画装配工序先后顺序图 及装配线平衡
画装配工序先后顺序图 及装配线平衡教程文件

画装配工序先后顺序图及装配线平衡画装配工序先后顺序图装配线的平衡N:装配线的工位数C: 节拍: 第i 项任务的作业时间4)装配线平衡的步骤:a.确定装配线的节拍节拍c= 计划起有效工作时间/计划期产量注意:有效工作时间除去必要的停歇;产量包含不合格品。
b. 计算装配线需要的最少工位数N = [产品装配总作业时间/节拍] = [ ]c. 组织工位向每一个工位分配任务时必须满足下列条件:保证人物之间的顺序关系;每个工位分配的任务作业之和不能大于节拍;各工位的单件作业时间应尽量相等或接近节拍;使工位数尽量少后续任务数多的工作优先安排;加工时间长的工作优先安排。
d.计算装配线的负荷系数BD 为装配线平衡损失系数 ηη-=⨯=∑1BD C N ti一装配线计划每小时装配200件,每小时工作时间为50分钟,下表是各个工序及关系。
求(1)画出装配工序顺序图(2)计算装配线的节拍(3)计算每小时装配200件的最小工序数(4)进行装配线平衡,使时间损失率最小装配线工序及作业时间工序作业时间紧前工序a 0.2 -b 0.05 -c 0.15 -d 0.06 -e 0.03 a,bf 0.08 c,dg 0.12 e,fh 0.05 -i 0.05 -j 0.12 h,ik 0.15 jL 0.08 k解答:(1)画图略(2)节拍C = 50/200=0.25(分钟/件)(3)最小工作地数N = [工序作业时间之和/节拍]=[(0.2+0.05+0.15+0.06+0.03+0.08+0.12+0.05+0.05+0.12+0.15+0.08)/0.25] = 5 (4) 平衡结果:(a,b),(c,d,e),(f,g),(h,i),(j),(k,L).效率=83%。
生产与运作管理复习重点
简答题抽查六到七个1.生产与运作管理的目标;生产与运作系统的投入要素2.合理组织生产过程的基本要求;生产过程的比例性的含义3.影响设施选址的主要因素4.画企业战略体系5.作业相关图法的基本应用步骤6.德尔菲法的基本应用步骤思想发展的历程8.精益生产方式的四大支柱9.会绘制帕累托图排列图10.质量管理概念喝主要主要发展过程1.会进行装配线平衡会分配工作地、会计算平滑系数和时间损失率工作地个数S实际,分配后要求工作地的工作时间要小于节拍2.会用线性规划表上作业法进行设施选址基本前提:供给等于需求生产等于销售,产销平衡构造产销平衡问题,虚设一个产地或者销地,用最小元素法进行计算,从0开始3.库存控制模型价格折扣模型、经济生产批量模型会计算最优订货量、订货次数、周期价格折扣模型中,库存总成本函数是一个分段函数;区间的端点和驻点都要计算计算库存总成本经济生产批量模型需求率和需求量4.项目网络图的计算会计算网络图时间参数,确定关键路线,并且绘制网络图箭线型实体活动和虚设活动最早时间从左到右计算最迟时间从右往左计算填空六选五1.会计算平行顺序移动和平行移动的加工时间平行移动:TL加工最长时间2.会用重心法进行设施选址,求坐标位置3.会用假定产品法开计算生产能力首先计算假定产品的台时定额再计算生产能力4.会用约翰孙法、cds法进行作业排序、并会计算最长流程时间约翰孙法:适用于两台机器的情况,判断最短的加工时间cds法:求m-1个加工方案 m指机器的数量计算最长流程时间,比较加工时间,选最大5.要求会根据库存状态文件计算净需要量和计划发出订货量总需要量、计划发货量、净需要量、预计到货量计划发出订货量,注意提前期6.会用一次指数平滑法进行预测类似加权移动平均法考虑所有历史数据 ,第一期的预测值假设等于实际值选择1.设施布置的方法作业相关图法、从至表法2.库存总成本由哪几部分构成维持库存费、进货费、生产准备费、缺货损失费、货物成本费的输入主生产计划mps、库存状态文件、产品结构文件bom4.项目管理的三大目标质量、成本、时间5.影响制造型企业竞争力有哪些因素质量、生产、生产成本、交货期、柔性、服务6.预测模型的评价指标mad、mse.、mfe.、mape前两个误差取绝对值不能反映预测无法衡量无偏性第三个可以反映无偏性但不能反映预测值和实际值的差异程度7.波特五力模型供应商讨价还价能力、买方讨价还价能力、现存竞争对手、潜在进入者、替代品的威胁8.衡量生产计划有效性的指标品种、质量、产量、价值销售额、产值、工业增加值、出产期9.处理非均匀市场需求的主要策略改变工人数量、改变生产率、改变库存水平答疑教室6411一、选择 10’1.设施布置的方法1作业相关图法:根据各单位间的关系密切程度确定其相互位置;2从—至表法:是一种比较科学的求物料总运量最小的设备布置方案的方法;适合于多品种、小批量生产车间的设备布置;2.库存总成本的构成存储费:资金利息、仓库保管、占用流动资金利息,储存物资变质损失;订货费:每次订货的手续费、电话费、出差费等;生产准备费:每次生产的准备、结束费;货物成本费:货物本身价格,或是与产品数量相关可变费用;缺货费:缺货损失,停工待料或未履行合同罚款;3.MRP的输入主生产计划或产品出产计划,MPS是MRP的主要输入,它是MRP运行的驱动源;产品结构文件Bill of Materials物料清单产品结构文件,BOM,又称为物料清单,反映了产品的组成与结构信息,说明了是由哪些物料构成的,需要多少物料,是如何制造出来的;可以用产品结构树直观地表示出来;产品结构层次的多少随产品的不同而不同,层次越多,管理就越复杂;库存状态文件;库存状态文件保存了每一种物料的有关数据,MRP系统关于订什么,订多少,何时发出订货等重要信息,都存储在库存状态文件中;产品结构文件BOM是相对稳定的,而库存状态文件却处于不断变动之中;MRP每重新运行一次,它就发生一次大的变化;4.项目管理的三大目标1质量:质量是项目的生命;质量好,福泽子孙,功在千秋;质量差,遗祸子孙,损失巨大2费用:控制各项费用支出;包括直接费用和间接费用;直接费用包括规划设计费、建设费和运行费;3进度:控制各项活动的进度;确保整个工程项目按期完成;5.影响制造型企业的竞争力产品质量Q:Quality 生产成本C:Cost交货期D:Delivery Date服务S:Service柔性F:Flexibility要提高产品质量、降低生产成本、确保按期交货,以最快的速度生产出顾客需要的产品,必须提高生产与运作管理的水平;6.预测模型的评价指标及特点平均绝对偏差MAD 平均平方误差MSE平均预测误差MFE平均绝对百分误差MAPEMAD、MSE能较好地映预测精度,但无法衡量无偏性即正负偏差;FE可以很好地衡量预测模型的无偏性,但不能反预测值偏离实际值的程度; 因此,一般应将MAD、MFE两个指标结合起使用;7.波特五力模型8.衡量生产计划有效性的指标1产品品种指标:生产什么、品名、规格、型号、种类数等2产品质量指标:一级品率、合格品率、废品率、返修率等 3产品产量指标:生产多少4价值指标:产值、销售收入、工业增加值5出产期9.