有任何部位上的淬火裂缝、凹痕、皱纹和损伤,表面不应有锈斑,表面镀层应光滑、色泽均匀,锐边倒钝。
规范13-DKBA04000186-A-紧固件质量要求
1.1.2. 自攻螺钉用螺纹
自攻螺钉用螺纹符合 GB/T 5280 中要求。
1.1.3. 自攻锁紧螺钉用螺纹
自攻锁紧螺钉用螺纹符合 GB/T 6559 中要求。
1.1.4. 木螺钉用螺纹
木螺钉用螺纹符合 GB/T 922 中要求。
1.1.5. 其它部位
螺栓、螺钉、螺柱、螺母和自攻螺钉公差符合 GB/T 3103.1 中要求。 精密机械用螺栓、螺钉和螺母公差符合 GB/T 3103.2 中要求。 平垫圈公差符合 GB/T 3103.3 中要求。
螺栓、螺钉、螺柱和螺母符合 GB /T 16938 要求。 吊环螺钉符合 GB/T 825 要求。 木螺钉符合 GB/T 922 要求。 弹性垫圈符合 GB/T 94 系列标准要求。 止动垫圈符合 GB/T 98 要求。 弹性挡圈符合 GB/T 959.1 要求。 开口销符合 GB/T 91 要求。 铆钉符合 GB/T 116 要求。
5.77
1.15
0.58
7.0
UNC 6-32
9.23
2.32
1.15
10
M2x0.4
2.04
0.4
0.2
3.0
M2.5x0.45
4.08
1.0
0.5
5.0
M3x0.5
6.12
1.42
0.6
7.0
M4x0.7
12.5
2.5
1.5
14
M5x0.8
23.5
3.5
2.25
28
M6x1.0
30.75
4.5
3
1.1.1.3.
电镀
电镀处理的紧固件需符合《DKBA0.450.0066 金属镀层工艺质量要求》中要求。
10kv检验报告
序号
检查项目
技术条件
结论
1
一二次配线检查
一二次配线符合设计要求
2
接线正确性检查
按照二次线原理图进行传动试验满足二次原理图要求
三、绝缘试验
序号
检查项目
技术条件
结论
1ቤተ መጻሕፍቲ ባይዱ
主回路
相间:KV相对地:KV断口:KV/1min无击穿和闪络现象
2
辅助回来
KV/1s无击穿和闪络现象
四、机械特性和机械操作试验
序号
检查项目
技术条件
结论
2
机械操作试验
a.断路器分、合各5次,无据动、误动现象
b.手车推入、拉出各5次,无卡滞现象
c.接地刀操作5次,无卡滞现象
d.连锁操作5次,应正确可靠并符合产品技术条件规定
五、主回路和接地回路电阻测量(100A电流降压法):
序号
检查项目
技术条件
结论
1
主回路电阻测量
a.额定电流为630A时,不大于200μΩ
b.额定电流为1250A时,不大于150μΩ
c.额定电流为2500A时,不大于100μΩ
d.额定电流为3150A时,不大于80μΩ
2
接地回路电阻测量
接地开关静触头,断路器小车底座到接地主母排电阻不大于1000μΩ
六、辅助电器装置的试验
序号
检查项目
技术条件
结论
1
电压抽取装置
电压显示装置应符合产品本身技术条件
2
电磁锁动作试验
对电磁锁进行动作试验:应符合本身技术条件和产品技术条件
结论
产品经检验合格,准于出厂。
检验员:审核:
柜号:型号:产品编号:
质检报告模板
№:20100*****
检验报告
样品名称
送检单位
检验类别
xx省产品质量监督检验研究院
注意事项
1.报告无“检验报告专用章”或检验单位公章无效。
2.复制报告未重新加盖“检验报告专用章”和检验单位公章无效。
3.报告无制表、审核、批准人签字无效。
4.报告涂改无效。
5.对检验报告若有异议,应于收到报告之日起十五日内向检验单位
