汽车发动机活塞销22页PPT
合集下载
第67章活塞与活塞销学生ppt课件
控制活塞顶(第一环)热负荷措施
• 8、活塞冷却(柴油机单位面积功率>0.4ps/cm2) A、喷射冷却 B、振荡冷却(冷却油腔、喷嘴) 机油来自第二个主油道
• 9、组合式活塞(内燃机机车) • 10、铸铁活塞(欧V 欧VI 大型内燃机)
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
活塞失效形式(参见实例)
• 活塞顶热裂、侵蚀、穿孔、 • 环岸断裂:第一环岸强度校核 • 销座裂纹 • 销座孔拉伤 • 拉缸(环岸、裙部拉伤) • 裙部裂纹、压溃 • 过度磨损(第一环槽、环岸、裙部)-----漏气、烧机油
活塞的二阶运动
• Secondary motion • 活塞的横向运动+活塞的摆动 • 活塞销的偏置:
A、汽油机:敲缸、噪声 B、 柴油机:磨损、缸套穴蚀
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
活塞裙部设计
• 1、作用:导向、配合间隙、正圆 • 2、活塞裙部的椭圆变形
A、活塞侧向力 B、活塞的热膨胀 C、活塞顶的压力 • 3、保证裙部工作时为正圆措施 A、裙部开槽(过去) B、裙部镶钢片(汽、柴油机) B、椭圆形活塞截面,长轴方向。
约0.25---1 mm C、活塞侧表面的形状:中凸型线
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
• 8、活塞冷却(柴油机单位面积功率>0.4ps/cm2) A、喷射冷却 B、振荡冷却(冷却油腔、喷嘴) 机油来自第二个主油道
• 9、组合式活塞(内燃机机车) • 10、铸铁活塞(欧V 欧VI 大型内燃机)
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
活塞失效形式(参见实例)
• 活塞顶热裂、侵蚀、穿孔、 • 环岸断裂:第一环岸强度校核 • 销座裂纹 • 销座孔拉伤 • 拉缸(环岸、裙部拉伤) • 裙部裂纹、压溃 • 过度磨损(第一环槽、环岸、裙部)-----漏气、烧机油
活塞的二阶运动
• Secondary motion • 活塞的横向运动+活塞的摆动 • 活塞销的偏置:
A、汽油机:敲缸、噪声 B、 柴油机:磨损、缸套穴蚀
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
活塞裙部设计
• 1、作用:导向、配合间隙、正圆 • 2、活塞裙部的椭圆变形
A、活塞侧向力 B、活塞的热膨胀 C、活塞顶的压力 • 3、保证裙部工作时为正圆措施 A、裙部开槽(过去) B、裙部镶钢片(汽、柴油机) B、椭圆形活塞截面,长轴方向。
约0.25---1 mm C、活塞侧表面的形状:中凸型线
中国历史上吸烟的历史和现状、所采 取的措 施以及 由此带 来的痛 苦和灾 难,可 以进一 步了解 吸烟对 人民健 康的危 害,提 高师生 的控烟 意识
活塞ppt

2、热变形:销座附近金属堆积,受热后热膨胀量大。...
(
(
b
a
结论: 机械变形
和热变形均 使得裙部断
)
)
弯
挤
曲
压
变
变
形
形
面变成长轴 沿活塞销方 向的椭圆。
c
(
(
d
) 销 座 热 变 形
) 裙 部 综 合 变 形
活塞的变形及采取的相应措施
1、变形原因:热膨胀、侧压力和气体压力。
2、变形规律
(1)活塞的热膨胀量大于气缸的膨胀量,使配 和间隙变小。因活塞温度高于气缸壁,且铝 合金的膨胀系数大于铸铁;
(4)桶面环:
与气缸壁凸圆弧面接触。…
优点:
a)活塞上下移动时均能形成油楔作用,改善润滑;
b)避免棱缘负荷,能很好适应活塞的摆动及气缸表面; c)密封性改善。...
缺点:
a)工艺性差(凸圆弧面难加工);... b)仍有“泵油”现象。...
