高强度钢板的尺寸精度
钢板尺寸标准

钢板是钢材四大品种(板、管、型、丝)之一,在发达国家,钢板产量占钢材生产总量50%以上,随着我国国民经济的发展,钢板生产量逐渐增长。
钢板是一种宽厚比和表面积都很大的扁平钢材。
钢板按厚琊分为薄板和厚板两大规格。
薄钢板是用热轧或冷轧方法生产的厚度在0.2-4mm之间的钢板。
薄钢板宽度在500-1400mm之间。
根据不同的用途,薄钢板采用不同材质钢坯轧制而成。
通常采用材质有普碳钢、优碳钢、合金结构钢、碳素工具钢、不锈钢、弹簧钢和电工用硅钢等。
它们主要用于汽车工业、航空工业、搪瓷工业、电气工业、机械工业等部门。
薄钢板除轧制后直接交货之外,还有经过酸洗的、镀锌和镀锡等种、类。
厚钢板是厚度在4mm以上的钢板的统称,在实际工作中,常将厚度小于20mm的钢板称为中板,厚度>20mm至60mm的钢板称为厚板,厚度>60mm的钢板则需在专门的特厚板轧机上轧制,故称特厚板。
厚钢板的宽度从0.6mm-3.0mm。
厚板按用途又分造船钢板、桥梁钢板、锅炉钢板、高压容器钢板、花纹钢板、汽车钢板、装甲钢板和复合钢板等。
钢板的一个分支是钢带,钢带实际上是很长的薄板,宽度比较小,常成卷供应,也称为带钢。
钢带常在多机架连续式轧机上生产,切成定尺长度后就是钢带,因此生产率比单X机制时高。
一、中、厚板(一)普通中、厚钢板1、普碳钢沸腾钢板(GB3274-88)普碳钢沸腾钢板顾名思义是由普通碳素结构钢的沸腾钢热轧制成的钢板。
沸腾钢是一种脱氧不完全的钢材,钢液含氧量较高,当钢水注入钢锭模后,碳氧反应产生大量气体,造成钢液呈沸腾状态而得名。
沸腾钢含碳量低,且由于不用硅铁脱氧,故钢中含硅量常<0.07%。
沸腾钢的外层是在沸腾状态下结晶的,所以表层纯净、致密,表面质量好,加工性能良好。
沸腾钢没有大的集中缩孔,用脱氧剂少,钢材成本低。
沸腾钢心部杂质多,偏析较严重,力学性能不均匀,钢中气体含量较多,韧性低、冷脆和时效敏感性较大,焊接性能较差,故不适用于制造承受冲击截荷,在低温下工作的焊接结构件和其他重要结构件。
EQL-25-2009汽车用冷轧高强度钢板和钢带
本标准的附录 A 和附录 B 为资料性附录 本标准由东风汽车有限公司工艺研究所提出 本标准由东风汽车公司技术标准化委员会归口管理 本标准由东风汽车有限公司工艺研究所起草 本标准由东风汽车有限公司工艺研究所负责解释 本标准主要起草人:杨冰、刘欢、欧阳可居、王德财、刘成虎、宁农。 本标准所替代标准的历次版本发布情况为: ——Q/EQL-25-97、Q/EQL-25-2007。
双相钢:D260DP、D300DP、D340DP、D420DP、D500DP、D550DP、D820DP 相变诱导塑性钢:D590TR、D690TR、D780TR、D980TR
马氏体钢:D900MS、D1100MS、D1300MS、D1500MS
表面质量
FB,FC,FD
表面结构
M
表面涂油
K,L
尺寸精度(厚度)
395
380~470
425
420~510
465
420~550
485
460~550
505
500~590
545
260~310
285
300~380
340
340~430
385
400~540
475
500~640
570
550~720
635
820~1120
970
380~470
425
400~510
455
420~570
汽车用冷轧软钢板和钢带 汽车用冷轧高强度钢板和钢带 汽车用冷轧普通碳素结构钢板和钢带 汽车用热轧优质碳素钢板和钢带 汽车用热轧普通碳素钢板和钢带 汽车用热轧高强度钢板和钢带 汽车用热镀锌钢板和钢带 汽车用电镀锌和电镀锌镍钢板和钢带 汽车用热浸镀铝钢板和钢带 汽车用镀铅锡钢板和钢带 汽车用可热处理碳素钢板及钢带 汽车用冷轧不锈钢钢板与钢带
优质碳素结构钢钢板厚度规格

优质碳素结构钢钢板厚度规格一、概述优质碳素结构钢钢板是一种具有较高强度、良好塑性和韧性,且焊接性能、冷变形性能和切削性能较为优异的钢种。
广泛应用于制造各类机械零件、汽车零部件、桥梁、船舶等工程结构中。
本文主要介绍了优质碳素结构钢钢板的厚度规格及其相关性能。
二、厚度规格1. 厚度范围优质碳素结构钢钢板的厚度范围通常在0.5mm到300mm之间,特殊规格可以根据用户需求进行定制。
2. 尺寸允许偏差钢板的尺寸允许偏差应符合GB/T 709的规定。
对于不同精度等级的钢板,其尺寸允许偏差有所不同。
一般来说,高精度等级的钢板尺寸允许偏差较小,普通精度等级的钢板尺寸允许偏差较大。
3. 厚度公差优质碳素结构钢钢板的厚度公差应符合GB/T 699的规定。
根据不同牌号和规格,厚度公差有所不同。
一般来说,牌号越高,厚度公差越小。
三、化学成分和性能1. 化学成分优质碳素结构钢钢板的化学成分主要包括碳、硅、锰、磷、硫等元素。
其化学成分应符合GB/T 699的规定。
2. 力学性能优质碳素结构钢钢板具有较高的强度和良好的塑性和韧性。
其力学性能包括抗拉强度、屈服强度、延伸率、冲击功等指标。
根据牌号和厚度不同,力学性能有所差异。
3. 工艺性能优质碳素结构钢钢板具有良好的工艺性能,包括焊接性能、冷变形性能和切削性能。
焊接性能主要取决于钢板的化学成分和厚度;冷变形性能和切削性能则与钢板的强度和韧性有关。