提出,逾期不予受理。
6.委托检验仅对来样负责。
7.未经本中心同意,该检验报告不得用于商业性宣传。
地址:
邮政编码:
电话:
传真:
xx省产品质量监督检验研究院
检验报告
xx省产品质量监督检验研究院
检验报告
注:“检验结果报告书”格式可根据不同检测要求确定,页数也不受限制。
螺丝、螺母来料检验报告
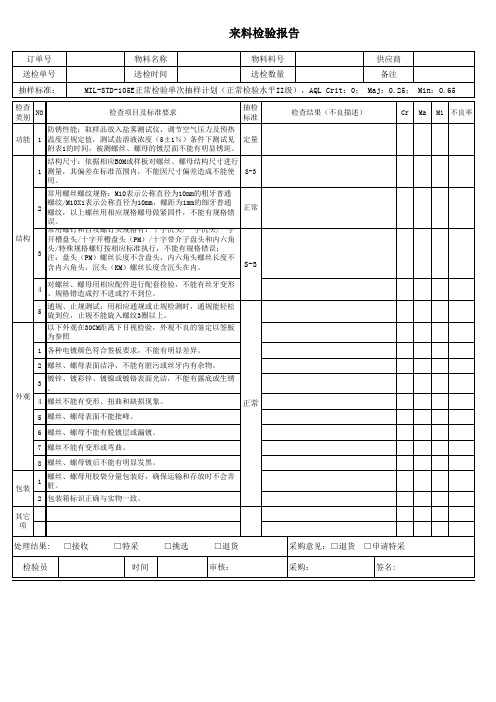
3
镀锌、镀彩锌、镀镍或镀铬表面光洁,不能有露底或生锈 。
外观 4 螺丝不能有变形、扭曲和缺损现象。
正常
5 螺丝、螺母表面不能批峰。
6 螺丝、螺母不能有脱镀层或漏镀。
7 螺丝不能有变形或弯曲。
8 螺丝、螺母镀后不能有明显发黑。
包装
1
螺丝、螺母用胶袋分量包装好,确保运输和存放时不会弄 脏。
2 包装箱标识正确与实物一致。
来料检验报告
订单号 送检单号 抽样标准:
物料名称
物料料号
供应商
送检时间
送检数量
备注
MIL-STD-105E正常检验单次抽样计划(正常检验水平II级),AQL Crit:0; Maj:0.25; Min:0.65
检查 类别
NO
检查项目及标准要求
抽检 标准
防锈性能:取样品放入盐雾测试仪,调节空气压力及预热 功能 1 温度至规定值,测试盐溶液浓度(5±1%)条件下测试见 定量
附表1的时间,被测螺丝、螺母的镀层面不能有明显锈斑。
结构尺寸:依据相应BOM或样板对螺丝、螺母结构尺寸进行 1 测量,其偏差在标准范围内,不能因尺寸偏差造成不能使 S-3
用。
结构
常用螺丝螺纹规格:M10表示公称直径为10mm的粗牙普通
2
螺纹/M10X1表示公称直径为10mm,螺距为1mm的细牙普通 螺纹,以上螺丝用相应规格螺母做紧固件,不能有规格错
误。 常用螺钉和自攻螺钉头规格有:十字沉头/一字沉头/一字
开槽盘头/十字开槽盘头(PM)/十字带介子盘头和内六角
3
头/特殊规格螺钉按相应标准执行,不能有规格错误; 注:盘头(PM)螺丝长度不含盘头,内六角头螺丝长度不
含内六角头,沉头(K
紧固件头部坚固性检验报告
紧固件头部坚固性检验报告紧固件是机械设备中的重要组成部分,其质量和坚固性直接影响到整个机械设备的安全性和可靠性。
因此,对紧固件的头部坚固性进行检验十分重要。
本报告将详细介绍紧固件头部坚固性的检验方法以及检验结果。
一、检验目的二、检验方法1.可视检查:通过肉眼观察紧固件头部的外观,检查有无裂纹、变形或异物等现象。
如发现异常情况,应立即更换紧固件。
2.摇动检查:用手轻轻摇动紧固件,观察头部连接处是否松动或有异响。
如有松动感或异响,应进一步检查并更换紧固件。
3.扭矩检验:使用扭矩工具对紧固件头部进行扭矩检验。
将扭矩工具与紧固件头部连接,按照规定扭矩数值进行扭矩测试。
如扭矩测试中出现松动或不达标情况,应更换紧固件。
4.压力检验:使用压力工具对紧固件头部进行压力检验。
将压力工具与紧固件头部连接,施加规定的压力,观察紧固件头部是否能够承受相应的压力。
如无法承受压力或出现变形、破裂等情况,应更换紧固件。
三、检验结果根据以上检验方法,对紧固件头部进行了坚固性检验,以下是检验结果:1.可视检查:所有紧固件头部外观正常,无裂纹、变形或异物。
2.摇动检查:所有紧固件头部连接处无松动感或异响。
3.扭矩检验:所有紧固件头部经过扭矩测试,均能达到规定的扭矩数值,无松动或不达标情况。
4.压力检验:所有紧固件头部经过压力测试,均能承受规定的压力,无变形、破裂等情况。