处理非均匀市场需求的主要策略1改变工人数量的策略:这种策略就是根据市场需求的变化,来灵活和及时地改变工人的数量;当需求下降时淡季,裁减一部分工人;而当需求扩大时旺季,则临时雇用一部分工人;通过增人或减人的方法,使生产量适应需求量的变化;这种策略一般多在服务业或劳动密集型企业采用,对技术要求高的工作不能采用这种策略;2改变生产速率的策略——以变应变:这种策略就是通过改变生产速率即调整周产量或月产量的大小,来应对需求的变化;这是准时化生产所采用的策略;当需求下降时淡季,可以让一部分工人参加脱岗培训或转到其他部门或暂时轮岗,使产出量减少;而需求扩大时旺季,则可以通过加班加点、延长生产时间、转包等方法,来提高产量;这种策略引起的问题是生产不均衡,同时需支付加班费或外包费;3由库存调节的策略——以不变应万变:这种策略就是不增减工人人数、不加班加点,维持正常的生产水平,仅仅通过库存来应对需求的不稳定;这是一种以不变应万变的策略,即需求上升时,不增加产量;而需求下降时,也不减少产量;由于生产率周产量或月产量保持不变,当需求下降时淡季,库存量就会上升;而需求扩大时旺季,就用淡季积压下来的产品来满足增加的需求,库存就会减少;这种策略可以不必按最高需求配备生产能力,节省了固定资产投资;但是,仅仅通过库存来应对需求的波动,在销售淡季会使库存费用上升,而在销售旺季会出现不能按时交货延期的情况;上述三种策略最好组合起来混合策略运用;二、简答 35’ 6-7题1.生产与运作管理的目标、生产与运作系统的投入要素目标:1提高生产率2降低生产成本3确保品质4确保准时交货5提高生产系统的柔性6安全、清洁、文明生产要素:人力、技术、设备、原材料、资金、信息2.合理组织生产过程的基本要求、生产过程的比例性的含义要求:生产过程的连续性、平行性、比例性、均衡性、柔性、准时性;比例性的含义:是指生产过程各环节的生产能力保持适当的比例关系,各环节能力趋于平衡,没有“瓶颈”;3.影响选址的主要因素1经济因素影响选址的主要因素2政治因素3社会因素4自然因素:5地理条件6发展余地7环保要求4.画出企业战略体系5.作业相关图法的应用步骤1列出关系密切程度A、X2编制主联系簇3考虑其它有A联系的部门4画出X 关系图5用实验法来布置6.德尔菲法的应用步骤1确定调查目的拟订调查提纲2选择专家15人左右3秘书通信方式征询意见4秘书归纳分析意见返寄给专家5专家根据归纳的意见,修改自己的意见6循环反复,知道意见基本一致优点:避免集体讨论存在的屈从于权威或盲目服从多数的缺陷7.ERP的发展历程(1)MRP阶段----它是开环的,没有信息反馈,也谈不上控制;(2)闭环MRP阶段-----编制能力需求计划,建立了信息反馈机制,计划调整功能(3)MRPII 阶段------把生产活动与财务活动联系起来(4)ERP 阶段-----强调集成和供应链管理ERP的主要功能:财务管理FM人力资源管理HRM供应链管理SCM顾客关系管理CRM物料需求计划MRP8.精益生产方式的四大支柱(一)准时化: 1. 实现同步化生产2. 由顾客的需求拉动生产3. 实行看板管理(二)自动化:自动辩错、自动报警、自动防错、自动纠错(三)少人化:1. 工人的配备实行弹性制2. 根据预定的作业充实度和节拍进行作业组合3. 培养工人成为多面手4. 设备按U型布置;(四)活性化:1. 以人为本2. 合理授权3. 目标导向4. 有效激励9.会绘制帕累托图排列图排列图法也叫帕累托图法,它是依据“关键的少数和次要的多数”的原理,将影响产品质量的因素分为A、B、C三类,是用来寻找影响产品质量的主要因素的方法;排列图由两个纵轴、一个横轴、多个直方和一条曲线折线构成;左边纵轴表示频数如件数、个数等;右边纵轴表示累计频率累计百分比;横轴表示影响产品质量的各项因素;直方表示各影响因素的频数,从左至右依次由高到低排列;折线表示各影响因素的累计频率;10.质量管理的概念和发展过程质量管理是指为了实现质量目标,而进行的所有管理性质的活动;通常包括制定质量方针和质量目标以及质量策划、质量保证、质量控制和质量改进;1单纯质量检验阶段:将产品按质量标准区别合格品与不合格品——“事后把关”19世纪70年代至20世纪20年代2统计质量控制阶段:将概率论与数理统计原理和方法应用于质量管理之中——“事前预防”20年代至50年代3全面质量管理阶段:把质量管理从工序控制进一步扩展到产品的设计、制造和销售使用等各个过程——突出“人”的要因;60年代至20世纪末4社会质量管理阶段三、计算填空 20’ 6选51.会计算平行顺序移动和平行移动的加工时间三平行顺序移动方式顺序移动方式下,零件搬运次数少,设备连续加工,利用率高,但加工周期长;平行移动方式下,加工周期短,但零件搬运频繁,设备间歇性加工,不便利用;平行顺序移动方式将两者的优点结合起来,既要求每道工序的设备连续加工,又要求各道工序尽可能平行地加工;1当ti < ti+1 时,按平行移动方式移动;2当ti > ti+1 时,以i工序最后一个零件的完工时间为基准,往前推移n-1 ti+1 作为零件在i+1工序的开始加工时间;已知:某零件生产批量为100件,其工艺流程经过5道工序的加工,各道工序的单件作业时间依次为:t1=10min, t2=4min, t3=8min, t4=12min, t5=6min,分别求在顺序移动、平行移动和平行顺序移动方式下,这批零件的加工周期;2.会用重心法进行设施选址主要用于选择配送中心或中转仓库的情况,把分销成本看成运输距离和运输数量的线性函数,求得使分销成本最低的位置,作为目的地重心;假设条件:在同一种运输方式下,运输数量不变,运输单价相同;步骤1. 建立坐标系,确定各连锁店在坐标系中的相对位置2. 准确了解各连锁店的配送量或物流量3. 确定重心C x =∑dixVi/∑ViC y =∑diyVi/∑ViCx——重心的横坐标; Cy——重心的纵坐标;dix——第i分店的横坐标; diy——第i分店的纵坐标;Vi——第i分店至目的地之间的物流量;3.会用假定产品法计算生产能力企业产品品种比较复杂,各品种在结构、工艺和劳动量方面差别较大,使用假定产品法;1计算假定产品台时定额tm tm = ∑ti di i = 1,2,3,……,n其中:ti——第i种产品单位台时定额di——第i种产品占总产量的比例2计算假定产品生产能力Mm = T效·N / tm,N为设备台数3换算为各具体产品的生产能力Mi = Mm·di i = 1,2, ……,n例某厂生产A、B、C、D四种产品,其计划产量分别为100,80,150和170台,各种产品在机械加工车间车床组的计划台时定额分别为200,250,100和50台时,车床组共有车床15台,两班制,每班8小时,设备停修率10%,试求车床组的生产能力每周按五天工作计算;4. 