四、应用领域优质碳素结构钢钢板广泛应用于以下领域:1. 制造各类机械零件,如轴承、齿轮、连杆、曲轴等;2. 制造汽车零部件,如转向节、悬挂弹簧、凸轮轴等;3. 制造桥梁、船舶等工程结构;4. 用于建筑结构,如高层建筑、体育场馆等;5. 其他领域,如自行车、家具等。
五、选购注意事项1. 根据使用环境和需求,选择合适的牌号和厚度;2. 注意检查钢板的尺寸允许偏差和厚度公差;3. 检查钢板的化学成分和力学性能,确保其符合相关标准;4. 考虑钢板的焊接性能、冷变形性能和切削性能;5. 选择正规厂家生产的产品,并查看质量证明书。
高强度板材折弯工艺性研究

产品与技术高强度板材折弯工艺性研究山推工程机械股份有限公司材料成型分公司 张永良 李勇 李贺德高强钢板在冲压成型时易产生起皱、拉裂、回弹等多种缺陷,对零件的形状、尺寸精度及生产效率有很大的影响,为此本文对几种常用高强板材的力学性能进行了归纳、比较,并通过试验与生产相结合的方法得出了高强度板材折弯过程中折弯半径、模具参数、轧制方向等工艺参数的选取原则及折弯力计算的经验方法,为在实际生产过程中参数调整提供依据。
近年来,随着我国低碳经济及生产技术的不断发展,高强度钢板在制造领域的应用越来越广泛,其主要应用于重要的(低温)高强度结构件、工程机械、矿山钢结构件等。
目前,对于高强板的界定并无统一的定义,在我们国内普遍认为抗拉强度超过420MPa的称为高强度钢。
由于钢板在冲压成形时,会变硬,不同的钢材,变硬的程度不同;高强板的成型过程中与普通板材变得完全不同,一般钢板成型只略有20MPa增加,不到10%。
而高强板屈服强度增加很多,强度越高屈服强度增加越多。
本身高强板比较硬而脆,成型时更易产生起皱、拉裂、回弹等多种缺陷,对零件的形状、尺寸精度及生产效率有很大的影响,因此对高强度板材折弯工艺性研究迫在眉睫[1]。
基于此国内外专家学者对此进行了深入研究分析,You.MinHuang等将Lagrangia增量型弹塑性有限元法应用于典型的V形板料折弯分析,并指出板料容易在应变能密度最大的地方产生裂纹[2]。
孙彩华通过分析高强度钢板的物性及其冷成形的性能,并根据实际应用中产生的问题,提出了相应的工艺措施[3]。
黄春峰叙述了弯曲力矩及弹性回弹量Δα的计算,全面分析了影响弯曲件弹性回弹的主要因素并介绍了各种先进的控制弯曲弹性回弹的工艺技术方法[4]。
本文通过试验与生产相结合的方法得出了几种常用高强度板材折弯过程中折弯半径、模具参数、轧制方向等工艺参数的选取原则及折弯力计算的经验方法。
一、常用高强板材性能统计目前我们常用的高强板主要有T系列、BIS系列、HARDOX系列、WELDOX系列:T系列:T510L、T550L、T610L、T700LBIS系列:BISPLATE80、 BISPLATE100、 BISPLATE360、 BISPLATE400、 BISPLATE450、 BISPLATE500 HARDOX系列:HARDOX400、 HARDOX450、 HARDOX500WELDOX系列:WELDOX700、 WELDOX900、 WELDOX1030、 WELDOX1100、 WELDOX1300产品与技术表1 高强板力学性能和特性钢板牌号抗拉强度/Mpa屈服强度/Mpa板材布氏硬度(HBS)板材理论回弹角度( o)断后延伸率(%)T510L510-630≥355≥24T550L550-670≥400≥23T610L560-690≥500≥18T700L≥700≥620≥17 BISPLATE8083075025526 BISPLATE100103095032022BISPLATE360110095036025 BISPLATE4001320107040014BISPLATE4501400115045012 BISPLATE5001640140050010HARDOX40012504009-13HARDOX450144045011-18HARDOX500155050012-20WELDOX7008602706-10WELDOX90010303308-12WELDOX1030134043010-32WELDOX1100144046011-18WELDOX1300154049012-45二、板材成型工艺参数1.最小相对弯曲半径工件弯曲时,材料圆角区外层受到拉伸,内层则受到压缩。
宝钢高强钢BS550MC_BS600MC_BS650MC_BS700MC
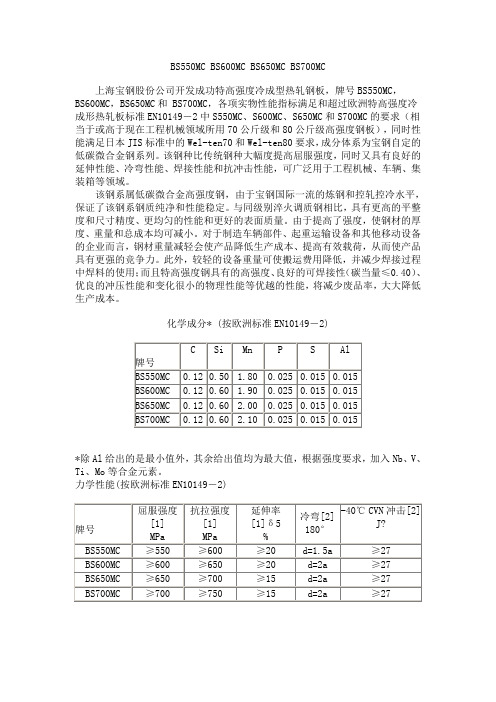
BS550MC BS600MC BS650MC BS700MC上海宝钢股份公司开发成功特高强度冷成型热轧钢板,牌号BS550MC,BS600MC,BS650MC和 BS700MC,各项实物性能指标满足和超过欧洲特高强度冷成形热轧板标准EN10149-2中S550MC、S600MC、S650MC和S700MC的要求(相当于或高于现在工程机械领域所用70公斤级和80公斤级高强度钢板),同时性能满足日本JIS标准中的Wel-ten70和Wel-ten80要求,成分体系为宝钢自定的低碳微合金钢系列。
该钢种比传统钢种大幅度提高屈服强度,同时又具有良好的延伸性能、冷弯性能、焊接性能和抗冲击性能,可广泛用于工程机械、车辆、集装箱等领域。
该钢系属低碳微合金高强度钢,由于宝钢国际一流的炼钢和控轧控冷水平,保证了该钢系钢质纯净和性能稳定。
与同级别淬火调质钢相比,具有更高的平整度和尺寸精度、更均匀的性能和更好的表面质量。