(5)梯形环:
如图b所示,侧压力方向的交替变化,使环槽间隙时而减小,时而 增大,间隙中的结焦被挤出,避免环因粘结而折断,常做第一道气 环. 缺点是环上、下两侧平面难以精磨,工艺性差,仍有“泵油”现 象。
1) 恒范钢片式:活塞销 座通过恒范钢片与裙部相 连,而恒范钢片(含镍 33%~36%)的膨胀系 数仅为铝合金的十分之一。 这样,使裙部膨胀量大为 减少。
2) 自动调节式:
膨胀系数小的低碳 钢片贴在销座铝层 的内侧,依靠钢片 的牵制作用,及钢 片与铝壳之间的双 金属效应来减小裙 部侧压力方向的膨 胀量。
装卡环。 卡环用来防止活塞销发生轴向窜动。
2、偏置销座
1)定义:活塞销座朝向承受作功侧压力的一面(图 示左侧)偏移1mm~2mm。
活塞组检修检修PPT课件
有时表面涂有保护层)。
第20页/共36页
活塞环短片
第21页/共36页
2.活塞环的构造
– 气环:有开口、有弹性的金 属环。一般装2~3道气环。
– 作用:保证气缸与活塞间的 密封性,防止漏气,并把活 塞顶部吸收的大部分热量传 给气缸壁,再由冷却水将其 带走。
第22页/共36页
第23页/共36页
气环的泵油作用
– 检查内容:活塞环与环槽的侧隙。 – 方法:用塞尺检查。 – 要求:超过允许极限时,换环、活塞或都换。
第15页/共36页
活塞的构造与维修
4.活塞刮伤的检查与修理
– 检查部位:活塞裙部。 – 方法:观察。 – 要求:严重时更换活塞,并查明原因排除故障。 – 刮伤部位与原因: – (1)裙部两侧同时刮伤,与气缸配合间隙过小。 – (2)垂直活塞销方向的一侧刮伤,润滑不良或长期大
,防治破坏油膜。
裙 部
第7页/共36页
3. 活塞裙部
• 功用:为活塞往复运行导向。 • 结构特点:5个。
特点1:长轴垂直于活塞 销方向的椭圆形
原因: ①销座部位沿销方向膨胀量大; ②侧向力使沿销方向尺寸增大。
第8页/共36页
• 3.活塞裙部
特点2:上小下大锥形
原因: 活塞由上至下温度逐渐降 低、膨胀量逐渐减小。
注意:开口间隙过小可锉修,过大应更换。
第31页/共36页
二、活塞销的构造与维修
1.活塞销的构造 – 功用:连接活塞与连杆,并将活塞承受的气压力传 给连杆。 – 构造:空心管状,外表面为圆柱形,内孔形状有圆 柱形、截锥形和组合形。
第32页/共36页
连接方式:半浮式和全浮式。
全浮式:活 塞销能在连 杆衬套和活 塞销座中自 由摆动,使 磨损均匀。
第20页/共36页
活塞环短片
第21页/共36页
2.活塞环的构造
– 气环:有开口、有弹性的金 属环。一般装2~3道气环。
– 作用:保证气缸与活塞间的 密封性,防止漏气,并把活 塞顶部吸收的大部分热量传 给气缸壁,再由冷却水将其 带走。
第22页/共36页
第23页/共36页
气环的泵油作用
– 检查内容:活塞环与环槽的侧隙。 – 方法:用塞尺检查。 – 要求:超过允许极限时,换环、活塞或都换。
第15页/共36页
活塞的构造与维修
4.活塞刮伤的检查与修理
– 检查部位:活塞裙部。 – 方法:观察。 – 要求:严重时更换活塞,并查明原因排除故障。 – 刮伤部位与原因: – (1)裙部两侧同时刮伤,与气缸配合间隙过小。 – (2)垂直活塞销方向的一侧刮伤,润滑不良或长期大
,防治破坏油膜。
裙 部
第7页/共36页
3. 活塞裙部
• 功用:为活塞往复运行导向。 • 结构特点:5个。
特点1:长轴垂直于活塞 销方向的椭圆形
原因: ①销座部位沿销方向膨胀量大; ②侧向力使沿销方向尺寸增大。
第8页/共36页
• 3.活塞裙部
特点2:上小下大锥形
原因: 活塞由上至下温度逐渐降 低、膨胀量逐渐减小。