会用约翰孙法、CDS法进行作业排序,并会计算最大流程时间n/2/P/Fmax问题n个作业必须在两台机器上以相同的工序先M1后M2进行加工.约翰逊1954提出了Johnson算法;1列出每个作业在两台机器上的加工时间,形成加工时间矩阵;2从矩阵中选择最短的加工时间,如有相同的值,则任选一个;3如最短的加工时间来自第一台机器M1,那么先完成这个作业;如来自第二台机器M2 ,那么作业放在最后完成;然后从矩阵中划去已排序工件的加工时间;4对于剩余的作业重复第二步和第三步,直到整个排序完成;最长流程时间Fmax的计算n/m/P/Fmax问题:n个工件要按相同的加工路线经过m台机器加工,目标是使这批工件的最长流程时间Fmax最短;最长流程时间又称加工周期,它是从第一个工件在第一台机器开始加工时算起,到最后一个工件在最后一台机器上完成加工时为止所经过的时间5. 要求会根据库存状态文件计算净需要量和计划发出订货量基本步骤:准备MRP处理所需的各种输入,将MPS作为确认的生产订单下达传给MRP,然后根据产品的BOM,从第一层项目起,逐层处理各个项目直至最低层处理完毕为止最大零件—周期收益Maximum Part-Period Gain,简称MPG法 MPG处理离散周期需求下的批量问题,一般假设周期内需求连续均匀,不允许缺货当把某周t的需求Dt合并到相对t的第1 周一起订货时第1周有需求,可以节省一次订货费用S ,但却增加了维持库存费t-1 Dt H,所以,只要t-1 Dt H <S,即t-1 Dt <S/H就将Dt合并到第1周一起订货;t-1 Dt单位为“零件-周期”,将一个零件提前1周订货为一个“零件-周期”;1 从MRP计算出的净需求表中,挑选最小的“零件-周期”对应的净需求2 将相应的净需求合并到该周期前面有净需求的周一起订货;3 合并后,若所有的“零件-周期”值均大于S/H,停止;否则,转1看书6.会用一次指数平滑法进行预测一次指数平滑法是加权移动平均法的一种变形;加权移动平均法只考虑最近几个时期的数据,指数平滑法则考虑所有的历史数据,只不过近期的实际数据权重大,远期的实际数据权重小;P160例6-2某公司的月销售记录如下表,SF1=.试分别以α= 和α= ,计算一次指数平滑预测值;由P160表6-3、表6-4可知:各月销售额的预测值与实际值有较大的差异,即预测值总是滞后于实际值;当实际值呈上升趋势时1—8月,预测值总是低于实际值;而当实际值呈下降趋势时8—12月,预测值总是高于实际值;但比较而言,当α取值较大时,预测值与实际值的误差要小一些;由此可见:在有趋势变动的情况下,采用一次指数平滑法进行预测,会出现滞后现象,此时,必须采用二次指数平滑法进行预测;而在出现季节性变动时,则必须采用三次指数平滑法进行预测;四、计算题 30’ 3题1.会进行装配线平衡进行装配线平衡的步骤:1画出全部装配工序的先后顺序图2 计算装配流水线的节拍r单位:分/件有效工作时间=制度工作时间-规定的停歇时间3计算装配线需要的最少工作地数Smin式中:Smin ——最少工作地数ti ——工序i的作业时间——向数值大的方向取整4.组织工作地:保证各个工序之间的先后顺序,每个工作地分配到的工序作业时间之和Tei,不能大于节拍,各工作地的作业时间应尽量接近或等于节拍Teir,应使工作地数目尽量少,具体方法有试凑法、穆迪-扬法、分支定界法等;5.计算装配线平衡的评价指标1装配线时间损失率2装配线平滑系数例:启明公司开发出一种款式新颖的三轮童车,试销结果表明深受顾客欢迎;公司决定建立一条装配流水线,大批量生产这种三轮童车,面向全国销售;三轮童车装配路线如图6-20所示;三轮童车装配作业先后顺序如图6-21所示;现需要对这条装配线进行组织设计;已知装配线节拍为20秒每件,工序总工作时间为253秒;2.会用线性规划法表上作业法进行设施选址线性规划运输问题算法1.配送中心仓库选址问题例5-4:某公司有三工厂:A、B、C,在三个城市;有两个配送中心P、Q,位于不同城市;每个配送中心月需供应市场2100吨产品;为扩大销售,公司决定在X 或者Y两个城市再新设一配送中心;根据以下资料请选择其一;3.库存控制报童问题:报童每天销售报纸的数量是一个随机变量,每日售出 d 份报纸的概率 Pd 根据以往的经验是已知的;报童每售出一份报纸赚 k 元,如果报纸未能售出,每份赔 h 元,问报童每日最好准备多少报纸如果订货量 Q 选得过大,那么报童就会因不能售出报纸造成损失;如果订货量 Q 选得过小,那么报童就要因缺货失去销售机会而造成机会损失解:已知报童售出d 份报纸的概率为Pd , 由概率论知又知报童因报纸未能售出而造成每份损失 h 元,因缺货而造成机会损失每份 k 元,则当订货量为 Q 时,其上述两项损失的期望值之和 EL 为其中前一项是供大于求时Q≥d 报童因报纸未能售出而造成损失的期望值;后一项是供不应求时Q≤d 报童因缺货而造成机会损失的期望值;例1. 某报亭出售某种报纸,每售出一百张可获利 15元,如果当天不能售出,每一百张赔 20 元;每日售出该报纸份数的概率 Pd 根据以往经验如下表所示;试问报亭每日订购多少张该种报纸能使其赚钱的期望值最大;经济订货批量Q EOQ--Economic Order Quantity模型假设:年需求量D为常数;当储存降至零时,可以得到立即补充;不允许缺货;订货批量Q;每次订货费为S,单位物资单位时间的存储费为 H;各种参数D 、 S、H均为常数例:东风公司每年使用25000个齿轮零件,采购价格是每件34元;公司处理和接受每次订单的费用是500元,库存持有成本是每件每年元;试问:1公司一次应采购多少齿轮零件2公司每年采购几次3公司每间隔多少天订货一次解:已知:D=25000件, P=34元,S=500元,H=元经济生产批量模型经济生产批量模型也称不允许缺货、边生产边消耗模型,这也是一种确定型的库存模型;它的存储状态如上图;这种库存模型的假设:1. 需求率单位时间的需求量为 d;2. 生产率单位时间的产量为 p ;3. 不允许缺货;4. 单位产品单位时间的存储费H ;5. 每次的生产准备费 S ;6. 每期初进行补充;不能得到立即补充,生产需一定时间;例:根据预测,市场每年对X公司生产的1匹壁挂式空调的需求量为21900台一年按365天计算,每天的需求是均匀的, X公司生产该空调的生产率为每天400台,一年按250个工作日计算,每台空调的年库存费为20元,每次生产的生产准备费为300元;试计算经济生产批量EPL、年生产次数、每次生产的间隔期、最低年库存成本;经济订货批量折扣模型所谓货物单价有“折扣”是指供应方采取的一种鼓励用户多订货的优惠政策,即根据订货量的大小规定不同的货物单价;如所谓零售价、批发价和出厂价;因为不同订货量,单价不同,导致总费用也不同;因此,在订货批量的模型中总费用可以由三项构成,即有式中 P 为当订货量为Q 时的单位货物的单价;TCQ = TCi, Q∈Qi -1 , Qi , i = 1,2,…,n;由微积分知识可知,分段函数TCQ的最小值只可能在函数导数不存在的点、区间的端点和驻点达到;为此,需要先找出这些点;类似于经济订货批量模型,得TCi 的驻点由TC 的图形知,如果 TCi 的驻点满足 Qi-1<< Qi ,则计算并比较TCi ,TCi+1Qi ,TCi+2Qi+1, … ,TCnQn-1的值,其中最小者所对应的 Q 即为最佳订货批量Q,即Q满足例4. 