龙门加工中心HTM-1500G系列
机械公司设备参数

工件最大 回转直径
工件最大加 工件最大加 主轴/工作台 最大刀具重 刀具容量 工直径 工长(高)度 最高负重(t) 量 1把/kg
8 15 2.6 60 60 60 60 12 12 30 2.5 30 30 30 40 40 40 40 40 60 7 7 7 15 15 20 24 24 24 24 24 30 4 4 4
主轴转速(r/min) 长度
100 125 325 325
工作范围(行程) X/Y/Z(mm)
560/560/630 1000/800/800 1000/800/1000 1250/1000/1000 1610/0/600 1788/0/704
型号
直径
200 205 250 250
额定功率/kw (30min/连续)
-120°~+30°/0/±360°
1-32 1-63 2-250
-50~3400/0/2000 横梁最大行程:3500 -20~1840/0/1250 横梁最大行程:2200 -20~1250/0/1000 横梁最大行程:1200
工作台
螺纹孔中心距 T槽:槽数×上槽宽×间距
螺纹规格
M16 M16 M16 M16
630×630 800×800
A2-8 A2-11 A2-11
车削主轴:30 铣削主轴:22 车削主轴:30 铣削主轴:37 车削主轴:45 铣削主轴:37
4000 3300 1600 第一主轴: 1000 第二主轴:600 5000 4000 4000 38-5000
12000 10000 10000 10000 12000 12000 12000 6000 50-20000
120
15-1500 20-4000 35-12000
海天龙门加工中心

海天龙门加工中心海天龙门加工中心HTM-3225G,加工范围(2300*3350*1200),海天精工HTM-G 系列龙门式定梁镗铣中心,在继承传统龙门机床基础框架刚性强、结构对称、稳定性强等优点的基础上,引进国际先进的动态刚性设计理念,优化设计了移动部件。
机床扭矩大,快速响应特性佳,适用于汽车、模具、航空航天、军工、五金等各种机械加工领域的需求。
一,产品配置FANUC数控系统。
1,高刚性、长久的精度保持性1.1 机床床身、立柱、工作台、横梁、滑鞍、主轴箱等大件均采用优质树脂砂造型、高强度优质铸铁,使机床得到高刚性和长久稳定的精度。
床身内部布置三角加强筋,使床身结构厚重,从而使机床得到高刚性和长久稳定的精度。
1.2 X轴采用德国进口重载滚柱导轨,刚性强,动态性能佳。
进口大直径丝杠,结构紧凑、运动平稳、精度高,组合成无可挑剔的高刚性,高稳定性机械传动系统。
1.3 横梁采用阶梯式结构,横梁截面大,导轨跨距大,主轴中心到Z轴导轨面距离短,翻转力矩小,结构刚性好。
Y轴导轨采用国内首创多滑块超刚性结构,此结构抗震性能好,刚性强,稳定性佳。
1.4 Z轴导轨副采用淬硬磨削矩型导轨,滑动面粘贴美国进口的Turcite B-HP耐磨软带,接触刚性高。
1.5 优化设计的T型结构滑枕,刚性好,配合液压双油缸平衡,动态特性佳,适合重切削,具备高的精度稳定性和极好的吸振能力。
1.6 高性能的台湾进口主轴,采用润滑脂润滑,可使主轴轴承得到恒定和可靠的润滑,既环保,又免维护,性能卓越。
1.7 进给单元采用大直径的双螺母滚珠丝杠,在两端施加预紧,可消除热伸长造成的精度损失。
二,高精度,高动态响应特性:2.1 主轴采用三点支撑,前端和中间采用四列高精度角接触球轴承形式,轴承内径为Φ100mm,后端采用双列高精度角接触球轴承支承,使主轴获得高刚性的同时,获得极高的主轴回转精度。
2.2 Z轴宽大铸铁淬硬精密磨削导轨,滑动面粘塑,动静摩擦系数相近,减少机床低速爬行现象,定位精度高,同时获得高的动态响应特性。
常用机加工设备介绍

常用机加工设备介绍(总40页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机加工设备介绍(主要针对大型机加工设备)目录1. 镗铣加工中心 (1)1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削 (1)1.2 韩国威亚WIA大型卧式加工中心KH1000 (2)1.3 日本三井精机超高精度卧式加工中心HS8A大型/超大型 (3)1.4 韩国WIA大型立式加工中心 (4)1.5 日本TOYODA强力切削大型卧式加工中心:FA800/FA1050 (5)2. 数控车床/车削中心 (5)2.1 日本大隈OKUMA五轴立式数控车床车削中心VTM系列 (6)2.2 日本大隈OKUMA立式数控车床车削中心VTM系列 (8)3. 