由于提高了强度,使钢材的厚度、重量和总成本均可减小。
对于制造车辆部件、起重运输设备和其他移动设备的企业而言,钢材重量减轻会使产品降低生产成本、提高有效载荷,从而使产品具有更强的竞争力。
此外,较轻的设备重量可使搬运费用降低,并减少焊接过程中焊料的使用;而且特高强度钢具有的高强度、良好的可焊接性(碳当量≤0.40)、优良的冲压性能和变化很小的物理性能等优越的性能,将减少废品率,大大降低生产成本。
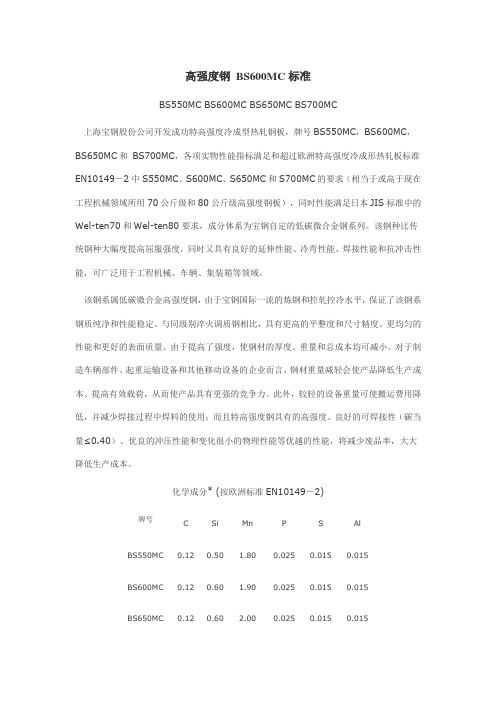
化学成分* (按欧洲标准EN10149-2)*除Al给出的是最小值外,其余给出值均为最大值,根据强度要求,加入Nb、V、Ti、Mo等合金元素。
力学性能(按欧洲标准EN10149-2)[1] 平行于轧向试样,[2] 垂直于轧向试样交货规格如所需要的规格超出表中所列规格,可与我们联系。
尺寸、外形、重量及允许偏差参照标准:《上海宝钢集团公司企业标准》Q/BQB301-1999宝钢高强度冷成型热轧薄板的各项实物性能已经达到并超过欧洲特高强度冷成型热轧板标准EN10149-2的要求。
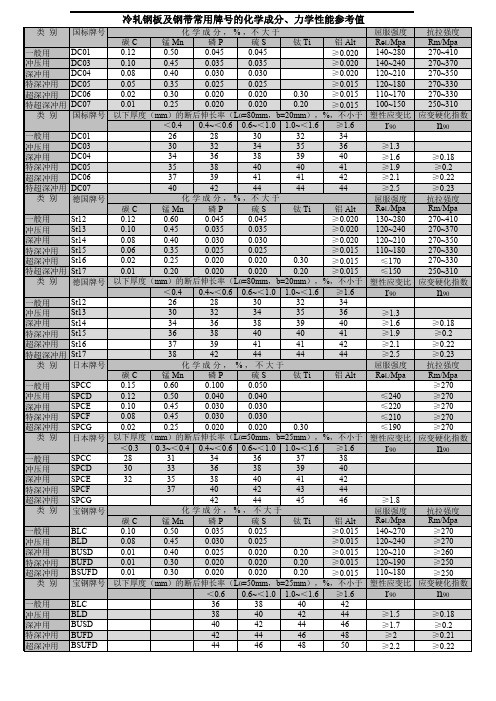
钢板及钢带常用牌 的化学成分 力学性能参考值
碳C
锰 Mn
磷P
硫S
钛 Ti
铝 Alt
0.12
0.60
0.045
0.045
≥0.020
0.10
0.45
0.035
0.035
≥0.020
0.08
0.40
0.030
0.030
≥0.020
0.06
0.35
0.025
0.025
≥0.015
0.02
0.25
0.020
0.020
0.30
≥0.015
0.01
0.20
0.020
0.020
0.20
≥0.015
以下厚度(mm)的断后伸长率(L0=80mm,b=20mm),%,不小于
<0.4 0.4~<0.6 0.6~<1.0 1.0~<1.6 ≥1.6
26
28
30
32
34
30
32
34
35
36
34
36
38
39
40
36
38
40
40
41
37
39
41Leabharlann 41423842
44
44
一般用 冲压用 深冲用 特深冲用 超深冲用
类别
BLC BLD BUSD BUFD BSUFD 宝钢牌号
一般用 冲压用 深冲用 特深冲用 超深冲用
BLC BLD BUSD BUFD BSUFD
冷轧钢板及钢带常用牌号的化学成分、力学性能参考值
化 学 成 分 , % ,不 大 于
碳C
锰 Mn
磷P
硫S
钛 Ti
±0.10 ±0.055 ±0.070
屈服强度500mpa级高延伸率热镀铝锌及彩涂钢板及其制造方法

屈服强度500mpa级高延伸率热镀铝锌及彩涂钢板及其制造方法标题:屈服强度500MPa级高延伸率热镀铝锌及彩涂钢板及其制造方法在工程建设和制造业中,对材料性能的要求日益提高。
屈服强度500MPa 级高延伸率热镀铝锌及彩涂钢板因其优异的力学性能和耐腐蚀性而备受关注。
本文将详细介绍这种高性能钢板的特点及其制造方法。
一、屈服强度500MPa级高延伸率热镀铝锌及彩涂钢板特点1.高强度:屈服强度达到500MPa,能够满足高标准工程结构对材料强度的需求。
2.高延伸率:在保证高强度的基础上,延伸率仍然可以达到较高水平,使材料具有良好的塑性变形能力。
3.耐腐蚀性:热镀铝锌钢板具有优异的耐腐蚀性,适用于恶劣环境下的工程结构。
4.彩涂表面:彩涂钢板具有美观、防腐、耐用等特点,广泛应用于建筑、家电等领域。
二、屈服强度500MPa级高延伸率热镀铝锌及彩涂钢板制造方法1.原材料选择:选用优质碳素结构钢或低合金高强度钢作为基板材料。
2.热镀铝锌:将基板进行表面处理,去除油污、氧化皮等杂质,然后在450-500℃的温度下进行热镀铝锌。
镀层厚度要适中,以保证良好的耐腐蚀性和力学性能。
3.冷轧:热镀铝锌钢板经过冷轧,使钢板具有更好的力学性能和尺寸精度。
4.热处理:对冷轧后的钢板进行热处理,以调整其力学性能,达到屈服强度500MPa级和高延伸率的要求。
5.彩涂:在热处理后的钢板上进行彩涂,采用环保型涂料,确保涂层质量。
6.后处理:对彩涂钢板进行烘烤、固化等后处理工艺,提高涂层的附着力和耐腐蚀性。
三、总结屈服强度500MPa级高延伸率热镀铝锌及彩涂钢板因其优异的性能,在建筑、制造业等领域具有广泛的应用前景。
通过严格的原材料选择、热镀铝锌、冷轧、热处理、彩涂等制造工艺,可以确保钢板具有高强度、高延伸率和良好的耐腐蚀性。
钢板及钢带常用牌号的化学成分 力学性能参考值

钢板和钢带常用术语解释术语解释品种钢铁材料的品种,是指用途、外形、生产工艺、热处理状态、粒度等不同的产品。
牌号钢铁材料的牌号,是给每一种具体的钢铁材料所取的名称。
钢的牌号又叫钢号。
规格规格是指同一牌号或品种材料的不同尺寸,一个尺寸即为一个规格。
炉号是指钢材在熔炼的时候所在的熔炉,不同的熔炉有不同的编号,也就是炉号。
主要是追溯该炉的化炉号和批号学成分。
批号(或称钢卷号)是同一个炉号、同一时间、同一生产方式和工艺、同一规格的钢材作为一批,也就有相应的批号。
主要是追溯轧制的品质、物理性能及化学成分等。
公称尺寸公称尺寸是指产品标准中规定的名义尺寸,是生产过程中希望得到的理想尺寸。
但在实际生产中,实际和实际尺寸尺寸往往大于或小于公称尺寸,实际所得到的尺寸,叫做实际尺寸。