图书馆设备公司从厂家购进阅览桌用于销售,每个阅览桌500元,每个阅览桌存储一年的费用为阅览桌价格的20%,每次订货费200元,预测这种阅览桌每年需求300个;厂商为了促销规定:如果一次订购量达到或超过50个,每个阅览桌为480元;如达到或超100个,售价475元;请决定最优订货批量. 解:已知 D = 300个/年,S = 200/次 Q < 50时, P1 = 500元, =50020% =100元/个年50 ≤ Q < 100时,P2 = 480元, = 48020% = 96元/个年100 ≤ Q时, P3 = 475元, = 47520% = 95元/个年比较上面三个数值,得一年的总费用最少为147600元,因此,最佳订货批量为Q= 50;4.项目网络图。
思考与练习题5

思考题1.什么是工艺原则和对象原则,它们各有何优缺点?2.工厂平面布置的原则是什么?3什么是物料流向图法?4.车间布置有何要求,如何应用从一至表法来进行设备布置?5.组织生产过程的基本要求是什么?为什么?6.什么是流水线,它是如何分类的?7.如何组织设计流水线?8.你所在地区的印刷厂或其他你所熟悉的企业的布置是什么样的?9.你如何收集数据帮助一家小企业(如小餐厅)改进它的布置?10.有哪些影响企业生产单位构成的主要因素?1 1.分别叙述生产单位的专业化原则和形式,并对其优缺点作一简要比较,并说明其适用条件。
12.讨论几种布置类型的特点。
13.为什么要进行装配线时间平衡?装配线平衡的方法是什么?14.研究非制造业设施布置的主要特点,提出几种布置方法?15.在一家零售店的布置中,经理能操作的变量是什么?l6.走访一家超级市场并绘出其布置图,谈谈你的主要观察结构。
17. 你最近注意到的零售业所进行的布置创新是什么?18.为了做到快速响应市场需求,制造业的生产系统布置应进行哪些创新?练习题1.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:A,B,C,D,E。
现有两个布置备选方案,显示于图6 -27中。
五种产品在六个部门间的移动距离和移动次数见表6 -11。
哪一种布置方案的月运输量最小?2.根据下列作业活动关系图,将9个部门安排在一个3×3的区域内,要求把部门5安排在左下角的位置上。
3,一产品装配线计划每小时出产300件产品,每小时用于生产的时间是50分钟。
表6 -12是装配工序、每道工序的作业时间及紧前工序等信息。
请:(1)画出装配工序先后顺序图;(2)计算该装配线的节拍.(3)计算每小时装配300件产品的最小工作地数。
4.一装配线计划每小时装配200件产品,每小时用于生产的时间是50分表6 -13是装配工序、每道工序的作业时间及紧前工序等信息。
请:(1)画出装配工序先后顺序图;(2)计算该装配线的节拍:(3)计算每小时装配200件产品的最小工作地数;(4)进行装配线平衡,使时间损失率最小。
生产与运作管理

CH1:1. 生产与运作管理的目标:高效、灵活、准时、清洁地生产合格产品和提供满意服务。
高效:以最少的投入获得最大的产出(高生产率)。
灵活:快速适应市场变化,生产不同的品种和新品种(高柔性)准时:在用户需要的时间,按用户需要的数量,提供所需的合格产品和服务。
即及时满足用户的需求。
清洁:对产品——无害、无毒、安全、卫生;对环境——低碳、环保合格产品和满意服务:指质量。
2. MTS与MTO的特点及主要区别3. 大量大批生产与单件小批生产类型的比较4. 工艺专业化原则与对象专业化原则的概念及特点1. 工艺专业化原则:按照工艺特点设置生产单位。
是将完成相同工艺的设备和工人集中在一个生产单位里,对多种不同的零件进行相同工艺的加工。
2. 对象专业化原则:以产品(零件或部件)为对象来设置生产单位。
是将生产某种产品(零部件)所需的不同类型的设备、工装和工人集中在一个生产单位里,以完成该种产品(零部件)的全部或大部分工艺过程。
t1通过对外部环境分析,找出企业的经营机会,发现企业面临的威胁,以抓住机会,规避风险。
通过对内部环境的分析,明确企业的优势,发现企业的劣势(隐忧),以发挥优势,消除隐忧,扬长避短,构建企业的经营优势。
2. 宏观环境分析的主要因素经济环境政治与法律环境社会文化环境技术环境市场机会和环境威胁变量3. 波特的“五力”模型4. 何谓SWOT分析?SWOT分析的目的SWOT分析法,是一种综合考虑企业内部条件和外部环境的各种因素,进行系统评价,从而选择最佳经营战略的常用方法。
这里:S是指企业内部的优势(Strengths),W是指企业内部的劣势(Weaknesses),O是指企业外部环境的机会(Opportunities),T是指企业外部环境的威胁(Threats)5. 波士顿矩阵法的原理及应用波士顿矩阵的启示:1. 该矩阵指出了每个经营业务(产品)在竞争中的地位,使企业了解它的作用或任务,从而有选择和集中地运用企业有限的资源。
装配式建筑施工工艺流程图及测量放线制图标准课件PPT

施工工艺流程图作图要求
3、大模板吊装时间可以根据项目实际情况穿插在未吊装墙板的时间段内。 4、剪力墙钢筋绑扎、楼板钢筋绑扎为20平方/每人每工日,模板安拆为15平方/每人每工日,水电预埋为50平方/每人每工日,支撑搭设为100平方( 标准层面积)/每个人每工日。 (2)模板吊装构件长度大于2. 表格中从左至右第一列“第六天”表框尺寸为1200X5940(长X高),第二列“上午”、“下午”、“晚上”表框大小均为1200X1980(长X高),左右边对称位 置的表框尺寸与之前第一列、第二列尺寸一样。
4、剪力墙钢筋绑扎、楼板钢筋绑扎为20平方/每人每工日,模板安拆为15平方/每人每工日,水电预埋为50平方/每人每工日,支撑搭设为100平方( 标准层面积)/每个人每工日。 施工工艺流程图作图要求
内墙板、隔墙板为15分钟一块; (2)模板吊装构件长度大于2. 6、叠合梁、叠合楼板支撑搭设应在该构件吊装前进行,就是该工序的前一天。 控制线,标高从首层往上引,到达十层以后从十层往上引,十层一个循环,以此类推。
以主控线(红色粗线)为准放出墙板边线、剪力墙的长度,标明每根轴线距离主控线的距离,内墙板的厚度为200厚。 7、爬升架提升安排在外墙吊装完成以后,且浇筑混凝土之前。 楼板混凝土每斗每次为10分钟每次; 5米为10分钟一块,其余为6分钟每块安排;
谢谢观看! 施工工艺流程图作图要求
装配流水线的平衡PPT资料(正式版)