复合数控机床 (9)3.1 车铣 (9)3.1.1 日本大隈OKUMA车铣复合数控机床MULTUSB750 (9)3.1.2 德国DMG车铣复合数控机床,FD系列 (11)3.1.3 德国DMG车铣复合数控机床CTXbeta1250 (13)3.2 车磨 (13)3.2.1 德国EMAG倒置式立式车磨中心:VSCDS/DDS和VLC-250-DS (13)3.3 钻铣 (15)3.3.1 铝铜型材钻铣复合加工中心PJ-NC6500 (15)3.3.2 国产五轴钻铣复合数控深孔 (15)3.3.3 德国德马吉DMG铣钻加工中心MILLTAP700 (16)4. 数控磨床 (17)4.1 成型 (17)4.1.1 德国Peter-Wolters精密蠕动成型磨床Macro-L (17)4.1.2 日本Okamoto超精密自动曲线成型磨床:UPZ系列 (18)4.2 高精度/超高精度 (19)4.2.1 日本三井精机MITSUISEIKI高精度坐标磨床300G/3GEN/4GDN 194.2.2 美国500型数控坐标磨床 (20)4.2.3 德国peter-wolters大型双端面平面加工机床AC系列 (22)4.3 复杂型面工件 (25)4.3.1 美国1280型数控坐标磨床 (25)4.3.2日本Okamoto超精密自动曲线成型磨床:UPZ系列 (27)4.4 去毛刺机床 (28)4.4.1 热能去毛刺机床 (28)4.4.2 国产真空减压超声波去铸砂去毛刺机,StarCluster (29)4.4.3 德国砂带毛刷复合型抛光去毛刺机床FE700-L (30)1. 镗铣加工中心1.1 日本TOYODA大型/超大型卧式加工中心:FH系列重切削品牌:日本TOYODA型号:FH800S、FH1050S、FH1250SX、FH1250SW应用行业:汽车零部件、金属加工产品特点:在“大型、快速、强力”三项中,达到同级别机型最高性能水平。
淮海工业集团有限公司_企业报告(业主版)

目录
企业基本信息 .................................................................................................................................1 一、采购需求 .................................................................................................................................1
本报告于 2023 年 08 月 17 日 生成
4/26
重点项目
项目名称
中标单位
中标金额(万元) 公告时间
TOP4
淮海工业集团有限公司抛丸机采 北京汇知同创科技 购项目(XJ022120700583) 结果公 发展有限公司
5.6
告
TOP5
淮海工业集团有限公司防爆加湿 北京清控海纳工程 机 采 购 项 目 (20 台 ) 技术有限公司
一、采购需求
1.1 总体指标
近 1 年(2022-09~2023-08):
项目数(个)
153
同比增长:488.5%
项目总金额(万元)
(不含费率与未公示金额)
¥3776.17
同比增长:-34.3%
平均金额(万元)
¥37.39
同比增长:-92.8%
平均节支率
22.1%
同比增长:100.0%
*平均节支率是指,项目节支金额与预算金额的比值的平均值。(节支金额=项目预算金额-中标金额)
目标单位: 淮海工业集团有限公司
报告时间:
数控机床制造与验收技术要求

龙门式加工中心制造与验收技术条件第13页七、最小设定单位试验机床最小设定单位试验为直线坐标设定单位试验。
试验某一坐标最小设定单位时,其他运动部件原则上置于行程的中间位置。
试验时可在使用螺距补偿和间隙补偿条件下进行。
1 试验方法先以快速使直线坐标上的运动部件向正(或负)向移动一定距离,停止后,向同方向给出数个最小设定单位的指令,再停止,以此位置为基本位置,每次给出1个,共给出20个最小设定单位的指令,向同方向移动,测量各个指令的停止位置。
从上述的最终位置,继续向同方向给出数个最小设定单位指令,停止后,向负(或正)向给出数个最小设定指令,约返回到上述最终的测量位置,这些正向和负向的数个最小设定单位指令的停止位置均不作测量。
然后从上述的最终位置开始,每次给出1个,共给出20个最小设定单位的指令,继续向负(或正)向移动,测量各指令的停止位置,见图1。
至少在行程的中间位置及靠近两端的3个位置上分别进行试验。
各直线坐标均应进行试验。
龙门式加工中心制造与验收技术条件第15页八、原点返回试验原点返回试验为直线坐标原点返回试验,试验某一坐标时,其他运动部件原则上应置于行程的中间位置;试验时,可在使用螺距补偿和间隙装置的条件下进行。
1 试验方法直线坐标上的运动部件,从行程上的任意点,按相同的位移方向,以快速进行5次返回原点P0的试验。
测量每次实际位置P10与原点理论位置P0的偏差X i(i=1,2…,5),见图3。