由于实际生产中难于达到公称尺寸,所以产品标准中规定实际尺寸与公称尺寸之间有一允许差值,叫做偏差和公差偏差。
差值为负值叫负偏差,正值叫正偏差。
标准中规定的允许正负偏差绝对值之和叫做公差。
偏差有方向性,即以“正”或“负”表示。
公差没有方向性。
精度等级按材料尺寸允许偏差大小和板面不平度大小的不同,分为若干等级,叫精度等级。
精度等级按允许偏差分为普通级、较高级、高级。
精度等级越高,其允许的尺寸偏差和不平度越小。
分为产品成分、溶炼成分和成品成分,其含量以质量分数%表示。
1.产品成分是指产品的化学组成,包括主成分和杂质元素;化学成分 2.溶炼成分是指钢材在溶炼完毕,浇注中期的化学成分;3.成品成分又称验证分析成分,是指从成品材料上按规定方法取得试样,并按确定的标准方法分析得来的化学成分,主要是供使用部门或检验部门进行验收时使用。
材料开始产生宏观塑性变形时所对应的力,是材料发生明显塑性变形的抗力,单位为MPa。
当应力超过了弹性极限后,进入屈服阶段,变形增加较快,此时除了产生弹性变形(外力撤消可以恢复原来形状)外,还产生部分塑性变形(外力撤消不能恢复原来形状,形状发生变化),当应力达到一定值屈服强度后塑性应变急剧增加,应力应变出现一个波动的小平台,这种现象称为屈服。
Autoform R7汽车热冲压成形的技术解析

Autoform R7热成型
所谓的硼钢,是指汽车上的热成型钢,因为在这种钢材中加入了硼元素,所以又 称作硼钢。是指将钢板经过950°C的高温加热之后一次成形,然后又迅速冷却, 全面提升了钢板强度,经过这样处理的钢材称之为热成型钢。
热成型钢具有极高的材料强度和机械安全性。一般的高强度钢板的抗拉强度在 400-450MPa左右,而热成形钢抗拉强度高达1300-1600 MPa,屈服度达1000Mpa 之上,每平方厘米能承受10吨以上的压力,为普通钢材的3-4倍,其硬度仅次于 陶瓷,但又具有钢材的韧性。把这种材料用在车身上,在车身重量几乎没有太大 变化情况下,承受力提高了30%,使汽车的车身强度更好。
3.转移:
指的是将加热后的钢板从加热炉中取出放进热成形模具中去。在这一道工序中, 必须保证钢板被尽可能快地转移到模具中,一方面是为了防止高温下的钢板氧化, 另一方面是为了确保钢板在成形时仍然处在较高的温度下,以具有良好的塑性。
4.冲压和淬火:
在将钢板放进模具之后,要立即对钢板进行冲压成形,以免温度下降过多影响钢 板的成形性能。成形以后模具要合模保压一段时间,一方面是为了控制零件的形 状,另一方面是利用模具中设置的冷却装置对钢板进行淬火,使零件形成均匀的 马氏体组织,获得良好的尺寸精度和机械性能。研究表明,就目前常用的热冲压 钢材而言,实现奥氏体向马氏体转变的最小冷却速率为27~30℃/s,因此要保证 模具对板料的冷却速度大于此临界值。
热成型软区零件可使需要高强度部位抗拉、屈服强度等机械性能显著提高,达到 可以承受更大的撞击力的效果,同时也可使需要低强度部位拥有较低抗拉、屈服强 度,在碰撞时达到吸能和溃缩的作用,两者方式的结合能够有效地提高汽车的碰 撞安全性能,实现汽车轻量化。实现同一个热成型零件在不同区域有不同的机械性 能,优化零件在整车碰撞试验中的性能表现。
热轧带钢及板坯标准要求及不同厚度精度范围

1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 5060带宽>1000mm 80 7080塔形的高宽比≤时适用表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89适用于厚度≤4.0mm的产品与GB3274—88适用于厚度>4.0mm的产品的现行国标;1GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层;②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在;③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半;④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%;表1-6产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m2GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层;②钢板表面允许有不妨碍检查表面缺陷的薄层氧化铁皮,铁锈,由于压入氧化铁皮脱落所引起的不显着的粗糙、划痕,轧辊造成的网纹及其它局部缺陷,但凸凹度不得超过钢板厚度公差之半,对低合金钢板和钢带并应保证不超过钢板允许的最小厚度;③钢板表面的缺陷,不允许焊补和堵塞,应用凿子或砂轮清理,清理处应平缓无棱角,清理深度不得超过钢板厚度负偏差范围,对低合金钢板并应保证不超过钢板的允许最小厚度;④成卷钢带允许带缺陷交货,但表面缺陷质量不正常部分,不得超过每卷钢带总长度的10%;⑤切边钢板和钢带的边缘,不得有锯齿形凸凹,但允许有深度不大于2mm,长度不大于25mm 的个别裂纹;不切边钢板和钢带,因轧制而产生的边裂及其它缺陷,其横向深度不得超过钢板和钢带宽度偏差之半,并且不得使钢板小于公称宽度;产品质量中的理化指标应根据不同的钢号、用途分别符合其相应交货标准的规定;①按现行国标生产的钢号与其对应的产品标准表1-7现行国标生产的钢号与其对应的产品标准②按日本标准生产的钢号与其对应的产品标准表1-8日本标准生产的钢号与其对应的产品标准③按德国标准生产的钢号与其对应的产品标准表1-9德国标准生产的钢号与其对应的产品标准④按美国材料实验室标准生产的钢号与其对应的产品标准表1-10美国材料实验室标准生产的钢号与其对应的产品标⑤按英国欧洲标准生产的钢号与其对应的产品标准表1-11英国欧洲标准生产的钢号与其对应的产品标准。