4)选择作业分配规则
(1)按后续作业数量的多少来安排作业
作业
后续作业数量
A
6
B或D
5
C或E
4
F,G,H,或J
2
J
1
K
0
在第一规则遇到问题时,采用第二规则
4)选择作业分配规则
(2) 按作业时间最长规则安排作业
作业 作业时 剩余时 间/秒 间/秒
可安排 的紧后 作业
用规则(2)平衡装配线,并用规则(1)作为第二规则,就会得 到一个更好的平衡方案。
J型马车的流程图
12
工作站
11
1
F
9
45
B
C
12
A
工作站
G
3
50
15
12
D
E
H
工作站
2
12
I
8
9
J
K
工作站 4
三、生产线平衡
1、Line balancing的定义 Line balancing即是对生产的全部工序进行平均化,调整 作业负荷,使各作业时间尽可能相近的技术手段与方法。
调换效率较高或熟练作业人员。
F 12 工时短的工序的改善方法:
决定分析对象和要达到的目标。
安装1#后车轮,拧紧轮轴盖
如1上)图 对生=产(线G2的1×各1工9)程-顺3序20(1=72作9。业单位)安予认装定2,#并后填入车生轮产流,动平拧衡紧表中轮。 轴盖
10)如使用输送带之动力传送,则应计算输送带的流动速度(M/时间单位)
最多的作 长的作
业
业
C,E C F,G,H,I
E F,G ,H.I
第三章生产运作系统的选址与设施布置(生产运作与管理

工序 工序作业时间(分钟) 紧前工序
A
0.69
--
B
0.55
A
C
0.21
B
D
0.59
B
E
0.70
B
F
1.10
G
0.75
B C,D,E
H
0.43
G,F
I
0.29
H
解:(1) 画装配工序先后顺序图
注:紧前工序——在某工序进行之前必须完成的、且两个 工序紧相联。
0.21 C
0. 69 0.55 0.59 0.75
第二步,根据列表编制主联系簇。
2
4
1
6
3
5
4
1
3 6
第三步,画出“X”联系簇。
第四步,根据联系簇图和可供使用的区域,用实验法安置 所有部门。
1
2
6
3
5
4
12
4
35
6
(二)按产品原则的布置 按产品原则布置的典型例子就是装配线(流水线) 装配线:由一些物料搬运设备连接起来的连续生产线。
流水线的类别: 固定流水线
计算机辅助布置技术(CRAFT): CRAFT试图用布置方案的总物流成本来衡量方案的优劣, 并不断改进。
CRAFT的输入是单位成本矩阵和最初布置计划;然后通过对 部门间交换位置来减少最初的总成本——以迭代的方式不断 交换两个车间的位置来改进布置,直到所得布置方案的总成本 不能再降低为止。
2、定性化方法
单一对象流水线
移动流水线 连续流水线 间断流水线
多对象流水线 强制节拍流水线 自由节拍流水线
手工 机械化 自动化
节拍:流水线上连续出产两件相同制品的时间间隔。
生产运作管理第三版课后习题含答案版
第一章绪论思考题:1.社会组织的三项基本职能是什么?说明它们之间的关系。
2.生产运作管理的定义、内容与目标。
3.分别对制造业与服务业中的大量大批生产与单件小批生产各举一例,并说明其特点。
4.V型、A型和Y型企业各自的特点是什么?5.需求变化呈现什么样的规律?6.举例说明订货型生产与备货型生产的特点。
7.劳务性运作与制造性生产有哪些不同?8.什么是服务型制造?9.假如你要创办一家生产彩色电视机的企业或者创办一家医院,你将会遇到哪些生产运作管理问题?判断题:1.制造业的本质是从自然界直接提取所需的物品。
X2.服务业不仅制造产品,而且往往还要消耗产品,因此服务业不创造价值。
×3.服务业的兴起是社会生产力发展的必然结果。
√4.有什么样的原材料就制造什么样的产品,是输入决定了输出。
×5.生产运作、营销和财务三大职能在大多数的组织中都互不相干地运作。
×6.运作管理包括系统设十系统运作和系统改进三大部分。
√7.生产运作管理包括对生产运作活动进行计划、组织和控制。
√8.运作经理不对运作系统设计负责。
×9.加工装配式生产是离散性生产。
√10.按照物流的特征,炼油厂属于V型企业。
√11.订货型生产的生产效率较低。
×12.订货型生产可能消除成品库存。
√13.中文教科书说的“提前期”与英文lead time含义不同。
√14.服务业生产率的测量要比制造业容易。
×15.纯服务业不能通过库存调节。
√16.准时性是组织生产过程的基本要求。
√17.资源集成是将尽可能多的不同质的资源有机地组织到一起。
√18.企业的产出物是产品,不包括废物。
×选择题:1.大多数企业中存在的三项主要职能是:A)制造、生产和运作B)运作、营销和财务C)运作、人事和营销D)运作、制造和财务E)以上都不是2.下列哪项不属于大量生产运作?A)飞机制造B)汽车制造C)快餐D)中小学教育E)学生入学体检3.下列哪项不是生产运作管理的目标?A)高效B)灵活C)准时D)清洁E)以上都不是4.相对于流程式生产,加工装配式生产的特点是:A)品种数较多B)资本密集C)有较多标准产品D)设备柔性较低E)只能停产检修5.按照物流特征,飞机制造企业属于:A)A型企业B)V型企业C)T型企业D)以上都是E)以上都不是6.按照生产要素密集程度和与顾客接触程度划分,医院是:A)大量资本密集服务B)大量劳动密集服务C)专业资本密集服务D)专业劳动密集服务E)以上都不是7.以下哪项不是服务运作的特点?A)生产率难以确定B)质量标准难以建立C)服务过程可以与消费过程分离D)纯服务不能通过库存调节E)与顾客接触8.当供不应求时,会出现下述情况:A)供方之间竞争激化B)价格下跌C)出现回扣现象D)质量和服务水平下降E)产量减少第二章企业战略和运作策略思考题:1.什么是企业战略和战略管理?2.企业总体战略、经营战略与职能策略之间有什么联系?3.从战略管理理论的演进中能得到什么启示?4.生产运作战略如何保证经营战略的实现?5.生产运作总体策略包含哪些内容?6.产品选择需要考虑哪些因素?7.在产品或服务的开发与设计方面有哪些策略?8.生产运作系统设计有哪些重要决策?判断题:1.当价格是影响需求的主要因素时,就出现了基于成本的竞争。
装配线的平衡ppt课件.ppt

第五章 生产与服务设施布置
解: (1)画出装配图
第五章 生产与服务设施布置
(2)计算节拍
节拍 2280(601+23%0 ) 2.0
第五章 生产与服务设施布置
(3)最小工作地数目
Smin
8.7 2.0
4.4
Smin 5
第五章 生产与服务设施布置
流水生产线的种类
1.按流水线的连续程度 ——连续流水线和间断流水线
2.按在流水线上加工对象的数目 ——单一对象流水线和多对象流水线
3.按流水线上的劳动对象是否移动 ——制件固定流水线和制件移动流水线
4.按流水线的节拍 ——强制节拍流水线和自由节拍流水线
5,按流水线的机械化程度 ——手工流水线和机械化流水线
三、 装配线平衡
(一)、为什么要进行生产线平衡?