注意:开口间隙过小可锉修,过大应更换。
第31页/共36页
二、活塞销的构造与维修
1.活塞销的构造 – 功用:连接活塞与连杆,并将活塞承受的气压力传 给连杆。 – 构造:空心管状,外表面为圆柱形,内孔形状有圆 柱形、截锥形和组合形。
第32页/共36页
连接方式:半浮式和全浮式。
全浮式:活 塞销能在连 杆衬套和活 塞销座中自 由摆动,使 磨损均匀。
活塞发动机PPT学习教案
第26页/共94页
燃烧过程的三个阶段
•
燃烧过程第一阶段(隐燃期)
–
第一阶段是从电嘴点火时
开始,到气缸内的气体压
力开始显著增大时结束。
•
燃烧过程第二阶段(显燃期)
–
第二阶段从气体压力开始
显著增大时开始,到气体
压力达到最大时结束。
–
活塞到达上死点后,曲轴
转 到 10° ~ 15° 时 , 燃 气
压力和温度达到最大值,
•
进气门的 早开角 α
–
定义:进气门的早开角是进气门刚刚 打开时 ,曲柄 与气缸 中心线 之间的 夹角。
–
进气门要 早开, 应在排 气行程 的后期 打开。
–
进气门早 开角约 为15°-35°。
–
好处:进 气门早 开可以 尽量多 地吹除 废气, 尽量多 地进入 新鲜的 混合气 ,提高 发动机 的容积 效率, 从而提 高发动 机的输 出功率 ,又有 利于气 缸,特 别是气 缸头的 冷却。
第2页/共94页
进气过程:在进气过程的最初一段时间内,活塞尚在 前一个循环的排气行程,正向上死点运动,进气门逐 渐开大,而排气门还开着,前一个循环的废气正继续 排出气缸。活塞运动到上死点时,进气门已开大,尔 后活塞从上死点向下死点运动,气缸容积不断扩大, 大量混合气经过进气门进入气缸。活塞经过下死点以 后,继续进气,直到压缩行程的初期,进气门关闭时, 进气才停止。
进气行程功: A = Aesme - Asans
第19页/共94页
(2)增压式发动机进气过程压容图
上死点: Pe =(1.05~1.1)Po Te = 1100 ~1200K
下死点: Pe =(0.9~0.95)Po Te = 380 ~420K
第三节--活塞及活塞的检修PPT课件

.
22
气环的泵油作用
原因:由气环在缸壁上的 刮油作用及气环在环槽中的挤 油作用引起的。
活塞环在环槽中的运动是 由气体力、惯性力和摩擦力的 合力来决定的。
.
密封环泵油现象
23
密封环的. 泵油原理
24
青岛港湾职业技术学院
刮油环
25
刮油环的结构
种类:a)为单刃油环,b)、c)为双刃刮油环。 作用:上行布油,下行刮油。 特点:接触面积小,接触比压大,提高刮油效果;天地间隙小,减少泵油 作用;油环及环槽开有泄油孔,将挂下的油排入曲轴箱。 注意: 安装刮油环刮刃为锥状表面时,刮刃的尖端应放在下方。以便上行布油, 下行刮油,装反后向上刮油,使大量滑油窜入燃烧室。
主推进动力装置
18
轮机教研室
青岛港湾职业技术学院
扭曲环
19
工作原理:利用材料截面不对称性,径向弹 力上下不一致,使环产生扭曲,接触面减小, 增加比压,增强气密性和刮油性能。
内切槽环切槽朝上,外切槽环切槽朝下。
梯形环、倒角环和扭曲环一般用在四冲程 中、高速柴油机中。
主推进动力装置
轮机教研室
青岛港湾职业技术学院 20
的失效),一个活塞上要设多
道压缩环。
通常高速柴油机装2~4
道,低速柴油机装4~6道。
现代新型柴油机活塞环
数量趋于减少,高速柴油机
装2道环,中速柴油机装3道
环,低速柴油机装4道环。
第一道环由于高温、高
压燃气的直接作用,承受的
负荷最大。
.
14
压缩环的结构形式
根据其断面形状,可分为矩形环、梯形环、倒 角环、扭曲环(内切槽朝上、外切槽朝下)等。
.