至少在行程的中间及靠近两端的3个位置上分别进行试验。
各直线坐标均应进行试验。
2误差计算误差以3个位置的最大误差值作为该项的误差。
R0=4S0 (5)式中:R0——原点返回误差,mm。
S0——原点返回时标准偏差,mm。
1 nS0= ∑(X i0—X0)2n-1 i=11 nX0 = ∑X i0n i=1龙门式加工中心制造与验收技术条件第16页3)允差R0=0.009mm4)检验工具激光干涉仪或读数显微镜和金属线纹尺。
卧式加工中心HTM-63H
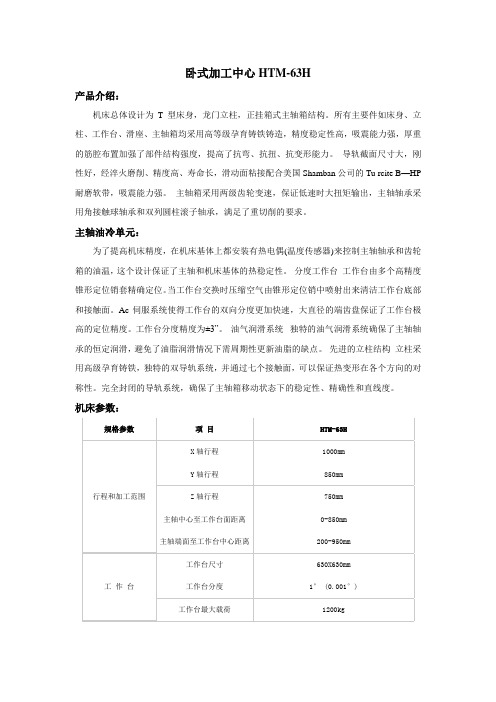
卧式加工中心HTM-63H
产品介绍:
机床总体设计为T型床身,龙门立柱,正挂箱式主轴箱结构。
所有主要件如床身、立柱、工作台、滑座、主轴箱均采用高等级孕育铸铁铸造,精度稳定性高,吸震能力强,厚重的筋腔布置加强了部件结构强度,提高了抗弯、抗扭、抗变形能力。
导轨截面尺寸大,刚性好,经淬火磨削、精度高、寿命长,滑动面粘接配合美国Shamban公司的Tu rcite B—HP 耐磨软带,吸震能力强。
主轴箱采用两级齿轮变速,保证低速时大扭矩输出,主轴轴承采用角接触球轴承和双列圆柱滚子轴承,满足了重切削的要求。
主轴油冷单元:
为了提高机床精度,在机床基体上都安装有热电偶(温度传感器)来控制主轴轴承和齿轮箱的油温,这个设计保证了主轴和机床基体的热稳定性。
分度工作台工作台由多个高精度锥形定位销套精确定位。
当工作台交换时压缩空气由锥形定位销中喷射出来清洁工作台底部和接触面。
Ac伺服系统使得工作台的双向分度更加快速,大直径的端齿盘保证了工作台极高的定位精度。
工作台分度精度为±3”。
油气润滑系统独特的油气润滑系统确保了主轴轴承的恒定润滑,避免了油脂润滑情况下需周期性更新油脂的缺点。
先进的立柱结构立柱采用高级孕育铸铁,独特的双导轨系统,并通过七个接触面,可以保证热变形在各个方向的对称性。
完全封闭的导轨系统,确保了主轴箱移动状态下的稳定性、精确性和直线度。
机床参数:
(文档编辑卧式加工中心)。
XkW技术文件华东龙门
XkW技术文件华东龙门————————————————————————————————作者:————————————————————————————————日期:XKW2416*45型定梁数控龙门铣镗床技术资料威海华东数控股份有限公司公司地址:山东省威海市环山路698号销售电话:0631-5321609 传真:0631—5967988技术支持:0631—5968226 邮编:264200一、机床用途1、XKW2416*45型定梁数控龙门铣镗床是集机、电、液等先进技术于一体的机械加工设备,主要用于平面、曲面和孔的加工。
广泛应用于机械制造行业各种板类、箱体类、机架类等复杂零件的粗、精加工,该机床可实现立式镗铣头横向(Y轴)、垂直运动(Z轴)与工作台纵向运动(X轴)的三轴联动。
可进行铣、镗、钻、刚性攻丝、绞孔、锪孔等多工序加工。
2、该机床是威海华东数控股份有限公司生产的完整全新设备,具有高刚性的结构设计、可靠的精度稳定性及保持性、完整的配套,部件设计采用模块化,标准化程度高,具有良好的互换性,稳定的质量,机床设计先进、性能可靠、操作简便、维修方便。
同时该机床是威海华东数控股份有限公司引进并消化吸收欧洲先进的设计与工艺技术,整机具有高刚性的框架结构设计,因此不仅具有强力切削的能力,同时又能满足精密零件的加工。
二、机床的标准配置(供货范围)1、机床龙门框架●该机床总体结构由床身、双立柱、固定横梁组成封闭的刚性框架结构,工作台沿床身导轨作纵向运动(X轴),固定横梁上配置一台立式大功率多功能滑枕铣镗头,铣镗头横向溜板沿横梁导轨左右运动(Y轴)及滑枕镗铣头上下运动(Z轴),立式铣镗头采用滑枕式交流伺服电机自动高低档变速主轴结构。
2、机床的基础件●机床的主要基础件床身、工作台、左右立柱、横梁、横向溜板、铣头滑枕等,均采用高强度铸铁,树脂砂造型,具有良好的减震性、热稳定性、整机结构强度与刚性高。
3、滑枕铣头●立式滑枕铣头采用变速箱与滑枕体分离式设计机构,采用交流伺服主轴电机驱动,通过德国ZF公司生产的齿轮式高低档变速箱(减速比为1:1;1:5。
自动化方案
自动化方案自动化方案篇一:自动化生产方案自动化生产方案方案介绍现场布局图一. 上料装置a. 初步定位图示如下:1. 对从上道工序留下的工件进行初步定位,如遇到突发情况采用机械手视觉定位,并进行位置校准2. 采用定位器的方式,可以控制后续工序的节奏,并能避免后续工序出现问题后前面无法停止 b. 取料,翻身图示如下:1. 工件进入第二个工序,定位器将其定位,定位工装下移,定位器-1对治具进行定位并进行上移,使其与治具-1对齐并定位,固定好2. 顶料器将工件成品和工件半成品从下面定位好并顶出,使其压如治具-1中,上方吸盘吸住工件半成品正面,压料器向下压住工件成品,定位工装缓慢上移,移动到位后停止3. 机械手将工件成品从治具中取出,并放到切割机中4. 机械手将工件半成品从反面吸住,并将其翻转到正面,放到原来工件成品位置处,定位放好5. 定位工装下移,压料器下压,直至将工件半成品压入治具内(原工件成品)6. 定位工装上移到位后停止,治具和半成品工件下移到位后停止7. 治具和半成品工件流向下一个工位备注:a.本方案的工件成品指贴片机此工序成品。