综上所述,经过头部坚固性的检验,所有紧固件头部均达到要求,符合使用标准。
可以确保紧固件在使用过程中不会松脱或损坏,保证机械设备的正常运行。
四、建议与改进措施为进一步提高紧固件的头部坚固性,建议:1.定期进行紧固件头部坚固性的检验,确保设备长期处于稳定的运行状态。
2.使用质量可靠的紧固件,提高紧固件的耐用性和可靠性。
3.加强操作人员的培训和安全意识,提高紧固件的使用正确性和操作规范性。
通过以上的检验和改进措施,可以有效地提高紧固件头部的坚固性,确保设备的正常运行和使用安全。
KYN61检验报告

高压开关柜产品检验报告
产品名称:高压开关柜型号规格:KYN61-40.5出厂编号:20171129226
序号
检查项目
标准要求
检查结果及意见
1
装配质量
1、产品铭牌及元件标识正确、清晰,喷涂层无碰伤、无划痕。
2、所装元件与图纸相符,并完好无损。
3、所有紧固件、卡簧、弹性销、开口销齐全且螺钉长度合适,有防松措施,且同一物上标准一致。
7
机械操作试验
1、85%的额定操作电压合闸5次,断路器应能合闸;
2、施加65%的额定操作电压分闸5次,断路器应能分闸;
3、施加100%的额定操作电压使开关合、分5次,断路器能分、合;
4、施加110%的额定操作电压使断路器合闸5次,断路器能合闸;
5、施加120%的额定操作电压分闸5次,断路器应能分闸;
6、施加30%的额定操作电压分闸3次,断路器不能分闸;
7、凡手动操作的负荷开关,接地刀等施加正常的操作力,操作5次,开关合、分符合自身技术要求。
8
五防联锁试验
“五防”高压开关柜的功能操作和防误操作试验应符合产品技术条件的规定,按规定操作项目各进行5次,应灵活可靠。
9
可移开部件操作试验
1、施加正常操作力,操作可移开部件,应操作灵活,并能可靠动作,操作5次正常;
4
接地装置
1、装置的主动接地点应有标识,保护电路各连接处接触应良好。
2、目测隔室的门应采用≥4㎜2铜编织导线通过接地端子与骨架接通。
3、用接地电阻测试仪测量可移开部件与接地母线之间的接地电阻值≤100mΩ。
5
模拟线检查
目测开关柜正面表示本柜主回路方案的模拟线,应符合设计要求。
6
紧固件验收规范

紧固件验收规范1.验收目的为保证我公司外购紧固件符合技术要求,满足整机装配的需求,最终生产出合格的产品,对外购紧固件进行质量控制,根据GB/T90.1-2002《紧固件验收检查》,制定本规范。
2.适用范围本规范为通用规范,主要适用于各种外购的紧固件,并包括客户财产,如螺栓、螺钉、螺柱和螺母,以及平垫圈、销、盲铆钉等等。
其他紧固件,没有相应的专用验收规范的,可以参照本规范执行。
否则,按照相应的专用验收规范执行。
3.验收规则3.1紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。
3.2对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收3.3紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。
3.4所有紧固件的入库检验由入库检验员负责,拉力试验、磁粉探伤等项目由其委托理化中心实施。
3.5表面质量检验采用目测检验。
4.检验项目4.1所有紧固件型号必须与交检清单提供的型号相符。
4.2表面质量4.2.1紧固件表面无裂缝、裂纹、凹痕、切痕、皱纹、损伤,以及锈蚀、毛刺、磕碰伤等缺陷,具体可以参照GB/T5779.1-2000《紧固件表面缺陷螺栓、螺钉和螺柱一般要求》及GB/T5779.3-2000《紧固件表面缺陷螺栓、螺钉和螺柱特殊要求》。