高强度薄板在车身上的应用及成形中出现的问题
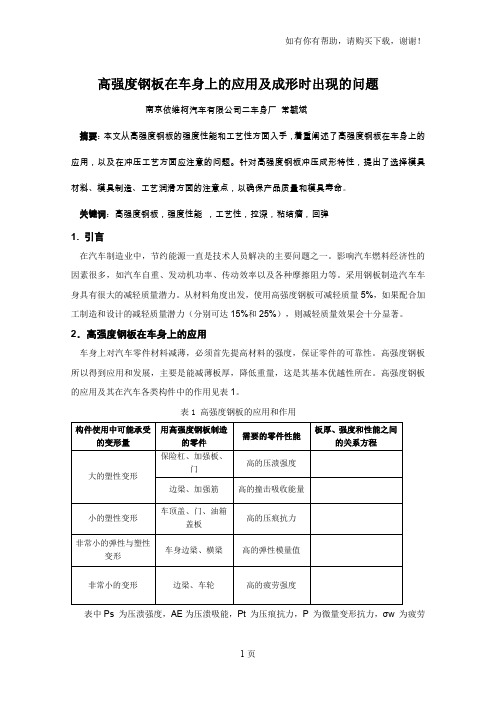
高强度钢板在车身上的应用及成形时出现的问题南京依维柯汽车有限公司二车身厂常毓斌摘要:本文从高强度钢板的强度性能和工艺性方面入手,着重阐述了高强度钢板在车身上的应用,以及在冲压工艺方面应注意的问题。
针对高强度钢板冲压成形特性,提出了选择模具材料、模具制造、工艺润滑方面的注意点,以确保产品质量和模具寿命。
关键词:高强度钢板,强度性能,工艺性,拉深,粘结瘤,回弹1. 引言在汽车制造业中,节约能源一直是技术人员解决的主要问题之一。
影响汽车燃料经济性的因素很多,如汽车自重、发动机功率、传动效率以及各种摩擦阻力等。
采用钢板制造汽车车身具有很大的减轻质量潜力。
从材料角度出发,使用高强度钢板可减轻质量5%,如果配合加工制造和设计的减轻质量潜力(分别可达15%和25%),则减轻质量效果会十分显著。
2.高强度钢板在车身上的应用车身上对汽车零件材料减薄,必须首先提高材料的强度,保证零件的可靠性。
高强度钢板所以得到应用和发展,主要是能减薄板厚,降低重量,这是其基本优越性所在。
高强度钢板的应用及其在汽车各类构件中的作用见表1。
表1 高强度钢板的应用和作用表中Ps 为压溃强度,AE为压溃吸能,Pt 为压痕抗力,P 为微量变形抗力,σw 为疲劳强度,σb 为抗拉强度,t 为板厚,σp 为成形构件应变下的流变应力,ED 为动负荷设计弹性模量,n 为常数。
由表1 中各类关系方程可以看出,除疲劳强度外,其它各性能均正比于板厚和相应的材料性能(抗拉强度、流变应力、动负荷设计弹性模量)n 次方的乘积。
如果材料的性能提高,在所要求的性能不变或略有提高的前提下,则板材构件的厚度可以减薄。
高强度钢板用于汽车车身,除能够减薄零件、降低汽车自重外,还能够达到以下目的:a)用于汽车表面件,以提高抗凹陷性;b)用于汽车易碰撞部位以提高抗毁坏能力。
高强度钢板的使用不仅减轻了车重,还使车体的扭转刚性得到显著提高,同时,车体的弯曲刚性也得到提高,因而保证了整车的抗冲击安全性。
汽车用先进高强度钢的特点和生产工艺
汽车用先进高强度钢的特点和生产工艺摘要:汽车轻量化和安全性对汽车用钢的性能提出了新的、较高的要求,具体有以下6个方面:优良的成形性能;在保证塑性、延性指标的同时,提高强度降低冲压件重量;良好的表面状态和形貌、严格的尺寸精度;良好的连接性能和保型性能;抗时效性稳定性和油漆烘烤硬化性;耐蚀性能。
先进高强度钢,其英文缩写为AHSS(Advanced High Strength Steel),主要包括双相(DP)钢、相变诱导塑性(TRIP)钢、复相(CP)钢、马氏体(M)钢、热成形(HF)钢和孪晶诱导塑性(TWIP)钢。
关键词:先进高强度钢汽车用钢发明热轧冷轧前言:迅猛发展的汽车工业更加突显出环保、能源等方面的难题。
汽车用高强度钢对汽车工业的发展起着举足轻重的作用,是汽车轻量化的关键材料之一。
在未来的数年内,我国汽车工业将会取得更大的发展,对汽车用高强度钢的要求也会越来越多,汽车开发公司需进一步加强与钢铁研究者的合作,这对发展汽车用高强度钢板,促进我国汽车行业发展以及提高我国汽车竞争能力大有裨益。
1高强度板料的特性高强度板料具有很高的抗拉强度、耐冲击性,其抗拉强度是普通材料的3倍甚至更多,因此对汽车的碰撞安全性能非常重要。
高强度板料的这种特性对汽车的安全、减重和节能是非常重要的,其效果也是非常明显的。
研究结果表明,使用高强度板料,汽车冲压件抗拉强度从220MPa提高到700MPa,材料厚度从1.8mm减小到1.4mm,而材料可吸收冲击能指数则基本保持不变。
汽车减重也与材料强度密切相关。
研究表明,材料抗拉强度从300MPa左右提高到900MPa左右,汽车减重率则从25%左右提升到40%左右。
由此可以看出使用高强度板料已是汽车行业以后发展的趋势。
但板料的强度和塑性一般是矛盾的,板料强度的提高必然导致塑性下降。
而板料塑性的下降就为冲压件的成型带来了很多问题和难题,回弹就是其中冲压件成型过程中很难避免的缺陷之一。
钢板厚度允许偏差规范

测量方法的确定
测量设备的选择:根据钢板厚度 和精度要求选择合适的测量设备, 如千分尺、测厚仪等。
测量环境的要求:确保测量环境 温度、湿度等参数符合标准要求, 以减小测量误差。
添加标题
添加标题
添加标题
添加标题
测量点的分布:在钢板的不同位 置选取多个测量点,以获取更准 确的测量结果。
钢板厚度允许 偏差的合格判 定应考虑钢板 用途和加工要
求。
钢板厚度允许 偏差的合格判 定应由专业人 员或第三方机
构进行。
不合格品的处理
返工:对不合格品进行修复或加工,使其满足要求 降级:降低不合格品的等级,以满足较低的要求 报废:对无法修复或降级的不合格品进行报废处理 退货:对不符合要求的产品,与供应商协商退货事宜