21
项目1任务2活塞销检修(操作级)介绍.ppt
磨损
修理
活塞销
项目1 任务2
摩擦
磨损
维修任务四:活塞销、十字头销、活塞 杆与活塞杆填料箱的检修 知识回顾
工况 ◆机械负荷—高压气体和惯性力 ◆磨损
性能
心部韧性好,表面硬而耐磨。
1.活塞销的检测
◆采用外径千分尺沿活塞销轴线方向按要求
的部位进行测量,如果活塞销与连杆小端轴 承配合面较长,可增加测量部位。 测量每一部位横截面上两个相互垂直的直径 D1、D2,并计算出圆度误差和圆柱度误差, 要求其最大圆度误差和最大圆柱度误差符合 的规定。
→焊点被剪切
擦表面上形成的边 滑剂流体膜内。
界膜来减少摩擦.
返回
干摩擦表面的接触情况
气缸盖冷却侧 裂纹
实际接触情况
维护保养不良
单个微凸体接触情况
返回
磨损
摩擦副的表面物质,在摩擦的过 程中逐渐损失,使其尺寸、形状和 位置精度及表面层性质发生改变的 现象,称为磨损。
磨损曲线
磨合是柴油机运动副正常运转的前提!
廓的状边几偏界何差摩形。擦
观介几滚于何动宏形摩观状擦与之微间
流体摩擦干摩擦机理 Nhomakorabea摩擦的机理
边界摩擦机理 流体摩擦机理
润滑条件不充分,
接触面积小→
摩擦表面间只有少
塑性变形→ 氧化膜被压碎
量润滑剂时,依靠
在充分润滑条件 下, 摩擦表面 间有极薄的边
→分子溶合
润滑剂和添加剂的 界膜和流体膜,
→冷焊
理、化性能在摩 摩擦只发生在润
1.活塞销的检测
1.活塞销的检测
活塞销直径
活塞销磨损极限(mm)
<5 >50 >100 >150 >200 >250 0 ~100 ~150 ~200 ~250 ~300
活塞销汽车发动机构造与维修
《汽车发动机构造与维修》课件
2.活塞环的选配
活塞环的技术要求; (1)活塞环的弹力应符合技术标准的规定。几种国产车的活 塞环弹力要求,如表2-2。(2)活塞环的端隙、侧隙、背隙应符 合技术标准的规定。 (3)漏光度。活塞环开口处左右30°范围内,不允许漏光。 每处漏光弧长所对应的圆心角不超过25°,同一环上漏光弧长所 对应的圆心角总和不超过45°。漏光处的间隙不大于0.03mm。
力。
裙 部
2、活塞环 (1)、气环 ①按气环开口形状分
《汽车发动机构造与维修》课件
如图2-18
《汽车发动机构造与维修》课件
②气环的断面形状分 如图2-19
《汽车发动机构造与维修》课件
(2)油环
常见的油环有整体式和组合式两种结构形式,如图 2-20所示。目前广泛应用的是组合式油环。组合式油环 一般由两个刮油钢片和一个弹性衬环组成,轴向衬环夹 装在第一、二刮油钢片之间,径向衬环使两片刮油钢片 压紧在气缸壁上。
活塞顶部
《汽车发动机构造与维修》课件
结构简单、制造容 易、受热面积小、 应力分布较均匀, 多用在汽油机上。
凸起呈球状、顶部 强度高,起导向作 用、有利于改善换 气过程。
凹坑的形状、位置 必须有利于可燃混 合气的燃烧;提高 压缩比,防止碰气 门。
《汽车发动机构造与维修》课件
活塞槽部
位置:第一道活塞槽与油槽之间的部分。
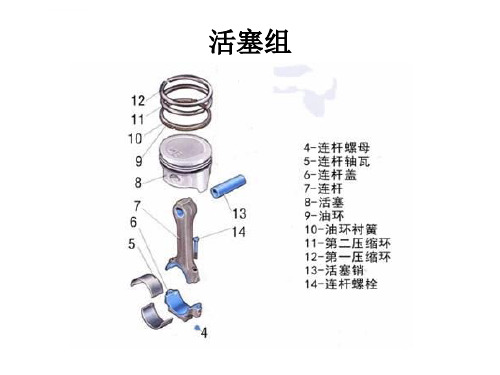
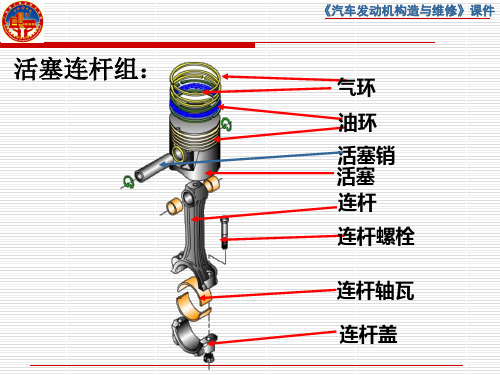
活塞连杆组:
《汽车发动机构造与维修》课件
气环 油环 活塞销 活塞 连杆 连杆螺栓
连杆轴瓦 连杆盖
《汽车发动机构造与维修》课件
一、活塞组的构造
1、活塞 (1)、分类