b.本方案的工件半成品指贴片机只贴了一面,另外一面需要流回前工序再贴的工件。
C.如果更换产品需要更换相应工装和治具。
c. 翻身后定位图示如下:1. 定位器弹起,治具停止,调节时间2. 流向下一个工位d. 成品返回图示如下:1. 传送带-1将治具送至传送带-22. 传送带-2将治具传回前方工位二. 切割装置图示如下:自动化方案篇二:自动化方案浙江亚龙教育装备股份引领教育新理念 0 创造教育新环境目录一、二、三、四、五、六、七、八、九、十、十一、报价表.................................................... ...................................................... .......................... 1 YL-235A型光机电一体化实训考核装置 ........................................................................... 2 YL-335B型自动生产线实训考核装备 ................................................... ............................ 7 YL-381F型透明液压系统综合实训装置.................................................... ...................... 16 YL-381D型液压拆装综合实训装置 ................................................... .............................. 20 YL-380A型PLC控制的气动实训装置(单面) .................................................. ............... 22 YL-569型0i mate TD数控车床实训设备 ................................................... ..................... 25 YL-558型0i mate MD数控铣床实训设备(变频主轴) (28)YL-558型0i mate MD数控铣床实训设备(伺服主轴) (31)YL-559型802C数控四合一机床实训设备 ..................................... 错误!未定义书签。
西门子(Siemens) S7-1500 S7-1500T 运动控制报警和错误说明书

SIMATICS7-1500S7-1500/S7-1500T运动控制报警和错误 ID V6.0,STEP 7 V17 或更高版本诊断手册S7-1500/S7-1500T 运动控制05/2021A5E50859284-AASiemens AG Digital Industries Postfach 48 48 90026 NÜRNBERG 德国A5E50859284-AAⓅ 04/2021 本公司保留更改的权利Copyright © Siemens AG 2020 - 2021.保留所有权利法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用 Siemens 产品请注意下列说明:警告Siemens产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到Siemens推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
宝鸡机床BM8-H智能立式加工中心

产品推介宝鸡机床:BM8-H智能立式加工中心宝鸡机床集团有限公司新世纪以来,移动互联网、大数据、云计算、物联网等新一代信息技术日新月异、飞速发展,形成了群体性跨越。
这些技术进步,集中汇聚在新一代人工智能技术的战略性突破,其本质特征是具备了知识的生成、积累和运用的能力。
新一代人工智能与先进制造技术深度融合所形成的新一代智能制造技术,成为新一轮工业革命的核心驱动力,也为机床发展到智能机床,实现真正的智能化提供了重大机遇。
智能制造的最终目的是提高生产效率和质量,降低制造成本。
宝鸡机床集团在“中国制造2025”的大环境下,使用先进设计、制造手段研发BM8-H智能机床。