钢板厚度允许偏差的表示方法:采用符号“+”和“-”表示上偏差和下 偏差,例如:+0.8mm表示上偏差为0.8mm,-0.5mm表示下偏差为 0.5mm。
钢板厚度偏差的表示方法
01
钢板厚度偏差的表示方法:采用上偏差和下偏差的方式表示钢 板厚度的允许偏差
03
下偏差:钢板实际厚度小于标准厚度的差值
02
上偏差:钢板实际厚度大于标准厚度的差值
THEME TEMPLATE
20XX/01/01
汐学院
钢板厚度允许 偏差规范
单击此处添加副标题
汇报人:汐
目录
CONTENTS
钢板厚度允许偏差的定义 钢板厚度允许偏差的标准 钢板厚度允许偏差的应用 钢板厚度允许偏差的检测方法 钢板厚度允许偏差的合格判定
钢板厚度允许偏差的定义
章节副标题
高强度热浸镀锌钢板及钢带技术条件

高强度热浸镀锌钢板及钢带技术条件(第一版)1 范围本技术条件规定了连续热浸镀锌高强度钢带及钢板(以下简称钢带及钢板)的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书等。
本技术条件适用于马鞍山钢铁股份有限公司连续热浸镀锌线以冷轧卷为基板生产的纯锌镀层(Z)和锌铁合金镀层(ZF)的钢带和钢板。
2 引用标准下列标准所包含的条文,通过本技术条件引用而构成本技术条件的条文。
所有标准都会被修订,使用本技术条件的各方应探讨使用下列文件最新版本的可能性。
凡是不注日期的引用文件,其最新版本适用于本技术条件。
GB/T 222 钢的成品化学成分允许偏差GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 223 钢铁及合金化学分析方法GB/T 228 金属材料室温拉伸试验方法GB/T 232 金属材料弯曲试验方法GB/T 708 冷轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 1839 钢铁产品镀锌层质量试验方法GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170 数值修约规则Q/MGB 458 冷轧钢板及钢带的包装、标志及质量证明书的一般规定3 术语和定义3.1 纯锌镀层热浸镀锌生产线上生产的由纯锌组成的镀层(锌锅中锌含量不小于97%)。
3.2 锌铁合金镀层热浸镀锌生产线上生产的通过合金化处理在整个镀层上所形成的锌铁合金层,镀层中铁含量为7~15%。
4 分类与代号4.1 钢带及钢板按用途区分如表1所示。
表1牌号主要用途特点H180YD+Z或ZF冷成形用超低碳高强钢H380LAD+Z或ZF 低合金高强钢4.2 钢带及钢板按镀层种类、镀层形式、表面结构、表面处理、尺寸、外形精度的分类及代号如表2所示。
表2分类项目类别代号镀层种类纯锌镀层锌铁镀层ZZF镀层形式等厚(g/m2),A/B,A=B A/B表面结构无锌花光整+无锌花-S表面处理铬酸盐钝化涂油无铬钝化铬酸盐钝化+涂油无铬钝化+涂油耐指纹处理CONCC+ONC+OAF尺寸、外形精度厚度普通精度高级精度PT.APT.B 宽度普通精度高级精度PW.APW.B 长度普通精度高级精度PL.APL.B 不平度普通精度高级精度PF.APF.B4.3 钢带及钢板按表面质量区分表3的规定。
CCSAH460海洋工程结构钢板,CCSAH460超高强度船板,CCSAH460钢板规格尺寸
CCSAH460海洋工程结构钢板,CCS-AH460超高强度船板,CCSAH460钢板规格尺寸CCSAH460是中国船级社认证海洋工程结构钢板,分为A,D,E,F四个质量等级,即AH460,DH460,EH460,FH460,H是高强度建材,460是下屈服强度。
CCSAH460船板定轧#舞钢孙凡#CCSAH460钢板执行标准:GB711-2011GB712-2011船舶及海洋工程用结构钢标准中规定的牌号有:A,B,D,E,AH32,DH32,EH32,FH32,AH36,DH36,EH36,FH36,AH40,DH40,EH40,FH40,AH420,DH420,EH420,FH420,AH460,DH460,EH460,FH460,AH500,DH500,EH500,FH500,AH550,DH550,EH550,FH550,AH620,DH620,EH620,FH620,AH690,DH690,EH690,FH690 CCSAH460钢板尺寸、外形、重量及允许偏差钢板的尺寸、外形、重量及允许偏差应符合GB/T709的规定,厚度下偏差为-0.30mm。
切割工艺:DH550钢板出厂检验各项性能指标符合要求后按照切割加工工艺进行,可以切割加工及图纸下料,一般钢板厚度不大于20mm时优先选用数控等离子切割或者数控激光切割的方式,若是钢板厚度大于30mm以上,通常情况下会选择数控火焰切割,可以控制切割精度和时间。
在海洋油气开采领域,日本、德国、法国等已经掌握适用各种深度海洋钻井平台、作业平台、油气运输船等海工装备适用的大厚规格、高性能钢材。
目前国外已能够生产3000米深水区域使用的塑性、强韧性、耐蚀性、抗疲劳性要求苛刻的油气管线钢。
AH460,DH460,EH460,FH460船板为高强度船板,可按用户需求出产不同国家规范的船用钢材,如美国、挪威、日本、德国、法国等,其船级社认证如下:中国CCS美国ABS德国GL法国BV挪威DNV日本NK英国LR意大利RINA韩国KR(挪威DNV 与德国合并为: VL)。