你看到了什么?
★ 浪费时间资源 ★ 忙闲不均,引起矛盾 ★ 浪费人力资源
第五章 生产与服务设施布置
(二)生产线平衡的目的
物流快速﹐缩短生周期 减少或消除物料或半成品周转场所 消除生产瓶颈﹐提高作业效率 提升工作士气﹐改善作业秩序 稳定产品质量
首先: 安排后续工艺最多的工艺 其次: 安排加工时间最长的工艺
第五章 生产与服务设施布置
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
1.4 H
F 1
工艺 A C D B E F G H
工作站 2
后续工艺数 时间 (Mins)
6
2
4
3.25
装配线的平衡具体计算题
(一)流水生产的基本概念 一)、流水生产的特点 二)、流水生产线的种类 三)、流水生产的组织条件 (二)装配线的平衡
(一)流水生产的基本概念
流水生产——是加工对象按照一定的工 夏利汽车生产线 艺过程、规定的顺序和速度,连续不断地通 过各个工作地进行加工,完成工序作业的一
种生产过程组织形式。 流水生产的主要特点是: 1.各工作地按产品的加工顺序排列。 2.每个工作地固定地完成一道和少 数几道工序,工作地的专业化程度高。
空闲= .2
工作站 2 C (4.2-3.25)=.95
工作站 3
D (4.2-1)=3.2 E (3.2-.5)=2.7 F (2.7-1)=1.7 H (1.7-1.4)=.3 空闲 = .3
空闲 = .95
装配线平衡例-确定装配线效率
效率=
工艺总时间 工作站数量×节拍时间 11.35分钟/台 3×(4.2分钟/台)
=
=0.901
装配线平衡—— 例
某装配线的工序顺 序及作业时间如下 表所示.
总作业时间=8.7
作业编号
A B C D E F G H I J K M
作业时间
0.4 1.5 1.0 0.8 0.6 0.9 0.4 0.4 0.6 0.7 1.0 0.4
紧前作业
A A A B.C D E G F I.E H.J K
(二) 装配线平衡
装配线平衡又称工序同期化,即使流水 线各工序/工作地的单件作业时间与节拍 相等或成整倍数关系。 为什么要进行生产线平衡? ★忙闲不均 ★浪费资源 ★ 效率低
观看视频
你看到了什么?
1. 装配线设计与平衡方法
(1)确定装配流水线节拍。
(2)计算装配线上需要的最少工作地数。
思考与练习题5
思考题1.什么是工艺原则和对象原则,它们各有何优缺点?2.工厂平面布置的原则是什么?3什么是物料流向图法?4.车间布置有何要求,如何应用从一至表法来进行设备布置?5.组织生产过程的基本要求是什么?为什么?6.什么是流水线,它是如何分类的?7.如何组织设计流水线?8.你所在地区的印刷厂或其他你所熟悉的企业的布置是什么样的?9.你如何收集数据帮助一家小企业(如小餐厅)改进它的布置?10.有哪些影响企业生产单位构成的主要因素?1 1.分别叙述生产单位的专业化原则和形式,并对其优缺点作一简要比较,并说明其适用条件。
12.讨论几种布置类型的特点。
13.为什么要进行装配线时间平衡?装配线平衡的方法是什么?14.研究非制造业设施布置的主要特点,提出几种布置方法?15.在一家零售店的布置中,经理能操作的变量是什么?l6.走访一家超级市场并绘出其布置图,谈谈你的主要观察结构。
17. 你最近注意到的零售业所进行的布置创新是什么?18.为了做到快速响应市场需求,制造业的生产系统布置应进行哪些创新?练习题1.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:A,B,C,D,E。
现有两个布置备选方案,显示于图6 -27中。
五种产品在六个部门间的移动距离和移动次数见表6 -11。
哪一种布置方案的月运输量最小?2.根据下列作业活动关系图,将9个部门安排在一个3×3的区域内,要求把部门5安排在左下角的位置上。
3,一产品装配线计划每小时出产300件产品,每小时用于生产的时间是50分钟。
表6 -12是装配工序、每道工序的作业时间及紧前工序等信息。
请:(1)画出装配工序先后顺序图;(2)计算该装配线的节拍.(3)计算每小时装配300件产品的最小工作地数。
4.一装配线计划每小时装配200件产品,每小时用于生产的时间是50分表6 -13是装配工序、每道工序的作业时间及紧前工序等信息。
请:(1)画出装配工序先后顺序图;(2)计算该装配线的节拍:(3)计算每小时装配200件产品的最小工作地数;(4)进行装配线平衡,使时间损失率最小。
装配线计划
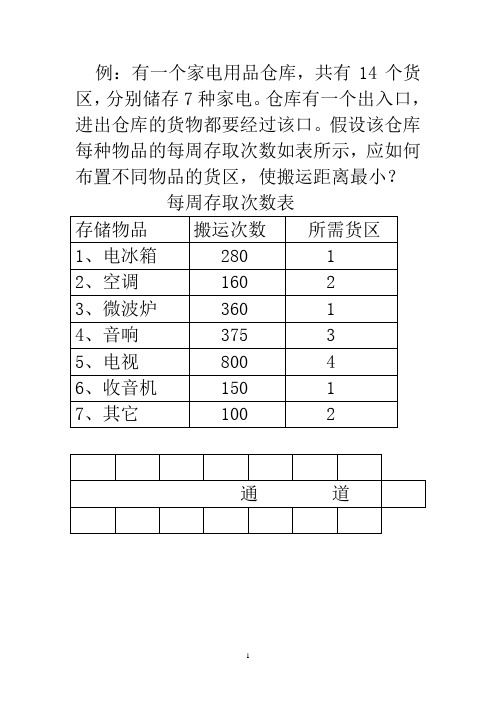
例:有一个家电用品仓库,共有14个货区,分别储存7种家电。
仓库有一个出入口,进出仓库的货物都要经过该口。
假设该仓库每种物品的每周存取次数如表所示,应如何布置不同物品的货区,使搬运距离最小?每周存取次数表4、生产线平衡步骤(1)用一个流程图表示作业先后关系(2)求出生产节拍 r = 计划期有效工作时间/计划期间计划产量 = Fe/N(3)计算满足节拍要求的最少工作地数S = 完成单件产品所需的总时间/节拍= ∑ti/r(4)将作业分配到各工作地(启发式分配规则)①从工作地1开始,从左向右给工作地分配作业。
②该工作地单件时间不超过工作地的剩余时间剩余时间 = 节拍—该工作地已分配作业单件时间之和③若干作业满足条件2a.分配后续作业数最多的作业b.分配加工时间最长的作业例1、一玩具要在一个传送带上组装,每天需生产500辆。
每天的生产时间为420分钟,下表中列出了玩具的组装步骤及其时间。
请(1)画出组装作业先后顺序图;(2)该组装线的节拍是多大;(3)求工作地最小数目。