该机床运用智能化功能,包括热误差补偿、智优曲面加工、双码联控工艺参数优化、健康保障等功能,实现了机床的质量提升、工艺优化、健康保障、生产管理四个方面的全面升级。
另外,智能机床对于绝大多数操作人员而言,降低了其对专业知识和操作技能的更高要求,更容易适应和满足操作性的需要。
同时,智能化和自动化是相辅相成的,自动化的同步应用,使单一机床变成加工单元或生产线形式,将会大大减少操作人员的数量。
一、产品简介BM8-H是一款智能立式加工中心,该机床采用国产高档数控系统——宝机B800M智能数控系统。
通过机床关键位置安装的振动、温度、位置、视觉传感器,收集数控机床基于指令域的电控实时数据及机床加工过程中的运行环境数据,形成数控机床智能化的大数据环境,通过大数据可视化、大数据分析、大数据深度学习和理论建模仿真,形成智能控制的策略。
实现机床加工过程的自感知、自学习、自诊断、自调节的智能化功能。
BM8-H结合采用整体C型结构、直联主轴、三轴滚柱线性导轨,具有高刚性、高速度、高精度、高可靠性等特点,适应机械加工各领域要求;其X/Y/Z轴采用滚柱线轨,结合智能系统的温度与振动补偿功能,同时X/Y/ Z轴可选配光栅尺闭环控制,保证高精度、高速度、高刚性性能。
该机床适用于汽车、摩托车、航空航天、机械制造、缝纫机、电机、仪器仪表等行业的阀类、凸轮、模具、板盘类和箱体类零件的铣、钻、扩、镗、攻、锪等加工工序,特别适用于加工各种形状复杂的二、三维凹凸模型及复杂的型腔和表面,既可用于中小批量多品种加工生产,也可以进入自动线进行批量生产。
AG1500 佛山市镭戈斯数控设备有限公司 多边折弯中心说明书

AG1500佛山市镭戈斯数控设备有限公司XXX有限公司目录ContentsⅠ、AG系列多边折弯中心 (03)Ⅱ、设备配置清单 (04)Ⅲ、设备技术参数 (05)Ⅳ、折弯样品展示 (06)Ⅴ、加工能力 (07)Ⅵ、主要配置说明 (09)Ⅶ、设备质量检验 (13)Ⅷ、随机备件及文件清单 (14)Ⅸ、设备安装与培训 (14)Ⅹ、售后服务 (15)Ⅺ、镭戈斯用户案例 (16)Ⅻ、关于我们 (17)Ⅰ、AG Series Automatic Panel BenderⅡ、Equipment Configuration ListⅢ、Technical Parameters and SpecificationⅣ、Bending samples displayⅤ、Machining CapacityⅥ、Description of Main ConfigurationⅦ、Quality InspectionⅧ、Spare Parts and Accompanying DocumentsⅨ、Installation and TrainingⅩ、After-sales ServicesⅪ、Parts of Ragos CustomersⅫ、About usⅠ、AG系列多边折弯中心高精高效1)AG系列是新一代的全自动多边折弯中心,是钣金制造行业迈入自动化生产的标杆产品。
产品不仅大幅节省人力,折弯速度更是数控折弯机的3倍,达到了0.5s/次,全伺服控制可使产品精度控制在3S之内。
1)AG series is a new generation of full automatic panel bending center.It is a benchmark productthat the sheet metal manufacturing industry has stepped into automatic production.Saving the human resources,and also the bending speed is3times that the traditional bending machine, reaching0.5s/time.Full servo control can keep the product precision within3s.Ⅱ、设备配置清单Equipment Configuration List序号No.名称Part Name 国家Country 生产商Manufacturer 备注Remarks1机架Rack 中国China 镭戈斯Ragos 2模具Mold clamping 中国China 镭戈斯Ragos 3控制系统Control system 日本Japan 与日本NADIC 共同研发Developed with NADIC co.,LTD4伺服电机Servo motor 中国/日本China/Japan 伟创/日本三洋VEICHI/SANYO 5伺服驱动Servo 中国/日本China/Japan 伟创/日本三洋VEICHI/SANYO 6导轨Guide rail 台湾Taiwan 台湾上银HIWIN7滚珠丝杠Ball screw 台湾Taiwan 台湾TBI 8微型继电器Miniature relay 法国France 施耐德Schneider 9交流接触器Ac contactor 法国France 施耐德Schneider 10按钮Button 法国France 施耐德Schneider11电器元件Electrical components 法国France 施耐德Schneider 12减速机Reducer法国France摩多利MOTOREDUCERⅢ、设备技术参数Technical Parameters and Specification序号No.