钢板误差允许值范围

钢板误差允许值范围钢板是一种常见的金属材料,广泛应用于建筑、制造业等领域。
在生产和加工过程中,钢板误差是一个很重要的问题。
误差超出允许值范围会影响产品质量和使用效果,因此需要掌握钢板误差允许值范围的相关知识。
一、什么是钢板误差钢板误差指的是在生产和加工过程中,由于各种原因导致的钢板尺寸偏差。
这些原因可以包括材料本身的问题、生产设备的精度、操作人员技能等等。
这些偏差可能会导致产品质量下降,甚至影响使用效果。
二、钢板误差分类根据不同的标准和要求,钢板误差可以分为以下几类:1.表面平整度:指表面平整度与水平面或垂直面之间距离之间的最大偏离值。
2.厚度公差:指钢板厚度与标准厚度之间的最大偏离值。
3.长度公差:指钢板长度与标准长度之间的最大偏离值。
4.宽度公差:指钢板宽度与标准宽度之间的最大偏离值。
三、钢板误差允许值范围钢板误差允许值范围是根据国家标准或客户要求制定的。
不同的钢板用途和要求不同,其允许的误差范围也有所不同。
1.表面平整度根据国家标准GB/T 709-2006《冷轧钢板及钢带》的规定,表面平整度允许偏差应符合以下要求:(1)一般用途冷轧钢板:不得超过表面平整度偏差等级对应数值的2倍。
(2)高强度冷轧钢板:不得超过表面平整度偏差等级对应数值的1.5倍。
(3)特殊用途冷轧钢板:由供需双方协商确定。
2.厚度公差根据国家标准GB/T 709-2006《冷轧钢板及钢带》的规定,厚度公差允许偏差应符合以下要求:(1)一般用途冷轧钢板:正负0.05mm。
(2)高强度冷轧钢板:正负0.03mm。
(3)特殊用途冷轧钢板:由供需双方协商确定。
3.长度公差根据国家标准GB/T 709-2006《冷轧钢板及钢带》的规定,长度公差允许偏差应符合以下要求:(1)一般用途冷轧钢板:正负0.5%。
(2)高强度冷轧钢板:正负0.3%。
(3)特殊用途冷轧钢板:由供需双方协商确定。
4.宽度公差根据国家标准GB/T 709-2006《冷轧钢板及钢带》的规定,宽度公差允许偏差应符合以下要求:(1)一般用途冷轧钢板:正负0.5%。
高强度钢 BS600MC标准
高强度钢BS600MC标准BS550MC BS600MC BS650MC BS700MC上海宝钢股份公司开发成功特高强度冷成型热轧钢板,牌号BS550MC,BS600MC,BS650MC和BS700MC,各项实物性能指标满足和超过欧洲特高强度冷成形热轧板标准EN10149-2中S550MC、S600MC、S650MC和S700MC的要求(相当于或高于现在工程机械领域所用70公斤级和80公斤级高强度钢板),同时性能满足日本JIS标准中的Wel-ten70和Wel-ten80要求,成分体系为宝钢自定的低碳微合金钢系列。
该钢种比传统钢种大幅度提高屈服强度,同时又具有良好的延伸性能、冷弯性能、焊接性能和抗冲击性能,可广泛用于工程机械、车辆、集装箱等领域。
该钢系属低碳微合金高强度钢,由于宝钢国际一流的炼钢和控轧控冷水平,保证了该钢系钢质纯净和性能稳定。
与同级别淬火调质钢相比,具有更高的平整度和尺寸精度、更均匀的性能和更好的表面质量。
由于提高了强度,使钢材的厚度、重量和总成本均可减小。
对于制造车辆部件、起重运输设备和其他移动设备的企业而言,钢材重量减轻会使产品降低生产成本、提高有效载荷,从而使产品具有更强的竞争力。
此外,较轻的设备重量可使搬运费用降低,并减少焊接过程中焊料的使用;而且特高强度钢具有的高强度、良好的可焊接性(碳当量≤0.40)、优良的冲压性能和变化很小的物理性能等优越的性能,将减少废品率,大大降低生产成本。
化学成分* (按欧洲标准EN10149-2)牌号C Si Mn P S AlBS550MC0.120.50 1.800.0250.0150.015BS600MC0.120.60 1.900.0250.0150.015BS650MC0.120.60 2.000.0250.0150.015BS700MC0.120.60 2.100.0250.0150.015*除Al给出的是最小值外,其余给出值均为最大值,根据强度要求,加入Nb、V、Ti、Mo 等合金元素。
热轧带钢及板坯标准要求及不同厚度精度范围
1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:32.5t厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求2.1 产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 50(60*)带宽>1000mm 80 70(80*)* 塔形的高宽比≤1.0时适用2.2 表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89(适用于厚度≤4.0mm的产品)与GB3274—88(适用于厚度>4.0mm的产品)的现行国标。
(1)GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层。
②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。