汽油机与柴油机活塞按顶部结构分类,如图2-16、 2-17所示。
【优秀】汽车发动机活塞环拆装示范课课件PPT资料

形式:现场操作
时间:15分钟 记录:
第二道气环
油环刮片
安装活塞环注意事项:
1.活塞环开口错开120° ;
2.活塞环开口尽量避开活塞裙部受 力面与活塞销安装位置;
3.活塞环标记“TOP”面朝向活塞 顶部。
开口错开120°
每组由一人检查另外一组安装的活塞环三隙是否符合维修手册标准,而检查人员在拆卸时的 步骤由另外一组组员检查。将记录内容写在检查记录表中:
2、各组实施计划,完成侧隙测量记录表:
汽缸
侧隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
第二道气环
油环刮片
3、各组实施计划,完成端隙测量记录表:
汽缸
端隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
第二道气环
油环刮片
4、各组实施计划,完成背隙测量记录表:
汽缸
背隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
1.活塞的组成、类型与特点:
活塞顶部 活塞裙部
活塞销孔
气环 油环
活塞环槽 活塞销
活塞头部
油孔 油孔
活塞环槽
活裙部
活塞裙部
活塞类型
平顶活塞
受热面积小,广泛采用。
活塞的组成以与活塞环功能、特点及分类;
4、各组实施计划,完成背隙测量记录表: 会测量活塞环端隙,活塞环与活塞侧隙、背隙;
使用活塞环扩张器拆装活塞环:
常用工具、游标卡尺、外径千分尺、厚薄规、新的活塞环、活塞环卡钳、活塞安装器、实训零部件等。
每组由一人检查另外一组安装的活塞环三隙是否符合维修手册标准,而检查人员在拆卸时的步骤由另外一组组员检查。
时间:15分钟 记录:
第二道气环
油环刮片
安装活塞环注意事项:
1.活塞环开口错开120° ;
2.活塞环开口尽量避开活塞裙部受 力面与活塞销安装位置;
3.活塞环标记“TOP”面朝向活塞 顶部。
开口错开120°
每组由一人检查另外一组安装的活塞环三隙是否符合维修手册标准,而检查人员在拆卸时的 步骤由另外一组组员检查。将记录内容写在检查记录表中:
2、各组实施计划,完成侧隙测量记录表:
汽缸
侧隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
第二道气环
油环刮片
3、各组实施计划,完成端隙测量记录表:
汽缸
端隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
第二道气环
油环刮片
4、各组实施计划,完成背隙测量记录表:
汽缸
背隙
一缸
二缸
三缸
四缸
标准
极限
处理措施
第一道气环
1.活塞的组成、类型与特点:
活塞顶部 活塞裙部
活塞销孔
气环 油环
活塞环槽 活塞销
活塞头部
油孔 油孔
活塞环槽
活裙部
活塞裙部
活塞类型
平顶活塞
受热面积小,广泛采用。
活塞的组成以与活塞环功能、特点及分类;
4、各组实施计划,完成背隙测量记录表: 会测量活塞环端隙,活塞环与活塞侧隙、背隙;
使用活塞环扩张器拆装活塞环:
常用工具、游标卡尺、外径千分尺、厚薄规、新的活塞环、活塞环卡钳、活塞安装器、实训零部件等。
每组由一人检查另外一组安装的活塞环三隙是否符合维修手册标准,而检查人员在拆卸时的步骤由另外一组组员检查。