规格型号Model单位Unit AG-1500 1折弯长度Bending Length mm1500 2板料长度Plate Length mm1600 3板料宽度Plate Width mm1250 4折弯高度Bending Height mm175/3205四边最小成型尺寸Min FormingSize(Four sides)mm300*2006双边最小成型尺寸Min FormingSize(One side)mm2007最小圆弧半径Min Radius mm 1.28最快连续折弯速度BendingSpeeds0.5/刀9上下刀之间的距离OpeningHeightmm18010折弯角度Angle°0-180°11材料最大厚度MaterialThicknessmm铝板:2.0碳钢板:1.5不锈钢:1.212数控系统Numerical System Star300-LGx13作业系统Operating System OS Win7+OS14轴数Axis axes标配10轴,11/12可选15机器尺寸MachineDimension长Length mm3370宽Width mm1890高Height mm265016机器重量Machine Weight kg8000Ⅷ、随机备件及文件清单Spare Parts and Accompanying Documents序号名称型号单位数量1工具箱个12开口扳手M29个13开口扳手M14个14内六角套15榔头支16机床垫板块47电缆线米58系统操作说明书份1Ⅸ、设备安装与培训Installation and Training1.包装运输及设备验收(1)标准包装:适用于长途汽车运输,防潮、防锈、防震。
DMG最新产品介绍 (机床)

一、德马吉1. 公司简介:德国D M G机床集团,是由德国的德克尔(D eck e l)、马霍(M ah o)、计得美(G ildm e iste r)三家机床公司组成。
计得美公司取得了德克尔、马霍两公司的股权进行收买,于1994年7月正式成立了D M G机床集团。
目前,D M G机床集团共有9个子公司,共5400人。
即:1个总部总管全体;3个车床生产厂生产普通车床和N C车床;3个加工中心(M C)和铣床、激光加工机生产厂;1个铸件生产厂;1个全面进行销售、服务的经营部。
德克尔马豪吉特迈(上海)机床有限公司建立于2002年11月。
这个吉特迈集团在欧洲以外建立的第一家工厂于2003年1月正式竣工投产。
2000年D M G机床集团总销售额8.1亿美元,比上年增长34%。
该集团在许多发展策略中十分重要的是经营部,负责调查、了解世界用户市场需求,向生产部门提出生产计划和用户对新品种的需求,及时供应用户。
该经营部经理现年51岁,为车间现场工程师出身,精通英、德、法三种语言,熟悉业务,在欧、美、亚有60个以上代理经营和销售网点,了解供需实况,能够切实做到“知己知彼,百战不殆”,对DMG机床集团的迅速发展起到了极为重要的作用。
作为全球领先的切削机床制造商,德马吉核心业务领域覆盖全面,包括“车削”、“铣削”、“超声振动加工”、“激光加工技术”及为机床和太阳跟踪系统而设计的自动化与软件解决方案。
公司的产品线不仅包括入门级经济型机床——ECOLINE系列金属加工网,同时还有满足复杂加工要求的创新技术机床。
为满足全球不断增长的需求,德马吉已经开发了面向用户的全面的产品线。
目前集团在全球35个国家设有72家国内国际销售服务公司,拥有可随时调配使用的密集销售服务网络。
2. 产品简介:A. 车削技术车削技术有八大产品系列,分别为NEF系列数控万能车床、CTX系列数控万能车床、CTV 系列立式车床、TWIN系列双诅咒生产型车铣复合加工中心、SPEED系列数控纵切自动车床、SPRINT系列数控自动车床、GMC|GM系列数控多主轴车削中心/多主轴自动车床。
龙门五轴加工中心可靠性试验
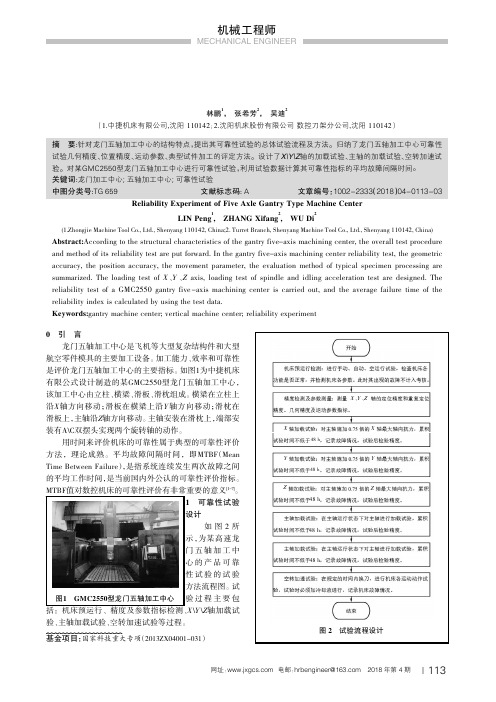
如图2所 示 ,为 某 高 速 龙 门五轴加工中 心的产品可靠 性试验的试验 方法流程图。试 图1 GMC2550型龙门五轴加工中心 验 过 程 主 要 包 括:机床预运行、精度及参数指标检测、X\Y \Z轴加载试 验、主轴加载试验、空转加速试验等过程。
基金项目:国家科技重大专项(2013ZX04001-031)
试验几何精度、位置精度、运动参数、典型试件加工的评定方法。设计了X\Y\Z轴的加载试验、主轴的加载试验、空转加速试