对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在。
③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半。
④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%。
表1-6 产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m(2)GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层。
12crmo 钢板材料标准

12crmo 钢板材料标准
12CrMo钢板是一种低合金高强度结构钢,广泛应用于制造各种机械零件和工程结构。
以下是关于12CrMo钢板的一些基本标准:
1. 化学成分:12CrMo钢板的主要成分包括碳(C)0.12-0.18%,硅(Si)0.20-0.45%,锰(Mn)0.30-0.60%,磷(P)≤0.035%,硫(S)≤0.035%。
2. 力学性能:12CrMo钢板的抗拉强度为≥490MPa,屈服强度为≥375MPa,伸长率为≥22%,冲击韧性为≥47J/cm²。
3. 热处理:12CrMo钢板通常需要进行淬火和回火处理,以获得良好的力学性能。
淬火温度一般为850-880℃,回火温度一般为
540-680℃。
4. 表面质量:12CrMo钢板的表面应平整、无氧化皮、裂纹、夹杂等缺陷。
表面粗糙度Ra值一般要求在1.6-3.2μm之间。
5. 尺寸精度:12CrMo钢板的厚度公差、宽度公差和长度公差应根据具体应用要求进行控制。
一般情况下,厚度公差为±1mm,宽度公差为±3mm,长度公差为±5mm。
6. 探伤检验:12CrMo钢板在生产过程中需要进行无损探伤检验,以确保内部质量符合要求。
常用的无损探伤方法有超声波探伤、磁粉探伤和渗透探伤等。
7. 包装和运输:12CrMo钢板在出厂前需要进行严格的包装,以防止在运输过程中发生损坏。
常见的包装方式有木箱包装、托盘包装
和塑料薄膜包装等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高强度钢板基本上和普通钢板一样、但钢板的屈服点(YS)、抗拉強度(TS) 高、 延伸率(EL) 低、仅仅使成形性、形状稳定性不好。 因此,解决高强度钢板的问题、不需要采取特別的手段、与普通钢板的 成形方法没有什么区别。这一点需要充分理解。 本次对由于YS、TS高,明显影响尺寸法精度的对策手法进行讲解。
NC加工 加工 采用 无打磨
Rd=5
Rd=10
研配
确保10 m以下的动间隙精度、提高 确保10µm以下的动间隙精度、 10 成形度、提高形状 形状的 面的成形度、提高形状的稳定性。 模具精度 制件精度 精度=制件 模具精度 制件精度
●
上模 制件
下模
扭曲的产生原因和対策
有帽子形断面的较长長制件,成形後在制件上存在的残留应 有帽子形断面的较长長制件,成形後在制件上存在的残留应力导 形断面 在制件上存在的残留 致扭曲的产 残留应 制件的刚 越充分、扭曲小、 致扭曲的产生。相对残留应力,制件的刚性越充分、扭曲小、刚性 充分时扭曲严 不充分时扭曲严重。 么样的残留応力、容易产生扭曲呢? 那麽、什么样的残留応力、容易产生扭曲呢? 1.拉伸残留应力和圧縮残留应力混在时(J44 811) .拉伸残留应 残留 圧縮残留应力混在时 ) 2.仅制件的一側产生大的残留応力时 残留応力时 . 制件的一側 制件的形状左右 形状左右不 (制件的形状左右不对称 J44 811) ) 这样的制件尽量控制残留応力差,可采取材料流入量 的制件尽量控制残留応力差 材料流入量的 这样的制件尽量控制残留応力差,可采取材料流入量的调整、设余 切口、提高面圧等的対策 因此, 面圧等的対策。 肉、翻边切口、提高面圧等的対策。因此,特别是拉延模的研配是 行之有效的方法。 行之有效的方法。
6.最終工序完了后的制件放入検具确认尺寸精度。这时,确认検具的S面和制 件的间隙。 7.在这些問題不存在的情况下,才可进行尺寸精度的修正。 但是、问题产生在哪道工序、准确地找到原因非常重要。 8.不仅限于拉延模,模具修正时、反复进行上記从3到6的操作。
2009年7月24日 株式会社NTEC 西山 為裕
TS
应 力 ( Stress ) σ
高强度钢板
YS
TS
普通钢板 YS
变形(Strain) ε %
表1冲压模具的变化 模具的变 1980年代 1980年代 1990年代 1990年代 2000年代 年代 年代 年代 年代 年代 後半 前半 前半 後半 前半
被加工材料 被加工材料 高强度钢板 強度等 強度等级 MPa a 模具制造
540~ 540~590 ( 保险杠) 780~ 780~980 防撞杆) (防撞杆)
340 (外板) 外板) 390~ 390~540 内板) (内板)
780~ 780~980 (立柱类) 立柱类 ~1470
倣い加工 CAE
模具调试的順序
1.拉延模压料面研配、凸模、凹模研配状況的确认。 2.成形导致的裂纹、起皱、翘曲、变形、线偏移等的问题措施。 3.用成形完了后的制件看模具的S面和制件有无间隙。 4.修边模以后工序的制件与模具是否吻合的确认(模具的S面和前工序的制件 有无间隙的检查)。 5.该工序加工后制件和模具的S面有无间隙的确认。