玩具的组装步骤及其时间作业时间(秒) 紧前作业A 45 -B 11 AC 9 BD 50 -E 15 DF 12 CG 12 CH 12 EI 12 EJ 8 G,F,H,I K 6 J解:(1)画出流程图,表示作业先后关系FA BGD E H J KI(2)计算节拍节拍=每天的工作时间/每天的产量=420*60/500=50.4(秒/辆)(3)最小工作数目= 完成单件作业所需的总时间/节拍 =192/50.4=3.81最小工作地数目4个工作作作业剩余可安排的后续作业最时间最长地业时间时间紧后作业多的作业的作业1 A 45 5.4 无2 D 50 0.4 无3 B 11 39.4 C.E C .E EE 15 24.4 C.H. I CC 9 15.4 F.G.H.I F.G.H .I F.G.H.IF 12 3.4 无4 G 12 38.4 H .I H .I H.IH 12 26.4 II 12 14.4 JJ 8 6.4 KK 6 0.4 无例2. 一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟。
计算题45051

计算题:1.一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,可生产五种型号的产品:A、B、C、D、E。
现有两个布置备选方案,如下表所示。
五种产品在六个部门间的移动和移动次数见下表。
哪一种布置方案的月运输量最小?解:A方案的月运输量是:(15+15)×2000+(15+10)×2000+(30+10)×3000+(15+10)×1000+(20+35)×3000=420000(m).B方案的月运输量是:(25+35)×2000+(25+10)×2000+(10+10)×3000+(15+10)×1000+(10+25)×3000=380000(m).故B方案的月运输量最小。
2.根据如下图所示的作业活动关系图,将9个部门安排在一个3×3的区域内,要求把部门5安排在左下角的位置上。
7-8 5-6 2-6 8-984 6下图:关系簇,如主关系簇和X (2)据上表编制A1 7 2639 5159264285347X关系簇981 33A主关系簇(3)安置所以部门如右图3.一产品装配线计划每小时出产300件产品,每小时用于生产的时间是50分钟。
如下表所示是装配工序、每道工序的作业时间及紧前工序等信息。
(1)画出装配工序先后顺序图。
(2)该装配线的节拍是多大?(3)计算每小时装配30O件产品的最小工作地数。
4.一装配线计划每小时装配200件产品,每小时的用于生产的时间是50分钟。
如下表所示。
(1)画出装配工序先后顺序图。
(2)该装配线的节拍是多大?(3)每小时装配200件产品的最小工作地数。
(4)进行装配线平衡,使时间损失率最小。
第5章计算题:l.一个管理人员欲制定一个金属切削作业的时间定额。
共对此操作观测了50次,每次的平均时间是10.40分钟,标准偏差是1.20分钟,操作工人的工作效率评定为125%。
画装配工序先后顺序图及装配线平衡
画装配工序先后顺序图装配线的平衡N :装配线的工位数C : 节拍: 第i 项任务的作业时间4)装配线平衡的步骤:a .确定装配线的节拍节拍c = 计划起有效工作时间/计划期产量注意:有效工作时间除去必要的停歇;产量包含不合格品。
b . 计算装配线需要的最少工位数N = [产品装配总作业时间/节拍] = [ ]c . 组织工位向每一个工位分配任务时必须满足下列条件:保证人物之间的顺序关系;每个工位分配的任务作业之和不能大于节拍;各工位的单件作业时间应尽量相等或接近节拍;使工位数尽量少后续任务数多的工作优先安排;加工时间长的工作优先安排。
d .计算装配线的负荷系数B D 为装配线平衡损失系数 ηη-=⨯=∑1BDC N t i一装配线计划每小时装配200件,每小时工作时间为50分钟,下表是各个工序及关系。
求(1)画出装配工序顺序图(2)计算装配线的节拍(3)计算每小时装配200件的最小工序数(4)进行装配线平衡,使时间损失率最小装配线工序及作业时间工序作业时间紧前工序a0.2-b0.05-c0.15-d0.06-e0.03a,bf0.08c,dg0.12e,fh0.05-i0.05-j0.12h,ik0.15jL0.08k解答:(1)画图略(2)节拍C=50/200=0.25(分钟/件)(3)最小工作地数N=[工序作业时间之和/节拍]= [(0.2+0.05+0.15+0.06+0.03+0.08+0.12+0.05+0.05+0.12+0.15+0.08)/0.25]=5(4)平衡结果:(a,b),(c,d,e),(f,g),(h,i),(j),(k,L).效率=83%。
装配线的平衡具体计算题
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间 =2.702 或者3
Nt=
11.35分钟/台 4.2分钟/台
装配线平衡例-工作站设计(3)
按以下条件向工作地分配小工序: 1)保证各工序之间的先后顺序。 2)每个工作地分配到的小工序作业时间 之和,不能大于节拍。 3)各工作地的作业时间应尽量接近或等 于节拍。 4)应使工作地数目尽量少。 • 首先: 安排后续工艺最多的工艺
(3)最小工作地数目
Smin Smin
8.7 4.4 2.0 5
(4)进行装配线平衡
工作地
1 2 3
作业单元
A B C D E G F I J H K M
作业单元时间 工作地时间 工作地时间损失
0.4 1.5 1.0 0.8 0.6 0.4 0.9 0.6 0.7 0.4 1.0 0.4 8.7 1.9 0.1
(二) 装配线平衡
装配线平衡又称工序同期化,即使流水 线各工序/工作地的单件作业时间与节拍 相等或成整倍数关系。 为什么要进行生产线平衡? ★忙闲不均 ★浪费资源 ★ 效率低
观看视频
你看到了什么?