验。对某GMC2550型龙门五轴加工中心进行可靠性试验,利用试验数据计算其可靠性指标的平均故障间隔时间。
关键词:龙门加工中心; 五轴加工中心; 可靠性试验
中图分类号:TG 659
文献标志码: A
按切削规范要求对样机进行工作精度切削试验,以 验证精度可靠性。工件示意图如图3所示,数据视情况而 定。考虑到实际工作关系,试验中可仅加工一个试件。
图 3 典型加工试件 典型加工试件的检验包括:中心孔的圆柱度,中心轴 线与基面A 的垂直度;正四方形的侧面直线度,相邻面与 基面B的垂直度,相对面与基面B的垂直度;菱形侧面的直 线度,侧面对基面B的倾斜度;圆的圆度,外圆与内孔圆C 的同轴度;斜面的直线度,3毅角斜面对B面的倾斜度;镗孔 相对于内孔C的位置度,内孔与外孔D的同心度。 3 加载和空载试验 3.1 X\Y \Z轴加载试验 在主轴运转条件下,分别对X\Y \Z轴反复施加轴向
Abstract:According to the structural characteristics of the gantry five-axis machining center, the overall test procedure
and method of its reliability test are put forward. In the gantry five-axis machining center reliability test, the geometric
数控龙门加工中心HTM2028GX30标准机
合同编号: 定梁系列龙门式加工中心HTM-2028G×30技术合同宁波海天精工机械有限公司技术合同目录卖方:宁波海天精工机械有限公司买方:本技术合同包含以下内容:一、定梁系列龙门式加工中心HTM-2028G×30主要技术特点描述 (1)二、定梁系列龙门式加工中心HTM-2028G×30主要技术参数 (4)三、定梁系列龙门式加工中心HTM-2028G×30主要配置清单 (5)四、定梁系列龙门式加工中心HTM-2028G×30主要随机供应附件清单 (6)五、定梁系列龙门式加工中心HTM-2028G×30主要采购件清单 (7)六、定梁系列龙门式加工中心HTM-2028G×30系统主要功能表 (8)七、定梁系列龙门式加工中心HTM-2028G×30安装调试验收培训表 (13)八、定梁系列龙门式加工中心HTM-2028G×30客户安调准备表 (15)九、定梁系列龙门式加工中心HTM-2028G×30推荐用油和油脂表 (16)十、海天精工售后服务承诺书 (17)十一、定梁系列龙门式加工中心HTM-2028G×30设备验收精度表 (19)十二、定梁系列龙门式加工中心HTM-2028G×30机床外观图 (23)十三、定梁系列龙门式加工中心HTM-2028G×30机床吊装图 (26)卖方:宁波海天精工机械有限公司买方:签名:签名:日期:日期:一、定梁系列龙门式加工中心HTM-2028G×30主要技术特点描述作为合同依据)HTM-G定梁系列龙门式镗铣中心是海天精工在充分发挥自我优势的基础上、通过消化吸收国际先进技术,自主开发研制的工作台移动式定梁龙门系列镗铣床产品。
该系列产品在继承传统龙门机床基础框架刚性强、结构对称、稳定性强等优点的基础上,引进国际先进的动态刚性设计理念,全部采用PRO/E三维设计,机床主要结构均采用有限元分析,通过优化布筋结构,合理分布质量优化设计了移动部件。
HTM-80H卧式加工中心

HTM-80H卧式加工中心
标准配置:
²ANUC Oi数控系统
²双托盘交换装置
²全防护间
²刚性攻丝
²三色灯
²主轴速度表/速度倍率
²主轴负载表
²机内螺旋排屑装置
²冷却系统
²主轴油冷单元
²主轴轴承油气润滑装置
²自动循环时刀库手动旋转装置
²主轴锥孔吹气
²自动断电装置
²刀库全防护
²自动诊断功能
²变压器
选购配件:
²库容量扩展90/120
²数控旋转工作台
²多托盘交换6/8/10/12APC
²光栅尺反馈
²T型槽工作台
²机外链式排屑器及铁屑车
²主轴中心出水(3MPA)
²冷却液低位报警
²工件清洗枪
²雷尼绍探针
²数控系统发那科18i/西门子840D等
(文档编辑卧式加工中心 )。
五轴加工中心参数
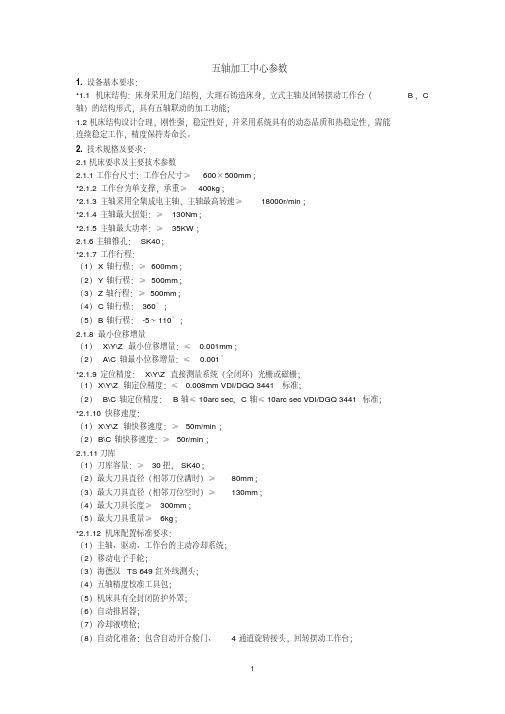
五轴加工中心参数1. 设备基本要求:*1.1机床结构:床身采用龙门结构,大理石铸造床身,立式主轴及回转摆动工作台(B,C 轴)的结构形式,具有五轴联动的加工功能;1.2机床结构设计合理,刚性强,稳定性好,并采用系统具有的动态品质和热稳定性,需能连续稳定工作,精度保持寿命长。