4.2.2交检过程中只要发现有一件裂纹,则该批次做退回处理。
4.2.3紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
4.2.4紧固件的标志与包装按照GB/T90.2-2002《紧固件标志与包装》执行,标记方法按照GB/T1237-2000《紧固件标记方法》进行标记。
4.2.5紧表面质量检查采用抽样检验的方法,按照公司文件《抽样方案、判定准则ZG/NGC8.2.4-04》中规定的抽样检验用表加严检验方案实施。
4.3尺寸特性4.3.1紧固件的各部分尺寸应符合图纸或相应的国家标准。
紧固件检验规范
标准修订记录表QJ紧固件(螺栓、螺钉、螺柱和螺母)检验规范XXXXXXXXXXXXXXX有限公司发布目次前言.............................................................. 错误!未定义书签。
1 范围................................................................ 错误!未定义书签。
2 规范性引用文件...................................................... 错误!未定义书签。
3 技术要求及试验方法.................................................. 错误!未定义书签。
4 检验规则............................................................ 错误!未定义书签。
5 标志、包装、运输和贮存.............................................. 错误!未定义书签。
附录 A (规范性附录)检验报告模板 ................................. 错误!未定义书签。
附录 B (规范性附录)头部坚固性试验 ............................... 错误!未定义书签。
前言发布的标准,作为公司内部使用的技术法规性文件。
本紧固件(螺栓、螺钉、螺柱和螺母)检验规范1 范围本标准规定了螺栓、螺钉、螺柱和螺母的技术要求及试验方法,标志、包装、运输和贮存。
本标准适用于公司产品用螺栓、螺钉、螺柱和螺母的检验。
2 规范性引用文件下列文件对于本文件的引用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
标准件入厂验收
标准件入厂验收
紧固件必须有发货清单、产品合格证、质量检验报告、第三方材质、机械性能等报告,非标准紧固件还必须有图纸,有批次号的还必须核对批次号,否则拒绝验收。
表面质量检验采用目测检验。
标准件的外观光洁,应无裂纹、裂缝、乱丝、断丝、磕碰伤、凹痕、切痕、皱纹、损伤、毛刺、锈蚀等缺陷,凡外观不符合以上规定的标准件,应判定为不合格。
紧固件的验收,在没有特殊规定的情况下,采取抽样检验的原则。
所有紧固件型号必须与交检清单提供的型号相符。
交检过程中只要发现有一件裂纹,则该批次做退回处理。
紧固件表面电镀层或氧化层应均匀致密、完整光亮无色差。
用卡尺、钢直尺(盒尺)、螺纹样板对进厂标准件的主要尺寸进行检查。
对于高强度螺栓需出具产品经100%目视检查和100%磁粉检验或其他无损检验的报告否则拒绝验收。