1. 装配线设计与平衡方法
(1)确定装配流水线节拍。
(2)计算装配线上需要的最少工作地数。
(3)组织工作地。
工作站 2 C (4.2-3.25)=.95
工作站 3
空闲= .2
空闲 = .95
2 A
1.2 B
1 G
1.4 H F
C
D
E
3.25
1
.5
1
工艺 A C D B E F G H
后续工艺数 时间 (Mins) 6 2 4 3.25 3 1 2 1.2 2 0.5 1 1 1 1 0 1.4
项目三设备、设施布置决策-领域三-装配线平衡
J型玩具车的装配步骤及作业时间
作业
时间(秒 )
描述
A
45 安装后轴支架,拧紧4个螺母
B
11 插入后轴
C
9
拧紧后轴支架螺栓
D
50 安装前轴,用手拧紧4个螺母
E
15 拧紧前轴螺栓
F
12 安装1#后轮盖,拧紧轮轴盖
G
12 安装1#后轮盖,拧紧轮轴盖
H
12 安装1#后轮盖,拧紧轮轴盖
I
12 安装1#后轮盖,拧紧轮轴盖
3.计算理论上的最小工作地数量
Smi n
rti5 1.0 9 45 3.874
4.按照前面装配线平衡的4,5,6,7步骤的要求进行 装配线平衡( 分配作业)-----参下表。
工作地 1 2 3
4
5
剩余时间
50.4 5.4
50.4 0.4
50.4 39.4 24.4 15.4 3.4
(2)计算公式:
计划期有效工作时间是指制度规定时间减去必要的停歇时间,如维护设备、 更换工具、工人休息时间 计划期产量包括计划出产量和预计不合格的量。 例如:某产品装配线计划日产量为150 件,采用两班制生产,一班8个小时, 每班规定有21分钟停歇时间,计划不合格品率为2%,该装配线的节拍应为:
8260(2 12)6分/件 150(10.0)2
50.4 38.4 26.4 14.4 6.4
50.4 41.4
够资格分配的作业
A,D 无
D,B 无
B,E E,C C,H,I F,G,H,I 无
G,H,I H,I I J 无
K 无
分配作业 修订后的剩余时间 工作地闲置时间
三、工作地
组装线生产线平衡和排位图(exe自动生成)

每日实际完成量:
天
320 34.51%
台
台
预计工作天数: 预计工作天数: 7
ቤተ መጻሕፍቲ ባይዱ
每日实际完成率:
部件
位第No. 位第No. No 第一道工序 第二道工序 第三道工序 第四道工序 第五道工序 第六道工序 第七道工序 第八道工序 第九道工序 第十道工序 第十一道工序 第十二道工序 第十三道工序 第十四道工序 第十五道工序 第十六道工序 第十七道工序 第十八道工序 第二十道工序 第二十一道工序 第二十二道工序 第二十三道工序 第二十四道工序 第二十五道工序 第二十六道工序 第二十七道工序 第二十八道工序 第二十九道工序 第三十道工序 第三十一道工序 第三十二道工序 第三十三道工序 第三十四道工序 第三十六道工序 第三十七道工序 第三十八道工序 第三十九道工序 第四十道工序 第四十一道工序
68404153.xls 生产线平衡 2011-11-5 20:54
第 1 頁,共 1 頁
操作人数 操作人数 1 1 1 1 1 2 2 1 1 1 1 1
操作员工 操作员工 1 2 3 4 5 6 7 8 9 10 11 12
工序号 A/CE-01 CE- A/CE-05 CE- A/CE-25 CE- A/CE-10 CE- A/CE-15 CE- A/CE-20 CE- A/CE-35 CE- A/CE-36 CE- A/CE-60 CE- A/CE-45 CE- A/CE-50 CE- A/CE-61 CE-
各工序 A/CE-01
A/CE-05
A/CE-25
A/CE-10
A/CE-15
A/CE-20
A/CE-35
A/CE-36
A/CE-60
A/CE-45
《装配线平衡计算》课件

提高生产效率:通过平衡装配线,可以减少等待时间,提高生产效率。
降低生产成本:平衡装配线可以减少浪费,降低生产成本。
提高产品质量:平衡装配线可以减少错误,提高产品质量。
提高员工满意度:平衡装配线可以减少员工的工作压力,提高员工满意度。
提高生产灵活性:通过优化装配线布局,提高生产灵活性,适应市场需求变化
提高企业竞争力:通过优化装配线布局,提高企业竞争力,增强企业盈利能力
汇报人:PPT
优缺点比较:每种计算方法都有其优点和缺点,需要根据实际情况进行选择
选择原则:根据生产效率、成本、质量等因素进行综合考虑,选择最合适的计算方法
添加标题
添加标题
添加标题
添加标题
添加标题
添加标题
添加标题
确定装配线平衡计算的目标:提高生产效率,减少生产成本
计算工件加工时间:根据工件类型和加工时间,计算每个工件的加工时间
瓶颈工序分析法:分析瓶颈工序的原因,采取措施进行改进
线平衡率计算法:通过计算各工序的线平衡率,找出瓶颈工序,进行优化
工序时间优化法:通过优化工序时间,提高装配线的效率
生产线布局优化法:通过优化生产线布局,提高装配线的效率和灵活性
计算方法:包括时间计算法、效率计算法、成本计算法等
适用场景:不同计算方法适用于不同的生产环境和生产条件
计算工件加工时间总和:将所有工件的加工时间相加,得到总加工时间
优化工件加工顺序:根据工件加工效率,调整工件的加工顺序,以提高生产效率
数据整理:整理收集到的数据,确保数据的准确性和完整性
实例选择:选择具有代表性的装配线进行平衡计算
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
画装配工序先后顺序图
装配线的平衡
N :装配线的工位数
C : 节拍
: 第i 项任务的作业
时间
4)装配线平衡的步骤:
a .确定装配线的节拍
节拍c = 计划起有效工作时间/计划期产量
注意:有效工作时间除去必要的停歇;产量包含不合格品。
b . 计算装配线需要的最少工位数
N = [产品装配总作业时间/节拍] = [ ]
c . 组织工位
向每一个工位分配任务时必须满足下列条件:
保证人物之间的顺序关系;
每个工位分配的任务作业之和不能大于节拍;
各工位的单件作业时间应尽量相等或接近节拍;
使工位数尽量少
后续任务数多的工作优先安排;加工时间长的工作优先安排。
d .计算装配线的负荷系数
ηη-=⨯=∑
1BD C N t i
B D为装配线平衡损失系数
一装配线计划每小时装配200件,每小时工作时间为50分钟,下表是各个工序及关系。
求
(1)画出装配工序顺序图
(2)计算装配线的节拍
(3)计算每小时装配200件的最小工序数
(4)进行装配线平衡,使时间损失率最小
装配线工序及作业时间
工序作业时间紧前工序
a0.2-
b0.05-
c0.15-
d0.06-
e0.03a,b
f0.08c,d
g0.12e,f
h0.05-
i0.05-
j0.12h,i
k0.15j
L0.08k
解答:
(1)画图略
(2)节拍
C=50/200=0.25(分钟/件)
(3)最小工作地数
N=[工序作业时间之和/节拍]= [(0.2+0.05+0.15+0.06+0.03+0.08+0.12+0.05+0.05+0.12+0.15+0.
08)/0.25]=5
(4)平衡结果:(a,b),(c,d,e),(f,g),(h,i),(j),(k,L).
效率=83%。