2. 技术规格及要求:2.1机床要求及主要技术参数2.1.1工作台尺寸:工作台尺寸≥600×500mm;*2.1.2工作台为单支撑,承重≥400kg;*2.1.3主轴采用全集成电主轴,主轴最高转速≥18000r/min;*2.1.4主轴最大扭矩:≥130Nm;*2.1.5主轴最大功率:≥35KW;2.1.6主轴锥孔:SK40;*2.1.7工作行程:(1)X轴行程:≥600mm;(2)Y轴行程:≥500mm;(3)Z轴行程:≥500mm;(4)C轴行程:360°;(5)B轴行程:-5~110°;2.1.8 最小位移增量(1)X\Y\Z最小位移增量:≤0.001mm;(2)A\C轴最小位移增量:≤0.001°*2.1.9定位精度:X\Y\Z直接测量系统(全闭环)光栅或磁栅;(1)X\Y\Z轴定位精度:≤0.008mm VDI/DGQ 3441标准;(2)B\C轴定位精度:B轴≤10arc sec,C轴≤10arc sec VDI/DGQ 3441标准;*2.1.10快移速度:(1)X\Y\Z轴快移速度:≥50m/min;(2)B\C轴快移速度:≥50r/min;2.1.11刀库(1)刀库容量:≥30把,SK40;(2)最大刀具直径(相邻刀位满时)≥80mm;(3)最大刀具直径(相邻刀位空时)≥130mm;(4)最大刀具长度≥300mm;(5)最大刀具重量≥6kg;*2.1.12机床配置标准要求:(1)主轴、驱动、工作台的主动冷却系统;(2)移动电子手轮;(3)海德汉TS 649红外线测头;(4)五轴精度校准工具包;(5)机床具有全封闭防护外罩;(6)自动排屑器;(7)冷却液喷枪;(8)自动化准备:包含自动开合舱门、4通道旋转接头,回转摆动工作台;(9)提供配套刀柄,包括立铣刀刀柄20个,精镗刀1套,盘铣刀刀柄与刀盘2套。
大吨位龙门移动式压力机油缸的改进设计
均与油箱接通 ) 充液阀打开 , 孔 与油箱接通 , ; b 延时
后 下 腔 8 接通 压力 油 , 孔 上腔 b Cd均接 通 回油 , 、、 油 缸快 速返 程 , 样 活塞 杆 实 现 了快 速 趋 近工 件 、 速 这 低
精确压制 、 保压 、 延时和快速回程的循环功能。
1 前
言
液压机在国民经济建设 中有广泛的适应性 , 而龙 门移动式压力机的压头可在水平面纵横两方向移动 ,
覆盖整个工作台面 , 这样就满足 了大幅面板材的校平 和大型结构件的校正工艺要求 , 因此在汽车和船舶制 造业 中被广泛使用。 典型小吨位窄幅面工作 台机型通常采用的液压 油 缸结 构形 式 大多是 将 主油缸 作 为柱塞 缸 , 主油 缸 在
c n u t n as a e n d c a e . o s mp i o h s b e e r s d o l e
Ke r s:g t v b e p e s o i e y n e ,g i i g a p r t si n rp a i g y wo d n y a r mo a l rs ,c mb n d c l d r u dn p a au n e lcn i
移动式压力油缸一样 , 采 了柱塞 缸 提供 主 压力 , 两 小活塞油 缸提供柱 塞 的
程 和快 进 , 向杆 防 止柱 导
的转动并抗偏载的结构。
2 1 结构 设想 .
如 图 2所 示 , 缸 横 油 尺 寸 较 大 , 压 缩 空 间 , 图 1 Y5 为 主 4 系列龙门移动式 油缸 采用 活 塞缸 结 构 , 消 取 压力机图片 两个 外置 返 程 油 缸 8 为 满 足 压 头 快 速 趋 近 工 件 工 , 况, 采用增 速 活塞 … 的结 构 实 现 油 缸 快 速 下 行 趋 近 工 件 。但 是两个 外 置 导 向杆 6的 存 在仍 然 占用 了 同
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
X轴行程
2000mm
Y轴行程
1500mm
Z轴行程
700mm
主轴端面至工作台面距离
225-925mm
主轴锥孔锥度
BT50
拉钉规格
P50T-2-MAS403
主轴转速
45-6000rpm
主电机功率
15/11kw
机床快速X、Y、Z
16/20/20m/min
进给速度
8/10/10m/min
最小步进当量
0.001mm
刀库容量
24、40
刀具最大直径
Φ110/Φ200mm
刀具最大长度
300mm
刀具最大重量
15kg
换刀时间刀对刀
2.9sec
数控系统
FANUC oi-MC
定位精度
±0.003/300mm
重复定位精度
±0.002mm
整机电容量
4ห้องสมุดไป่ตู้KVA
机床轮廓尺寸
6407×4130×3870mm
机床重量
22T
(文档编辑龙门加工中心)
龙门加工中心
标准配置:
1、主轴无级调速,配德国齿轮变速箱
2、主轴恒温油冷却系统
3、气动,液压系统和集中润滑系统
4、机床全防护
5、导轨防护
6、空气和切削液两中刀冷却系统
7、Z轴液压平衡系统
主要参数:
机床主要参数
HTM-1500G
龙门跨面
1600
工作台面积
2000×1500mm
工作台承重
6000kg
T型槽规格